Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

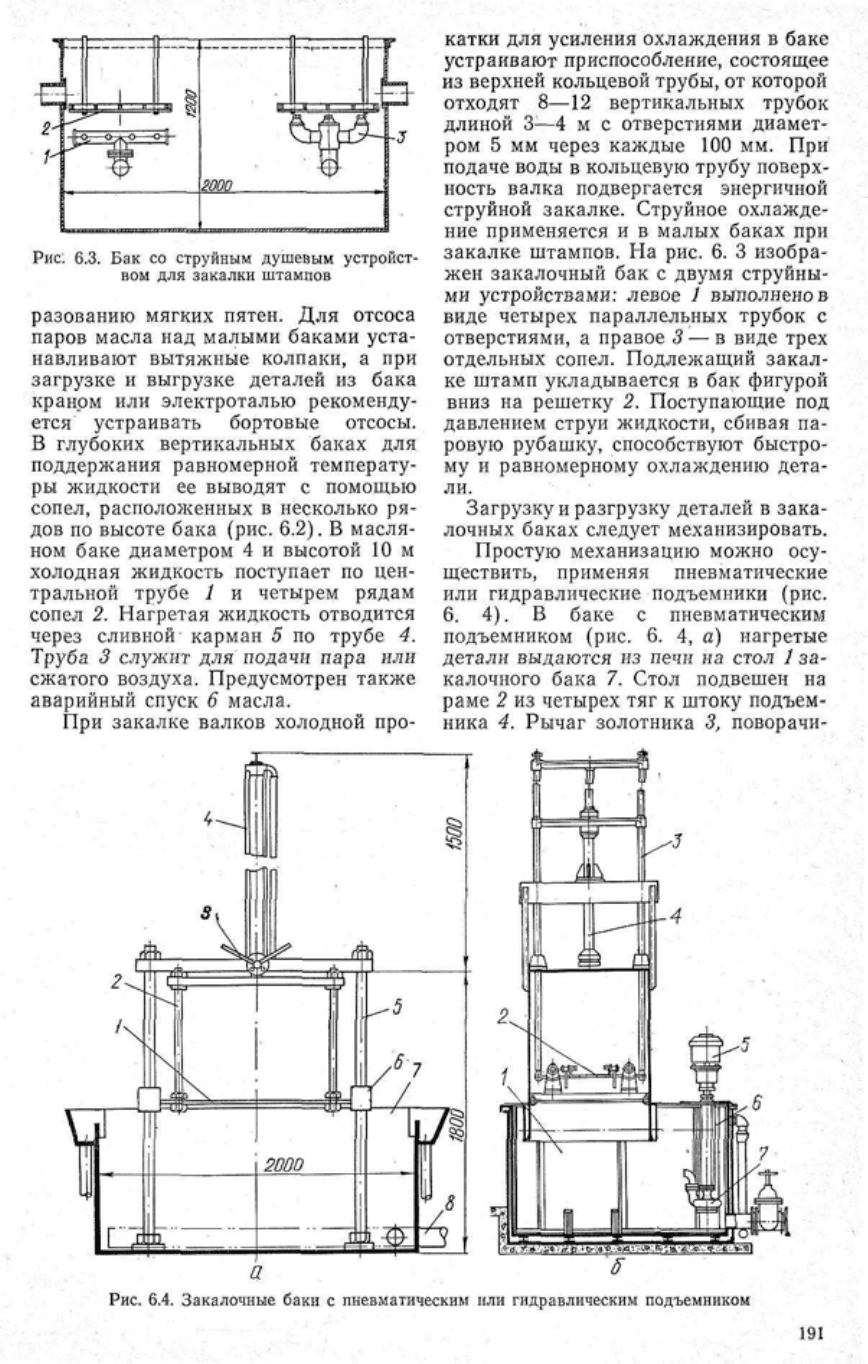
Рис:
6.3. Бак со струйным душевым устройст-
вом для закалки штампов
разованию мягких пятен. Для отсоса
паров масла над малыми баками
уста-
навливают вытяжные колпаки, а при
загрузке и выгрузке деталей из бака
краном
или электроталью рекоменду-
ется устраивать бортовые отсосы.
В глубоких вертикальных баках для
поддержания равномерной температу-
ры жидкости ее выводят с помощью
сопел, расположенных в несколько ря-
дов по высоте бака (рис. 6.2). В масля-
ном
баке диаметром 4 и высотой 10 м
холодная жидкость поступает по цен-
тральной
трубе
1 и четырем рядам
сопел 2. Нагретая жидкость отводится
через сливной карман 5 по
трубе
4.
Труба 3 служит для подачи пара или
сжатого
воздуха.
Предусмотрен также
аварийный
спуск 6 масла.
При
закалке валков холодной про-
катки
для усиления охлаждения в баке
устраивают приспособление, состоящее
из
верхней кольцевой трубы, от которой
отходят
8—12 вертикальных трубок
длиной
3—4 м с отверстиями диамет-
ром 5 мм через каждые 100 мм. При
подаче воды в кольцевую
трубу
поверх-
ность валка подвергается энергичной
струйной закалке. Струйное охлажде-
ние
применяется и в малых баках при
закалке штампов. На рис. 6. 3 изобра-
жен закалочный бак с двумя струйны-
ми
устройствами: левое 1 выполнено в
виде четырех параллельных трубок с
отверстиями, а правое 3— в виде
трех
отдельных сопел. Подлежащий закал-
ке
штамп укладывается в бак фигурой
вниз
на решетку 2. Поступающие под
давлением струи жидкости, сбивая па-
ровую рубашку, способствуют быстро-
му и равномерному охлаждению
дета-
ли.
Загрузку и разгрузку деталей в зака-
лочных баках
следует
механизировать.
Простую механизацию можно осу-
ществить, применяя пневматические
или
гидравлические подъемники (рис.
6. 4). В баке с пневматическим
подъемником (рис. 6. 4, а) нагретые
детали выдаются из печи на стол 1 за-
калочного бака 7. Стол подвешен на
раме 2 из четырех тяг к штоку подъем-
ника
4. Рычаг золотника 5, поворачи-
Рис.
6.4. Закалочные баки с пневматическим или гидравлическим подъемником
191
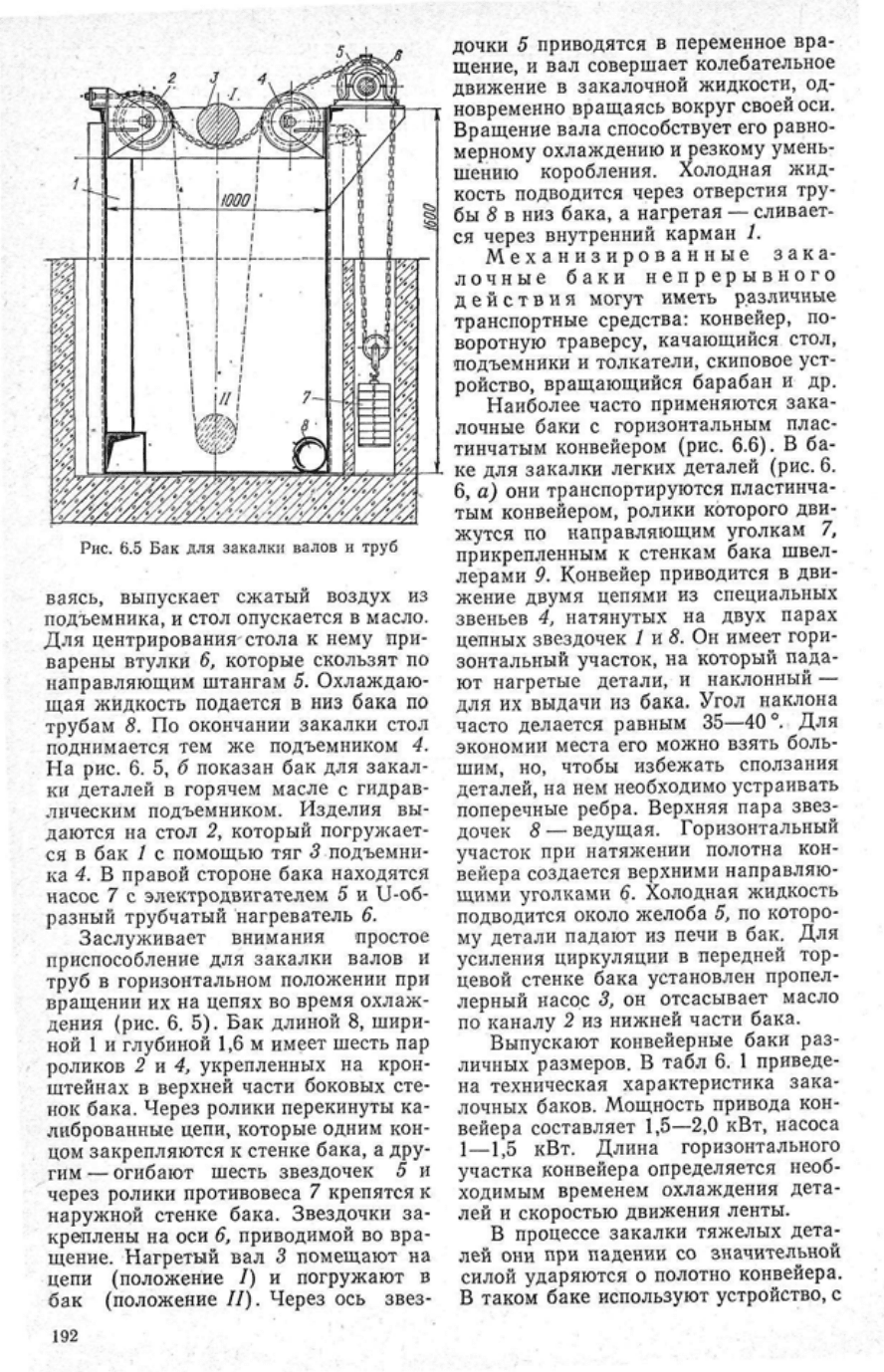
Рис.
6.5 Бак для закалки валов и
труб
ваясь, выпускает сжатый
воздух
из
подъемника, и стол опускается в масло.
Для центрирования стола к нему при-
варены втулки 6, которые скользят по
направляющим штангам 5. Охлаждаю-
щая
жидкость подается в низ бака по
трубам 8. По окончании закалки стол
поднимается тем же подъемником 4.
На
рис. 6. 5, б показан бак для закал-
ки
деталей в горячем масле с гидрав-
лическим подъемником. Изделия вы-
даются на стол 2, который погружает-
ся
в бак 1 с помощью тяг 3 подъемни-
ка
4. В правой стороне бака находятся
насос 7 с электродвигателем 5 и U-об-
разный трубчатый нагреватель 6.
Заслуживает внимания простое
приспособление для закалки валов и
труб
в горизонтальном положении при
вращении их на цепях во время охлаж-
дения (рис. 6. 5). Бак длиной 8, шири-
ной
1 и глубиной 1,6 м имеет шесть пар
роликов 2 и 4, укрепленных на крон-
штейнах в верхней части боковых сте-
нок
бака. Через ролики перекинуты ка-
либрованные цепи, которые одним кон-
цом закрепляются к стенке бака, а дру-
гим — огибают шесть звездочек 5 и
' через ролики противовеса 7 крепятся к
наружной стенке бака. Звездочки за-
креплены на оси 6, приводимой во вра-
щение.
Нагретый вал 3 помещают на
цепи
(положение /) и погружают в
бак (положение //). Через ось звез-
дочки 5 приводятся в переменное вра-
щение,
и вал совершает колебательное
движение в закалочной жидкости, од-
новременно вращаясь вокруг своей оси.
Вращение вала способствует его равно-
мерному охлаждению и резкому умень-
шению коробления. Холодная жид-
кость подводится через отверстия тру-
бы 8 в низ бака, а нагретая — сливает-
ся
через внутренний карман 1.
Механизированные зака-
лочные баки непрерывного
действия
могут
иметь различные
транспортные средства: конвейер, по-
воротную траверсу, качающийся стол,
подъемники и толкатели, скиповое уст-
ройство, вращающийся барабан и др.
Наиболее часто применяются зака-
лочные баки с горизонтальным плас-
тинчатым конвейером (рис. 6.6). В ба-
ке для закалки легких деталей (рис. 6.
6, а) они транспортируются пластинча-
тым конвейером, ролики которого дви-
жутся по направляющим уголкам 7,
прикрепленным к стенкам бака швел-
лерами 9. Конвейер приводится в дви-
жение двумя цепями из специальных
звеньев 4, натянутых на
двух
парах
цепных звездочек 1 и 8. Он имеет гори-
зонтальный участок, на который пада-
ют нагретые детали, и наклонный —
для их выдачи из бака.
Угол
наклона
часто делается равным
35—40°.
Для
экономии
места его можно взять боль-
шим,
но, чтобы избежать сползания
деталей, на нем необходимо устраивать
поперечные ребра. Верхняя пара звез-
дочек 8 — ведущая. Горизонтальный
участок при натяжении полотна кон-
вейера создается верхними направляю-
щими
уголками 6. Холодная жидкость
подводится около желоба 5, по которо-
му детали падают из печи в бак. Для
усиления циркуляции в передней тор-
цевой стенке бака установлен пропел-
лерный насос 3, он отсасывает масло
по
каналу 2 из нижней части бака.
Выпускают конвейерные баки раз-
личных размеров. В табл 6. 1 приведе-
на
техническая характеристика зака-
лочных баков. Мощность привода кон-
вейера составляет
1,5—2,0
кВт, насоса
1
— 1,5 кВт. Длина горизонтального
участка конвейера определяется необ-
ходимым временем охлаждения
дета-
лей и скоростью движения ленты.
В процессе закалки тяжелых
дета-
лей они при падении со значительной
силой ударяются о полотно конвейера.
В таком баке используют устройство, с
192
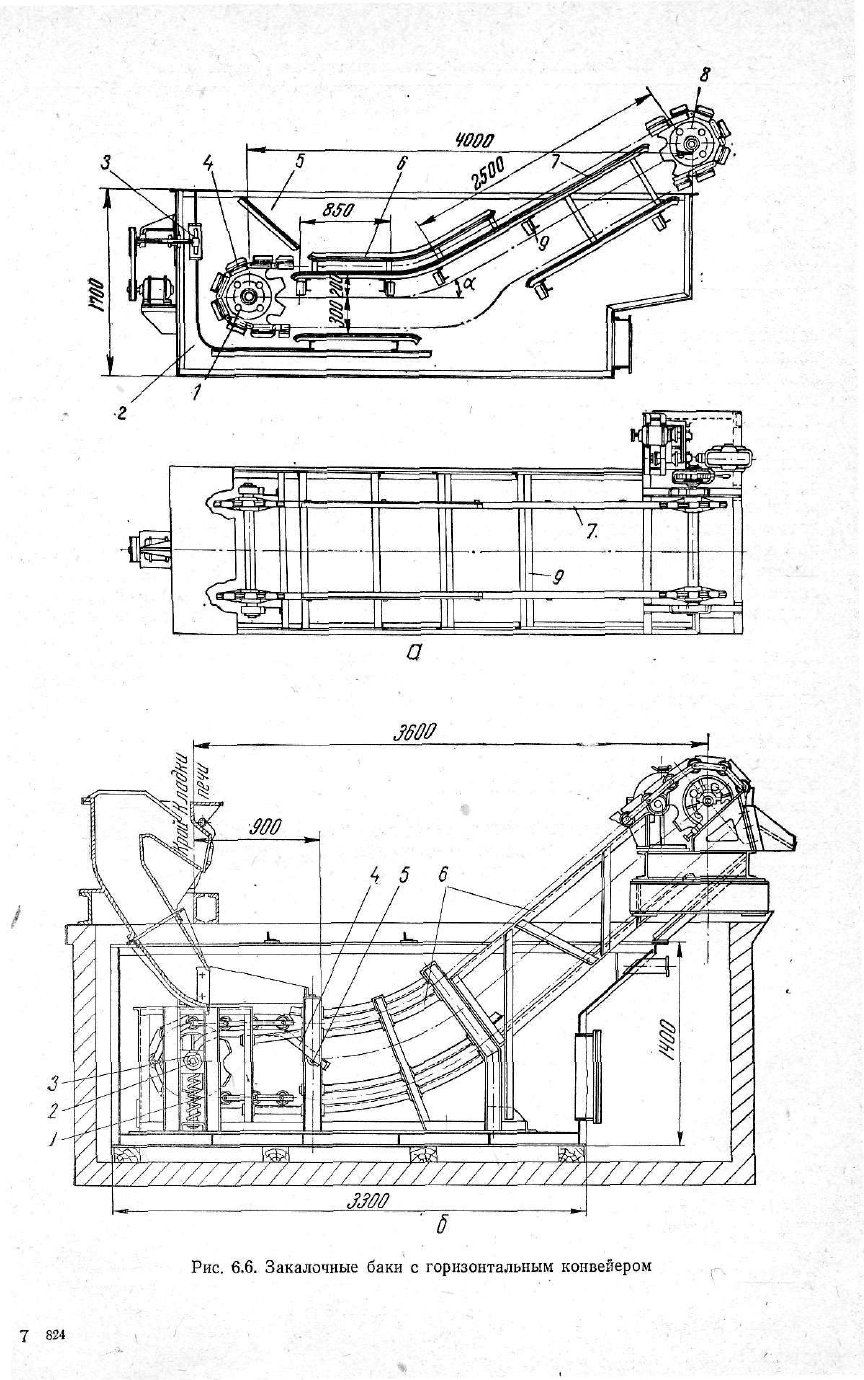
Рис.
6.6. Закалочные баки с горизонтальным конвейером . ,
Таблица
6.1. Основная техническая характеристика закалочных баков
Тип
закалочного
бака
ЗБК-400
ЗБ-400
ЗБК-600
ЗБ-600
ЗБК-800
Ширина
конвейерной
леиты,
мм
400
400
600
600
800
Габариты,
мм
115ОХ36О0ХП00
1100X4800X1200
1150Х3600ХП00
1300X6000X1350
1950X6000X1350
Вместимость,
м
"
5,0
5,4
5,0
8,2
10,0
Производи-
тельности
(средняя),
кг/ч
250
250
400
4000
2000
Скорость
конвейера,
м/мин
0,75
0,04—0,34
0,75
0,04-0,34
помощью которого сила
удара
частич-
но
поглощается (рис. 6.6, б). Для этого
ось нижних цепных звездочек 2 кон-
вейера крепится в
двух
подшипниках
3. Последние
могут
вертикально пере-
мещаться в направляющих. Снизу под-
шипники
упираются в пружину 1, а
сверху
крепятся на
двух
коленчатых
рычагах 4, вращающихся на оси 5. По-
лотно конвейера движется на роликах
по
специальной раме 6. Последняя
вместе с конвейером может вынимать-
ся
из бака. При падении тяжелых де-
талей в бак передняя подвижная часть
конвейера
поворачивается вокруг оси
5, передавая силу
удара
амортизирую-
щим
пружинам. После поглощения си-
лы
удара
пружины вновь возвращают
подвижную часть конвейера в горизон-
тальное положение. Благодаря тому
что ось 5 расположена по центру рамы
6, полотно ленты всегда находится в
натянутом состоянии.
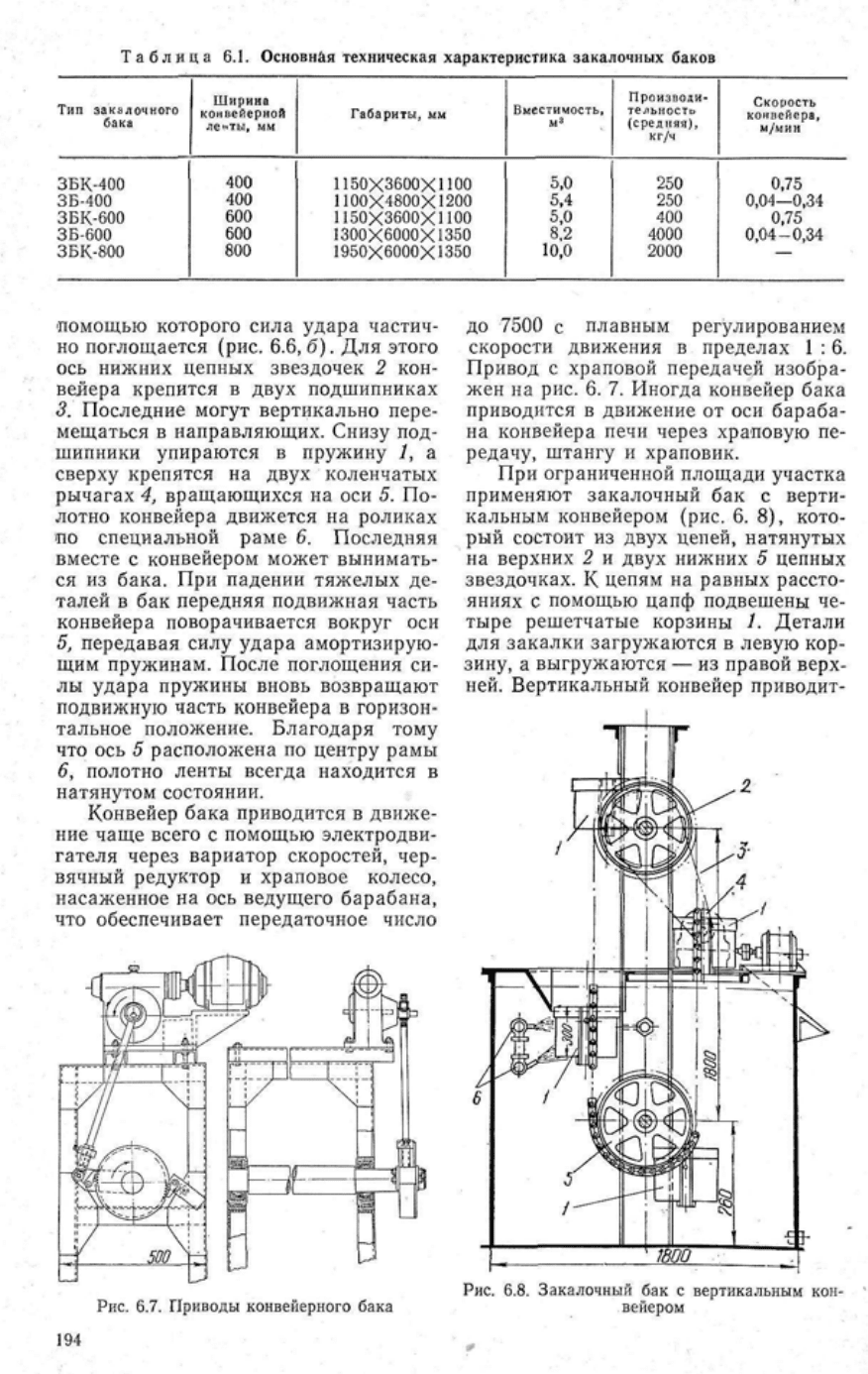
Конвейер
бака приводится в движе-
ние
чаще всего с помощью электродви-
гателя через вариатор скоростей, чер-
вячный
редуктор и храповое колесо,
насаженное на ось
ведущего
барабана,
что обеспечивает передаточное число
до
7500
с плавным регулированием
скорости движения в пределах 1 : 6.
Привод
с храповой передачей изобра-
жен на рис. 6. 7. Иногда конвейер бака
приводится в движение от оси бараба-
на
конвейера печи через храповую пе-
редачу,
штангу и храповик.
При
ограниченной площади участка
применяют закалочный бак с верти-
кальным
конвейером (рис. 6. 8), кото-
рый
состоит из
двух
цепей, натянутых
на
верхних 2 и
двух
нижних 5 цепных
звездочках. К цепям на равных рассто-
яниях
с помощью цапф подвешены че-
тыре решетчатые корзины 1. Детали
для закалки загружаются в
левую
кор-
зину, а выгружаются — из правой
верх-
ней.
Вертикальный конвейер приводит-
Рис.
6.7. Приводы конвейерного бака
Рис.
6.8. Закалочный бак с вертикальным кон-
вейером
194
б-Б
Вид
В
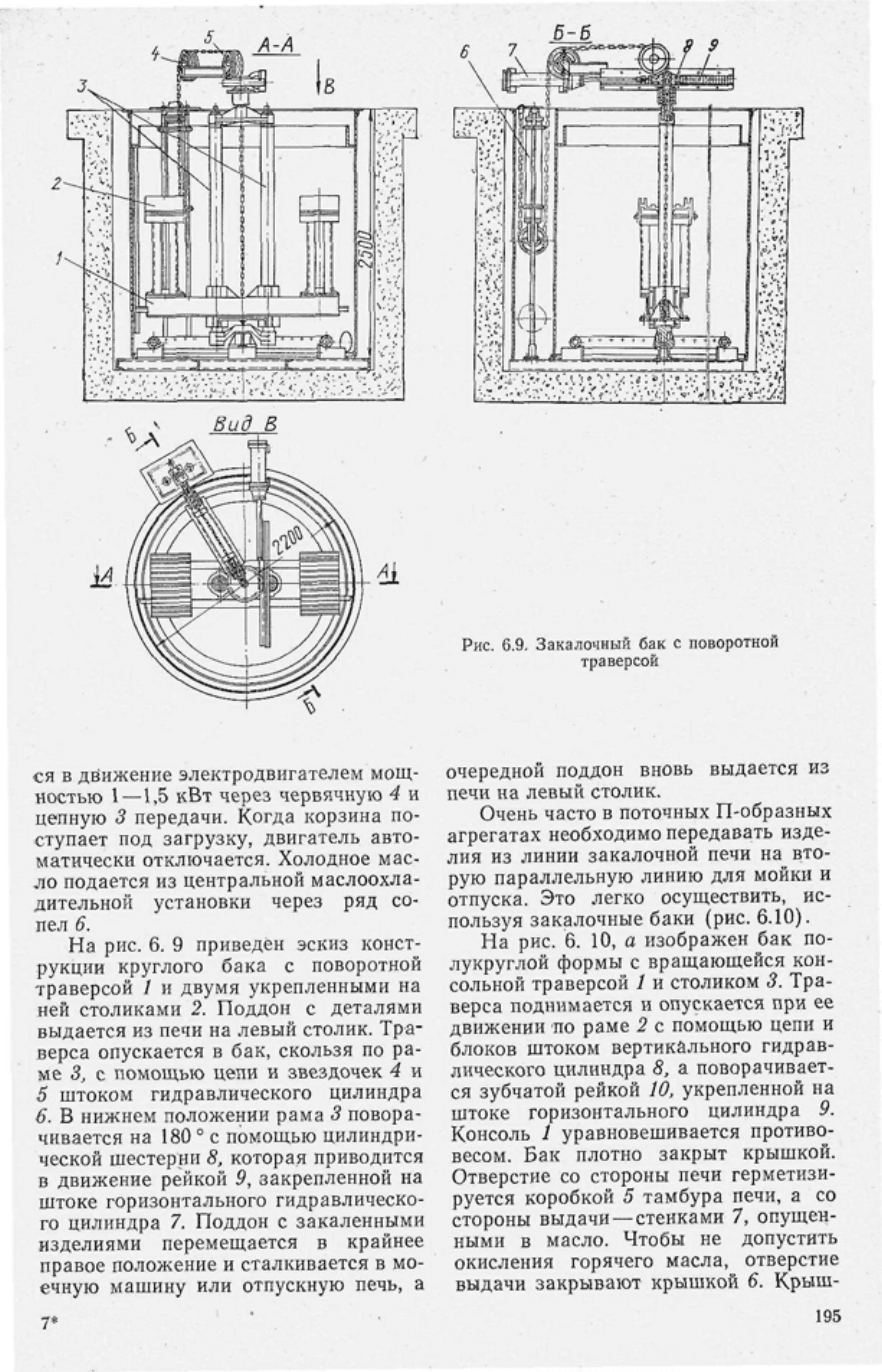
Рис.
6.9. Закалочный бак с поворотной
траверсой
ся
в движение электродвигателем мощ-
ностью
1
— 1,5 кВт через червячную 4 и
цепную 3 передачи. Когда корзина по-
ступает
под
загрузку,
двигатель авто-
матически отключается. Холодное мас-
ло подается из центральной маслоохла-
дительной установки через ряд со-
пел 6.
На
рис. 6. 9 приведен эскиз конст-
рукции
круглого
бака с поворотной
траверсой / и
двумя
укрепленными на
ней
столиками 2. Поддон с деталями
выдается из печи на левый столик. Тра-
верса опускается в бак, скользя по ра-
ме 3, с помощью цепи и звездочек 4 и
5
штоком гидравлического цилиндра
6. В нижнем положении рама 3 повора-
чивается на 180 ° с помощью цилиндри-
ческой шестерни 8, которая приводится
в
движение рейкой 9, закрепленной на
штоке горизонтального гидравлическо-
го цилиндра 7. Поддон с закаленными
изделиями перемещается в крайнее
правое положение и сталкивается в мо-
ечную
машину или отпускную печь, а
очередной поддон вновь выдается из
печи на левый столик.
Очень часто в поточных П-образных
агрегатах
необходимо передавать изде-
лия
из линии закалочной печи на вто-
рую параллельную линию для мойки и
отпуска. Это легко осуществить, ис-
пользуя закалочные баки (рис.
6.10).
На
рис. 6. 10, а изображен бак по-
лукруглой
формы с вращающейся кон-
сольной траверсой 1 и столиком 3. Тра-
верса поднимается и опускается при ее
движении 'по раме 2 с помощью цепи и
блоков штоком вертикального гидрав-
лического цилиндра 8, а поворачивает-
ся
зубчатой
рейкой 10, укрепленной на
штоке горизонтального цилиндра 9.
Консоль
1 уравновешивается противо-
весом. Бак плотно закрыт крышкой.
Отверстие со стороны печи герметизи-
руется
коробкой 5
тамбура
печи, а со
стороны выдачи —стенками 7, опущен-
ными
в масло. Чтобы не допустить
окисления
горячего масла, отверстие
выдачи закрывают крышкой 6. Крыш-
195
5
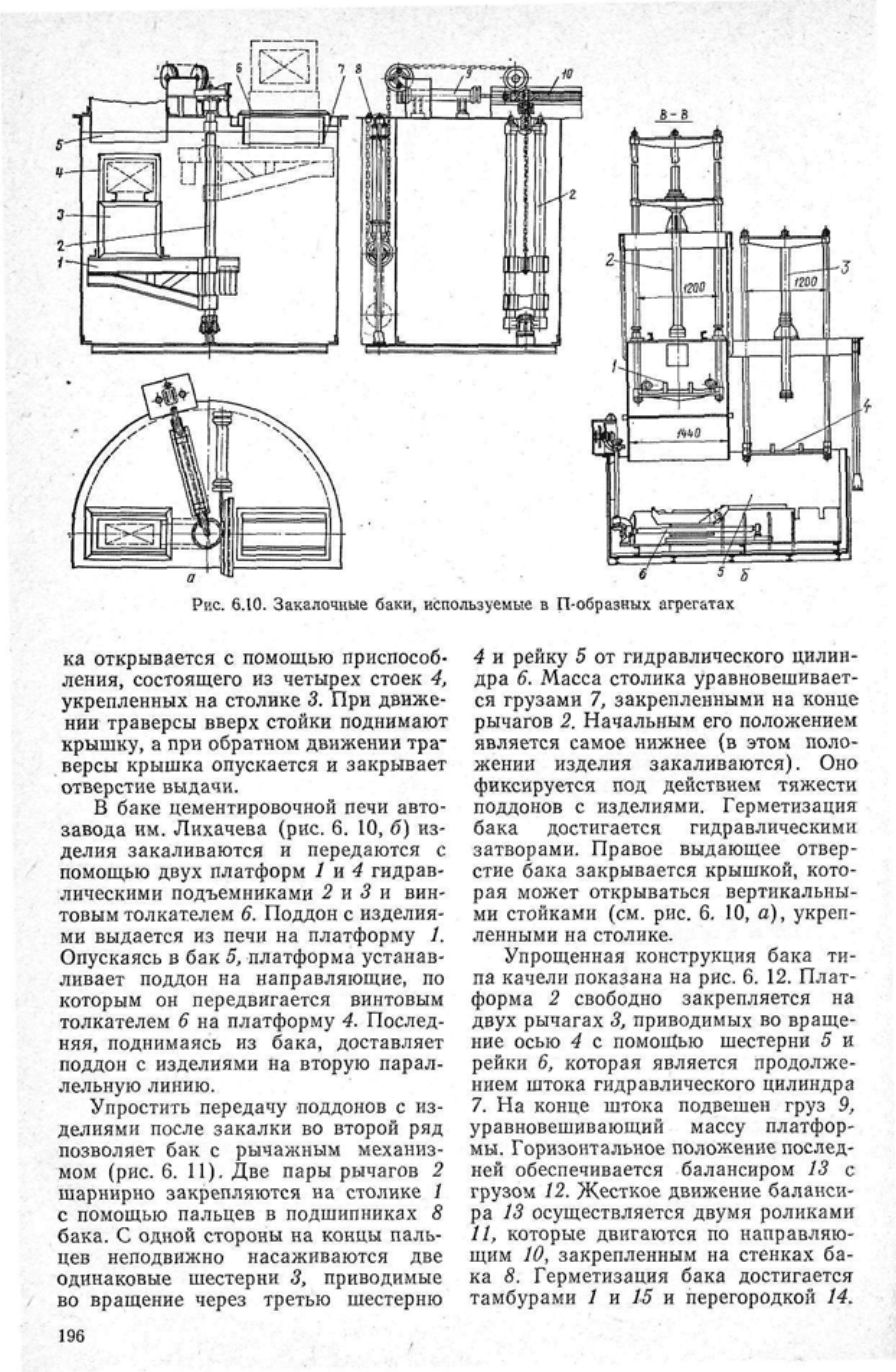
Рис.
6.10. Закалочные баки, используемые в П-образных
агрегатах
ка
открывается с помощью приспособ-
ления,
состоящего из
четырех
стоек 4,
укрепленных на столике 3. При движе-
нии
траверсы
вверх
стойки поднимают
крышку, а при обратном движении тра"
версы крышка опускается и закрывает
отверстие выдачи.
В баке цементировочной печи авто-
завода им.
Лихачева
(рис. 6. 10, б) из-
делия закаливаются и передаются с
помощью
двух
платформ 1 и 4 гидрав-
лическими
подъемниками 2 и 3 и вин-
товым толкателем 6. Поддон с изделия-
ми
выдается из печи на платформу 1.
Опускаясь в бак 5, платформа устанав-
ливает поддон на направляющие, по
которым он передвигается винтовым
толкателем 6 на платформу 4. Послед-
няя,
поднимаясь из бака, доставляет
поддон с изделиями на
вторую
парал-
лельную
линию.
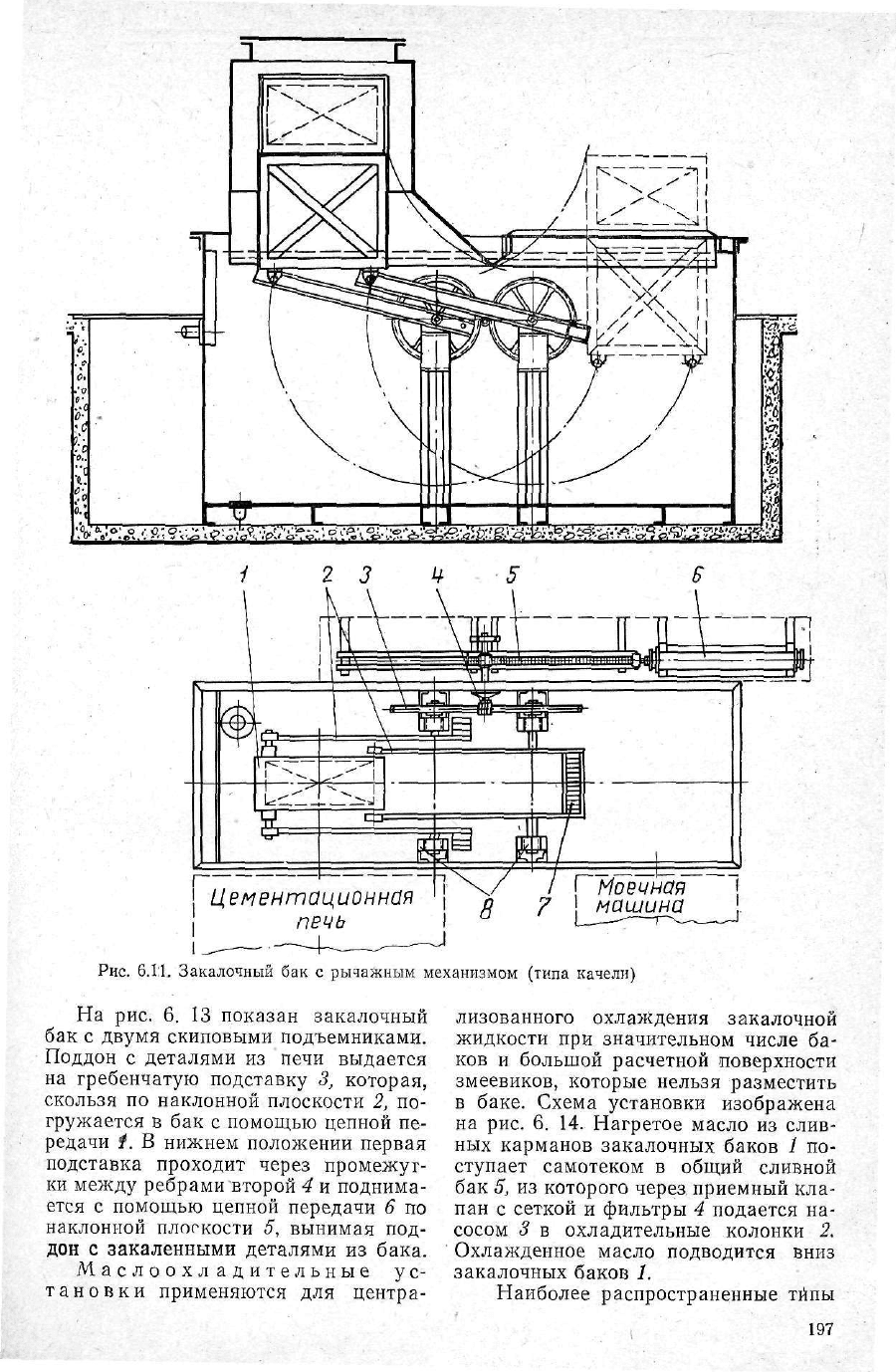
Упростить
передачу
поддонов с из-
делиями после закалки во второй ряд
позволяет бак с рычажным механиз-
мом (рис. 6. 11). Две пары рычагов 2
шарнирно
закрепляются на столике 1
с помощью пальцев в подшипниках 5
бака. С одной стороны на концы паль-
цев неподвижно насаживаются две
одинаковые шестерни 3, приводимые
во вращение через
третью
шестерню
4 и рейку 5 от гидравлического цилин-
дра 6. Масса столика уравновешивает-
ся
грузами 7, закрепленными на конце
рычагов 2, Начальным его положением
является самое нижнее (в этом поло-
жении
изделия закаливаются). Она
фиксируется под действием тяжести
поддонов с изделиями. Герметизация
бака достигается гидравлическими
затворами. Правое выдающее отвер-
стие бака закрывается крышкой, кото-
рая
может открываться вертикальны-
ми
стойками (см. рис. 6, 10, а), укреп-
ленными
на столике.
Упрощенная конструкция бака ти-
па
качели показана на рис. 6. 12. Плат-
форма
2 свободно закрепляется на
двух
рычагах
3, приводимых во враще-
ние
осью 4 с помоЩью шестерни 5 и
рейки
6, которая является продолже-
нием
штока гидравлического цилиндра
7. На конце штока подвешен
груз
9,
уравновешивающий массу платфор-
мы.
Горизонтальное положение послед-
ней
обеспечивается балансиром 13 с
грузом
12. Жесткое движение баланси-
ра 13 осуществляется
двумя
роликами
11,
которые двигаются по направляю-
щим
10, закрепленным на стенках ба-
ка
8. Герметизация бака достигается
тамбурами 1 и 15 я перегородкой 14.
196
РГ^£^^^
Г
Цементационная
ПЕЧЬ
/ ^Моечная
7
машина
Рис.
6.1:1. Закалочный бак с рычажным механизмом (типа качели)
На
рис. 6. 13 показан закалочный
бак с
двумя
скиповыми подъемниками.
Поддон с деталями из печи выдается
на
гребенчатую
подставку 3, которая,
скользя по наклонной плоскости 2, по-
гружается
в бак с помощью цепной пе-
редачи f. В нижнем положении первая
подставка проходит через промежут-
ки
между
ребрами второй 4 и поднима-
ется с помощью цепной передачи 6 по
наклонной
плоскости 5, вынимая под-
дон с закаленными деталями из бака.
Маслоохладительные ус-
тановки применяются для центра-
лизованного охлаждения закалочной
жидкости при значительном числе ба-
ков
и большой расчетной поверхности
змеевиков, которые нельзя разместить
в баке. Схема установки изображена
на
рис. 6. 14. Нагретое масло из слив-
ных карманов закалочных баков / по-
ступает
самотеком в общий сливной
бак 5, из которого через приемный кла-
пан
с сеткой и фильтры 4 подается на-
сосом 3 в охладительные колонки 2.
Охлажденное масло подводится вниз
закалочных баков 1,
Наиболее распространенные типы
197
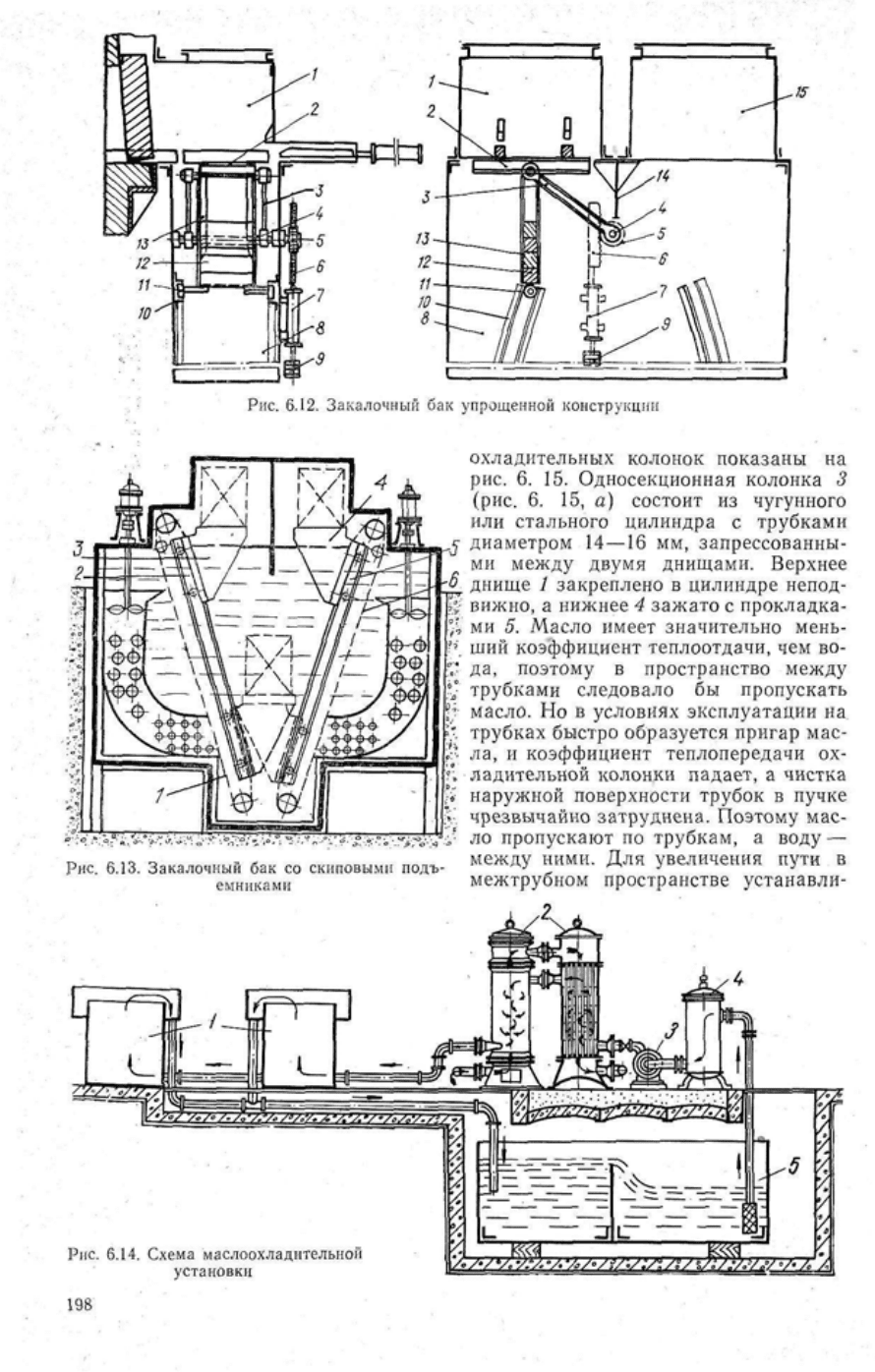
Рис.
6.12. Закалочный бак упрощенной конструкции
Рис.
6.13. Закалочный бак со скиповыми подъ-
емниками
охладительных колонок показаны на
рис.
6. 15. Односекционная колонка 3
(рис.
6. 15, а) состоит из чугунного
или
стального цилиндра с трубками
диаметром 14 —16 мм, запрессованны-
ми
между
двумя днищами. Верхнее
днище 1 закреплено в цилиндре непод-
вижно,
а нижнее 4 зажато с прокладка-
ми
5. Масло имеет значительно мень-
ший
коэффициент теплоотдачи, чем во-
да, поэтому в пространство
между
трубками следовало бы пропускать
масло. Но в условиях эксплуатации на
трубках
быстро образуется пригар мас-
ла, и коэффициент теплопередачи ох-
ладительной колонки падает, а чистка
наружной поверхности трубок в пучке
чрезвычайно затруднена. Поэтому мас-
ло пропускают по трубкам, а
воду
—
между
ними. Для увеличения пути в
межтрубном пространстве устанавли-
Рис.
6.14, Схема маслоохладителыюй
установки
198'
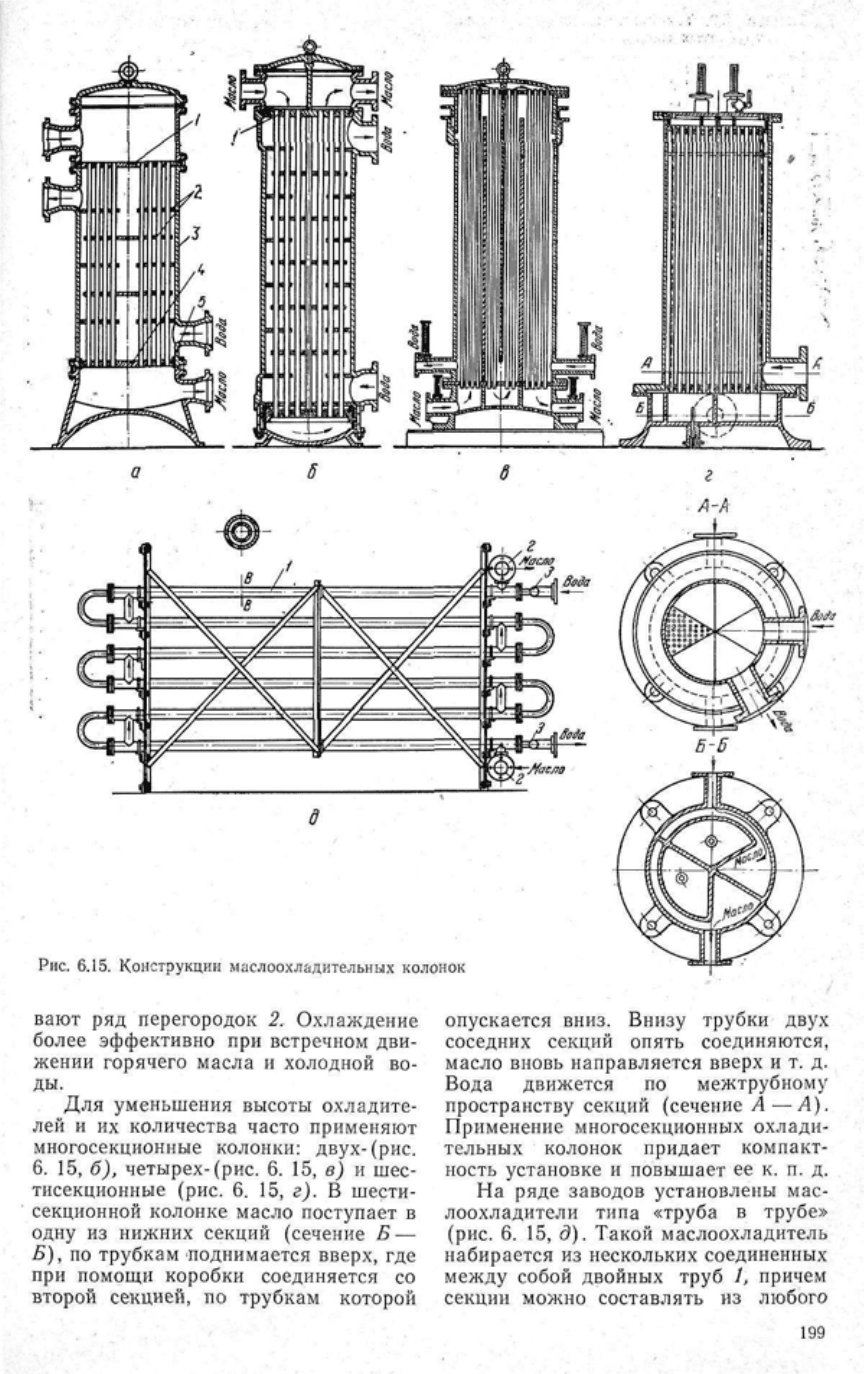
Рис.
6.15. Конструкции маслоохладительных колонок
вают ряд перегородок 2. Охлаждение
более эффективно при встречном дви-
жении
горячего масла и холодной во-
ды.
Для уменьшения высоты охладите-
лей и их количества часто применяют
многосекционные
колонки:
двух-
(рис.
6. 15, б), четырех-(рис. 6. 15, в) и шес-
тисекционные
(рис. 6. 15, г). В шести-
секционной
колонке масло поступает в
одну из нижних секций (сечение Б —
Б),
по трубкам поднимается вверх, где
при
помощи коробки соединяется со
второй секцией, по трубкам которой
опускается вниз. Внизу трубки
двух
соседних секций опять соединяются,
масло вновь направляется вверх и т. д.
Вода
движется по межтрубному
пространству секций (сечение Л—Л).
Применение
многосекционных охлади-
тельных колонок придает компакт-
ность установке и повышает ее к. п. д.
На
ряде заводов установлены мас-
лоохладители типа
«труба
в
трубе»
(рис.
6. 15, д). Такой маслоохладитель
набирается из нескольких соединенных
между
собой двойных
труб
1, причем
секции
можно составлять из любого
199
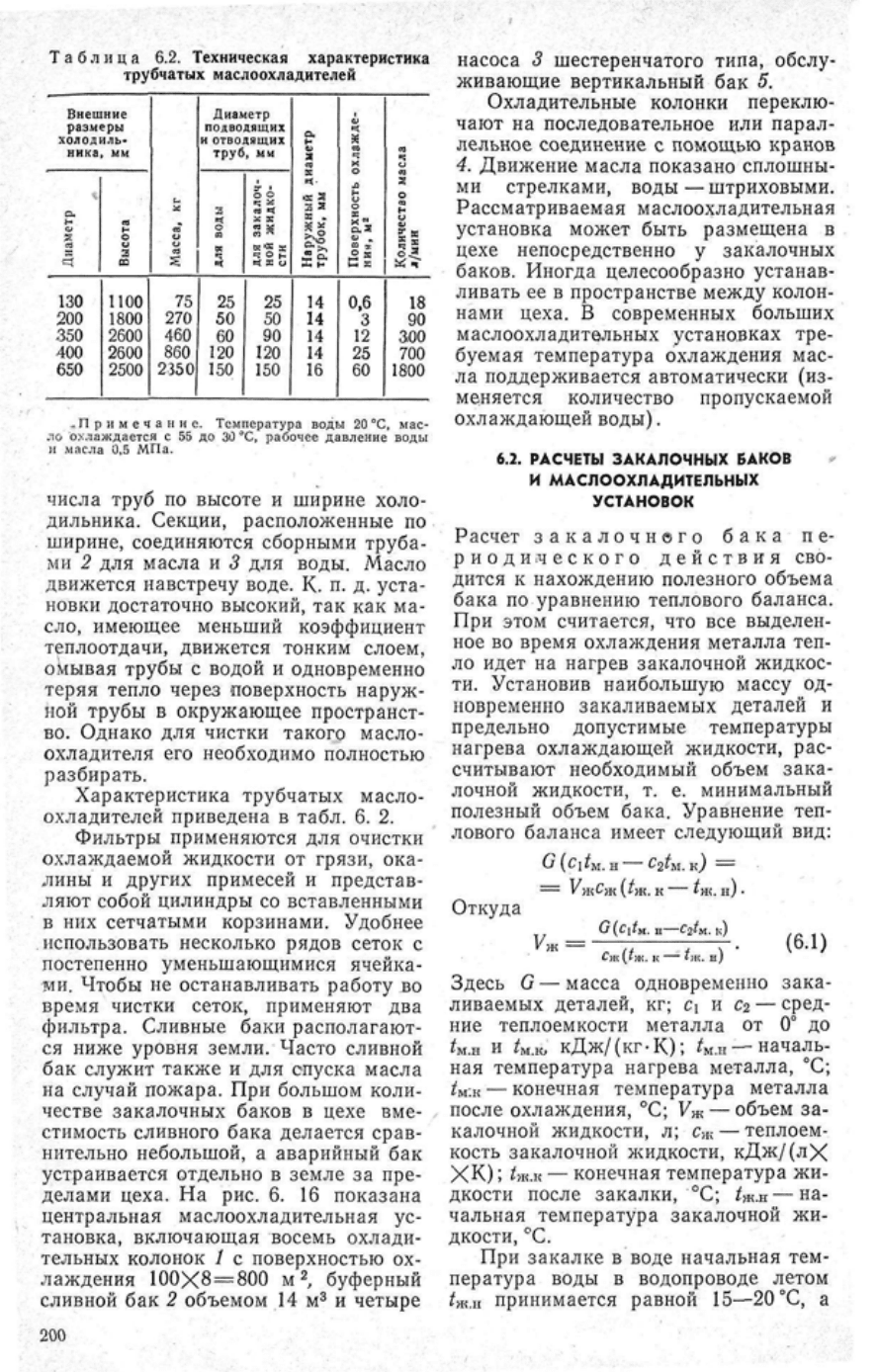
Таблица
6.2.
Техническая
характеристика
трубчатых
маслоохладителей
Внешние
размеры
холодиль-
ника
Диаметр
130
200
350
400
650
мм
Высота
1100
1800
2600
260 0
2500
Масса,
к
75
270
460
860
2350
Диаметр
подводящих
и
отводящих
труб
для воды
25
50
60
120
150
ми
ki
для
закал
ной
жидк
сти
75
50
90
120
150
3
to
Наружны
трубок,
ы
14
14
14
14
16
хла
F-
О
0,6
3
п
25
60
ела
о
Количеств
л/мин
18
90
300
700
1800
-Примечание.
Температура воды 20 °С, мас-
ло"'охлаждается с 55 до 30 "С, рабочее давление воды
и
масла 0,5 МПа.
числа
труб
по высоте и ширине холо-
дильника. Секции, расположенные по
. ширине, соединяются сборными
труба-
ми
2 для масла и 3 для воды. Масло
движется навстречу воде. К. п. д.
уста-
новки
достаточно высокий, так как ма-
сло,
имеющее меньший коэффициент
теплоотдачи, движется тонким слоем,
омывая
трубы
с водой и одновременно
теряя тепло через поверхность наруж-
ной
трубы
в окружающее пространст-
во.
Однако для чистки такого масло-
охладителя его необходимо полностью
разбирать.
Характеристика
трубчатых
масло-
охладителей приведена в табл. 6. 2.
Фильтры применяются для очистки
охлаждаемой жидкости от грязи, ока-
лины
и
других
примесей и представ-
ляют собой цилиндры со вставленными
в
них сетчатыми корзинами. Удобнее
.использовать несколько рядов сеток с
постепенно
уменьшающимися ячейка-
ми.
Чтобы не останавливать работу во
Время чистки сеток, применяют два
фильтра. Сливные баки располагают-
ся
ниже уровня земли. Часто сливной
бак
служит также и для спуска масла
на
случай пожара. При большом коли-
честве закалочных баков в
цехе
вме-
стимость сливного бака делается срав-
нительно небольшой, а аварийный бак
устраивается отдельно в земле за пре-
делами цеха. На рис. 6. 16 показана
центральная маслоохладительная ус-
тановка, включающая восемь охлади-
тельных колонок / с поверхностью ох-
лаждения
100X8
= 800 м
2
, буферный
сливной
бак 2 объемом 14 м
3
и четыре
насоса 3 шестеренчатого типа, обслу-
живающие вертикальный бак 5.
Охладительные колонки переклю-
чают на последовательное или парал-
лельное соединение с помощью кранов
4. Движение масла показано сплошны-
ми
стрелками, воды —штриховыми.
Рассматриваемая маслоохладительная
установка может быть размещена в
цехе
непосредственно у закалочных
баков.
Иногда целесообразно устанав-
ливать ее в пространстве
между
колон-
нами
цеха. В современных больших
маслоохладите-льных установках тре-
буемая температура охлаждения мас-
ла поддерживается автоматически (из-
меняется
количество пропускаемой
охлаждающей воды).
6.2. РАСЧЕТЫ ЗАКАЛОЧНЫХ БАКОВ '
И
МАСЛООХЛАДИТЕЛЬНЫХ
УСТАНОВОК
Расчет закалочнего бака пе-
риодического действия сво-
дится к нахождению полезного объема
бака по уравнению теплового баланса.
При
этом считается, что все выделен-
ное
во время охлаждения металла теп-
ло идет на нагрев закалочной жидкос-
ти.
Установив наибольшую массу од-
новременно
закаливаемых деталей и
предельно допустимые температуры
нагрева охлаждающей жидкости, рас-
считывают необходимый объем зака-
лочной
жидкости, т. е. минимальный
полезный
объем бака. Уравнение теп-
лового баланса имеет следующий вид:
—
VтСж
\im. к -™ *ш. иJ •
Откуда
(6.1)
Сж ((ж. к — *>к. и)
Здесь G — масса одновременно зака-
ливаемых деталей, кг; с
{
и
с%
— сред-
ние
теплоемкости металла от 0° до
*м.н
и £м.к, кДж/(кг-К); *
м-ц
—началь-
ная
температура нагрева металла, °С;
^м:к
— конечная температура металла
после охлаждения, °С; V
m
— объем за-
калочной
жидкости, л; с
ж
— теплоем-
кость закалочной жидкости, кДж/(лХ
ХК);
tm.it
— конечная температура жи-
дкости после закалки, °С; t
m
.a—на-
чальная температура закалочной жи-
дкости, °С.
При
закалке в воде начальная тем-
пература воды в водопроводе летом
*ж.н
принимается равной
15—20
°С, а