Woodyard D. (ed.) Pounders Marine diesel engines and Gas Turbines
Подождите немного. Документ загружается.

refinements—including a turbocharger optimized for lower loads, charge air
preheating and a new cooled part-load fuel nozzle—can be applied to new
engines and retrofitted to engines in service (see Chapter 3 for details). MAN
favoured the fuel–water emulsion route to reduced smoke over direct water
injection (Figure 22.28).
48/60B engine 597
25 50 75 100
Load [%]
25 50 75 100
Load [%]
P
charge air
t
exh. gas before TC
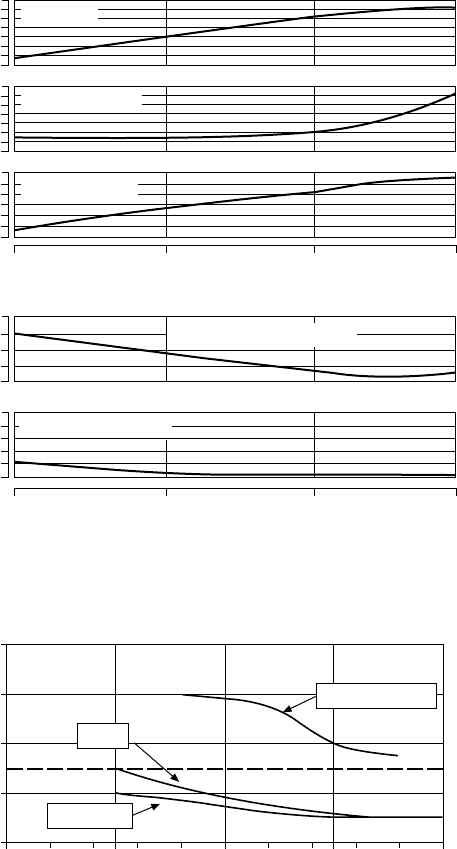
Firing pressure
Fuel consumption be ISO
Cyl. output = 1 200 kW n = 514 rev/min = constant NO
x
acc. IMO
Smoke index Bosch
Cyl. output = 1 200 kW n = 514 rev/min = constant NO
x
acc. IMO
[bar] 4
3
2
1
[C] 520
480
440
400
[bar] 200
150
100
50
[g/kW h] 210
200
190
180
170
[R
B
] 1.0
0.8
0.6
0.4
0.2
0
Figure 22.27 Operating data from the 12V48/60B test engine
DWI – water injection
FWE – fuel–water emulsion + partial load characteristic
Engine with DWI
Visible limit
48/60
48/60 FWE
0 25 50 75 100
Load %
Smoke
[R
B
]
0.8
0.6
0.4
0.2
0
Figure 22.28 Smoke reduction from a 48/60 engine equipped with fuel–water
emulsion (FWe) system
598 Man Diesel
See Chapter 16 for details of 48/60B engine development procedure.
L27/38 anD L21/31 engineS
A new generation of smaller medium-speed designs for propulsion and genset
drives—the L27/38 and L21/31 series—extrapolated the principles of the suc-
cessful L16/24 auxiliary engine (see section MAN B&W Holeby in Chapter 30),
including the twin camshaft configuration pioneered by the L32/40 series.
The L27/38 series (Figure 22.29) was introduced in 1997 and the L21/31 series
in 2000.
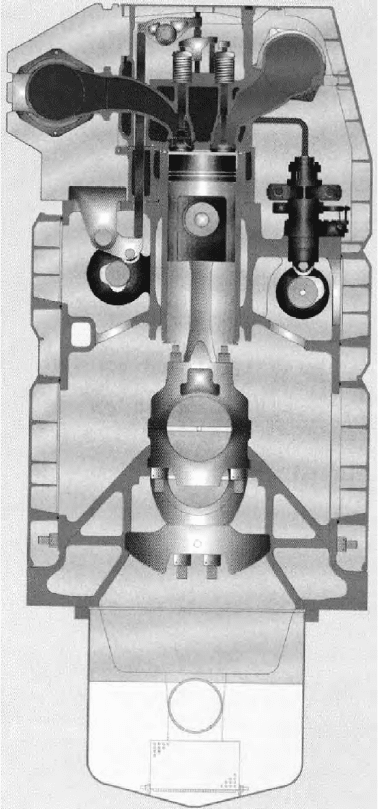
The monobloc cast iron engine frame is designed for a maximum combus-
tion pressure of 200 bar and direct resilient mounting. A static preloading of the
casting is maintained by through-going main bearing tie-rods and deeply posi-
tioned cylinder head tie-rods, thus absorbing the dynamic loads from gas and
mass forces with a high safety margin. All the rods are tightened hydraulically.
Well-supported main bearings carry the crankshaft with generously dimen-
sioned journals. The combination of a stiff box design and carefully balanced
crankshaft promotes smooth and vibration-free running. Large noise-dampen-
ing covers on the frame sides offer good access for inspection and overhaul.
A ‘pipeless engine’ philosophy resulted in integrated oil ducts, with no water
flowing through the frame; risk of corrosion or cavitation is thereby eliminated.
An innovation inherited from the L16/24 design, the front-end box, is
arranged at the free end of the engine. It contains connecting ducts for cool-
ing water and lube oil systems as well as pumps (plug-in units), thermostatic
valve elements, the lube oil cooler and automatic back-flushing lube oil filter.
External pipe connections are arranged on the sides of the front-end box to
reduce engine length. A small optional power take-off is located on the for-
ward side.
Man B&W 48/60B engine data
Bore 480 mm
Stroke 600 mm
Speed 500/514 rev/min
Output 1200 kW/cyl
Cylinders 6, 7, 8, 9L/12, 14, 16, 18V
Power range
7200–21 600 kW
Mean piston speed 10/10.3 m/s
Mean eective pressure 25.8/26.5 bar
Maximum ring pressure 200 bar
Specic fuel consumption* 173 g/kW h
Specic lube oil consumption 0.6–0.8 g/kW h
*at 85 per cent mcr
Less advanced but pursuing the same philosophy as the front-end box, an
aft-end box is arranged at the flywheel end. This carries the turbocharger and
incorporates a two-stage charge air cooler and integrated ducts for high- and
low-temperature cooling systems. A regulating valve controls the water flow to
the second stage of the cooler, adjusting to the operating conditions to secure
an optimum charge air temperature.
High performance from the piston and ring pack depends on the cylinder
liner geometry over the entire load range, the temperature in the TDC position
of the top piston ring, and measures to avoid bore polishing. The liner is of the
thick-walled high collar design, which protects the sealing between cylinder
L27/38 and L21/31 engines 599
Figure 22.29 Cross-section of L27/38 engine, a larger version of the L21/31 design
600 Man Diesel
head and liner from the influence of engine frame distortions. Only the collar
is water cooled, ensuring a stable geometry under variable load conditions. The
temperature in the TDC position of the top piston ring is optimized to prevent
cold corrosion, which is especially important in HFO operation.
Years of experience with the flame ring concept successfully applied to the
28/32A and 23/30A engine series (see Chapter 18) was adopted for the L27/38
engine. The flame ring, inserted directly in the top of the cylinder, has a smaller
inside diameter than the cylinder bore. The piston has a similar reduction in its
top land diameter, allowing the flame ring to scrape away coke deposits and
avoid bore polishing of the liner; optimum ring performance and low lube oil
consumption over a long period are fostered.
Monobloc pistons in nodular cast iron had been state of the art for a number
of years for applications imposing a maximum combustion pressure of around
160 bar. With pressures up to 200 bar, however, a monobloc piston was not suit-
able for the new engine generation. A composite piston, with bore-cooled steel
crown and nodular cast iron body, was therefore specified. The different barrel-
shaped profile of the piston rings and the chromium-ceramic layer on the top
ring target low wear rates and extended maintenance intervals.
The connecting rod is of the marine head-type, with the joint above the
head fitted with hydraulically tightened nuts; the head remains on the crank-
shaft when the nuts are loosened for removal. A low overhaul height is secured.
If engineroom space allows, the complete cylinder unit (cylinder head, water
collar, liner, piston and connecting rod) can be withdrawn as a single assem-
bly. A complete unit can thus be sent ashore for overhaul and replaced with a
new or overhauled unit. The thin-walled main bearing shells are dimensioned
for moderate bearing loads and a thick oil film. The crankshaft is a one-piece
forged component provided with counterweights on all crank webs (attached
by hydraulically tightened nuts) to yield suitable bearing loads and vibration-
free running.
A combustion pressure of 200 bar and a mean effective pressure of 23.5 bar
influenced the choice of nodular cast iron as the material for the four-stud
cylinder head. The rocker arms for the two inlet and two exhaust valves are
mounted on a single shaft supported in the casting. The cylinder segment
charge air receiver is integrated in the casting, with the exhaust gas outlet arranged
on the opposite side. This cross-flow design, together with flow-optimized
inlet and outlet ducts, creates a swirl effect benefiting charge air renewal and
combustion.
Inlet and exhaust valve spindles are armoured with heat-resistant hard
metal on the seats. The exhaust valve spindles feature integrated propellers for
rotation by the gas flow in order to equalize and lower the seat temperature,
and to prevent deposits forming on the seat and on the water-cooled valve seat
ring. The inlet valve spindles have valve rotators to minimize seat wear.
Two independent camshafts separate the functions of fuel injection and
charge air renewal, one operating the injection pumps and one actuating the
valve gear. Optimum adjustment of the gas exchange without influencing
the injection timing is thus secured. Cam followers on the valve camshaft each
actuate two valves via pushrods, rocker arms and a yoke.
A dedicated camshaft for fuel injection makes it possible to alter the tim-
ing, when required, for a low NOx emission mode while the engine is in oper-
ation; the engine can also be easily adapted for running on different fuel oil
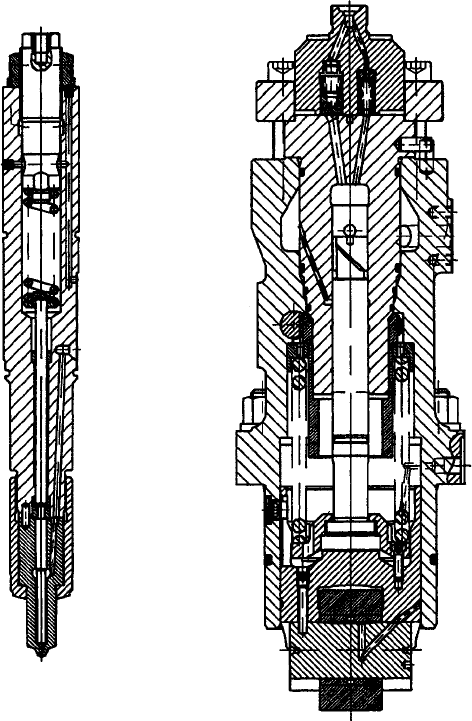
qualities. The injection pump has an integrated roller guide directly activated
by the fuel cam (Figure 22.30). Pipe systems are virtually eliminated, thanks
to slide connections between the pumps, promoting easy assembly/disassem-
bly and safety against vibration and leakage. An uncooled injection valve con-
tributes to simplicity of the injection system, which is designed for a pressure
of 1600 bar; effective atomization is thus fostered even at part-load operation
with small injection volumes, contributing to a low exhaust smoke value. The
L27/38 and L21/31 engines 601
Figure 22.30 Fuel pump and injector of L27/38 engine
602 Man Diesel
complete injection equipment is enclosed behind easily removed covers. A fuel
feed pump and filter are standard on propulsion engines.
The constant pressure turbocharging system incorporates a bypass connec-
tion from the turbocharger air outlet to the gas inlet side in order to increase
the charge air pressure at part load. For certain operating conditions requiring
high engine torque at reduced engine speed, a waste gate arrangement is incor-
porated in the exhaust system.
An entirely closed lube oil system eases installation and avoids the risk of
dirt entering the lube oil circuit. A helical gear-type lube oil pump is mounted
in the front-end box and draws oil from the wet sump. The oil flows via a pres-
sure regulator through the lube oil plate cooler and the automatic back-flushing
filter; this solution eliminates the exchange of filter cartridges as well as the
waste disposal problem. The back-flushing filter is drained to the sump and a
purifier connected to maintain the lube oil in a proper condition. An integrated
thermostatic valve ensures a constant lube oil temperature to the engine.
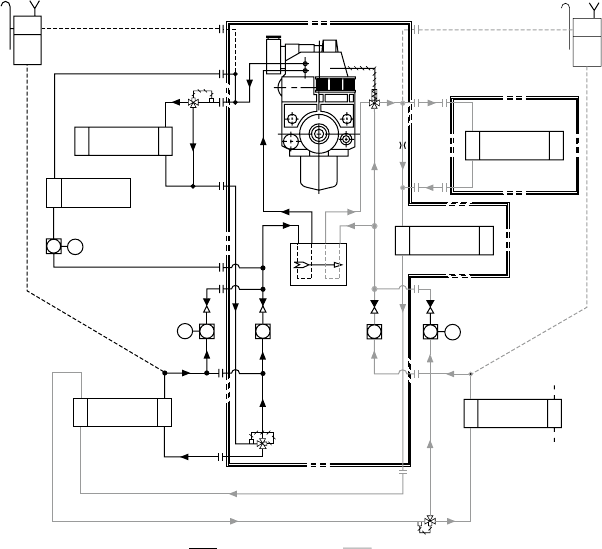
A cooling water system based on separate low-temperature (LT) and high-
temperature (HT) systems is standard, both circuits cooled by freshwater
(Figure 22.31).
Regulating
valve
Orifice
Gear oil
cooler
Lub. oil
cooler
LT pump
standby
M
LT pump
HT pump
Charge air cooler
Central
cooler
Seawater
LT systemHT system
HT cooler
HT pump
stand–by
M
~
~
~
M
Circulating
pump
Preheater
Heat
recovery
Figure 22.31 Cooling water system of the L27/38 engine, with the high-temperature
(HT) circuit on the left and low-temperature (LT) circuit on the right
Engine speed is controlled by a mechanical or electronic governor with
hydraulic actuator. All media systems are equipped with temperature and
pressure sensors for local and remote reading. The number and type of param-
eters to be monitored are specified in accordance with (but not limited to) the
classification society requirements. Shutdown functions for lube oil pressure,
overspeed and emergency stop are provided as standard. The monitoring,
control and safety system is arranged for compatibility with MAN Diesel’s
CoCoS system for engine diagnosis, maintenance and planning, and spare
parts handling.
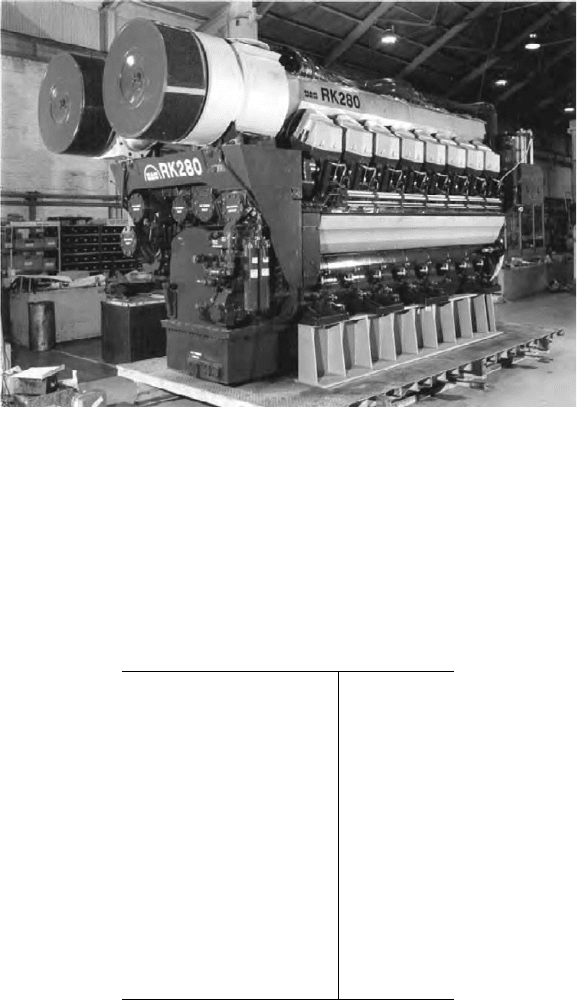
V28/33D engine
Developed by the British designer Ruston, the RK280 engine was inherited
by MAN Diesel when the German group acquired the UK portfolio of Alstom
Engines and transplanted to Augsburg as the MAN V28/33D series. The first
production engines (V20-cylinder models) were delivered at end-2005 for
powering a monohull fast ferry; others in V12, V16 and V20 configurations
have since been supplied for high-speed catamaran ferries, a mega yacht and a
naval offshore patrol vessel.
A completely new medium-speed engine, the RK280 design had joined
the Ruston programme in 2001, offering a considerably higher output than
the long-established RK270 series (see Chapter 24) for commercial and naval
propulsion and genset drive applications (Figures 22.32–22.34). The 280 mm
bore engine was introduced as the world’s most powerful 1000 rev/min design,
released with an initial rating of 450 kW/cylinder. The programme of V12-,
16- and 20-cylinder models thus covers a power range from 5400 kW to
9000 kW. An output of 500 kW/cylinder was specified for the design, however,
equating to a future rating of 10 000 kW for the 20RK280 engine.
V28/33D engine 603
L21/31 and L27/38 propulsion engine data
L21/31 L27/38
Bore
210 mm 270 mm
Stroke 310 mm 380 mm
Cylinders 6–9L 6–9L
Speed (rev/min) 1000 800
Output (kW/cyl) 215 340
Power range (kW) 1290–1935 2040–3060
Mean eective pressure (bar) 24.1 23.5
Mean piston speed (m/s) 10.3 10.1
Combustion pressure (bar) 200 200
Five-cylinder versions are also oered for genset applications
604 Man Diesel
An STC (sequentially turbocharged) version of the V28/33D engine features
a digitally controlled system programmed to automatically switch off one of the
two turbochargers at low revolutions per minute, improving the amount of air
reaching the combustion chambers. STC, applied in installations requiring an
extended torque envelope, is controlled by the SaCoS electronic control unit.
The engine is designed to operate on middle distillate fuels, such as DMA or
DMB and equivalent specifications. A competitive specific fuel consumption of
less than 190 g/kW h is reported, with NOx emission levels of less than 10 g/kW h
from primary reduction measures alone. Compactness and lightness are reflected
Figure 22.32 V16-cylinder version of the 28/33D engine
V28/33D design data
Bore 280 mm
Stroke 330 mm
Cylinders V12, 16, 20
Output*
450 kW/cyl
rated speed 1000 rev/min
Mean eective pressure 26.6 bar
Mean piston speed 11 m/s
Power range 5400–9000 kW
Power density 5.1 kg/kW
Fuel consumption 190 g/kW h
*Continuous rating
V28/33D engine 605
A B
O
N
M
L
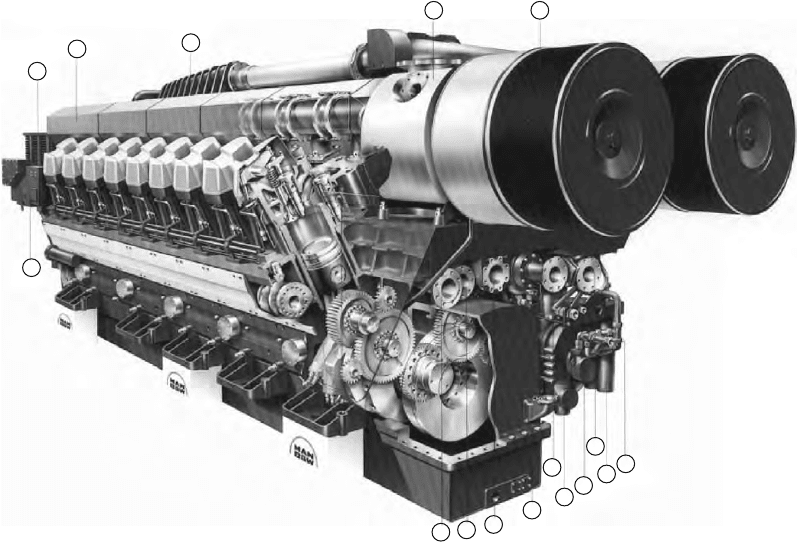
Key to main components
A Turbocharger
B Air filters
C Freshwater pumps
D Seawater outlet
E LT water outlet
F Fuel inlet
G Lubricating oil filter & dipstic
k
H Fuel lift pump
I Lubricating oil pump
J Fuel filters
K HT water outlet
L Duplex lubricating oil filter
M Lubricating oil cooler
N Heat shields
O Intercoolers
D
C
E
G
I
C
H
J
F
K
Figure 22.33 Cutaway of V28/33D engine showing the gear train for the camshaft and service pump drives
606 Man Diesel
in a dry weight of 46 tonnes and a power density of 5.1 kg/kW for the V20-
cylinder version, which measures 7.33 m long 2.1 m wide 3.18 m high. A
detailed analysis of all parts was carried out to achieve the high power-to-weight
and size ratios, and aluminium alloy materials were used where possible.
The V28/33D (RK280) design benefited from experience with RK270 engines
powering fast ferries, as well as feedback from RK215 engine installations.
Advantage was also taken of advanced software packages, new development
methodologies and project management techniques. Areas of the RK270 design
that had proved particularly successful—such as the integrity of the bottom end
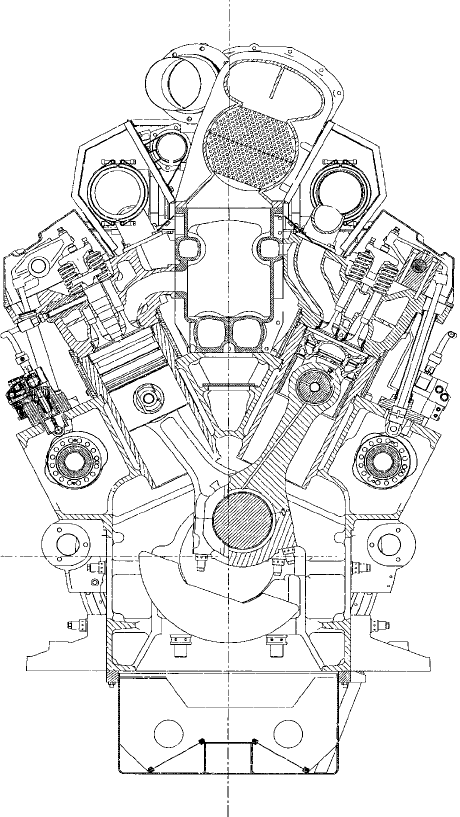
Figure 22.34 Cross-section of V28/33D engine