Соколов К.Н. Оборудование термических цехов
Подождите немного. Документ загружается.

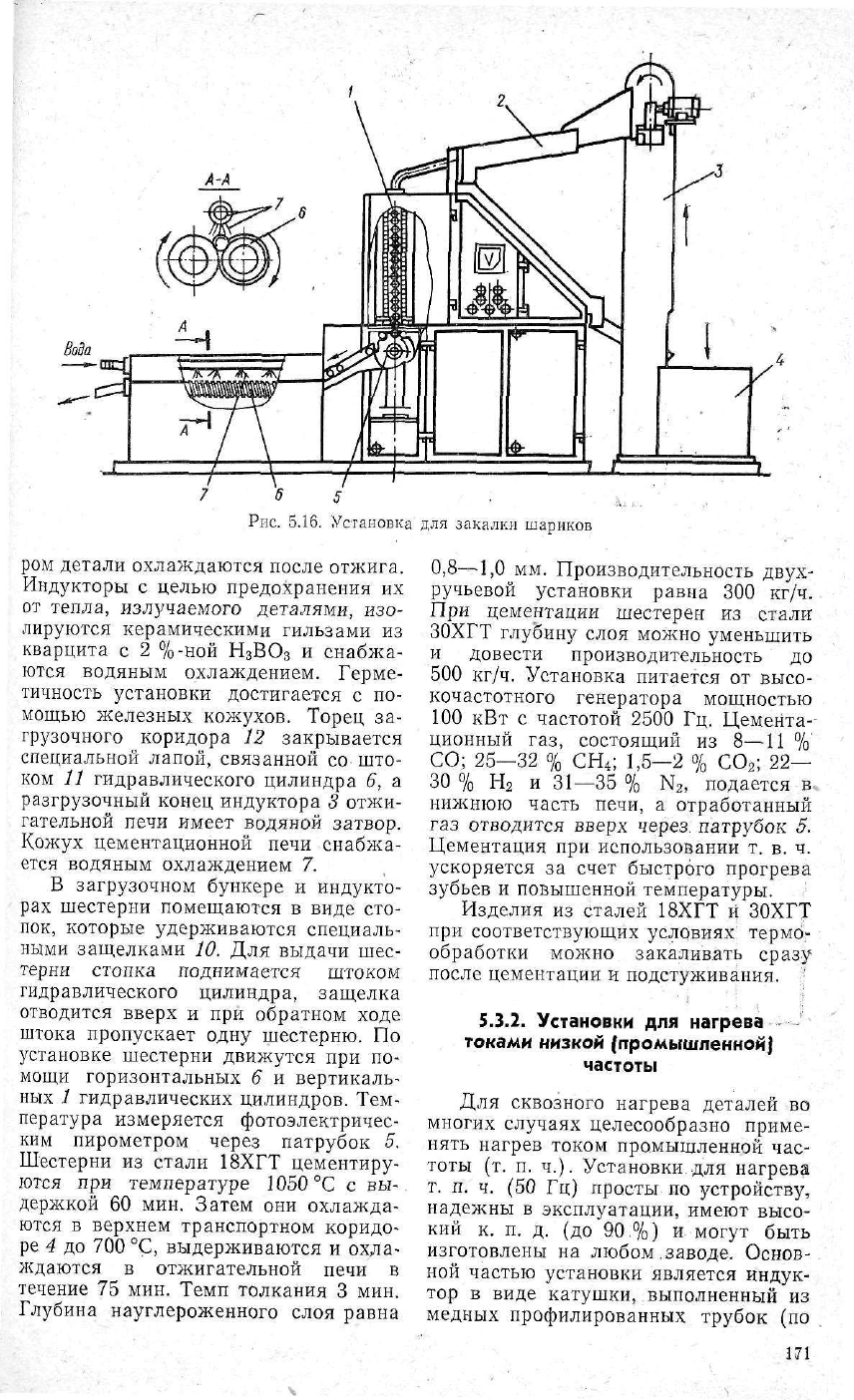
Рис.
5.16. Установка для закалки шариков
ром детали охлаждаются после отжига.
Индукторы с целью предохранения их
от тепла, излучаемого деталями, изо-
лируются керамическими гильзами из
кварцита с 2 %-ной Н
3
ВО
3
и снабжа-
ются водяным охлаждением. Герме-
тичность установки достигается с по-
мощью железных кожухов. Торец за-
грузочного коридора 12 закрывается
специальной
лапой, связанной со што-
ком
11 гидравлического цилиндра 6, а
разгрузочный конец индуктора 3 отжи-
гательной печи имеет водяной затвор.
Кожух цементационной печи снабжа-
ется водяным охлаждением 7.
В загрузочном бункере и индукто-
рах шестерни помещаются в виде сто-
пок,
которые удерживаются специаль-
ными
защелками 10. Для выдачи шес-
терни стопка поднимается штоком
гидравлического цилиндра, защелка
отводится вверх и при обратном
ходе
штока пропускает одну шестерню. По
установке шестерни движутся при по-
мощи
горизонтальных 6 и вертикаль-
ных 1 гидравлических цилиндров. Тем-
пература измеряется фотоэлектричес-
ким
пирометром через патрубок 5,
Шестерни
из стали
18ХГТ
цементиру-
ются при температуре
1050°С
с вы-
держкой 60 мин. Затем они
охлажда-
ются в верхнем транспортном коридо-
ре 4 до 700 °С, выдерживаются и
охла-
ждаются в отжигательной печи в
течение 75 мин. Темп толкания 3 мин.
Глубина науглероженного слоя равна
0,8—1,0
мм. Производительность
двух-
ручьевой установки равна 300 кг/ч..
При
цементации шестерен из стали
ЗОХГТ глубину слоя можно уменьшить
и
довести производительность до -
500 кг/ч. Установка питается от высо- •
кочастотного генератора мощностью .
100 кВт с частотой
2500
Гц. Цемента-
ционный
газ, состоящий из 8—11 %'
СО;
25-32
% СН
4
; 1,5-2 % СО
2
; 22-
30% Н
2
и 31—35% N
2
, подается в.
нижнюю часть печи, а отработанный
газ отводится вверх через патрубок 5.
Цементация
при использовании т. в. ч.
ускоряется за счет быстрого прогрева
зубьев
и повышенной температуры. ••
Изделия
из сталей
18ХГТ
и ЗОХГТ
при
соответствующих условиях термо- -.
обработки можно закаливать сразу
после цементации и подстуживания.
;
!
5.3.2.
Установки
для
нагрева
--«••/
токами
низкой
(промышленной]
частоты
Для сквозного нагрева деталей во
многих случаях целесообразно приме-
нять
нагрев током промышленной час-
тоты (т. п. ч.). Установки для нагрева
т. п. ч. (50 Гц) просты по устройству,
надежны в эксплуатации, имеют высо- '
кий
к. п. д. (до 90.%) и
могут
быть .
изготовлены на любом заводе. Основ-
ной
частью установки является индук-
тор в виде катушки, выполненный из
медных профилированных трубок (по
171
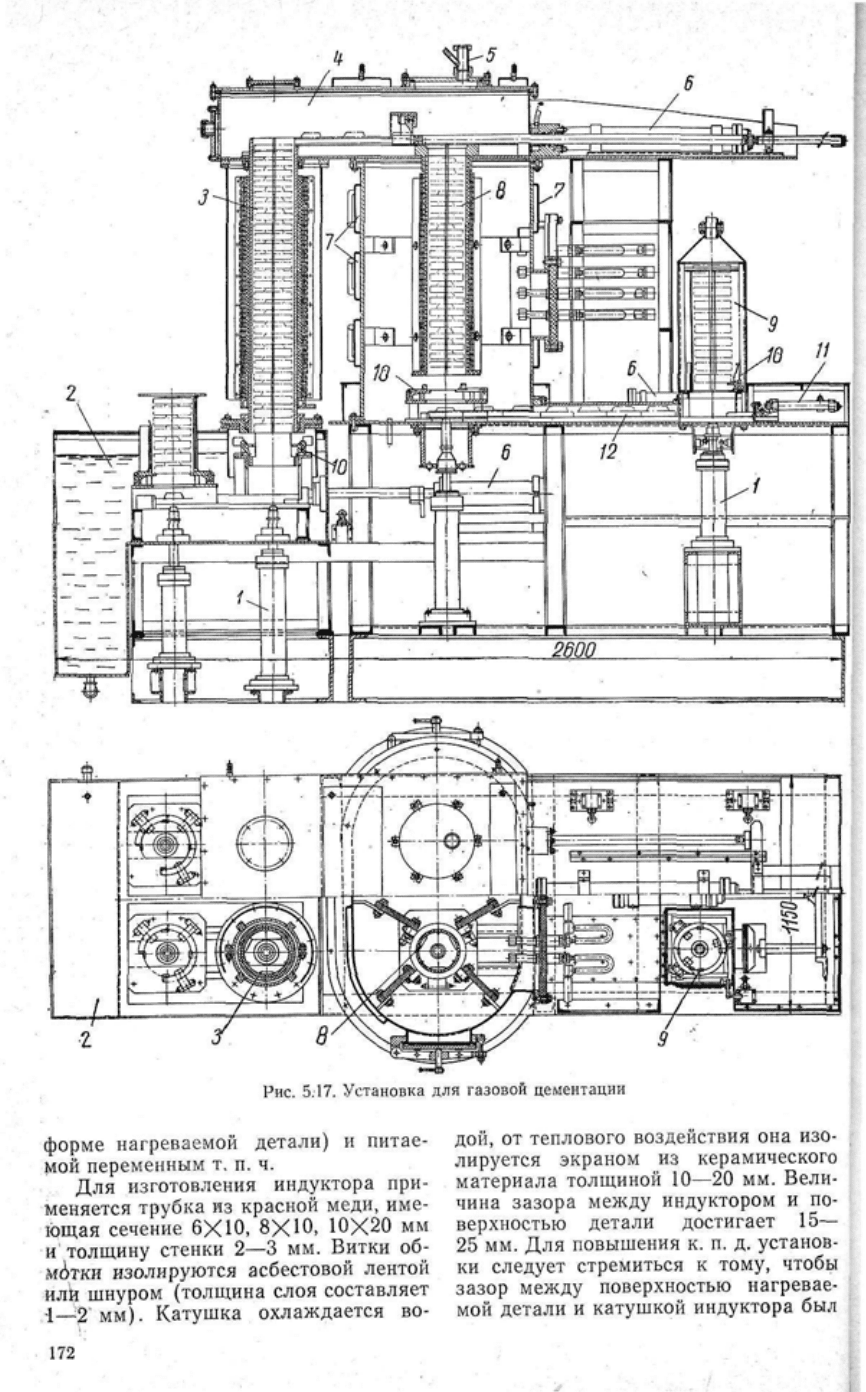
Рис.
5.17. Установка для газовой цементации
форме нагреваемой детали) и питае-
мой
переменным т. п. ч.
Для изготовления индуктора при-
меняется
трубка из красной меди, име-
ющая сечение 6ХЮ, 8ХЮ,
10X20
мм
И
толщину стенки 2—3 мм. Витки об-
мотки
изолируются асбестовой лентой
йлй
шнуром (толщина слоя составляет
.-1—2' мм). Катушка охлаждается во-
дой, от теплового воздействия она изо-
лируется экраном из керамического
материала толщиной
10—20
мм. Вели-
чина
зазора
между
индуктором и по-
верхностью детали достигает 15—
25 мм. Для повышения к. п. д. установ-
ки
следует
стремиться к
тому,
чтобы
зазор
между
поверхностью нагревае-
мой
детали и катушкой индуктора был
минимальным
и не превышал 15—
25 мм. При выборе длины катушки ин-
дуктора необходимо учитывать, что
она
должна равняться длине нагревае-
мой
детали плюс один-два диаметра
индуктора. В этом
случае
влияние рас-
сеивания
магнитного потока на конце
катушки
будет
устранено. При нагре-
ве на высокие температуры
между
теп-
ловым экраном и катушкой индуктора
вводят еще водяную рубашку, изготов-
ленную из
двух
листов красной меди
толщиной
1—1,5 мм С-образного сече-
ния
(чтобы не было замкнутого кон-
тура).
Индукционные
установки, работа-
ющие на т. п. ч., успешно применяются
для нагрева при термической обработ-
ке.
При отпуске они позволяют достичь
требуемого распределения твердости
по
высоте детали. Для этого витки ка-
тушки индуктора по высоте детали раз-
мещаются неравномерно. Однако
уста-
новки
т. п. ч. имеют большое рассеива-
ние
магнитного потока и малый
коэф-
фициент
мощности (cos
cp
=
0,2—•
0,3).
Для повышения последнего внутрь де-
тали приходится вводить железный
сердечник, что возможно только в по-
лых деталях.
Наиболее успешно т. п. ч. применя-
ются для нагрева
труб
и колец с вну-
тренним
диаметром не менее 80 мм,
толщиной
стенки выше 10—15 мм и
длиной
до 1200 мм. При малых вну-
тренних диаметрах нагреваемых
дета-
лей уменьшаются сечение железного
сердечника и величина полезной мощ-
ности.
Практически для сквозного на-
грева заготовок наиболее целесообраз-
ной
частотой
будет
такая, при которой
отношение
диаметра заготовки к глу-
бине
прон-икновения тока равно 3—5.
Поэтому для сквозного нагрева заго-
товок диаметром меньше
150—120
мм
используют частоту
500—2500
Гц, а
для повышения коэффициента мощно-
сти применяют конденсаторные бата-
реи.
Установка в этом
случае
состоит
из
таких же элементов, как и при по-
верхностном нагреве т. в. ч.
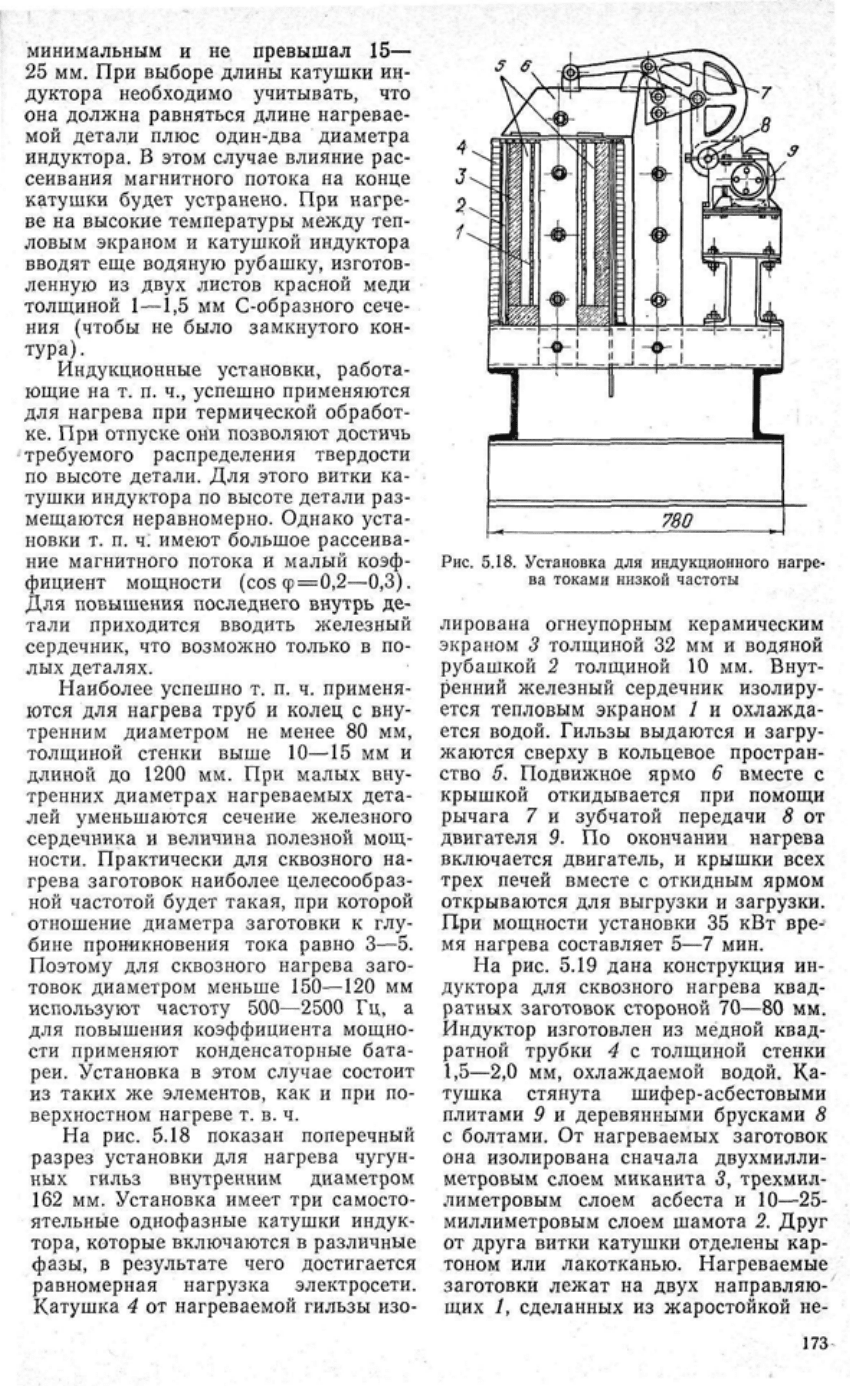
На
рис. 5.18 показан поперечный
разрез установки для нагрева
чугун-
ных гильз внутренним диаметром
162 мм. Установка имеет три самосто-
ятельные однофазные катушки индук-
тора, которые включаются в различные
фазы,
в
результате
чего достигается
равномерная
нагрузка электросети.
Катушка 4 от нагреваемой гильзы изо-
Рис.
5.18. Установка для индукционного нагре-
ва токами низкой частоты
лирована огнеупорным керамическим
экраном
3 толщиной 32 мм и водяной
рубашкой 2 толщиной 10 мм.
Внут-
ренний
железный сердечник изолиру-
ется тепловым экраном / и
охлажда-
ется водой. Гильзы выдаются и
загру-
жаются
сверху
в кольцевое простран-
ство 5. Подвижное ярмо 6 вместе с
крышкой
откидывается при помощи
рычага 7 и зубчатой передачи 8 от
двигателя 9. По окончании нагрева
включается двигатель, и крышки
всех
трех
печей вместе с откидным ярмом
открываются для выгрузки и загрузки.
При
мощности установки 35 кВт вре-
мя
нагрева составляет 5—7 мин.
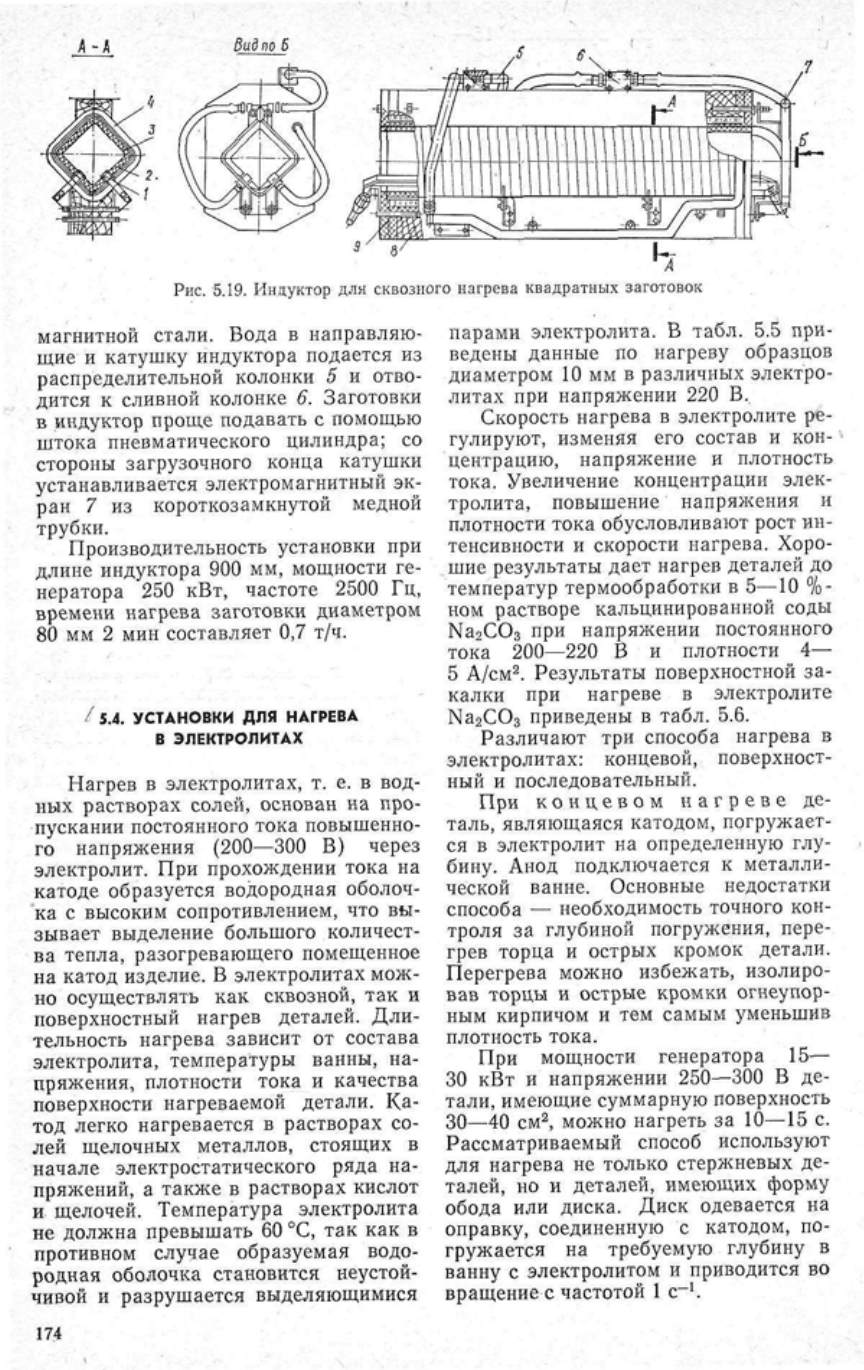
На
рис. 5.19 дана конструкция ин-,
дуктора для сквозного нагрева квад-
ратных заготовок стороной
70—80
мм.
Индуктор изготовлен из медной квад-
ратной трубки 4 с толщиной стенки
1,5—2,0
мм, охлаждаемой водой. Ка-
тушка стянута шифер-асбестовыми
плитами 9 и деревянными брусками 8
с болтами. От нагреваемых заготовок
она
изолирована сначала двухмилли-
метровым слоем миканита 3, трехмил-
лиметровым слоем асбеста и 10—25-
миллиметровым слоем шамота 2.
Друг
от
друга
витки катушки отделены кар- .
тоном или лакотканью. Нагреваемые
заготовки лежат на
двух
направляю-'
щих /, сделанных из жаростойкой не-
173
А-А
Bad
по
Б
Рис.
5.19. Индуктор для сквозного нагрева квадратных заготовок
магнитной
стали.
Вода
в направляю-
щие
и катушку индуктора подается из
распределительной колонки 5 и отво-
дится к сливной колонке 6. Заготовки
в
индуктор проще подавать с помощью
штока пневматического цилиндра; со
стороны загрузочного конца катушки
устанавливается электромагнитный эк-
ран
7 из короткозамкнутой медной
трубки.
Производительность установки при
длине индуктора 900 мм, мощности ге-
нератора 250 кВт, частоте
2500
Гц,
времени нагрева заготовки диаметром
80 мм 2 мин составляет 0,7 т/ч.
:,
/5.4.
УСТАНОВКИ
ДЛЯ НАГРЕВА
'-;-.:
в ЭЛЕКТРОЛИТАХ
Нагрев в электролитах, т. е. в вод-
ных растворах солей, основан на про-
пускании
постоянного тока повышенно-
го напряжения
(200—300
В) через
электролит. При прохождении тока на
катоде образуется водородная оболоч-
ка
с высоким сопротивлением, что вы-
зывает выделение большого количест-
ва тепла, разогревающего помещенное
на
катод изделие. В электролитах мож-
но
осуществлять как сквозной, так и
поверхностный нагрев деталей. Дли-
тельность нагрева зависит от состава
электролита, температуры ванны, на-
пряжения,
плотности тока и качества
поверхности нагреваемой детали. Ка-
тод легко нагревается в растворах со-
лей щелочных металлов, стоящих в
начале электростатического ряда на-
пряжений,
а также в растворах кислот
и.
щелочей. Температура электролита
не
должна превышать 60 °С, так как в
противном
случае
образуемая водо-
родная оболочка становится неустой-
чивой и разрушается выделяющимися
174
парами
электролита. В табл. 5.5 при-
ведены данные по нагреву образцов
диаметром 10 мм в различных электро-
литах при напряжении 220 В..
Скорость
нагрева в электролите ре-
гулируют,
изменяя его состав и кон-
центрацию,
напряжение и плотность
тока. Увеличение концентрации элек-
тролита, повышение напряжения и
плотности тока обусловливают рост ин-
тенсивности и скорости нагрева. Хоро-
шие
результаты
дает
нагрев деталей до
температур термообработки в 5—10 %-
ном
растворе кальцинированной соды
Na
2
CO
3
при напряжении постоянного
тока
200—220
В и плотности 4—
5 А/см
2
. Результаты поверхностной за-
калки
при нагреве в электролите
Na
2
CO
3
приведены в табл. 5.6.
Различают три способа нагрева в
электролитах: концевой, поверхност-
ный
и последовательный.
При
концевом нагреве де-
таль, являющаяся катодом, погружает-
ся
в электролит на определенную глу-
бину.
Анод
подключается к металли-
ческой ванне. Основные недостатки
способа — необходимость точного кон-
троля за глубиной погружения, пере-
грев торца и острых кромок детали.
Перегрева можно избежать, изолиро-
вав торцы и острые кромки огнеупор-
ным
кирпичом и тем самым уменьшив
плотность тока.
При
мощности генератора 15—
30 кВт и напряжении
250—300
В де-
тали, имеющие суммарную поверхность
30—40
см
2
, можно нагреть за 10—15 с.
Рассматриваемый способ используют
для нагрева не только стержневых де-
талей, но и деталей, имеющих форму
обода или диска. Диск одевается на
оправку, соединенную с катодом, по-
гружается на
требуемую
глубину в
ванну с электролитом и приводится во
вращение с частотой 1 с~'.
А,-
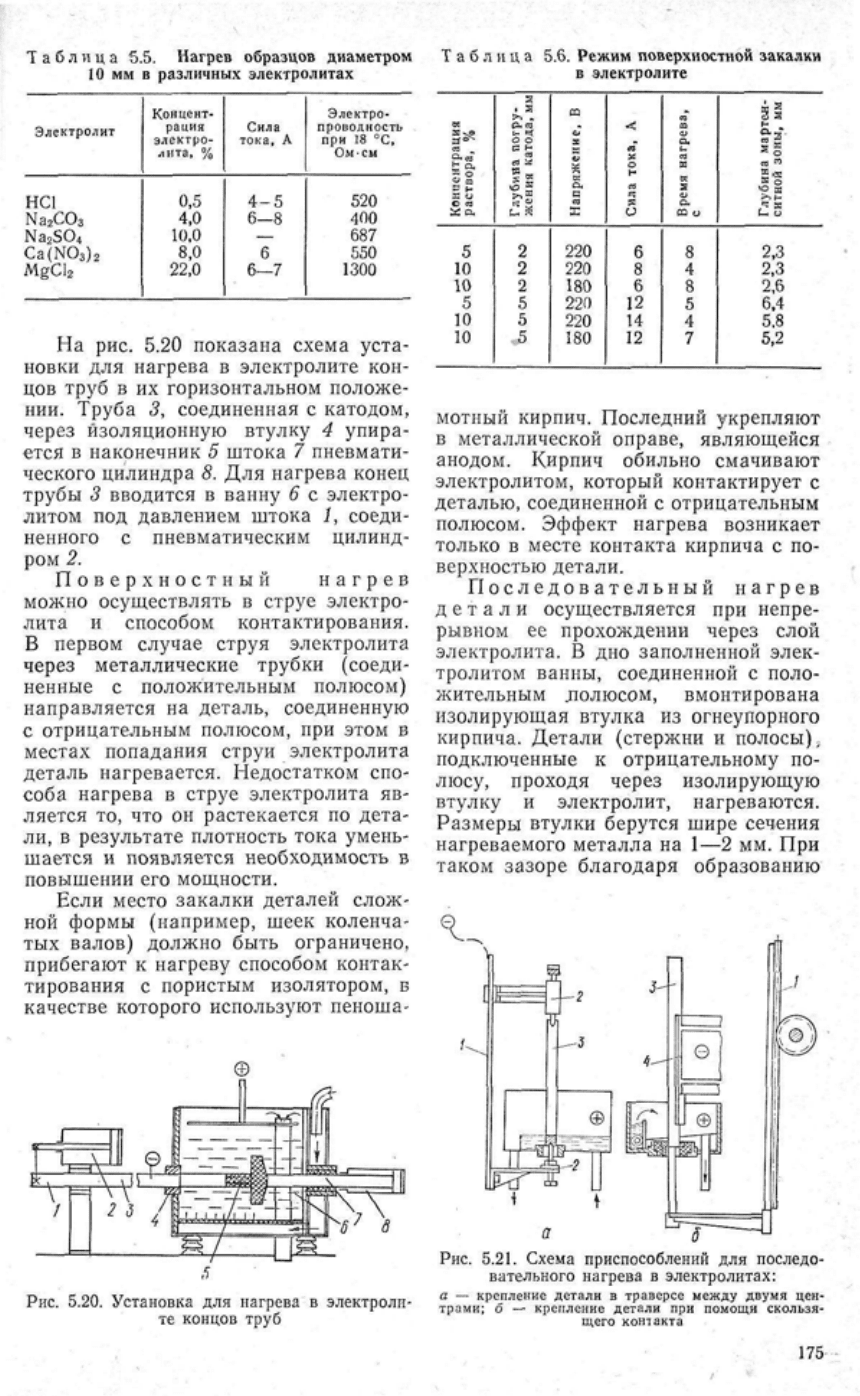
Таблица
5.5. Нагрев образцов диаметром
10
мм в
различных
электролитах
Таблица
5.6. Режим поверхностной закалки
в электролите
Электролит
НС1
Na
2
CO
3
Ma
2
SO
4
Ca(NO
3
)
2
MgCb
Концент-
рация
электро-
лита,
%
0,5
4,0
10,0
8,0
22,0
Сила
тока,
А
4-5
6-8
—
6
6—7
Электро-
проводность
при
18 °С,
Ом-см
520
400
687
550
1300
На
рис. 5.20
показана схема
уста-
новки
для
нагрева
в
электролите
кон-
цов
труб
в их
горизонтальном положе-
нии.
Труба
3,
соединенная
с
катодом,
через изоляционную
втулку
4
упира-
ется
в
наконечник
5
штока
7
пневмати-
ческого цилиндра
8. Для
нагрева конец
трубы
3
вводится
в
ванну
6 с
электро-
литом
под
давлением штока
1,
соеди-
ненного
с
пневматическим цилинд-
ром
2.
Поверхностный нагрев
можно осуществлять
в
струе
электро-
лита
и
способом контактирования.
В первом
случае
струя электролита
через металлические трубки (соеди-
ненные
с
положительным полюсом)
направляется
на
деталь, соединенную
с отрицательным полюсом,
при
этом
в
местах попадания струи электролита
деталь нагревается. Недостатком
спо-
соба нагрева
в
струе
электролита
яв-
ляется
то, что он
растекается
по
дета-
ли,
в
результате
плотность тока умень-
шается
и
появляется необходимость
в
повышении
его
мощности.
Если место закалки деталей слож-
ной
формы (например, шеек коленча-
тых валов) должно быть ограничено,
прибегают
к
нагреву способом контак-
тирования
с
пористым изолятором,
в
качестве которого используют пеноша-
о.
*
я °"
и
f-
!Е О
С М
^ •,
5
10
10
5
10
10
s
•
S
Лея
О о
С И
Is
с-
S
2
2
2
5
5
5
ю
-
N
к
С
а
X
220
220
180
22
f)
220
180
•<
_
га
и
о
н
я
с:
Я
CJ
6
8
6
12
14
12
га
со
а.
ж
и
s
0J
о.
Ш
v
8
4
8
5
4
7
S
я
о. *
в
3
г
о
га
и
S-S
u.
S
2,3
2,3
2,6
6,4
5.8
5,2
мотный кирпич. Последний укрепляют
в металлической оправе, являющейся
анодом. Кирпич обильно смачивают
электролитом, который контактирует
с
деталью, соединенной
с
отрицательным
полюсом. Эффект нагрева возникает
только
в
месте контакта кирпича
с по-
верхностью детали.
Последовательный нагрев
детали осуществляется
при
непре-
рывном
ее
прохождении через слой
электролита.
В дно
заполненной элек-
тролитом ванны, соединенной
с
поло-
жительным .полюсом, вмонтирована
изолирующая втулка
из
огнеупорного
кирпича. Детали (стержни
и
полосы),.
подключенные
к
отрицательному
по-
люсу,
проходя через изолирующую
втулку
и
электролит, нагреваются.
Размеры втулки берутся шире сечения
нагреваемого металла
на 1—2 мм. При
таком зазоре благодаря образованию
Рис.
5.20.
Установка
для
нагрева
в
электроли-
те концов
труб
Рис.
5.21.
Схема приспособлений
для
последо-
вательного нагрева
в
электролитах:
а
—
крепление детали
а
траверсе между двумя
цен-
трами;
6 —
крепление детали
при
помощи скользя-
щего контакта
175-
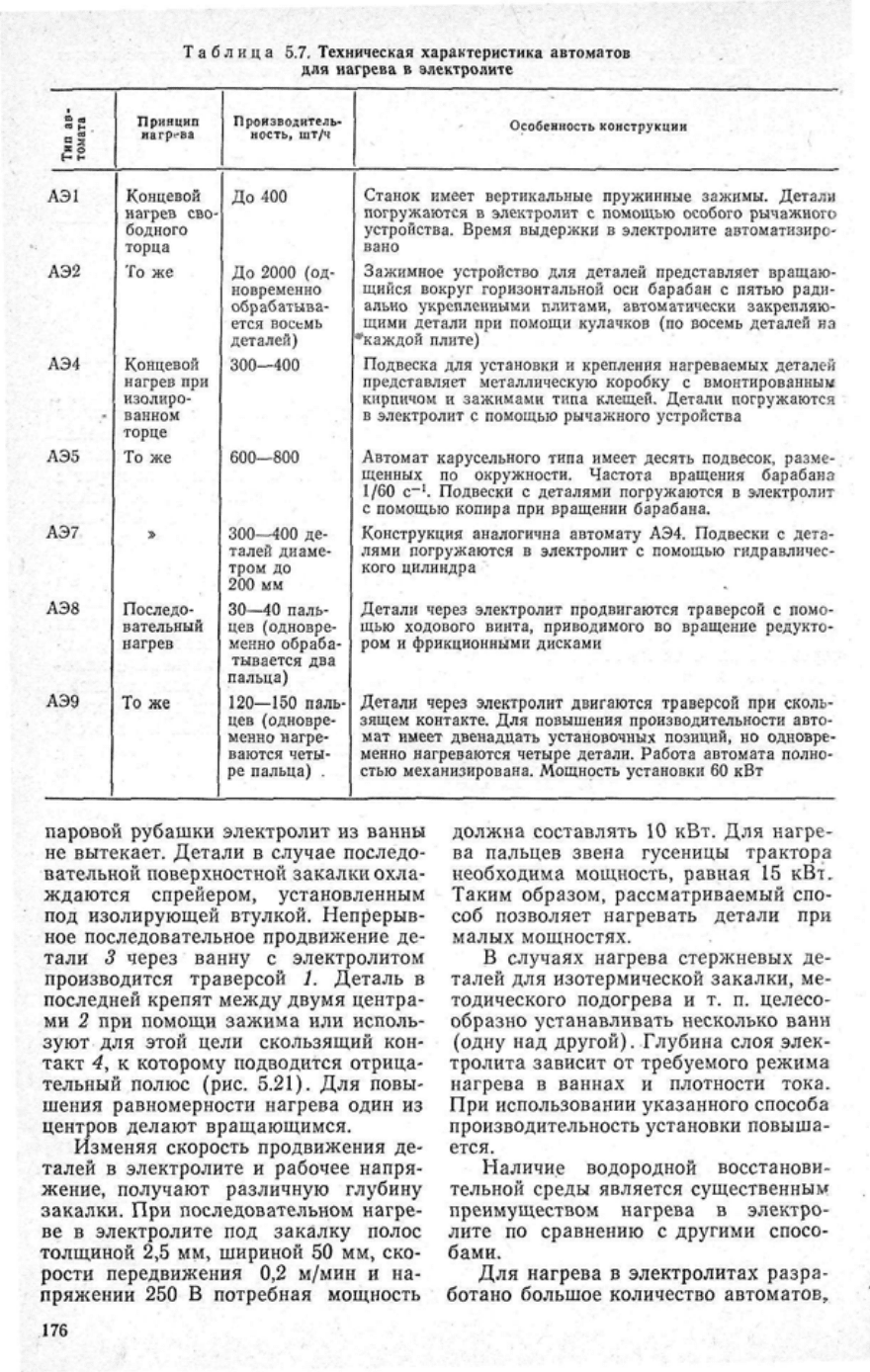
Таблица 5.7. Техническая характеристика автоматов
для нагрева в электролите
«3
х
°
Принцип
Производитель-
ность,
шт/ч
Особенность
конструкции
АЭ1
АЭ2
АЭ4
АЭ5
АЭ7
А38
АЭ9
Концевой
нагрев сво
бодного
торца
То же
Концевой
нагрев при
изолиро-
ванном
торце
То же
Последо-
вательный
нагрев
То же
До 400
До
2000
(од-
новременно
обрабатыва-
ется восемь
деталей)
300—400
600—6
300—400
де-
талей диаме-
тром до
200 мм
30—40
паль-
цев (одновре-
менно
обраба-
тывается два
пальца)
120—150
паль-
цев (одновре-
менно
нагре-
ваются четы-
ре пальца) .
Станок
имеет вертикальные пружинные зажимы. Детали
погружаются в электролит с помощью особого рычажного
устройства. Время выдержки в электролите автоматизиро-
вано
Зажимное
устройство для деталей представляет вращаю-
щийся
вокруг горизонтальной оси барабан с пятью радн-
ально укрепленными плитами, автоматически закрепляю-
щими
детали при помощи кулачков (по восемь деталей на
^каждой плите)
Подвеска для установки и крепления нагреваемых деталей
представляет металлическую коробку с вмонтированным
кирпичом
и зажимами типа клещей. Детали погружаются
в
электролит с помощью рычажного устройства
Автомат
карусельного типа имеет десять подвесок, разме-
щенных по окружности. Частота вращения барабана
1/60 с"
1
. Подвески с деталями погружаются в электролит
с помощью копира при вращении барабана.
Конструкция
аналогична автомату АЭ4. Подвески с
дета-
лями
погружаются в электролит с помощью гидравличес-
кого цилиндра
Детали через электролит продвигаются траверсой с помо-
щью ходового винта, приводимого во вращение редукто-
ром и фрикционными дисками
Детали через электролит двигаются траверсой при сколь-
зящем
контакте. Для повышения производительности авто-
мат имеет двенадцать установочных позиций, но одновре-
менно
нагреваются четыре детали. Работа автомата полно-
стью механизирована. Мощность установки 60 кВт
паровой
рубашки электролит из
ванны
не
вытекает. Детали в случае последо-
вательной
поверхностной
закалки
охла-
ждаются
спрейером, установленным
под
изолирующей втулкой.
Непрерыв-
ное
последовательное продвижение де-
тали
3 через ванну с электролитом
производится
траверсой /. Деталь в
последней
крепят
между двумя центра-
ми
2 при
помощи
зажима или
исполь-
зуют для
этой
цели
скользящий
кон-
такт
4, к которому подводится отрица-
тельный
полюс (рис. 5.21). Для
повы-
шения
равномерности нагрева
один
из
центров
делают вращающимся.
Изменяя
скорость продвижения де-
талей
в электролите и рабочее
напря-
жение,
получают различную глубину
закалки.
При последовательном нагре-
ве
в электролите под закалку полос
толщиной
2,5 мм,
шириной
50 мм, ско-
рости
передвижения 0,2
м/мин
и на-
пряжении
250 В потребная мощность
должна
составлять 10 кВт. Для нагре-
ва
пальцев звена гусеницы трактора
необходима
мощность,
равная
15 кВт.
Таким
образом, рассматриваемый спо-
соб
позволяет нагревать детали при
малых
мощностях.
В случаях нагрева стержневых де-
талей
для изотермической
закалки,
ме-
тодического
подогрева и т. п. целесо-
образно
устанавливать
несколько
ванн
(одну
над другой). Глубина
слоя
элек-
тролита
зависит ог требуемого режима
нагрева
в ваннах и плотности тока.
При
использовании
указанного способа
производительность
установки повыша-
ется.
Наличие
водородной восстанови-
тельной
среды является существенным
преимуществом
нагрева в
электро-
лите
по сравнению с другими
спосо-
бами.
Для
нагрева в электролитах разра-
ботано
большое количество автоматов,
176
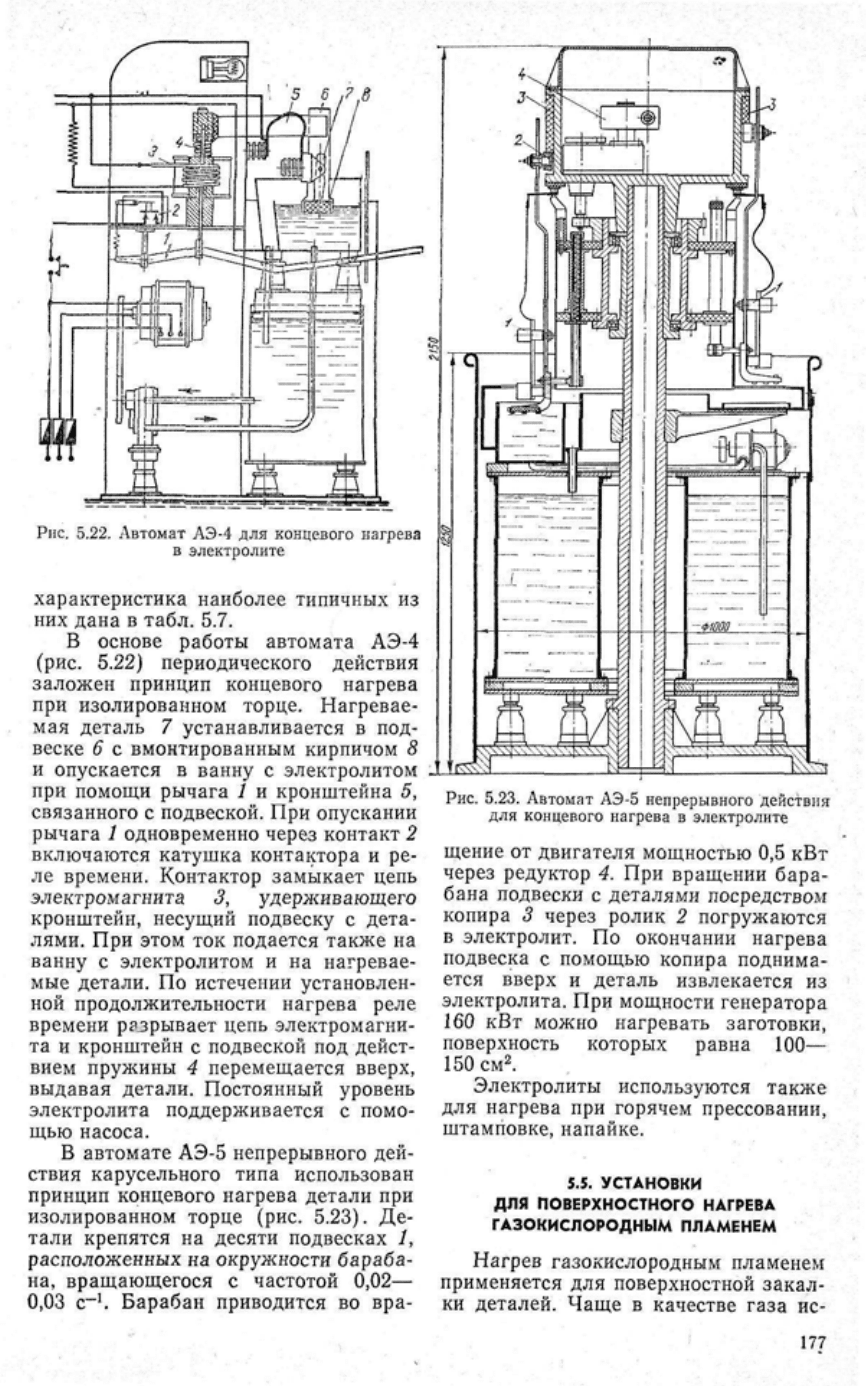
Рис.
5.22.
Автомат
ЛЭ-4 для концевого
нагрева
в электролите
характеристика наиболее типичных из
них дана в табл. 5.7.
В основе работы автомата АЭ-4
(рис.
5.22) периодического действия
заложен принцип концевого нагрева
при
изолированном торце. Нагревае-
мая
деталь 7 устанавливается в под-
веске 6 с вмонтированным кирпичом 8
и
опускается в ванну с электролитом
при
помощи рычага 1 и кронштейна 5,
связанного
с подвеской. При опускании
рычага 1 одновременно через контакт 2
включаются катушка контактора и ре-
ле времени. Контактор замыкает цепь
электромагнита 3, удерживающего
кронштейн,
несущий подвеску с
дета-
лями.
При этом ток подается также на
ванну с электролитом и на нагревае-
мые детали. По истечении установлен-
ной
продолжительности нагрева реле
времени разрывает цепь электромагни-
та и кронштейн с подвеской под дейст-
вием пружины 4 перемещается вверх,
выдавая детали. Постоянный уровень
электролита поддерживается с помо-
щью насоса.
В автомате АЭ-5 непрерывного дей-
ствия карусельного типа использован
принцип
концевого нагрева детали при
изолированном
торце (рис.
5.23).
Де-
тали крепятся на десяти подвесках 1,
расположенных на окружности бараба-
на,
вращающегося с частотой
0,02—
0,03 с"
1
. Барабан приводится во вра-
Рис.
5.23.
Автомат
АЭ-5 непрерывного действия
для концевого
нагрева
в электролите
щение
от двигателя мощностью 0,5 кВт
через редуктор 4. При вращении бара-
бана подвески с деталями посредством
копира
3 через ролик 2 погружаются
в
электролит. По окончании нагрева
подвеска с помощью копира поднима-
ется вверх и деталь извлекается из
электролита. При мощности генератора
160 кВт можно нагревать заготовки,
поверхность которых равна 100™
150 см
2
.
Электролиты используются также
для нагрева при горячем прессовании,
штамповке,
напайке.
5.5.
УСТАНОВКИ
ДЛЯ
ПОВЕРХНОСТНОГО
НАГРЕВА
ГАЗОКИСЛОРОДНЫМ
ПЛАМЕНЕМ
Нагрев газокислородным пламенем
применяется
для поверхностной закал-
ки
деталей. Чаще в качестве газа ис-
177
Аце/лилея
Ht/слород
Ацетиле»
Кислород
3
г
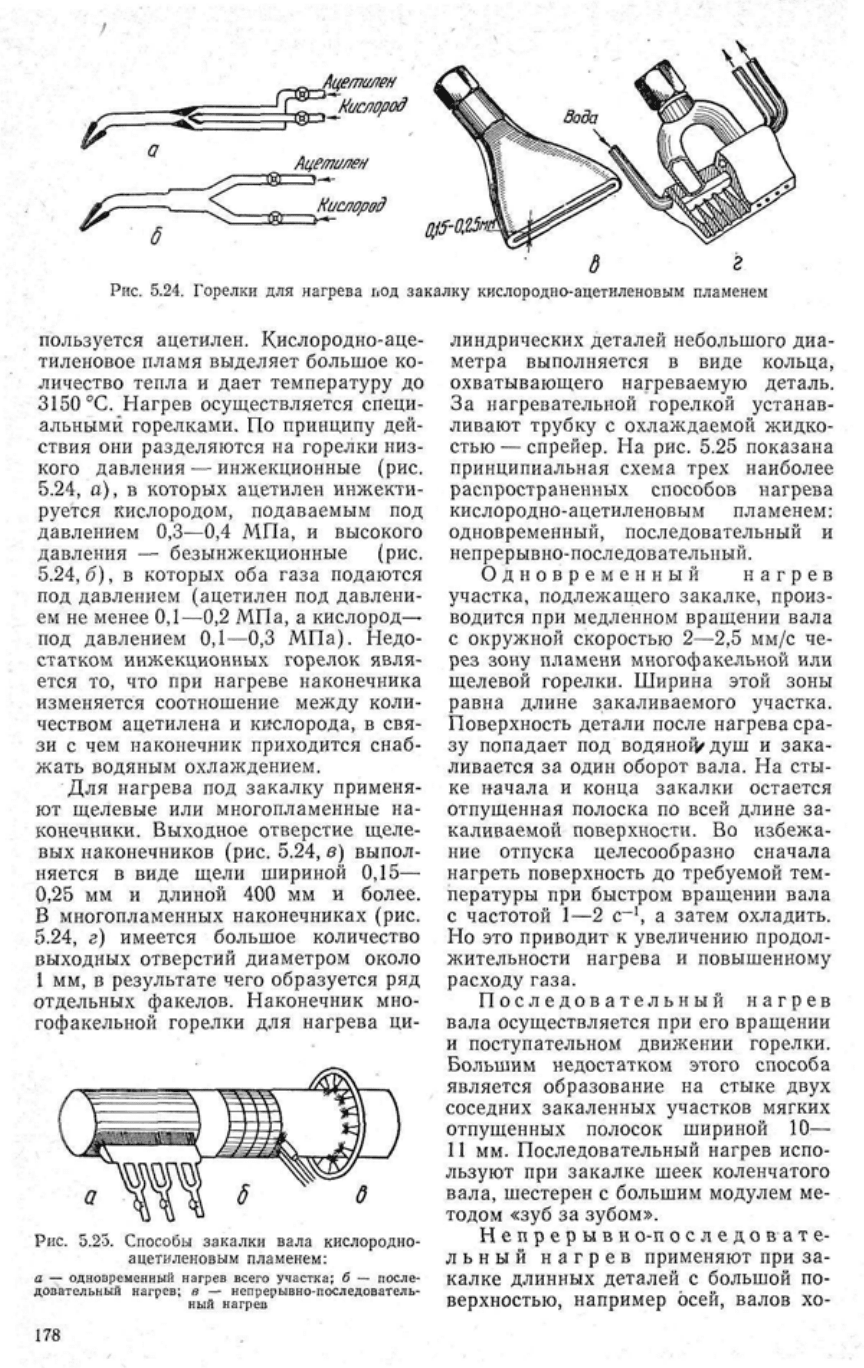
Рис.
5.24. Горелки для нагрева под закалку кислородно-ацетиленовым пламенем
пользуется ацетилен. Кислородно-аце-
тиленовое пламя выделяет большое ко-
личество тепла и
дает
температуру до
3150 °С. Нагрев осуществляется специ-
альными горелками. По принципу дей-
ствия они разделяются на горелки низ-
кого давления — инжекционные (рис.
5.24, а), в которых ацетилен инжекти-
руется кислородом, подаваемым под
давлением
0,3—0,4
МПа, и высокого
давления — безынжекционные (рис.
5.24,6),
в которых оба газа подаются
под давлением (ацетилен под давлени-
ем не менее
0,1—0,2
МПа, а кислород-
под давлением
0,1—0,3
МПа). Недо-
статком инжекционных горелок явля-
ется то, что при нагреве наконечника
изменяется
соотношение
между
коли-
чеством ацетилена и кислорода, в свя-
зи
с чем наконечник приходится снаб-
жать водяным охлаждением.
Для нагрева под закалку применя-
ют щелевые или многопламенные на-
конечники.
Выходное отверстие щеле-
вых наконечников (рис. 5.24, в) выпол-
няется
в виде щели шириной 0,15—
0,25 мм и длиной 400 мм и более.
В многопламенных наконечниках (рис.
5.24, г) имеется большое количество
выходных отверстий диаметром около
1
мм, в
результате
чего образуется ряд
отдельных факелов. Наконечник мно-
гофакельной горелки для нагрева ци-
Рис.
5.25. Способы закалки вала кислородно-
ацетиленовым
пламенем:
а — одноиременный нагрев всего участка; б — после-
довательный нагрев; в — непрерывно-последователь-
ный
нагрев
линдрических деталей небольшого диа-
метра выполняется в виде кольца,
охватывающего нагреваемую деталь.
За
нагревательной горелкой устанав-
ливают
трубку
с охлаждаемой жидко-
стью— спрейер. На рис. 5.25 показана
принципиальная
схема
трех
наиболее
распространенных способов нагрева
кислородно-ацетиленовым пламенем:
одновременный,
последовательный и
непрерывно-последовательный.
Одновременный нагрев
участка, подлежащего закалке, произ-
водится при медленном вращении вала
с окружной скоростью
2—-2,5
мм/с че-
рез зону пламени многофакельной или
щелевой горелки. Ширина этой зоны
равна длине закаливаемого участка.
Поверхность детали после нагрева сра-
зу попадает под водяной/душ и зака-
ливается за один оборот вала. На сты-
ке
начала и конца закалки остается
отпущенная полоска по всей длине за-
каливаемой поверхности. Во избежа-
ние
отпуска целесообразно сначала
нагреть поверхность до требуемой тем-
пературы при быстром вращении вала
с частотой 1—2 с~
1
, а затем охладить.
Но
это приводит к увеличению продол-
жительности нагрева и повышенному
расходу
газа.
Последовательный нагрев
вала осуществляется при его вращении
и
поступательном движении горелки.
Большим
недостатком этого способа
является образование на стыке
двух
соседних закаленных участков мягких
отпущенных полосок шириной 10—
11 мм. Последовательный нагрев испо-
льзуют
при закалке шеек коленчатого
вала, шестерен с большим модулем ме-
тодом
«зуб
за
зубом».
Непрерывн
о-п оследовате-
льный
нагрев применяют при за-
калке
длинных деталей с большой по-
верхностью, например осей, валов хо-
178
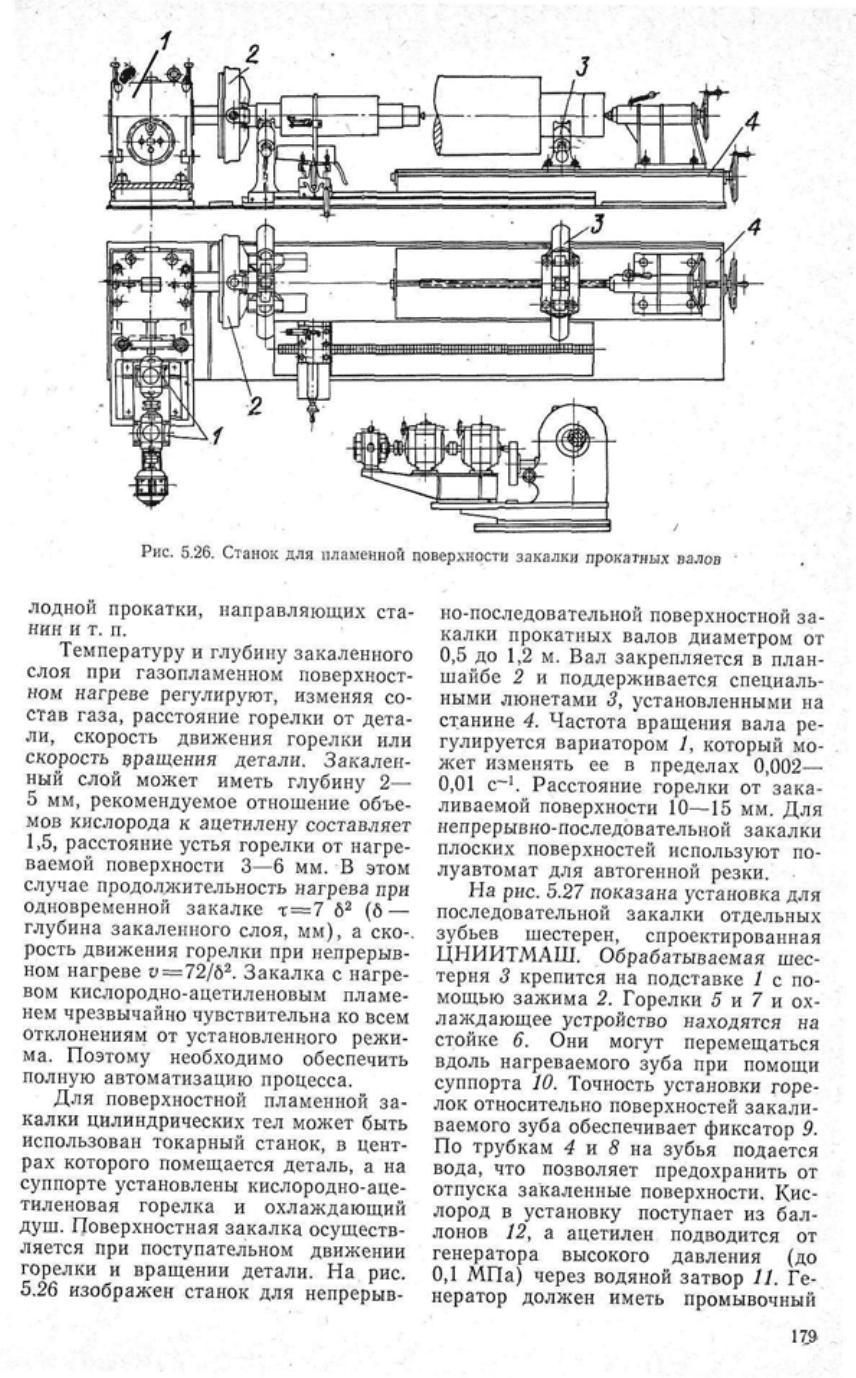
Рис.
5.26. Станок для пламенной поверхности закалки прокатных валов
лодной прокатки, направляющих ста-
нин
и т. п.
Температуру и глубину закаленного
слоя
при газопламенном поверхност-
ном
нагреве
регулируют,
изменяя со-
став газа, расстояние горелки от
дета-
ли,
скорость движения горелки или
скорость вращения детали. Закален-
ный
слой может иметь глубину 2—
5 мм, рекомендуемое отношение объе-
мов кислорода к ацетилену составляет
1,5, расстояние устья горелки от нагре-
ваемой поверхности 3—6 мм. В этом
случае
продолжительность нагрева при
одновременной закалке т—7 б
2
(б —
глубина закаленного слоя, мм), а ско-.
рость движения горелки при непрерыв-
ном
нагреве и =
72/6
2
.
Закалка с нагре-
вом кислородно-ацетиленовым пламе-
нем
чрезвычайно чувствительна ко всем
отклонениям
от установленного режи-
ма. Поэтому необходимо обеспечить
полную автоматизацию процесса.
Для поверхностной пламенной за-
калки
цилиндрических тел может быть
использован токарный станок, в цент-
рах которого помещается деталь, а на
суппорте установлены кислородно-аце-
тиленовая горелка и охлаждающий
душ. Поверхностная закалка осуществ-
ляется при поступательном движении
горелки и вращении детали. На рис.
5.26 изображен станок для непрерыв-
но-последовательной поверхностной за-
калки
прокатных валов диаметром от
0,5 до 1,2 м. Вал закрепляется в план-
шайбе 2 и поддерживается специаль-
ными
люнетами 3, установленными на
станине
4. Частота вращения вала ре-
гулируется вариатором 1, который мо-
жет изменять ее в пределах
0,002—
0,01 с-
1
. Расстояние горелки от зака-
ливаемой поверхности 10—15 мм. Для
непрерывно-последовательной закалки
плоских поверхностей используют по-
луавтомат для автогенной резки.
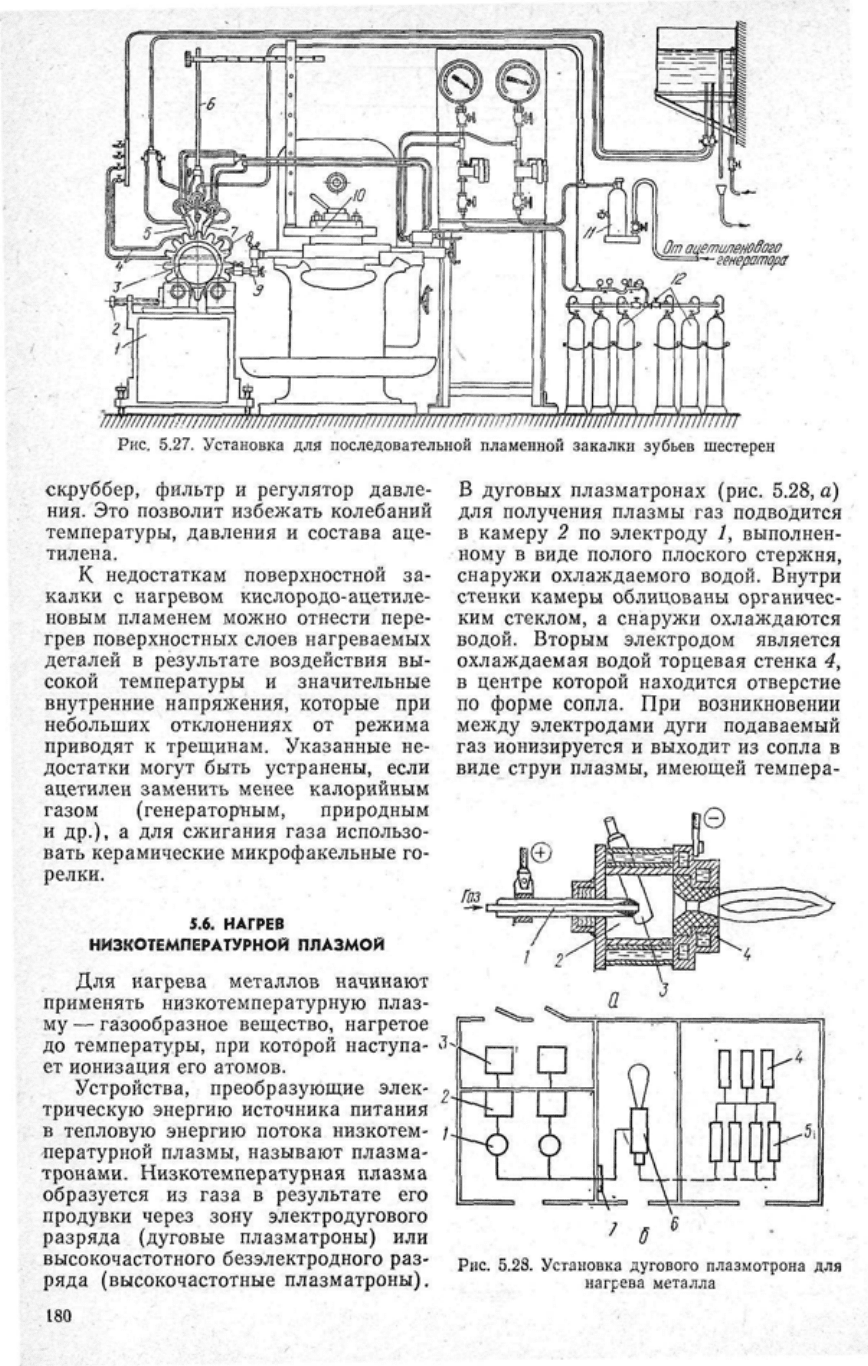
На
рис. 5.27 показана установка для
последовательной закалки отдельных
зубьев
шестерен, спроектированная
ЦНИИТМАШ.
Обрабатываемая шес-
терня
3 крепится на подставке / с по-
мощью зажима 2. Горелки 5 и 7 и ох-
лаждающее устройство находятся на
стойке 6. Они
могут
перемещаться
вдоль нагреваемого
зуба
при помощи
суппорта 10. Точность установки горе-
лок
относительно поверхностей закали-
ваемого
зуба
обеспечивает фиксатор 9.
По
трубкам 4 и 8 на зубья подается
вода, что позволяет предохранить от
отпуска закаленные поверхности. Кис-
лород в установку поступает из бал-
лонов
12, а ацетилен подводится от
генератора высокого давления (до
0,1 МПа) через водяной затвор 11. Ге-
нератор должен иметь промывочный
179
От
ацетилшВш
генератора
/2
Рис.
5.27.
Установка
для
последовательной
пламенной закалки
зубьев
шестерен
скруббер, фильтр и регулятор давле-
ния.
Это позволит избежать колебаний
температуры, давления и состава аце-
тилена.
К
недостаткам поверхностной за-
калки
с нагревом кислородо-ацетиле-
новым
пламенем можно отнести пере-
грев поверхностных слоев нагреваемых
деталей в
результате
воздействия вы-
сокой
температуры и значительные
внутренние напряжения, которые при
небольших отклонениях от режима
приводят к трещинам. Указанные не-
достатки
могут
быть устранены, если
ацетилен заменить менее калорийным
газом (генераторным, природным
и
др.), а для сжигания газа использо-
вать керамические микрофакельные го-
релки.
.
5.6.
НАГРЕВ
НИЗКОТЕМПЕРАТУРНОЙ
ПЛАЗМОЙ
Для нагрева металлов начинают
применять
низкотемпературную плаз-
му — газообразное вещество, нагретое
до температуры, при которой наступа-
ет ионизация его атомов.
Устройства, преобразующие элек-
трическую энергию источника питания
в
тепловую энергию потока низкотем-
пературной плазмы, называют плазма-
тронами.
Низкотемпературная плазма
образуется из газа в
результате
его
продувки через зону электродугового
разряда (дуговые плазматроны) или
высокочастотного безэлектродного раз-
ряда (высокочастотные плазматроны).
В
дуговых
плазматронах (рис. 5.28, а)
для получения плазмы газ подводится
в
камеру 2 по электроду 1, выполнен-
ному в виде полого плоского стержня,
снаружи охлаждаемого водой. Внутри
стенки
камеры облицованы органичес-
ким
стеклом, а снаружи охлаждаются
водой. Вторым электродом является
охлаждаемая водой торцевая стенка 4,
в
центре которой находится отверстие
по
форме сопла. При возникновении
между
электродами
дуги
подаваемый
газ ионизируется и выходит из сопла в
виде струи плазмы, имеющей темпера-
Рис.
5.28.
Установка
дугового
плазмотрона для
нагрева
металла
180