Woodyard D. (ed.) Pounders Marine diesel engines and Gas Turbines
Подождите немного. Документ загружается.

be considered in order to define the required CMCR: for example, propulsive
power, propeller efficiency, operational flexibility, power and speed margins,
possibility of a main engine-driven generator and the ship’s trading patterns.
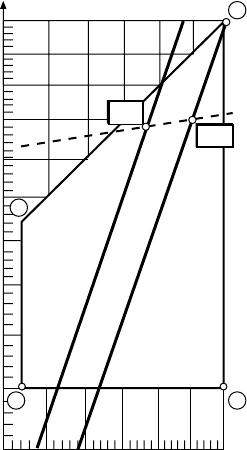
The layout field (Figure 12.5) is the area of power and engine speed within
which the CMCR of an engine can be positioned individually to give the
desired combination of propulsive power and rotational speed. Engines within
this layout field will be tuned for maximum firing pressure and best fuel effi-
ciency. The engine speed is given on the horizontal axis and the engine power
on the vertical axis of the layout field; both are expressed as a percentage of the
respective engine’s nominal R1 parameters. Percentage values are used so that
the same diagram can be applied to all engine models. The scales are logarith-
mic so that exponential curves, such as propeller characteristics (cubic power)
and mean effective pressure (mep) curves, are straight lines. The layout field
serves to determine the specific fuel oil consumption, exhaust gas flow and
temperature, fuel injection parameters, turbocharger and scavenge air cooler
specifications for a given engine.
The rating points R1, R2, R3 and R4 are the corner points of the engine lay-
out field. R1 represents the nominal maximum continuous rating (MCR). This
is the maximum power/speed combination available for a particular engine.
Wärtsilä (Sulzer) low-speed engines 391
Engine power
[% R1]
100
95
90
85
80
75
70
65
60
55
50
70 75 80 85 90 95 100
Engine speed
[% R1]
Rating line fulfilling a
ship’s power
requirement for a
constant speed
R
1
R
2
R
3
R
4
Rx
2
Rx
1
Nominal propeller characteristic 1
Nominal propeller characteristic 2
FigurE 12.5 Layout eld applicable to all Wärtsilä rTA models. The contracted MCr
(rx) may be freely positioned within the layout eld
392 Wärtsilä (Sulzer) Low-Speed Engines
A 10 per cent overload of this figure is permissible for 1 h during sea trials in
the presence of authorized representatives of the enginebuilder. The point R2
defines 100 per cent speed and 55 per cent power. The point R3 is at 72 per cent
power and speed. The line R2–R4 is a line of 55 per cent power between 72
per cent and 100 per cent speed. Points such as Rx are power/speed ratios for
the selection of CMCRs required for individual applications. Rating points Rx
can be selected within the entire layout field.
Sulzer smoothed the path for selecting the optimum model for a given pro-
pulsion project with its PC computer-based EnSel engine selection program,
which presented a list of all the models that fulfil the power and speed require-
ments, along with their main data. The input data call for the user to specify
the power and speed required, and whether or not an efficiency-booster power
turbine system is wanted. The output data then list the engines with the appro-
priate layout fields and detail their MCR power, speed and specific fuel con-
sumption, main dimensions and weight and other relevant information.
rTA dESign FEATurES
The RTA design benefited from principles proven in earlier generations of
Sulzer R-type engines. The key elements are as follows:
l A sturdy engine structure designed for low stresses and small deflections
comprises a bedplate, columns and cylinder block pretensioned by vertical
tie rods. The single-wall bedplate has an integrated thrust block and incor-
porates standardized large surface main bearing shells. The robust
A-shaped columns are assembled with stiffening plates or are of monobloc
design. The single cast iron cylinder jackets are bolted together to form a
rigid cylinder block (multi-cylinder jacket units for smaller bore engines).
l Lamellar cast iron, bore-cooled cylinder liners with back-pressure
timed, load-dependent cylinder lubrication.
l Solid, forged bore-cooled cylinder covers with one large central exhaust
valve arranged in a bolted-on valve cage; the valve is made from a heat-
and corrosion-resistant material and its seat ring is bore cooled.
l Semi-built crankshaft divided into two parts for larger bore engines with
a large number of cylinders.
l Running gear comprising connecting rod, crosshead pin with very large
surface crosshead bearing shells (with high-pressure lubrication) and
double-guided slippers, piston rod and bore-cooled piston crown using
oil cooling. All have short piston skirts.
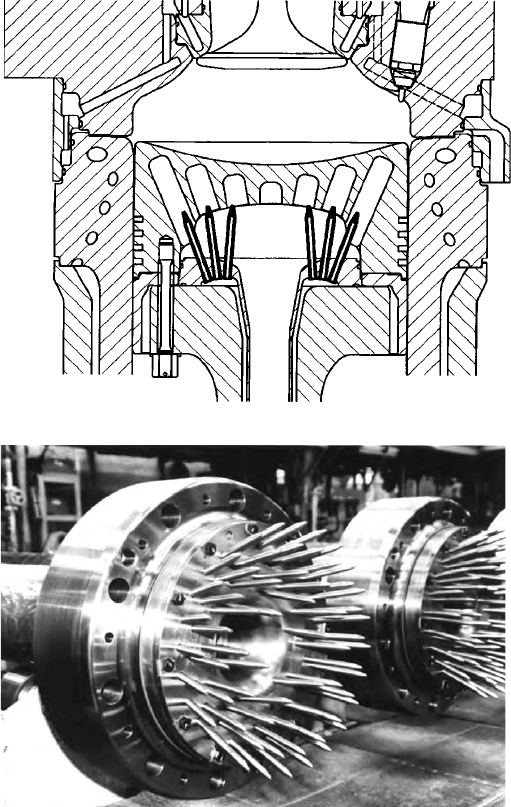
All combustion chamber components are bore cooled, a traditional fea-
ture of Sulzer engines fostering optimum surface temperatures and preventing
high temperature corrosion due to high temperatures on one side and sulphuric
acid corrosion due to too low temperatures on the other side. At the same time,
rigidity and mechanical strength are provided by the cooler material behind the
cooling bores (Figure 12.6).
Comfortable working conditions for the exhaust valve are promoted by:
hydraulic operation with controlled valve landing speed; air spring; full rota-
tional symmetry of the valve seat, yielding well-balanced thermal and mechani-
cal stresses and deformations of valve and valve seat, as well as uniform seating;
extremely low and even temperatures in valve seat areas due to efficient bore
cooling; valve rotation by simple vane impeller; valve actuation free from lateral
forces, with axial symmetry and simple guide bushes sealed by pressurized air.
rTA design features 393
(a)
(b)
FigurE 12.6 The combustion chamber of the rTA series engines is fully bore cooled.
Cooling oil spray nozzles on top of the piston rod direct oil into the bores of the pis-
ton crown
394 Wärtsilä (Sulzer) Low-Speed Engines
The low exhaust valve seating face temperature reportedly secures an
ample safety margin to avoid corrosive attack from vanadium/sodium com-
pounds under all conditions. Efficient valve cooling is given by intimate con-
tact with the bore-cooled seat, together with the appropriate excess air ratio in
the cylinder. The specific design features of the valve assembly are also said to
deter the build-up of seat deposits, seat distortion, misalignment and other fac-
tors which may accelerate seat damage.
l Camshaft gear drive housed in a special double column or integrated
into a monobloc column, placed at the driving end or in the centre of the
engine for larger bore models with a large number of cylinders.
l Balancer gear can be mounted on larger bore engines, when required, to
counter second-order couples for four-, five- and six-cylinder models,
and combined first- and second-order couples for four-cylinder models.
l A compact integral axial detuner can be incorporated, if required, in the
free end of the engine bedplate.
l The fuel injection pump and exhaust valve actuator are combined in
common units for each of the two cylinders. The camshaft-driven injec-
tion pump with double valve-controlled variable injection timing (VIT)
delivers fuel to multiple uncooled injectors. The camshaft-driven actua-
tors impart hydraulic drive to the single central exhaust valve working
against an air spring.
l Constant pressure turbocharging is based on high-efficiency uncooled
turbochargers; auxiliary blowers support uniflow scavenging during low
load operation. In-service cleaning of the charge air coolers is possible.
A standard optional three-stage charge air cooler unit can be specified
for heat recovery.
l A standard pneumatic engine control system is based on a remote
manoeuvring stand in the control room and an emergency manoeuvring
stand on the engine itself. The optional SBC-7.1 electro-pneumatic
bridge control system is matched to the engine and arranged for engine
control and manoeuvring from the wheelhouse or bridge wings.
l Standard optional power take-off drives can be arranged either at the
side or at the free end for connecting an alternator to the main engine.
l Sulzer’s efficiency-booster system (see Chapter 7) could be specified
for the RTA84C, RTA84T and RTA84M engines, as well as for the
RTA72U, RTA62U and RTA52U models, to exploit surplus exhaust gas
energy in a power recovery turbine.
l RTA engines can satisfy the speed-dependent IMO limits on NOx emis-
sions from exhaust gases. Tuning is facilitated by the electronic variable
fuel injection timing (VIT) system.
rTA dESign dEvELopMEnTS
The basic RTA engine design has been refined over the years and the range
expanded to address changing market requirements. The improvements have
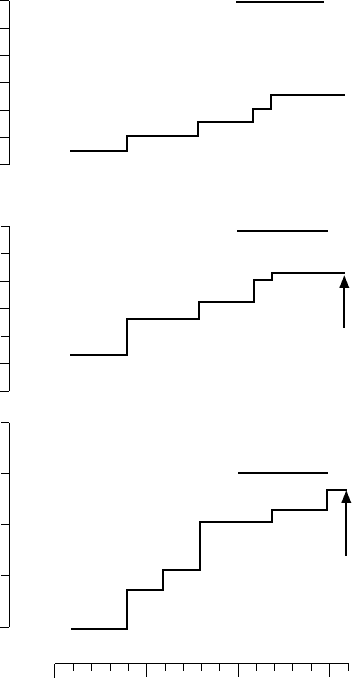
yielded wider power/speed fields, increased power outputs, reduced fuel con-
sumption, lower wear rates and longer times-between-overhauls (TBOs).
Advances in key performance parameters are illustrated in Figure 12.7. Operating
economy has also benefited from the reduced auxiliary power demand of current
RTA engines—imposed by electric pumps for cooling water, lubricating oil and
fuel supply—which is some 40 per cent less than that of the RL engines.
rTA-2u Series
Sulzer’s introduction of upgraded RTA-2 engine designs called for some modi-
fications to match the higher power outputs and maximum combustion pres-
sures involved (summarized in Figure 12.8). The shrinkfit of the crankshaft was
strengthened to suit the increased torque values; the main bearing was adapted
rTA design developments 395
Max. cylinder pressure, P
max
(bar)
RTA-2U
RTA96C
RTA58T
RTA48T
RTA84T
4RTX54
RTA-2
RTA-8
4RTX54
RTA84T
RTA-2
RTA-8
4RTX54
RTA-2
RTA-8
RTA-2U
Brake mean effective pressure (BMEP)
RTA96C
RTA58T/RTA48T
1980 85 90 95
RTA-2U/RTA96C
RTA58T/RTA48T
Mean piston speed (m/s)
180
120
140
160
20
18
16
14
9
8
7
bar
bar
m/s
RTA84C
FigurE 12.7 Advances in key parameters of rTA series engines. (The rTX54 was a
Sulzer research engine replaced in 2008 by the rTX-4 research engine)
396 Wärtsilä (Sulzer) Low-Speed Engines
to accommodate the higher loads and ensure optimum oil flow; and the cylin-
der cover material was changed to take advantage of better fatigue strength at
higher loads. Some of the design ideas tested on the 4RTX54 research engine
(see Chapter 9) and already applied to the RTA84T engine were also adopted
for the RTA-2U series.
Three fuel injection valves per cylinder were specified for the RTA62U and
RTA72U models (though not, because of its smaller bore size, for the RTA52U
model, which retained two valves per cylinder). The reported benefits of the
triple-valve configuration are a more uniform temperature distribution around
the principal combustion space components (cylinder cover, liner and pis-
ton crown) at the increased maximum combustion pressures, along with even
lower temperatures despite the higher loads. Three fuel valves also foster sig-
nificantly lower exhaust valve and valve seat temperatures.
Other spin-offs from the research engine included a modified cylinder liner
bore-cooling geometry whose tangential outlets of the bores aim for optimum
distribution of wall temperatures and thermal strains at higher specific loads.
The geometry of the oil cooling arrangements of the piston crown was also
modified to maintain an optimum temperature distribution. The good piston
running behaviour was maintained by retaining established features of the
Cylinder cover new
material
3 injection valves
(simplified) even
temperature
distribution
High-efficiency
condensate
separator
Improved drain for
condensate
Redesigned column
opening
Main bearing cover
enlarged
Stronger shrinkfit
Unchanged
bearing loads
Cylinder liner
–New shape
–New bore cooling
–Optimum temperature
distribution
Multi-level
lubrication
New damper
adaption
New gland box
Adapted spray
cooling nozzles of
piston
High-pressure pipes
–Improved coupling
–Enlarged diameter
Top ring
–Thicker
–Preprofiled
–Plasma coated
FigurE 12.8 Main improvements introduced in rTA-2u series engines
RTA design: multi-level cylinder lubrication, die-casting technology for cyl-
inder liners and temperature-optimized cylinder liners. Advances in materials
technology in terms of wear resistance have permitted engines to run at higher
liner surface temperatures. This, in turn, allows a safe margin to be maintained
above the increased dew point temperature and thus avoiding corrosive wear.
Some refinements were introduced, however, to match the new running
conditions. Four piston rings are specified for the RTA-2U engines instead of
the five previously used. The top ring is now thicker than the other rings and
has a pre-profiled running face, as on the RTA84C container ship engine. The
top ring is also plasma coated. The plasma-coated, pre-profiled thicker rings
have demonstrated excellent wear results. The radial wear rates were measured
at
0.04 mm/1000 h in trials of up to and exceeding 13 000 h of operation.
An important contribution to low wear rates of liners and pistons results
from improving the separation and draining of water borne in the cooled scav-
enge air before it enters the cylinders, particularly at higher engine loads. The
RTA-2U engines were specified with a more efficient condensate water separa-
tor in the scavenge air flow after the cooler, along with a more effective drain.
rTA-T Series
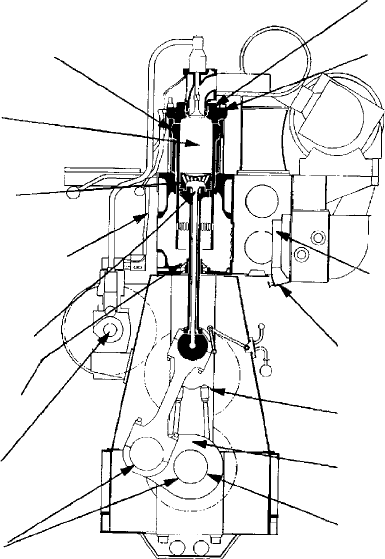
A number of design modifications to the RTA series were introduced for the
ultra-long stroke RTA48T, RTA58T and RTA68T engines to achieve more
compact, lower weight models offering reduced production, installation and
maintenance costs (Figures 12.9 and 12.10). A TBO for the main components
of 15 000 h was sought. Cutting the manufacturing cost, despite the greater
stroke–bore ratio (4.17) than previous RTA series engines, was addressed by a
number of measures: reducing the size and weight of components, simplifying
the designs of components and sub-assemblies and making them easier to pro-
duce, reducing the number of parts and designing to save assembly time.
An example of the design changes made to reduce the sizes and weights
of components is provided by the cylinder cover, along with its exhaust valve,
housing and valve actuator. An overall weight saving of 30 per cent was
achieved on each new cover, largely due to the smaller dimensions. Reducing
the distance between cylinder centres by around 9 per cent allowed compo-
nents such as the bedplate, monobloc columns and cylinder block to be reduced
in size, resulting in weight savings of 13–14 per cent (Figures 12.11–12.13).
The cylinder block is lower in overall height and thus lighter than in equivalent
RTA-2U engines. The freedom for ship designers to create short enginerooms
was enhanced by a degree of flexibility in the fore and aft location of the turbo-
charger and scavenge air cooler module.
The hydraulic jack bolts on the main bearings were eliminated and replaced by
simple holding-down bolts that fix the bearing cap directly to the bedplate (Figure
12.14). In addition, it was possible to simplify the column structure in the region
where the jack bolts had needed support and thereby omit machining operations.
The scavenge air receiver was simplified by using a ‘half-pipe’ design, which is
welded to the module incorporating the turbocharger and scavenge air cooler.
rTA design developments 397
398 Wärtsilä (Sulzer) Low-Speed Engines
The result was an easier manufacturing process and significant weight sav-
ings compared with equivalent RTA-2U series engines. The single-piece col-
umn structure can be manufactured without the need for machining inclined
surfaces: all machined surfaces on the columns are either vertical or horizontal
by design. Eliminating the jack bolts on the main bearings also allowed the
design of the columns to be made more tolerant to welding quality.
The exhaust valve actuator was redesigned for the RTA-T engines. The
bush of the actuating piston was eliminated and its function integrated directly
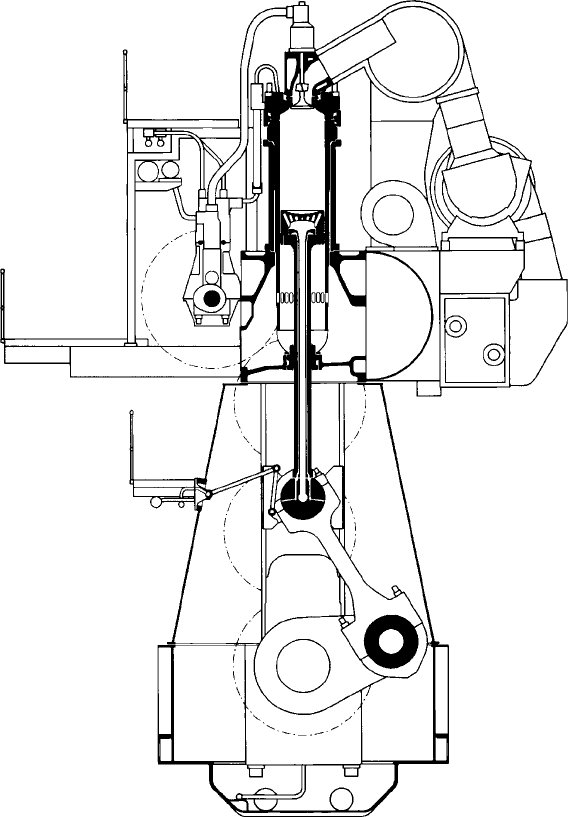
FigurE 12.9 Cross-section of rTA58T engine. note the high camshaft level allowing
the use of shorter high-pressure fuel injection pipes for better injection control
into the housing, thus reducing the number of components to be produced and
the assembly time. Smaller dimensions and a lighter weight (by 27 per cent)
were also achieved. A substantial cost saving can be realized if an electrically
driven balancer at the forward end of the engine is specified, allowing the pre-
viously necessary coupling between balancer and camshaft to be omitted.
Valve-controlled fuel injection pumps are located at the height of the cylin-
der blocks. The fuel pump blocks can be directly bolted to the cylinder blocks
without using any shims. The intermediate gear wheels of the camshaft drive
can be aligned more quickly than before by means of a built-in device to move
the wheels vertically and horizontally into position.
Engines can be built up from modules, starting with the bedplate and crank-
shaft, and working up with the columns and cylinder blocks. The modules
can be pre-assembled at convenient, separate locations in the workshop. All
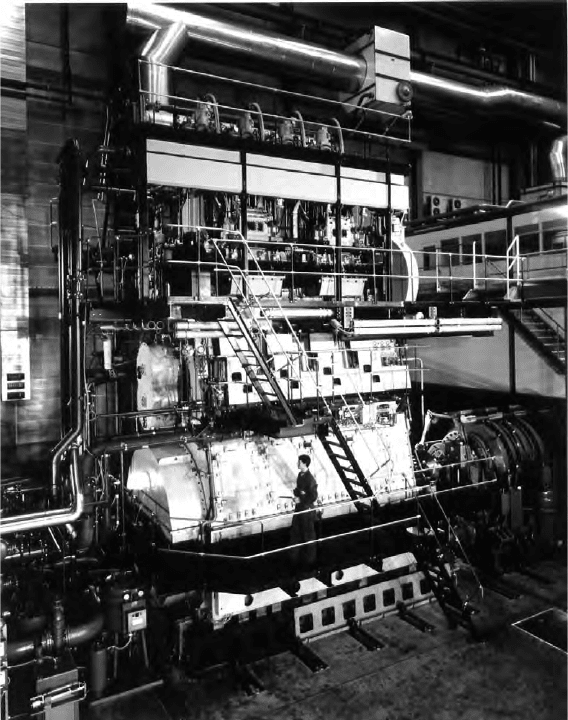
rTA design developments 399
FigurE 12.10 Sulzer 4rTA58 engine on test
400 Wärtsilä (Sulzer) Low-Speed Engines
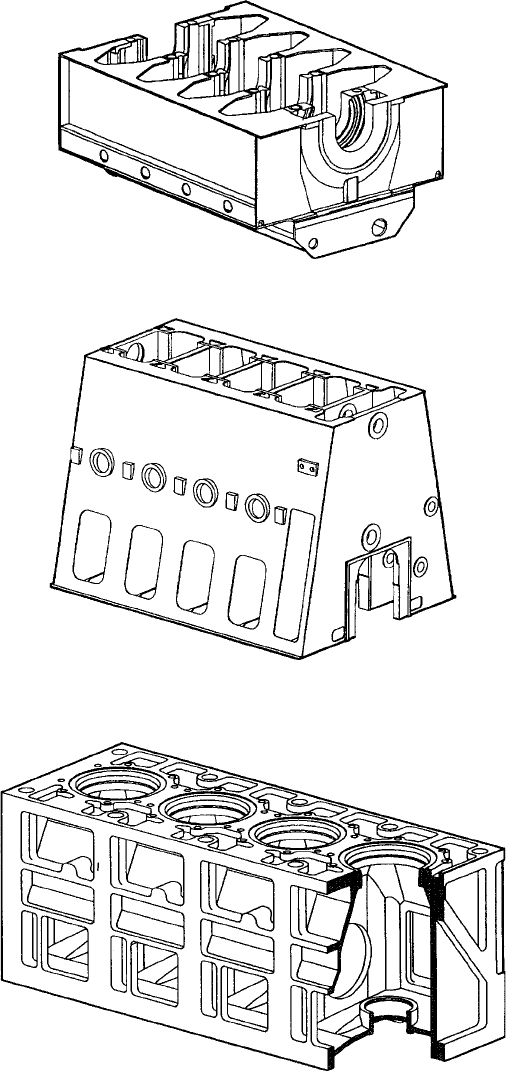
FigurE 12.11 Bedplate of rTA58T engine
FigurE 12.12 The monobloc columns of the rTA48T and rTA58T engines were
designed for simpler welding and machining
FigurE 12.13 The monobloc dry cylinder blocks of the rTA48T and rTA58T engines
were designed for reduced machining, compactness and lower weight