Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

50Гц
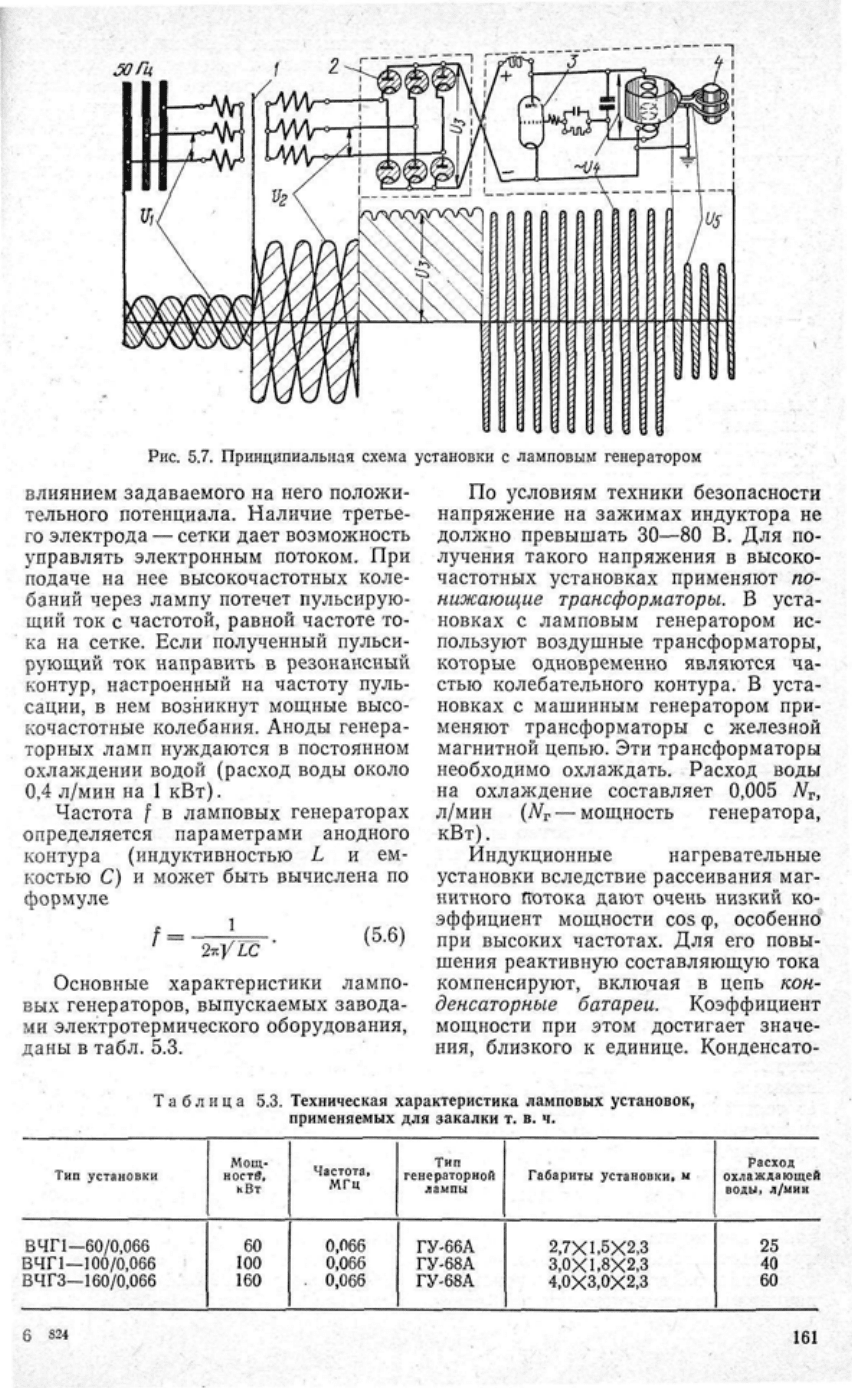
Рис.
5.7.
Принципиальная сдема установки
с
ламповым генератором
влиянием
задаваемого
на
него положи-
тельного потенциала. Наличие третье-
го электрода
—
сетки
дает
возможность
управлять электронным потоком.
При
подаче
на нее
высокочастотных коле-
баний
через лампу потечет пульсирую-
щий
ток с
частотой, равной частоте
то-
ка
на
сетке. Если полученный пульси-
рующий
ток
направить
в
резонансный
контур, настроенный
на
частоту пуль-
сации,
в нем
возникнут мощные высо-
кочастотные колебания. Аноды генера-
торных ламп нуждаются
в
постоянном
охлаждении водой (расход воды около
0,4 л/мин
на 1 кВт).
Частота
f в
ламповых генераторах
определяется параметрами анодного
контура (индуктивностью
L и ем-
костью
С) и
может быть вычислена
по
формуле
Основные характеристики лампо-
вых генераторов, выпускаемых завода-
ми
электротермического оборудования,
даны
в
табл.
5.3.
По
условиям техники безопасности
напряжение
на
зажимах индуктора
не
должно превышать
30—80
В. Для по-
лучения такого напряжения
в
высоко-
частотных установках применяют
по-
нижающие
трансформаторы.
В
уста-
новках
с
ламповым генератором
ис-
пользуют воздушные трансформаторы,
которые одновременно являются
ча-
стью колебательного контура.
В
уста-
новках
с
машинным генератором
при-
меняют трансформаторы
с
железной
магнитной
цепью. Эти трансформаторы
необходимо охлаждать. Расход воды
на
охлаждение составляет
0,005
jV
r
,
л/мин
(N
r
—
мощность генератора,
кВт).
Индукционные
нагревательные
установки вследствие рассеивания маг- •
нитного
потока
дают
очень низкий
ко-
эффициент
мощности
cos
ф, особенно*
при
высоких частотах.
Для его
повы-
шения
реактивную составляющую тока
компенсируют, включая
в
цепь
кон-
денсаторные
батареи.
Коэффициент
мощности
при
этом достигает значе-
ния,
близкого
к
единице. Конденсате-
,
, . .
Таблица
5.3.
Тип
установки
ВЧП—60/0,066
ВЧП—100/0,066
ВЧГЗ—160/0,066
Мощ-
ности,
кВт
60
100
160
Техническая
применяемых
Частота,
МГц
0,066
0,066
.
0,066
характеристика ламповых установок,
для закалки
т. в. ч.
Тип
генераторной
лампы
ГУ-66А
ГУ-68А
ГУ-68А
Габариты установки,
м
2.7XL5X2.3
3,0X1,8X2,3
4,0X3,0X2,3
Расход
охлаждающей
воды, л/мин
25
40
60
б
S24
161
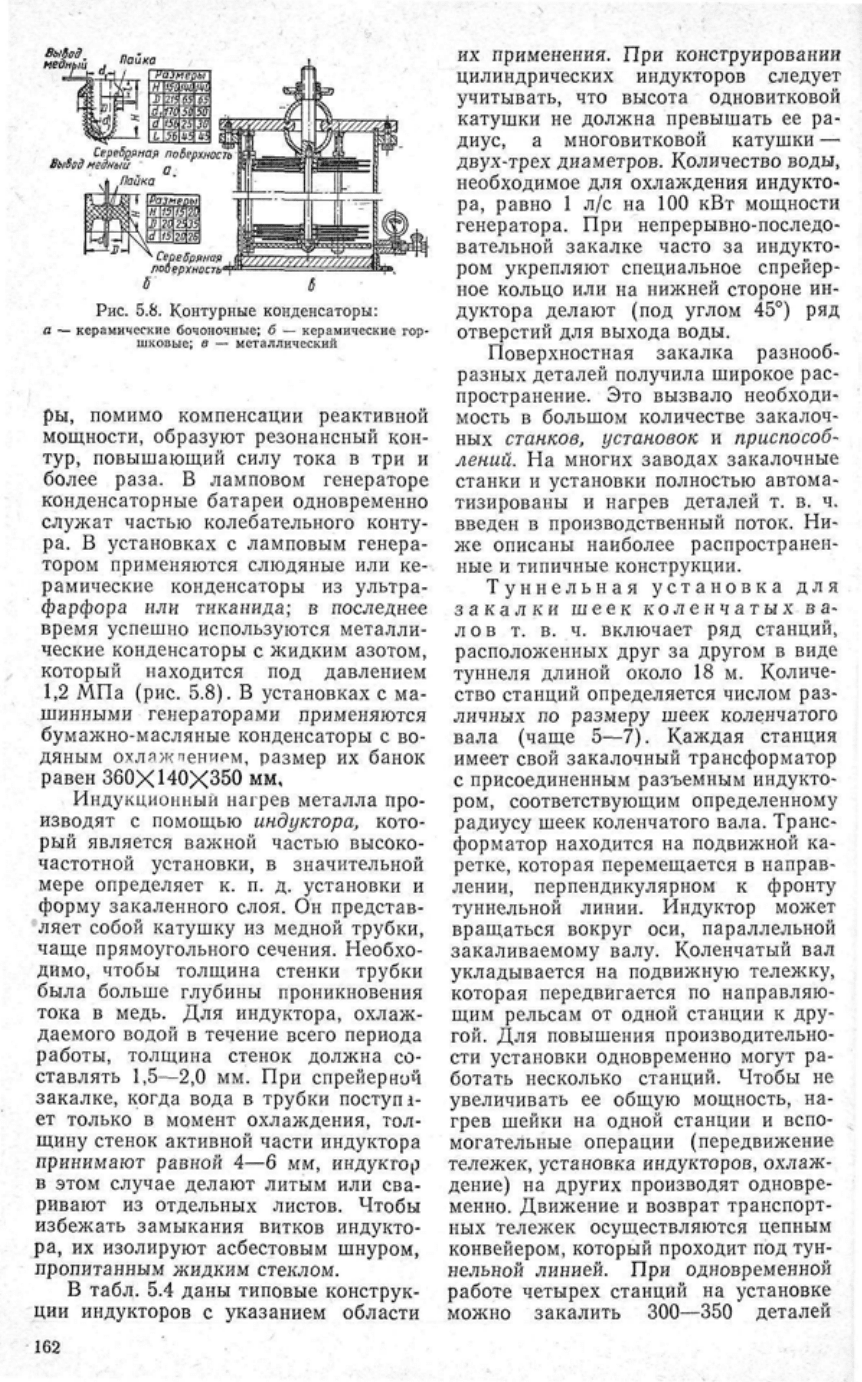
Рис. 5.8.
Контурные
конденсаторы:
а — керамические бочоночные; б — керамические гор-
шковые;
в — металлический
ры,
помимо компенсации реактивной
мощности,
образуют резонансный кон-
тур, повышающий силу тока в три и
более раза. В ламповом генераторе
конденсаторные батареи одновременно
служат
частью колебательного конту-
ра. В установках с ламповым генера-
тором применяются слюдяные или ке-
рамические конденсаторы из
ультра-
фарфора
или тиканида; в последнее
время успешно используются металли-
ческие конденсаторы с жидким азотом,
который
находится под давлением
1,2 МПа (рис. 5.8). В установках с ма-
шинными
генераторами применяются
бумажно-масляные конденсаторы с во-
дяным
охлаждением, размер их банок
равен
360ХН0Х350
мм.
Индукционный
нагрев металла про-
изводят с помощью
индуктора,
кото-
рый
является важной частью высоко-
частотной установки, в значительной
мере определяет к. п. д. установки и
форму закаленного слоя. Ои представ-
ляет собой катушку из медной трубки,
чаще прямоугольного сечения. Необхо-
димо,
чтобы толщина стенки трубки
была больше глубины проникновения
тока в медь. Для индуктора, охлаж-
даемого водой в течение всего периода
работы, толщина стенок должна со-
ставлять
1,5—2,0
мм. При спрейернич
закалке,
когда вода в трубки поступ*-
ет только в момент охлаждения, тол-
щину
стенок активной части индуктора
принимают равной 4—6 мм, индуктор
в
этом
случае
делают
литым или сва-
ривают из отдельных листов. Чтобы
избежать замыкания витков индукто-
ра, их изолируют асбестовым шнуром,
пропитанным
жидким стеклом.
В табл. 5.4 даны типовые конструк-
ции
индукторов с указанием области
их применения. При конструировании
цилиндрических индукторов
следует
учитывать, что высота одновитковой
катушки не должна превышать ее ра-
диус, а многовитковой катушки —
двух-трех
диаметров. Количество воды,
необходимое для охлаждения индукто-
ра, равно 1 л/с на 100 кВт мощности
генератора. При непрерывно-последо-
вательной закалке часто за индукто-
ром укрепляют специальное спрейер-
ное
кольцо или на нижней стороне ин-
дуктора
делают
(под
углом
45°) ряд
отверстий для выхода воды.
Поверхностная закалка разнооб-
разных деталей получила широкое рас-
пространение.
Это вызвало необходи-
мость в большом количестве закалоч-
ных
станков,
установок
и
приспособ-
лений.
На многих заводах закалочные
станки
и установки полностью автома-
тизированы и нагрев деталей т. в. ч.
введен в производственный поток. Ни-
же описаны наиболее распространен-
ные
и типичные конструкции.
Туннельная установка для
закалки
шеек коленчатых ва-
лов т. в. ч. включает ряд станций,
расположенных
друг
за
другом
в виде
туннеля длиной около 18 м. Количе-
ство станций определяется числом раз-
личных по размеру шеек коленчатого
вала (чаще 5—7). Каждая станция
имеет свой закалочный трансформатор
с присоединенным разъемным индукто-
ром,
соответствующим определенному
радиусу
шеек коленчатого вала. Транс-
форматор находится на подвижной ка-
ретке, которая перемещается в направ-
лении,
перпендикулярном к фронту
туннельной линии. Индуктор может
вращаться вокруг оси, параллельной
закаливаемому
валу.
Коленчатый вал
укладывается на подвижную тележку,
которая
передвигается по направляю-
щим
рельсам от одной станции к дру-
гой.
Для повышения производительно-
сти установки одновременно
могут
ра-
ботать несколько станций. Чтобы не
увеличивать ее общую мощность, на-
грев шейки на одной станции и вспо-
могательные операции (передвижение
тележек, установка индукторов, охлаж-
дение) на
других
производят одновре-
менно.
Движение и возврат транспорт-
ных тележек осуществляются цепным
конвейером,
который проходит под тун-
нельной
линией. При одновременной
работе четырех станций на установке
можно закалить
300—350
деталей
162
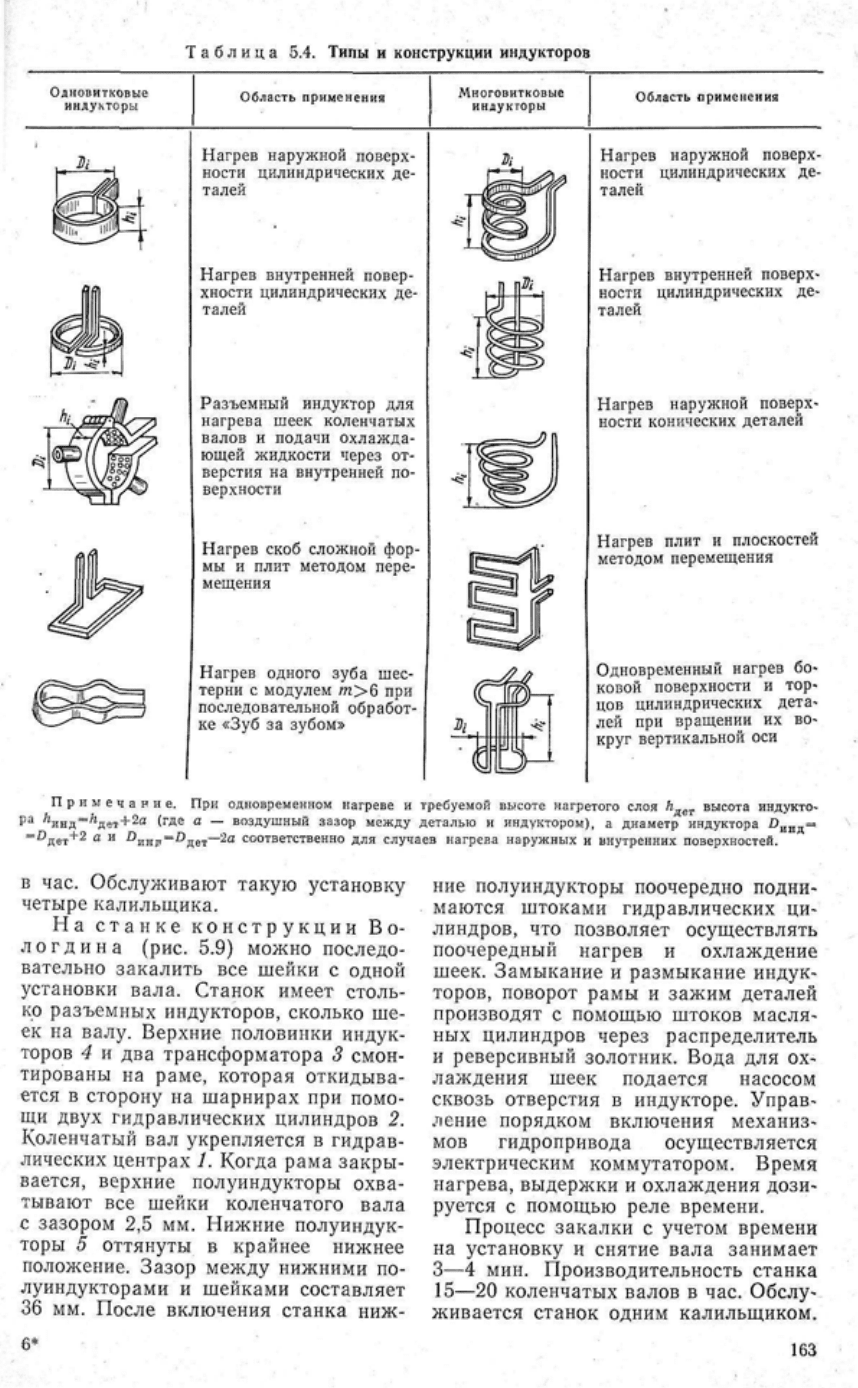
Таблица
5.4.
Типы
и конструкции индукторов
Одновитковые
индукторы
Область применения
Многовитковые
индукгоры
Область применения
Нагрев наружной поверх-
ности цилиндрических де-
талей
Нагрев внутренней повер-
хности цилиндрических де-
талей
Разъемный индуктор для
нагрева шеек коленчатых
валов и подачи
охлажда-
ющей жидкости через от-
верстия на внутренней по-
верхности
Нагрев скоб сложной фор-
мы и плит методом пере-
мещения
Нагрев одного
зуба
шес-
терни с модулем т>6 при
последовательной обработ-
ке
«Зуб
за
зубом»
Нагрев наружной поверх-
ности цилиндрических де-
талей
Нагрев внутренней поверх*
ностн
цилиндрических де-
талей
Нагрев наружной поверх-
ности конических деталей
Нагрев плит и плоскостей
методом перемещения
Одновременный нагрев бо-
ковой
поверхности и тор-
цов
цилиндрических
дета-
лей при вращении их во-
круг вертикальной оси
Примечание.
При
одновременном нагреве
и
требуемой высоте нагретого слоя
/г
дег
высота нндукто-
Р
а
'
1
ннд
=
'
г
дет+
2я
(
г
Д
е а
—
воздушный зазор
между
деталью
и
индуктором),
а
диаметр индуктора 1>
инд
=
=
О
дет
+2
а и
D
imF^
D
K<n~
2a
соответственно
для
случаев нагрева наружных
и
внутренних поверхностей.
в
час. Обслуживают такую установку
четыре калильщика.
На
станке конструкции Во-
логдина (рис. 5.9) можно последо-
вательно закалить все шейки с одной
установки вала. Станок имеет столь-
ко
разъемных индукторов, сколько ше-
ек
на
валу.
Верхние половинки индук-
торов 4 и два трансформатора 3 смон-
тированы на раме, которая откидыва-
ется в сторону на шарнирах при помо-
щи
двух
гидравлических цилиндров 2.
Коленчатый
вал укрепляется в гидрав-
лических центрах 1. Когда рама закры-
вается, верхние полуиндукторы
охва-
тывают все шейки коленчатого вала
с зазором 2,5 мм. Нижние полуиндук-
торы 5 оттянуты в крайнее нижнее
положение.
Зазор
между
нижними по-
луиндукторами и шейками составляет
36 мм. После включения станка ниж-
ние
полуиндукторы поочередно подни-
маются штоками гидравлических ци-
линдров,
что позволяет осуществлять
поочередный нагрев и охлаждение
шеек.
Замыкание и размыкание индук-
торов, поворот рамы и зажим деталей
производят с помощью штоков масля-
ных цилиндров через распределитель
и
реверсивный золотник.
Вода
для ох-
лаждения шеек подается насосом
сквозь
отверстия в индукторе. Управ-
ление порядком включения механиз-
мов гидропривода осуществляется
электрическим коммутатором. Время
нагрева, выдержки и охлаждения дози-
руется с помощью реле времени.
Процесс
закалки с
учетом
времени
на
установку и снятие вала занимает
3—4 мин. Производительность станка
15—20
коленчатых валов в час. Обслу-
живается станок одним калильщиком.
163
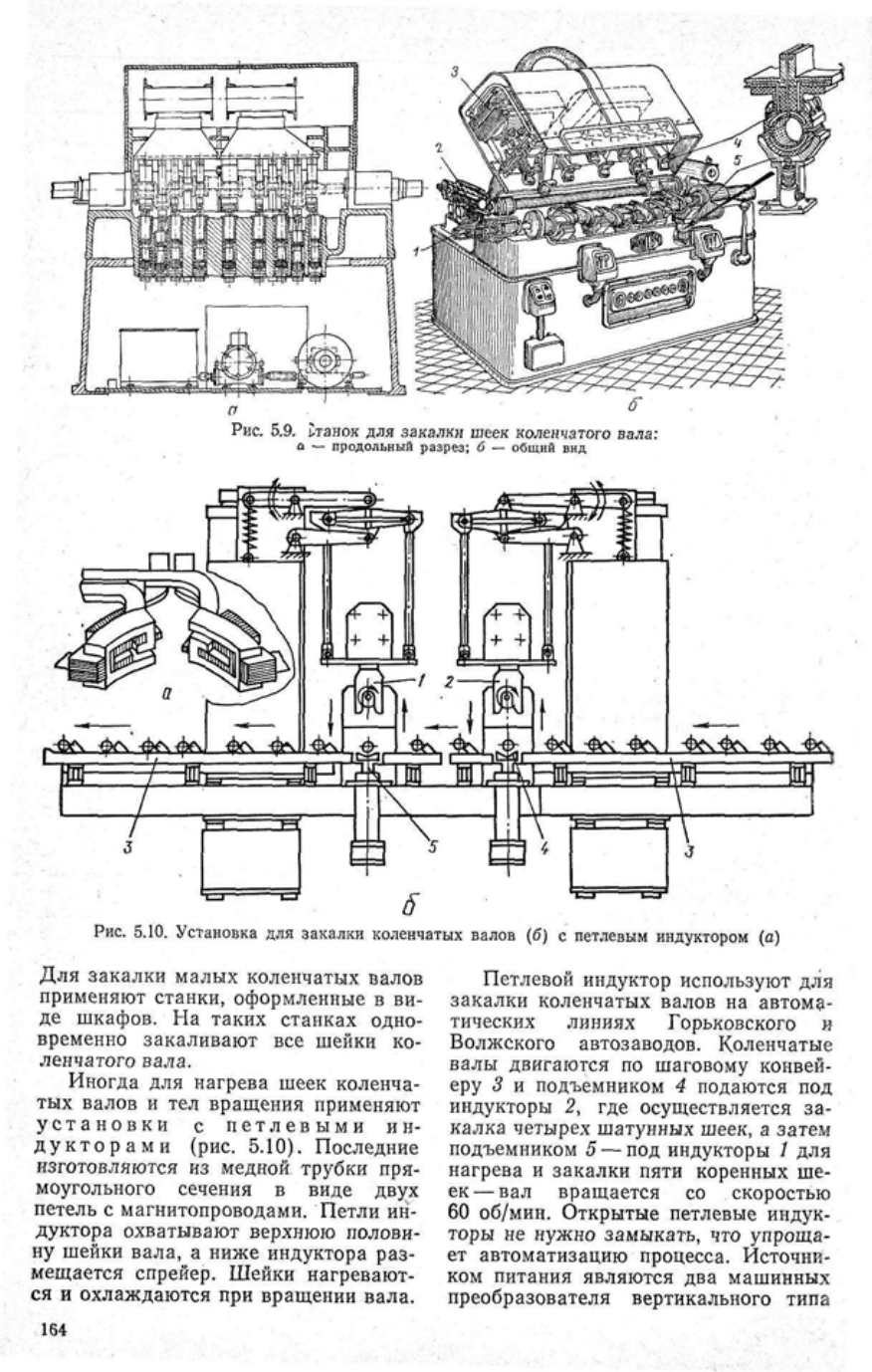
Рис.
5.9. Станок для закалки шеек коленчатого вала:
а — продольный разрез; б — общий вид
Рис.
5.10. Установка для закалки коленчатых валов (б) с петлевым индуктором (а)
Для закалки малых коленчатых валов
применяют станки, оформленные в ви-
де шкафов. На таких станках одно-
временно закаливают все шейки ко-
ленчатого вала.
Иногда
для нагрева шеек коленча-
тых валов и тел вращения применяют
установки с петлевыми ин-
дукторами (рис.
5.10).
Последние
изготовляются из медной трубки пря-
моугольного сечения в виде
двух
петель с магнитопроводами. Петли ин-
дуктора охватывают верхнюю полови-
ну шейки вала, а ниже индуктора раз-
мещается спрейер. Шейки нагревают-
ся
и охлаждаются при вращении вала.
Петлевой индуктор используют для
закалки
коленчатых валов на автома-
тических линиях Горьковского и
Волжского автозаводов. Коленчатые
валы двигаются по шаговому конвей-
еру 3 и подъемником 4 подаются под -
индукторы 2, где осуществляется за-
калка
четырех шатунных шеек, а затем
подъемником 5 — под индукторы 1 для
нагрева и закалки пяти коренных ше-
ек—
вал вращается со скоростью
60 об/мин. Открытые петлевые индук-
торы не нужно замыкать, что упроща-
ет автоматизацию процесса. Источни-
ком
питания являются два машинных
преобразователя вертикального типа
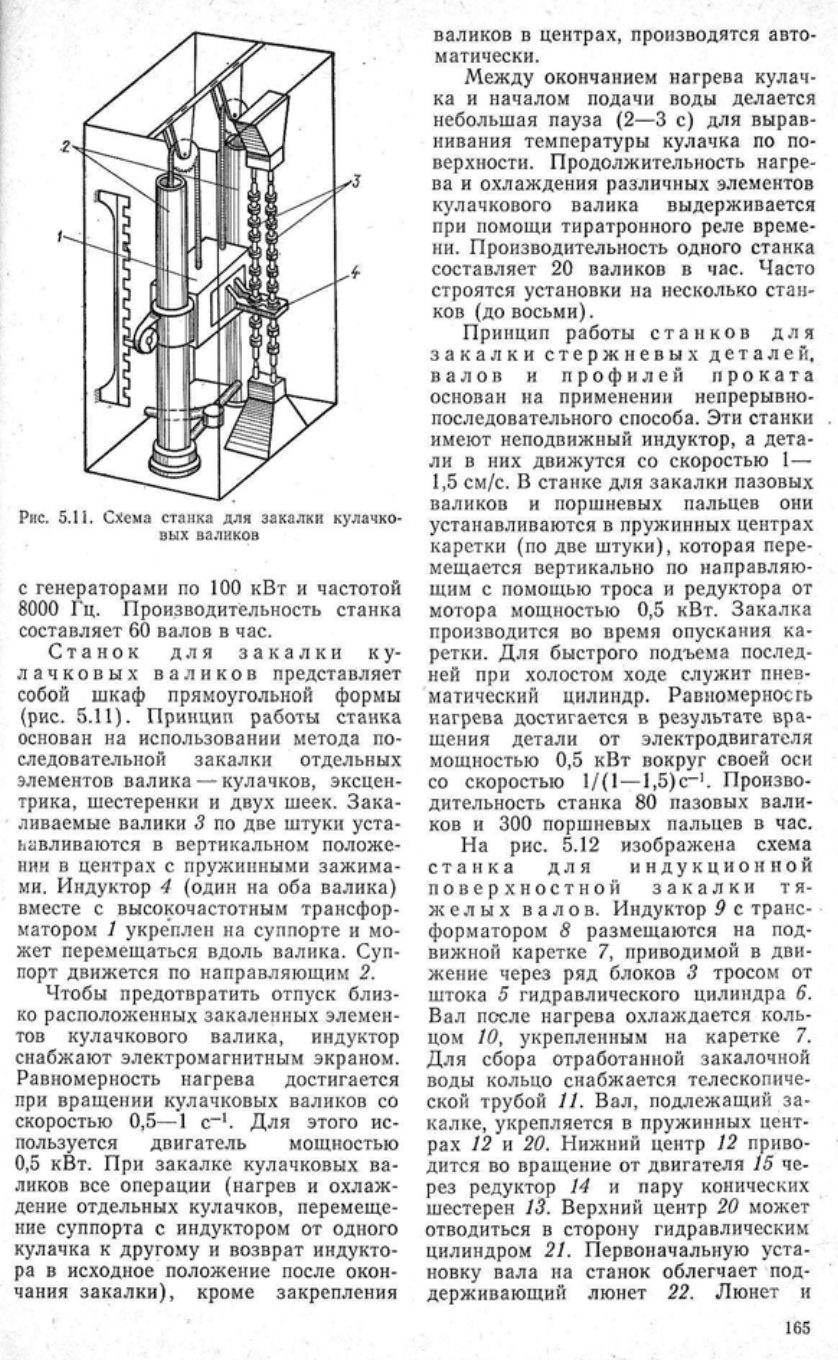
Рис.
5.11. Схема станка для закалки кулачко-
вых валиков
с генераторами по 100 кВт и частотой
8000
Гц. Производительность станка
составляет 60 валов в час.
Станок
для закалки ку-
лачковых валиков представляет
собой шкаф прямоугольной формы
(рис.
5.11).
Принцип работы станка
основан
на использовании метода по-
следовательной закалки отдельных
элементов валика— кулачков, эксцен-
трика, шестеренки и
двух
шеек. Зака-
ливаемые валики 3 по две штуки
уста-
навливаются в вертикальном положе-
нии
в центрах с пружинными зажима-
ми.
Индуктор 4 (один на оба валика)
вместе с высокочастотным трансфор-
матором 1 укреплен на суппорте и мо-
жет перемещаться вдоль валика. Суп-
порт движется по направляющим 2.
Чтобы предотвратить отпуск близ-
ко
расположенных закаленных элемен-
тов кулачкового валика, индуктор
снабжают электромагнитным экраном.
Равномерность нагрева достигается
при
вращении кулачковых валиков со
скоростью
0,5—-1
с"
1
. Для этого ис-
пользуется двигатель мощностью
0,5 кВт. При закалке кулачковых ва-
ликов
все операции (нагрев и охлаж-
дение отдельных кулачков, перемеще-
ние
суппорта с индуктором от одного
кулачка к
другому
и возврат индукто-
ра в исходное положение после
окон-
чания
закалки), кроме закрепления
валиков в центрах, производятся авто-
матически.
Между окончанием нагрева кулач-
ка
и началом подачи воды делается
небольшая пауза (2—3 с) для вырав-
нивания
температуры кулачка по по-
верхности. Продолжительность нагре-
ва и охлаждения различных элементов
кулачкового валика выдерживается
при
помощи тиратронного реле време-
ни.
Производительность одного станка
составляет 20 валиков в час. Часто
строятся установки на несколько стан-
ков
(до восьми).
Принцип
работы станков для
закалки
стержневых деталей,
валов и профилей проката
основан
на применении непрерывно-
последовательного способа. Эти станки
имеют неподвижный индуктор, а
дета-
ли
в них движутся со скоростью
1
—
1,5 см/с. В станке для закалки пазовых
валиков и поршневых пальцев они
устанавливаются в пружинных центрах
каретки
(по две штуки), которая пере-,
мещается вертикально по направляю-
щим
с помощью троса и редуктора от
мотора мощностью 0,5 кВт. Закалка
производится во время опускания ка-
ретки.
Для быстрого подъема послед-
ней
при холостом
ходе
служит пнев-
матический цилиндр. Равномерность
нагрева достигается в
результате
вра-
щения
детали от электродвигателя
мощностью 0,5 кВт вокруг своей оси
со скоростью 1/(1 —1,5)с—
1
. Произво-
дительность станка 80 пазовых вали-
ков
и 300 поршневых пальцев в час.
На
рис. 5.12 изображена схема
станка для индукционной
поверхностной закалки тя-
желых валов. Индуктор 9 с транс-
форматором 8 размещаются на под-
вижной
каретке 7, приводимой в дви-
жение через ряд блоков 5 тросом от
штока 5 гидравлического цилиндра б".
Вал после нагрева охлаждается коль-
цом
10, укрепленным на каретке 7.
Для сбора отработанной закалочной
воды кольцо снабжается телескопиче-
ской
трубой 11. Вал, подлежащий за-
калке,
укрепляется в пружинных цент-
рах 12 и 20. Нижний центр 12 приво-
дится во вращение от двигателя 15 че-
рез редуктор 14 и пару конических
шестерен 13. Верхний центр 20 может
отводиться в сторону гидравлическим
цилиндром
21. Первоначальную
уста-
~
новку вала на станок облегчает под-
держивающий люнет 22. Люнет и
165
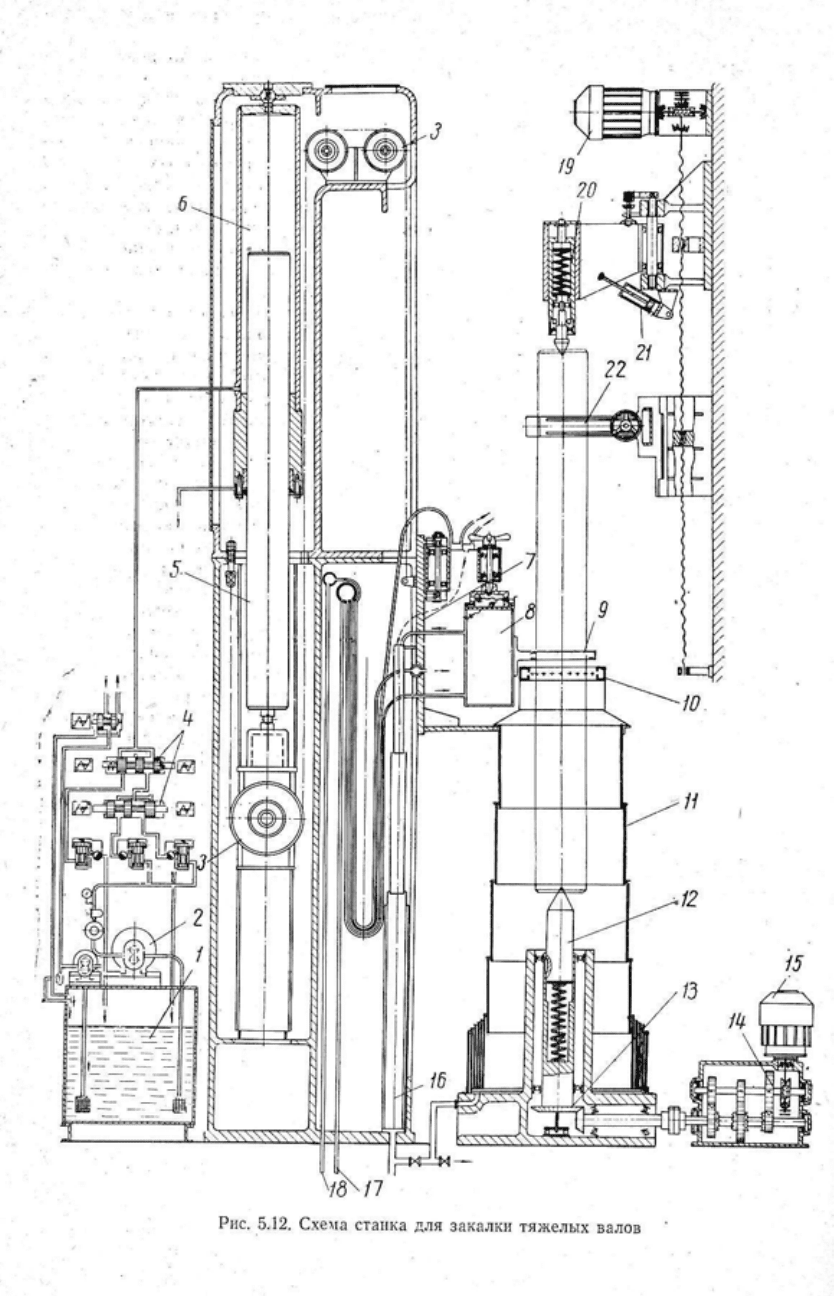
Рис.
5,12. Схема станка для закалки тяжелых валов
центр 20 приводятся в движение в вер-
тикальном направлении через винто-
вую передачу от двигателя 19. Для по-
дачи масла в цилиндр 6 станок снаб-
жается шестеренным насосом 2, слив-
ным
баком 1 и регулирующими клапа-
нами
4.
Вода
для охлаждения транс-
форматора и индуктора подается по
трубопроводу 17, а сливается через
телескопическую
трубу
16. Закалочная
жидкость (вода или эмульсия) посту-
пает по отдельному трубопроводу 18.
Деталь нагревается во время движе-
ния
индуктора вверх. В
случае
закал-
ки
вала диаметром 0,4 м, рабочей дли-
ной
2,0 м, массой 1,6 т на глубину
3—4 мм на установке мощностью
250 кВт при частоте
2500
Гц скорость
движения индуктора равна 4 мм/с.
Аналогичный станок используется
для непрерывно-последовательной по-
верхностной закалки валков холодной
прокатки.
Процесс закалки валка мас-
сой
2 т и диаметром бочки 500 мм на
машинном
генераторе мощностью
400 кВт при частоте
2500—500
Гц и
скорости движения кольцевого индук-
тора 0,8 мм/с длится 20 мин.
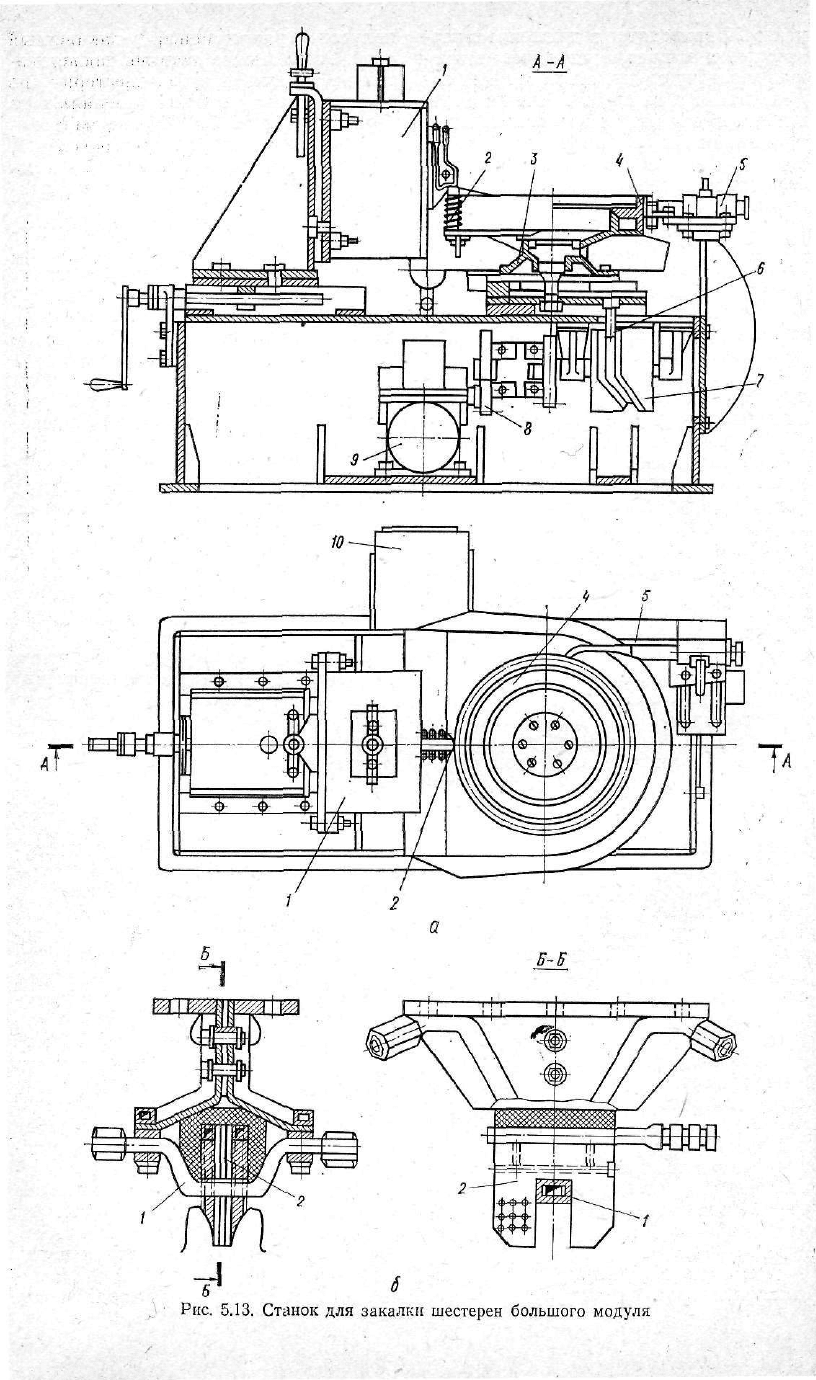
Цилиндрические
и конические ше-
стерни с модулем б мм и выше зака-
ливают последовательно
«зуб
за зу-
бом». На рис. 5.13, а приведена схема
станка-автомата для закалки
шестерен диаметром от 100 до
700 мм при их горизонтальном поло-
жении.
Трансформатор / с индуктором-
спрейером 2 закрепляется неподвижно
на'станине
станка. Закаливаемая шес-
терня
4 устанавливается на оправке
верхнего суппорта 3, которому прида-
ется возвратно-поступательное движе-
ние
от копировального механизма по-
средством пальца 6', находящегося
в
пазу барабана 7. При вращении по-
следнего сообразно форме паза осу-
ществляются такие операции: ввод зу-
ба шестерни в индуктор, выдержка и
вывод из индуктора. При выводе шес-
терни из индуктора она автоматически
поворачивается на зуб с помощью де-
лительной головки 5, в толкатель ко-
торой упирается шестерня при
ходе
назад. Барабан 7 приводится во вра-
щение
от двигателя 10 через червяч-
ный
редуктор 9 и пару сменных шесте-
рен
8. Использование генератора мощ-
ностью
50—60
кВт позволяет нагревать
зуб за 4—5 с.
Желательно, чтобы в
результате
за-
калки
шестерни по контуру
зуба
был
получен равномерный закаленный
слой.
Этого можно достичь, последова-
тельно закаливая зубья шестерни «по
впадине», при помощи специального
индуктора (рис.
5.13,6)
с токопрово-
дом 1 и железным магнитопроводом 2.
Выпускаются также станки, в ко-
торых шестерни располагаются верти-
кально.
Большой
интерес представляет спо-
соб повышения коэффициента исполь-
зования
высокочастотных генераторов,
когда один генератор поочередно об-
служивает ряд закалочных станков:
пока
на одном станке идет нагрев де-
тали, на остальных производятся дру-
гие операции (охлаждение, подготовка
детали и т. п.). По окончании опера-,
ции
нагрева на одном станке генера-
тор автоматически подает ток на вто-~
рой
станок, затем на третий и т. д.
Токи
высокой частоты применяются
в
установках для нагрева
тонких листов и л е н ты под за-
калку или нормализацию. Широкую
ленту целесообразно нагревать в попе-
речном магнитном поле. Это позволяет
повысить к. п. д. установки и снизить
необходимую мощность.
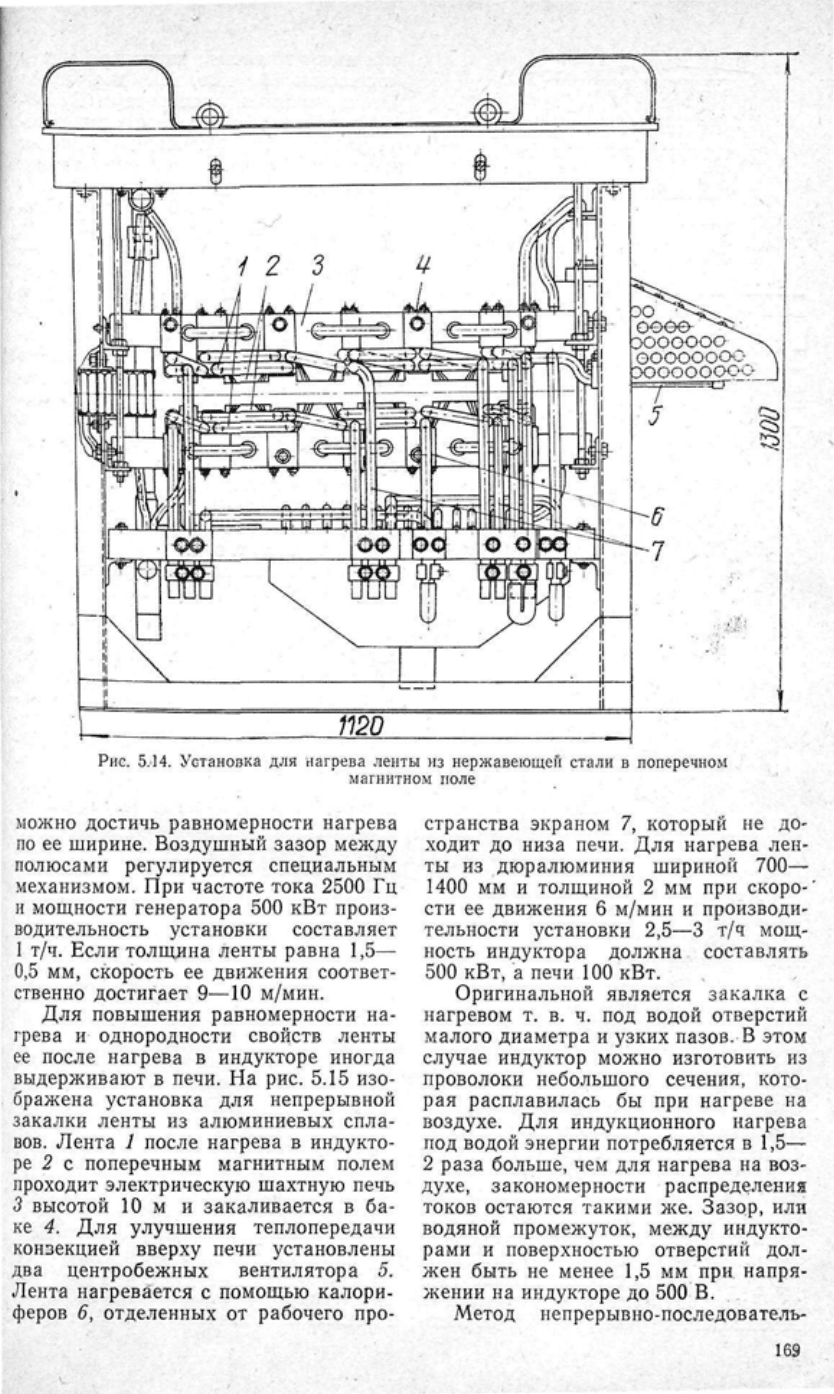
Установка конструкции Родигина
для нагрева ленты из нержавеющей
стали в поперечном магнитном поле
до 1100 °С изображена на рис. 5.14.
Индуктор состоит из
двух
половин —
верхней 4 и нижней 6,
между
которы-
ми
протягивается нагреваемая лента.
Для снижения магнитного рассеивания
он
снабжен массивным магнитопрово-
дом, собранным из листов трансфор-
маторной стали. Каждая ветвь магни-
топровода имеет четыре полюса 2 и
общее ярмо 3. На каждый полюс на-
вивается индукционная катушка 1, со-
стоящая
из
двух
витков медной трубки
диаметром 14 мм. Катушки соединены
так, чтобы направление магнитного по-
тока противолежащих полюсов
верх-
ней
и нижней ветвей индуктора было
одинаковым.
Обмотку
всех
полюсов
соединяют в две параллельные ветви.
Магпитопровод и индуктор
охлажда-
ются водой, циркулирующей в медных
трубках
7. В таком индукторе зоны на-
грева ленты расположены в шахмат-
ном
порядке, наибольшее количество
тепла выделяется под катушками.
Размещая
соответствующим обра-
зом полюсы магнитопровода и вводя
дополнительный одновитковый петле- .-,
образный
индуктор 5 при
входе
ленты,
167
ff
« , . . о ----- • .-•'• -. -• .
Рис.
5.13. Станок для закалки шестерен большого модуля
эо
oeoe-
эоооооо
ооооооос-
DGOOOQOOO
Рис.
5.']4. Установка для нагрева ленты нз нержавеющей стали в поперечном
магнитном
ноле
можно достичь равномерности нагрева
по
ее ширине. Воздушный зазор
между
полюсами регулируется специальным
механизмом. При частоте тока
2500
Гц
и
мощности генератора 500 кВт произ-
водительность установки составляет
1
т/ч. Если" толщина ленты равна 1,5—
0,5 мм, скорость ее движения соответ-
ственно достигает 9—10 м/мин.
Для повышения равномерности на-
грева и однородности свойств ленты
ее после нагрева в индукторе иногда
выдерживают в печи. На рис. 5.15 изо-
бражена установка для непрерывной
закалки
ленты из алюминиевых спла-
вов.
Лента 1 после нагрева в индукто-
ре 2 с поперечным магнитным полем
проходит электрическую шахтную печь
3
высотой 10 м и закаливается в ба-
ке
4. Для улучшения теплопередачи
конвекцией
вверху
печи установлены
два центробежных вентилятора 5.
Лента нагревается с помощью калори-
феров 6, отделенных от рабочего про-
странства экраном 7, который не до-
ходит
до низа печи. Для нагрева лен-
ты из дюралюминия шириной
700—
1400 мм и толщиной 2 мм при скоро-
1
сти ее движения 6 м/мин и производи-
тельности установки
2,5—3
т/ч мощ-
ность индуктора должна составлять
500 кВт, а печи 100 кВт.
Оригинальной
является закалка с
нагревом т. в. ч. под водой отверстий
малого диаметра и узких пазов. В этом
случае
индуктор можно изготовить из
проволоки
небольшого сечения, кото-
рая
расплавилась бы при нагреве на
воздухе.
Для индукционного нагрева
под водой энергии потребляется в 1,5—
2 раза больше, чем для нагрева на воз-
духе,
закономерности распределения
токов остаются такими же. Зазор, или
водяной
промежуток,
между
индукто-
рами и поверхностью отверстий дол-
жен быть не менее 1,5 мм при напря-
жении
на индукторе до 500 В.
Метод непрерывно-последователъ-
16S
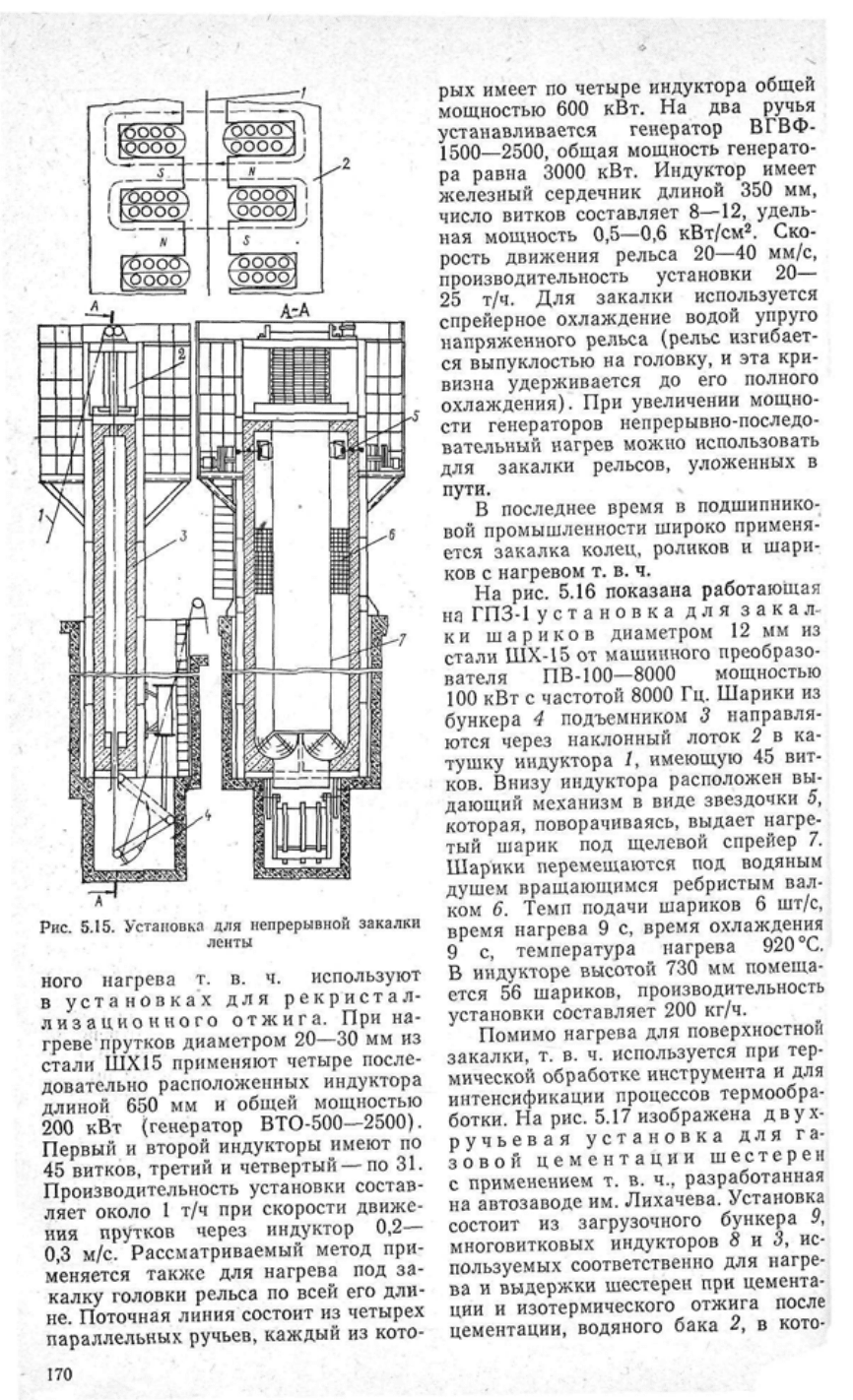
Рис.
5.15. Установка для непрерывной закалки
...
- ленты
ного нагрева т. в. ч. используют
в
установках для рекристал-
лизационного
отжига. При на-
греве
;
прутков диаметром
20—30
мм из
стали Ш.Х15 применяют четыре после-
довательно расположенных индуктора
длиной 650 мм и общей мощностью
200 кВт (генератор
ВТО-500—2500).
Первый
и второй индукторы имеют по
45 витков, третий и четвертый —по 31.
Производительность установки состав-
ляет около 1 т/ч при скорости движе-
ния
прутков через индуктор 0,2—
0,3 м/с. Рассматриваемый метод при-
меняется также для нагрева под за-
калку головки рельса по всей его дли-
не.
Поточная линия состоит из четырех
параллельных ручьев, каждый из кото-
170
''?<••
•" '.*;.
рых имеет по четыре индуктора общей
мощностью 600 кВт. На два ручья
устанавливается генератор ВГВФ-
1500—2500,
общая мощность генерато-
ра равна
3000
кВт. Индуктор имеет
железный сердечник длиной 350 мм,
число витков составляет 8—12,
удель-
ная
мощность
0,5—0,6
кВт/см
2
. Ско-
рость движения рельса
20—40
мм/с,
производительность установки 20—
25 т/ч. Для закалки используется
спрейерное охлаждение водой
упруго
напряженного
рельса (рельс изгибает-
ся
выпуклостью на головку, и эта кри-
визна
удерживается до его полного
охлаждения). При увеличении мощно-
сти генераторов непрерывно-последо-
вательный нагрев можно использовать
для закалки рельсов, уложенных в
пути.
В последнее время в подшипнико-
вой промышленности широко применя-
ется закалка колец, роликов и шари-
ков
с нагревом т. в. ч.
На
рис. 5.16 показана работающая
на
ГПЗ-1 установка для закал-
ки
шариков диаметром 12 мм из
стали ШХ-15 от машинного преобразо-
вателя
ПВ-100—8000
мощностью
100 кВт с частотой
8000
Гц. Шарики из
бункера 4 подъемником 3 направля-
ются через наклонный лоток 2 в ка-
тушку индуктора 1, имеющую 45 вит-
ков.
Внизу индуктора расположен вы-
дающий механизм в виде звездочки 5,
которая,
поворачиваясь, выдает нагре-
тый шарик под щелевой спрейер 7.
Шарики
перемещаются под водяным
душем
вращающимся ребристым вал-
ком
6, Темп подачи шариков 6 шт/с,
время нагрева 9 с, время охлаждения
9 с, температура нагрева 920 °С.
В индукторе высотой 730 мм помеща-
ется 56 шариков, производительность
установки составляет 200 кг/ч.
Помимо
нагрева для поверхностной
закалки,
т. в. ч. используется при тер-
мической обработке инструмента и для
интенсификации
процессов термообра-
ботки.
На рис. 5.17 изображена
двух-
ручьевая установка для га-
зовой цементации шестерен
с применением т. в. ч., разработанная
на
автозаводе им. Лихачева. Установка
состоит из загрузочного бункера 9,
многовитковьзх индукторов 8 н 3, ис-
пользуемых соответственно для нагре-
ва и выдержки шестерен при цемента-
ции
и изотермического отжига после
цементации,
водяного бака 2, в кото-