Woodyard D. (ed.) Pounders Marine diesel engines and Gas Turbines
Подождите немного. Документ загружается.

mating faces from acting as oil scraping edges in case of displacement,
and an increase of the side and top clearances to raise the oil flow to
the bearing, thus keeping the temperature at a level which sustains the
fatigue strength of the white metal. The modified bearing design was
MC design renements 321
Increased wall
thickness
Previous design
New design
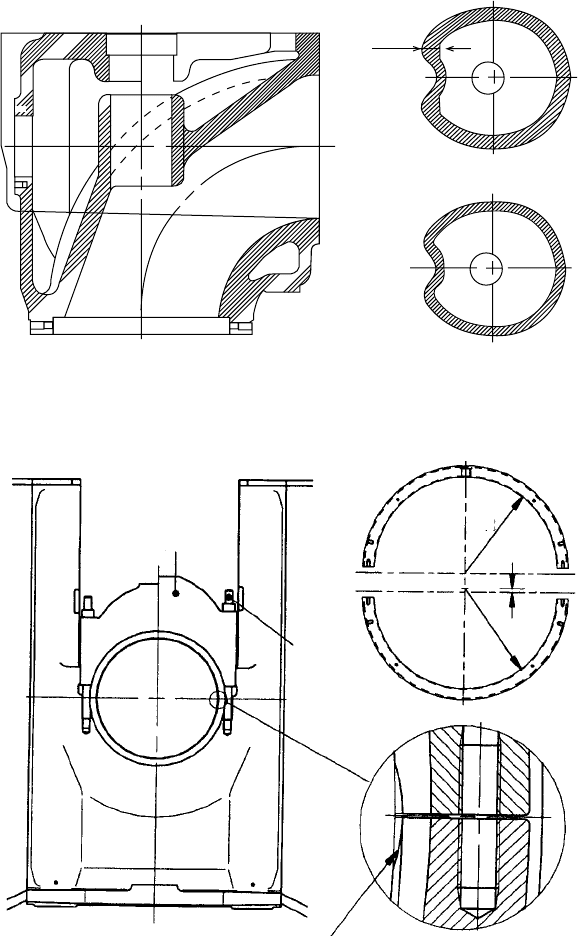
FigurE 10.23 An exhaust valve housing with an increased wall thickness serves later
MC engines
Bore relief
Increased
tightening
force
Stronger
bearing
cap
Eccentric boring of the
main bearingImproved designPrevious design
Upper shell
R
0.1 mm
R
Lower shell
FigurE 10.24 Main bearing development (MC Mark 5 engine)
322 MAN B&W Low-Speed Engines
introduced as the standard for new engines and also made available as
spares for engines in service. It is fully interchangeable with existing
bearings, but the shells must always be replaced in pairs.
l Fuel injection system. The fuel valve used on MC engines operates
without any external control of its function. The design has worked very
well for many years but may be challenged by the desire to maintain
effective performance at very low loads as the opening pressure has to
be increased with increasing maximum combustion pressure to prevent
the blow-back of gases into the fuel system at the end of the injection
cycle. At low loads this high opening pressure might lead to irregular
injection, speed variations and a risk of fouling of the engine gasways.
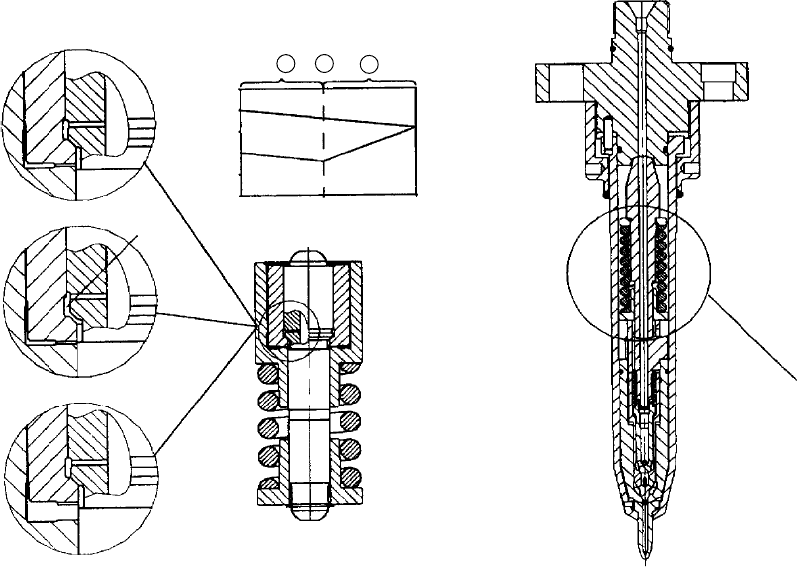
Various solutions have been investigated, among them a fuel valve with
variable opening pressure (Figure 10.26), which allows low load operation to
be improved by reducing the opening pressure in the relevant load range. The
opening pressure is controlled by a spring and the actual fuel oil injection pres-
sure. At low load the opening pressure is controlled by the spring alone, but,
when the injection pressure increases at higher loads, this higher pressure adds
to the spring force and the opening pressure increases (a small amount of fuel
oil enters the space between the upper spring guide and the slide; the spring
that controls the opening pressure is thereby compressed and the spring force
increased). Under decreasing load, the leakages will reduce the opening pres-
sure to an appropriate level within the course of a few injections.
Burning of the neck of the fuel valve nozzle on engine types equipped with
three fuel valves per cylinder (B&W 90GFCA and 90GB models) has been
noted with nozzles made from standard precision-cast Stellite, which, in other
respects, has yielded excellent service and lifetimes well above 15 000 h. Several
improved production processes and new materials have been investigated.
A promising alternative to casting was found in the hot isostatic pressure (HIP)
method, which delivers a more uniform material composition. Fuel nozzles
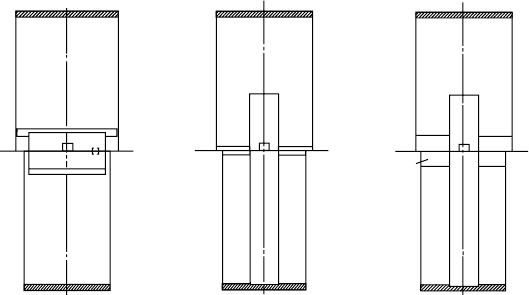
Original Modified Present design
Bore relief
FigurE 10.25 Crankpin bearing development
MC design renements 323
Conventional
fuel valve type
Injection pressure controlled thrust piece
Conv.
New
400
200
0
0 380 800
pressure (bar)
Seat
P
act
= Actuating pressure (= 380bar)
P
inj
= Injection pressure
Seat closed,
spring force
and opening
pressure
increased
P
inj
>P
act
P
inj
=P
act
Seat starts
to open
P
inj
<P
act
Conventional
thrust piece
P
inj
1
2
3
Opening
pressure
(bar)
FigurE 10.26 Fuel valve with variable opening pressure
324 MAN B&W Low-Speed Engines
produced by the process achieved a considerable reduction in the neck-burning
rate when tested on the engines concerned.
Research also produced a new patented material composition with the same
excellent wear properties as those of Stellite but additionally offering an ability
to withstand hot corrosion neck burning. A truly heavy-duty fuel valve nozzle
is thus available when required.
MAN Diesel has addressed the potential for enhancing the reliability of
combustion chamber components under increasing mean effective pressure
conditions by rearranging the fuel valves in the cylinder cover. Originally, the
90-type large bore engine was provided with three fuel valves per cylinder.
A number of tests were made in the early 1980s using only two valves, which,
with the contemporary mean effective pressures and maximum pressures, showed
an advantage in the form of a slightly reduced sfc and only a minor increase in
the heat load. A two-valve configuration was consequently introduced. Rising
mean effective pressures in the 1990s, however, encouraged further testing with
three fuel valves per cylinder, the measurements showing a reduced temperature
level as well as a more uniform temperature distribution. A three-valve con-
figuration was subsequently introduced on the K80MC-C and K90MC/MC-C
models to enhance engine reliability, while the S90MC-T and K98MC-C
models were designed from inception with such an arrangement.
Many owners today prefer to have their fuel equipment overhauled by a
shoreside workshop, but this means that engineroom staffs lose familiarity with
some vital components, particularly the fuel valves. In a number of cases, MAN
Diesel has found that nozzles with different spray hole sizes and spray patterns
have been mixed. Up to four different types have been found on the same engine
and even different types on the same cylinder unit. Such mixing may have an
adverse effect on the running condition. A problem noted on many ships is incor-
rect tightening of the fuel valve spring packs—in some cases caused by faulty
spring packs. This can lead to malfunctioning of the fuel valve (such as stick-
ing) due to deformation of the components inside the valve. The consequences
have been ‘jumping’ fuel valves and cracked high-pressure injection pipes. MAN
Diesel warns that it is therefore important to follow instructions covering the
correct tightening of the spring packs.
l Fuel pumps. The lifetime of the MC fuel pump plunger and barrel has
proved to exceed 50 000 h. Only a few cases of sticking pump plungers
have been reported, and these generally resulted from foreign particles
entering the system. The introduction of puncture valves at the top of the
pump improved crash stop performance and increased engine shutdown
safety. Some problems were experienced with the sealing rings mounted
around the plunger. The rings are intended to prevent fuel oil from leak-
ing into the camshaft oil and lowering its flashpoint. Different sealing
rings were tested after the introduction of the MC engine, the original
ring—with an O-ring as a spring element—having been used on the
previous engine type with relatively good results. Under attack from fuel
oil, however, the O-rings became hard and lost their tension too quickly,
making the sealing ring ineffective. Work on improving the material
quality as well as the sealing ring design resulted in spring-loaded lip
rings, which are now standard.
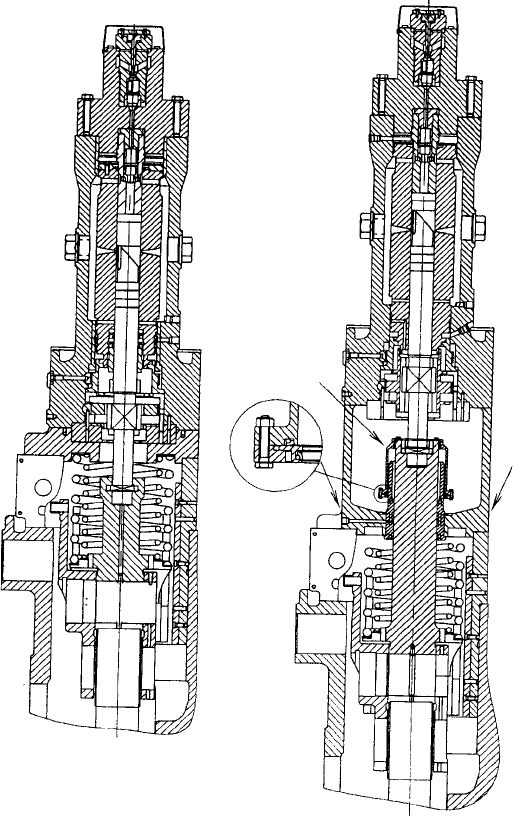
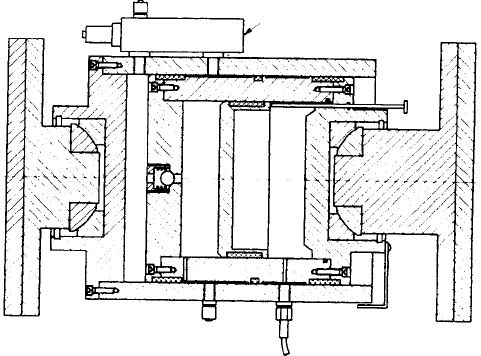
A new so-called ‘umbrella’ type fuel oil pump design (Figure 10.27) fea-
tures a sealing arrangement, which eliminates the risk of fuel oil penetrating the
camshaft lube oil system (a separate camshaft lube oil system is therefore no
longer necessary). The uni-lube oil system introduced as standard allows reduc-
tions in installation costs, maintenance and space over the separate systems
MC design renements 325
Umbrella
sealing
Fuel oil
drain
New
design
Previous
design
FigurE 10.27 Previous type and new umbrella-type of fuel injection pump
326 MAN B&W Low-Speed Engines
previously used: tanks, filters, pumps and piping for the camshaft system are
eliminated.
l Chain drives. The chain drives for the camshaft and moment compensa-
tors have functioned well and, if the chains are kept tightened to MAN
Diesel instructions, the rubber guide bars will hardly ever need replace-
ment. Since the chain tightening procedure on some ships might prove
difficult for crews, automatic chain tightening was introduced as an aid
to reducing the onboard maintenance workload. The tightening force is
applied by a hydraulic piston to which oil is fed via the engine’s lubri-
cating/cooling oil system. The hydraulic chain tightener is also available
for the front second-order moment compensator drive. Positive service
experience encouraged the fitment of the automatic tightener as standard
on 50–90 bore MC engines.
l Installation refinements. A simplified type of hydraulically adjustable
top bracing introduced for vibration control in 1989 was designed to
cope with hull deflections giving rise to excessive stresses in the tradi-
tional mechanical type of top bracing. The system features a hydraulic
cylinder, which is self-contained and does not need an external pump
station. Instead, a pneumatic accumulator is built into the piston. The
hydraulic cylinder is pre-tightened by the air pressure in the accumula-
tor. When the engine is started the oil pressure in the cylinder increases
because of the influence of the guide force moments, and the hydraulic
cylinder adjusts its length to cope with slow hull deflections and thermal
influence (Figure 10.28).
The system worked satisfactorily after teething problems were solved, but
a drawback of the hydraulically adjustable top bracing is its higher first cost
over the traditional mechanical bracing. An improved mechanical top bracing,
Oil inlet
Air inlet
Hull
side
Valve block
Engine
side
FigurE 10.28 Hydraulic top bracing
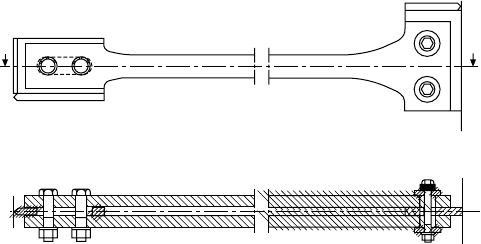
incorporating two beams, was designed and tested in service from early 1997
(Figure 10.29). This is rigid in the athwart-ship direction and sufficiently flexible
in the longitudinal direction to adapt to movements between engine and hull.
Simplification has also benefited engine seating arrangements. Feedback
from shipyards indicated a preference for epoxy supporting chocks; epoxy
chocks therefore became the standard in an effort to reduce installation costs,
with the previously used cast iron supporting chocks as an option. Normal
holding-down bolts are used in association with epoxy chocks but with the
tightening force substantially reduced. The lower force is due to the higher
coefficient of friction as well as the need to comply with the permissible spe-
cific surface pressure of epoxy. The general application of epoxy thus permits
the use of thinner bolts, which—following successful testing in service—have
been introduced as standard. Larger engines (L42MC and upwards) have had
one side chock per crossgirder per side. Investigations and experience showed
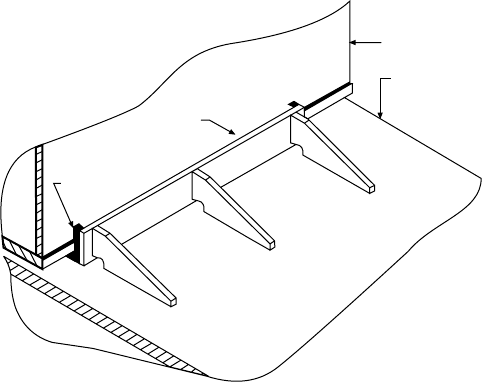
that this number could be halved without any problems. An even simpler solu-
tion proposed features a side chock design that allows epoxy to be used as a
liner. Installation man-hours are saved as the location of the side chock itself is
much less demanding in terms of accuracy (Figure 10.30).
PoST-1997 SErViCE ExPEriENCE
A service experience report covering mainly larger bore MC and MC-C engines
commissioned after 1997 indicated that a significant increase in reliability
and longer TBOs had resulted from continuous development and updating.
The following contributions were highlighted.
Cylinder Condition
A number of measures have contributed to positive developments in the cyl-
inder condition in recent years, notably the Oros combustion chamber, high
topland pistons, the PC ring, CPR piston rings, Al-coating of piston rings and
wave-cut cylinder liners.
With the Oros configuration, the combustion air is concentrated around the
fuel nozzles and the distance from the nozzles to the piston top is increased.
Post-1997 service experience 327
A-A
A
A
FigurE 10.29 improved mechanical top bracing design
328 MAN B&W Low-Speed Engines
This results in a lower heat load on the piston top and a basically unchanged
heat load on the cylinder cover and exhaust valve. The higher topland and the
PC ring have proved very beneficial in avoiding a build-up of lube oil-derived
deposits on the topland. Such deposits (via the hard face sponge effect) scrape
off and absorb the oil film, leaving the naked liner wall vulnerable to extensive
wear and/or scuffing. A high topland piston also means that the mating sur-
faces between the cylinder liner and the cover are lowered, thus reducing the
thermal load on the liner and improving the conditions for lubricating the liner.
(This was taken into account before introducing the Oros configuration.)
Cracked cylinder liners are now rarely reported thanks to the successful
introduction of countermeasures such as bore-cooled liners and (for smaller
bore engines) slim liners. For engines originally specified with cast-in cooling
pipes in the liners, the later design with oval pipes has stopped the occurrence
of cracks.
Safe and stable running-in is secured by the semi-honed surface of the
liner in conjunction with Al-coated piston rings. A thin layer of Al-coating is
worn off the rings during the first 1000–2000 h, making it possible to reduce
the breaking-in and running-in time as well as the cylinder oil feed rate during
most of the breaking-in period. This benefits the enginebuilder, who can cut
the delivery time of an engine, and the operator, who receives an engine with
improved running-in conditions.
The surface of MAN B&W cylinder liners is described as semi-honed. The
semi-honing process cuts off the tops of the wave-cut, thus reducing the neces-
sary breaking-in between rings and liner surface, while still retaining circum-
ferential pockets for lube oil. The Al-coated piston rings remove the remaining
broken or damaged cementite from the liner surface during the initial wear
period (effectively performing a ‘free of charge’ full honing).
Engine
Top plate
Epoxy
Damming
material
FigurE 10.30 Epoxy-type side chock liners
Low and uniform cylinder wear rates and a good liner condition are
revealed by inspections of S-MC, S-MC-C, K-MC and K-MC-C engines.
While initial (running-in) wear is naturally higher, the wear rate of the largest
bore (90 and 98) models is reduced to 0.05 mm/1000 h after around 1500-h
running, which is considered very satisfactory. Initial wear is part of the run-
ning-in of liners and piston rings, and high wear is expected during this period.
Experience with the Alpha Lubricator (see Chapter 4) indicated that there
was significant potential for cylinder lube oil reduction while retaining a fully
acceptable wear rate and mean TBOs.
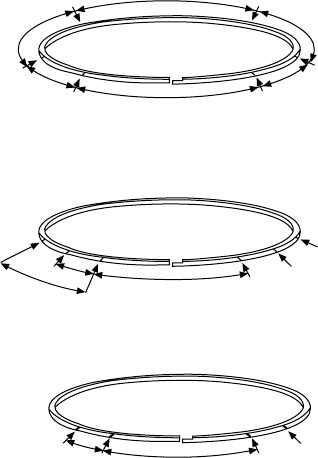
The top ring design of the K98 engine was upgraded to increase the safety
margin against breakage in response to a number of failures. The produc-
tion process at the sub-suppliers was also changed to reduce such incidents.
The upgrading involved a number of changes, including relocation of the CL
grooves, reduction of the number of grooves from six to four (the same leak-
age area is achieved by applying wider grooves) and modified surface machin-
ing of the grooves to avoid fine cracks from the outset (Figure 10.31).
Bearings
A decrease in the number of reported main bearing failures has been noted
since 1998, when a number of features were introduced to the bearing design,
bearing adjustment and engine/shaftline installation.
Post-1997 service experience 329
Original location of grooves
(6 CL-grooves)
90°
45°
45°
90°
Width of
CL-groove: 2 mm
45°
45°
6 relocated CL-grooves
(E-type from Jan. 2002)
Width of
CL-groove: 2 mm
60°
30°
60°
4 relocated CL-grooves
(E4-type)
Width of
CL-groove: 3 mm
60°
30°
FigurE 10.31 Development of CPr top piston ring for K98 engine
330 MAN B&W Low-Speed Engines
These major updates included the introduction of the optimum lemon shape
(OLS)-type main bearing as an evolution of the Mark 5 bearing type, featuring
reduced top and side clearances. Service experience has confirmed the efficiency
of the new bearing type, reflected in a significantly reduced number of reported
failures. Main bearing damage can sometimes still occur, however, for exam-
ple, due to poor bonding of the bearing metal. In almost all cases, main bear-
ing damage is initiated from a fatigue crack at the edge of the bearing, the aft
edge/manoeuvring side being the most common point of initiation. Geometrical
non-conformities, often involved in these cases, further increase the damage fre-
quency as margins established during the design phase are reduced.
Calculations, combining the dynamics of the complete crankshaft with the
hydrodynamic and elastic properties of the bearing, have provided detailed
information on the mechanisms, leading to local loading of the main bear-
ing edges. The calculations have indicated that a slight radial flexibility of the
bearing edge will significantly increase the overall minimum oil film thickness.
At the same time, the maximum oil film pressure will be reduced.
A bearing design with flexible forward and aft edges of the bearing shell
was successfully tested, the flexibility achieved by removing the contact
between the shell and bedplate at the end portions of the shell. The unsup-
ported width of the shell is equal to the shell thickness. Apart from the flex-
ible edges, the properties of the bearing are similar to those of the OLS-type,
and the design provides a larger safety margin in the event of geometrical
non-conformities.
A thin shell bearing design was introduced to more recent engine types. The
main bearings of the small and medium bore models (S46MC-C to S70MC-C)
are lined with AlSn40 and provided with a PTFE running-in coating as stand-
ard. The bearings of the large bore models are lined with white metal. Few
damage incidents to the thin shell main bearings have been reported.
A revised engine installation recommendation—including an updated
shaftline alignment procedure and a differentiated bearing height in the aft
end of the engine—resolved cases of repeated damage to the aft-end bearings.
This was presumably caused by missing static load, particularly in the second
aftmost main bearing during normal operating conditions. The new alignment
procedure, exploiting pre-calculated bedplate sagging as well as vertical off-
sets to the main bearing saddles, achieved a significant drop in the number of
reported damage incidents to the aft-end bearings.
The crosshead bearings of both MC and MC-C engines generally perform
very satisfactorily, but cases of wiping have been observed. Such wiping is of a
cosmetic nature but can sometimes cause blockage of the oil-wedges that nor-
mally build up the oil film to the ‘pads’ inside the bearing. Disturbance of this
oil film build-up could result in slight fatigue damage just behind the blocked
area of the oil-wedge. If observed at an early stage during inspections, however,
the problem can be solved by removing the wiped lead from the oil-wedge.
The crankshaft thrust bearing introduced on Mark 5 engines solved the
problem of cracks in the horizontal support plates. By making this plate (which