ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Single-operation dies can often be run at high speed. When a higher rate of production is needed, it is sometimes more
practical to increase the speed of the press than to use an additional die, provided the flywheel, bearings, gibs, and gears
can withstand the additional speed.
Compound dies are one-station dies in which more than one operation is done on a workpiece in one press stroke
without relocating the workpiece in the die. The operations must be such that their inclusion does not weaken the die
elements or restrict other operations. The operations are generally done in succession in the course of the press stroke,
rather than simultaneously.
Typical combinations of operations include:
• Cutting a blank from a strip and then forming
• Lancing and forming a tab or louver
• Forming a flange and embossing stiffening bead
When a die is used for blanking and forming a part, holes can often be pierced in the bottom with the same die. When
pierced holes are required in a flange, piercing should be done after the flange has been formed; otherwise, the hole (and
perhaps the edge of the flange) can be distorted. The combination of lancing and forming is common. Continued travel of
the lancing punch does the forming. Flanging can be combined with forming or embossing if no metal flow is necessary
after the flange has been formed.
A compound die may or may not cost more than a set of single-operation dies. Loading and unloading can be automated
or manual. Compound dies are generally operated at slower speed than single-operation dies. In the automotive industry,
single-operation and compound dies are both set up in a press line. Coil stock or blanks are automatically fed into the first
press, and the workpiece is automatically removed and transferred to the next press, where the cycle is repeated until the
workpiece is completed. Typical parts are front grills, hoods, roof panels, and deck lids.
Several operations can be performed successively on a workpiece in a press, using two or more compound or single-
operation dies. The parts can be manually transferred from die to die, eliminating storage and transfer between presses.
The capacity of a large-bed press may be more fully utilized by performing several operations during each press stroke.
Progressive dies perform a series of operations at two or more die stations during each press stroke as the stock is
moved through the die. One or more operations are done on the workpiece at each die station. As the outline of the
workpiece is developed in the trimming or forming stations, connecting tabs link the workpiece to the strip until the
workpiece reaches the last station, where it is cut off and ejected from the die. Pilot holes that are engaged by pilot pins in
the die keep the workpieces aligned and properly spaced as they progress through the die.
The initial cost of a progressive die is generally greater than that of a series of individual dies for the same workpiece.
However, unless the production quantity is low, the lower setup, maintenance, and direct-labor costs for the progressive
die will often outweigh its higher initial cost.
A set of individual dies is sometimes used for making a complex part prior to the designing and building of a progressive
die. This is done for two reasons. First, a set of individual dies can usually be made in less time than a progressive die,
thus permitting earlier production startup, and second, the experience gained in producing the parts in individual dies can
be used in designing the progressive die. From this experience, it can be determined:
• How the metal flows and reacts in the die
• How much work can be done in each operation
• What is the best sequence of operations
• What the size and shape of the developed blank should be
Although a progressive die runs more slowly than a single-operation or a compound die for similar work, overall
production is usually higher because the die is operated more continuously. Progressive dies are used to perform an
almost endless variety of operations on one piece. Operations that can be combined in a progressive die include notching,
piercing, coining, embossing, lancing, forming, cupping, drawing, and trimming.

Transfer dies are similar to progressive dies except that the workpieces being processed are not attached to a strip but
are mechanically moved from station to station. A blank is automatically fed into the first station and moved to the next at
each press stroke. The first station can be a blanking die, which cuts a blank from manually or automatically fed stock
during each press stroke.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Selection of Steel for Forming
Hot-rolled commercial-quality rimmed steel is suitable for many forming applications and has the advantage of
minimum cost. Cold-rolled, drawing-quality, special-killed, and temper-passed steel has maximum formability and yields
parts with the best appearance and finishing characteristics, but it is more expensive.
In selecting steel for forming, attention must be paid to deoxidation practice. Killed steel is preferred where sheets must
be free of significant changes in mechanical properties (strain aging) for a long time, where neither stretcher strains
(Lüders lines) nor roller leveling is permitted, or where better mechanical properties are desired for severe forming
applications.
Generally, killed steel has mechanical properties that are superior to those of drawing-quality rimmed steel (particularly,
it has low yield point); killed steel also has better formability and performance, less tendency to form buckles, and is
usually free from aging. However, inferior surface properties and more surface defects can be expected from killed steel
than from rimmed steel, with consequent higher scrap or repair loss because of these defects. In addition, panels produced
from killed steel are usually less resistant to handling damage and oil canning because of the lower yield strength of this
steel.
Most major producers of stampings restrict the use of killed steel to the most severe draws, to low-volume parts when the
steel inventory cannot be used before aging begins in rimmed steel, and to small or irregularly shaped parts for which
sheet cannot be roller leveled successfully. To ensure optimal performance, killed steel should have a fine, flat, elongated
grain; ASTM grain size 7 to 8 is preferred. Stretcher strains may often be removed by roller leveling if the size and shape
of the blank permit. However, this is the responsibility of the supplier because killed steel is expected to be usable without
roller leveling.
Adding a die operation may reduce the severity of forming enough so that a rimmed steel can be used instead of a killed
steel. The overall cost of producing a part is usually the criterion for determining whether to use a more expensive grade
of steel or a more expensive die system. Depending on blank size, die complexity, and number of pieces to be produced,
the savings in material may offset the additional die costs.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Stretcher Strains
Stretcher strains, or Lüders lines, and the Piobert effect, also known as worms, are characteristic markings that appear on
the surface of low-carbon steel that has been annealed as a final mill operation. These lines appear during the early stages
of stretching and almost disappear as the stretch exceeds 5 to 10%. In tension, the lines are depressions in the surface; in
compression, they are raised; and in bending, the same phenomenon causes flutes or kinks. Stretcher strains have no
harmful effect on strength. In stampings that are visible in service, stretcher strains are generally unacceptable, because
they show clearly through paint.
Stretcher strains can be avoided by a temper pass of about 1% cold reduction after final annealing. The correction is
normally permanent in killed steel, but stretcher strains frequently recur in rimmed steel unless it is formed in 1 week or
less, depending on the amount of temper pass, the temperature, steelmaking practice, and the amount of forming in the
stamping.
The probability of stretcher straining can be eliminated from temper-passed rimmed steel and from insufficiently temper-
passed killed steel by roller leveling through a machine that flexes the sheet sufficiently in bending to remove the sharp
yield point and the yield point elongation that cause stretcher strains. This amount of cold work does not reduce drawing
quality (in some steels, the quality may be improved by reducing the yield point), but additional strain aging is induced,
which reduces formability if the steel is stored after roller leveling. Roller-leveled steel should be used within 24 to 72 h
after leveling. The sheet should be passed through the roller leveler once in each direction because about 455 mm (18 in.)
of the entering end of the sheet is not flexed.
Occasionally, a lift, or even a shipment, of steel does not respond to roller leveling. If such material is unsatisfactory after
two passes through the roller leveler, it should not be used for parts that will be exposed in service. However, the
performance of annealed steel used for a very difficult unexposed part can be improved by a single pass through the roller
leveler.
Annealed sheet cannot be roller leveled for an exposed part, because the flex roll kinks the sheet so severely that, after
forming, the deformation will not disappear. In addition, small stretcher strains will occur between the kinks.
Coil breaks and stickers have the appearance of stretcher strains, but both are distinctly different. Coil breaks are regularly
spaced, and stickers are spotty. Roller leveling has no effect on these defects.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Strain Aging
The effect of aging of rimmed steel on formability is variable and may be impossible to predict on the basis of tests. One
rimmed steel may not age at all, while another may make the most difficult draws when received and, after aging 30 days,
may not make minimum draws.
After an operation such as blanking, forming, or finishing, strain aging is more pronounced than for unworked steel. It is
therefore advisable to complete the sequence of operations on a part without intervening storage unless artificial aging
tests positively indicate the absence of aging.
Artificial aging tests give an approximate measure of the strain-aging characteristics of the steel, but do not predict the
time at which definite changes in mechanical properties will occur. Artificial aging does not change the tensile strength
appreciably; however, yield strength and hardness will always increase, while elongation and uniform elongation will
always decrease.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Surface Finish
The surface roughness of sheet steel has an effect on the finishing cost and the appearance of the formed product as well
as on processing in dies and on other operations. Dull or slightly roughened surfaces are used especially in parts with the
deepest draws in order to retain lubricant through the operations for minimum scoring of the dies and for better flow of
metal over pressure pads. Sheet with a surface roughness of about 0.75 to 1.3 μm (30 to 50 μin.) draws well and is smooth
enough for most painted parts, such as hood tops and fenders, that require average paint finish.
Single-dip or painted parts intended for trim and interior moldings require a smoother surface of about 0.25 to 0.5 μm (10
to 20 μin.). Sheet for average decorative chromium-plated parts should have surface roughness no greater than 0.25 μm
(10 μin.) where the surface is to have no preparation except a light polishing to remove die marks. Parts with surface
roughness as high as 0.4 μm (15 μin.) require additional surface preparation--for example, buffed copper plate applied
before another plating.
The selection of fine-grain steel (ASTM grain size of 9) with minimum surface roughness for forming usually sacrifices
some ductility and latitude in die design. With fine grain, the steel will be somewhat harder, higher in yield point and
elastic ratio (yield point/tensile strength), lower in elongation and uniform elongation, and more likely to strain age.
Surface defects in unexposed parts may be acceptable if the function or the strength of the part is not affected. The
following example describes the use of two different grades of steel for forming a concealed panel on which surface
defects were acceptable and for forming a panel that required a smooth surface for painting.
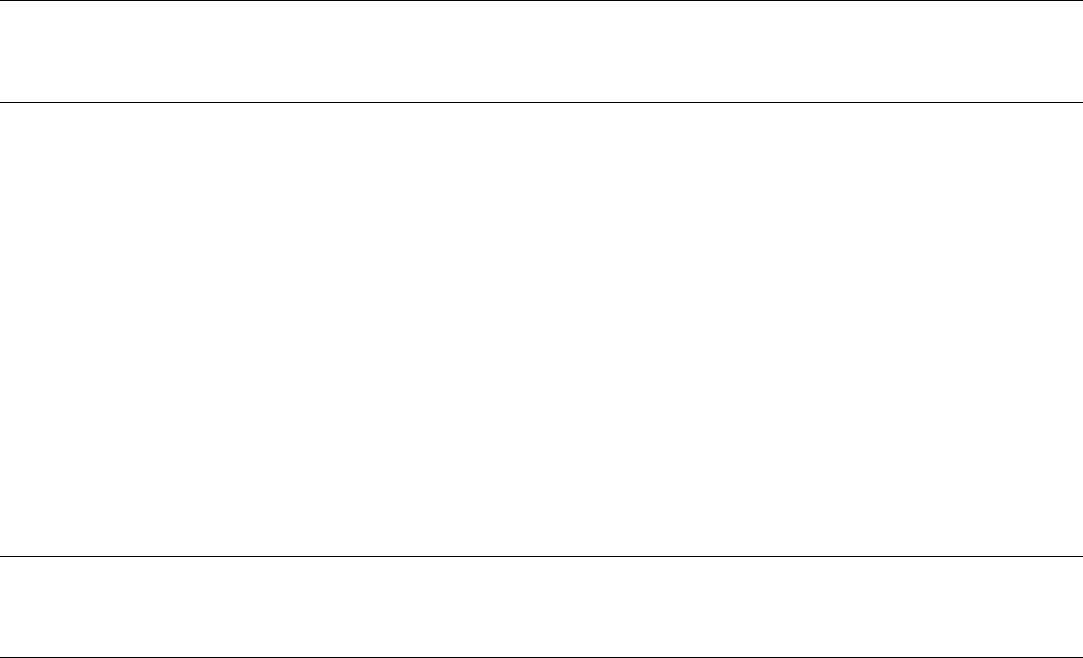
Example 1: Effect of Grade of Steel on Surface Finish of Severely Formed Parts.
Figure 1 shows an inner panel for a glove-compartment door that was made of 0.81 mm (0.032 in.) thick cold-rolled
drawing-quality rimmed 1008 steel. On some parts, stretcher strains appeared in the severely stretched flat surface, as
shown in Fig. 1. When the stock strained, the parts were used for a part number where the surface was covered by another
detail. Parts that had severe stretcher strains also cracked in the areas shown in Fig. 1 and were not acceptable.
Fig. 1
Formed panel on which stretcher strains and cracks sometimes occurred. Some of the strained parts
could be used in applications in which they were concealed in service; cracked parts were unacceptable.
Dimensions given in inches.
The outer panel for the same door, however, was visible and had to have a maximum surface roughness of 1.15 μm (45
μin.) before it was painted. Killed or flex-rolled steel strip was used for the outer panel to minimize the stretcher strains.
The transfer die for the door panel was set up in a 7 MN (800 tonf) straight-side mechanical press operating at 500 strokes
per hour. The die was cleaned after each shift, and it was resharpened after making 40,000 pieces. Lubrication was a
chlorinated oil applied to the stock by rollers.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Process Development
Users should control the type of tryout steel furnished for process and tool development and tryout runs. Steels that are
below the average quality expected in regular production shipments should be selected. For tentative severity
classification of a part, a steel near maximum in hardness and near minimum in formability should be used.
Tools developed with steel of below-average quality are seldom troublesome and run with minimum tool breakage and
steel rejection when the production run begins. They are also less sensitive to pressure adjustments, variations in sheet
thickness, or normal variations in steel properties, and maintenance costs are usually less. Conversely, tools developed
with steel of above-average quality are often unsatisfactory when forming regular production shipments of steel. In the
following example, rimmed steel was replaced by killed steel after initial forming experience.
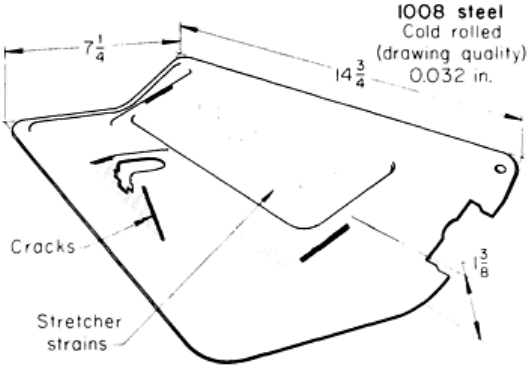
Example 2: Use of Killed Steel to Avoid Annealing.
The steel originally used to form the cross-suspension member shown in Fig. 2 was 2.44 mm (0.096 in.) thick hot-rolled,
drawing-quality rimmed 1010 steel. The blank edges strain-age hardened sufficiently during the time (up to several days)
between blanking and forming to cause the edge in the hump area (Fig. 2) to fracture during forming.
Fig. 2 Cross-suspension member that was made of killed steel rather than rimmed steel to avoid strain-
age
hardening that caused cracking during forming. Dimensions given in inches.
The part was produced in the following sequence of operations:
• Blank
• Coat with dry soap film lubricant
• Preform to start the center hump
• Form
• Pierce holes in the side of the channel section (not shown in Fig. 2)
In the hump area, the stretch along the edge was 25 to 33%. The blanking operation was separate from the forming
operation, and 1 day or more usually elapsed between blanking and forming. Strain aging occurred during this period. The
time between blanking and forming included application of the lubricant, which involved heating the blanks to 100 °C
(212 °F) to dry the film. The strain aging occurred as a combined result of the baking temperature and time lapse.

In the first effort to correct this condition, the rimmed steel blanks were annealed before forming. The use of special-
killed 1010 steel (also hot rolled and drawing quality) was then considered. The killed steel cost more than the rimmed
steel, but the elimination of annealing and handling costs yielded a cost savings.
The parts were run in a 4.5 MN (500 tonf) double-action toggle press at 12 strokes per minute. Annual production was
300,000 pieces.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Annealing
Descriptions of procedures for full annealing, in-process annealing, spheroidizing, and normalizing are given in Heat
Treating, Volume 4 of the ASM Handbook. Pieces formed from fully annealed sheet have a tendency toward stretcher
straining and fluting; therefore, fully annealed sheet is used most often for unexposed parts, for which these conditions are
not objectionable. Workpieces that must have a specified hardness after forming are made of annealed, spheroidize-
annealed, or pretempered stock, depending on the severity of the forming operation.
Where only a spot or local anneal is needed for further forming, the area can be heated with torches to 870 to 925 °C
(1600 to 1700 °F). The disadvantages of torch annealing are the lack of close control and the formation of scale. Areas
that have been heated must be cleaned by pickling, abrasive blasting, or polishing.
In-process annealing is done after some press-forming operations to remove the effects of cold work and to increase
formability for subsequent operations. To prevent the formation of scale, a protective atmosphere is used during the
heating and cooling of the workpiece. An inexpensive exothermic atmosphere is sufficient for low-carbon steel. If a
protective atmosphere is not available, the annealed work usually must be pickled or abrasive blasted to remove scale.
Process annealing often causes excessive grain growth. If the pieces have been subjected to a considerable amount of cold
work before annealing, they may crack during subsequent forming and may have a rough surface appearance in the
formed area.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Cleaning
The procedure for cleaning steel sheet before forming depends on the type and amount of soil present and on the finish
specified for the formed surface. Removing soil before forming improves the surface finish, prevents marking of the
formed piece, and prolongs die life. Large particles can be removed by wiping, which allows oil to remain and act as a
lubricant. Coil stock can be cleaned by feeding it between wiping pads at the press. Another method is to feed the coil
through a vat of emulsion cleaner or a light-duty drawing lubricant before it passes between the wiper pads. This
procedure is an economical means of simultaneously removing foreign material and providing lubrication.
Cleaning the steel in this manner normally does not completely remove the smudge from the surface. This condition is
generally desirable because the smudge acts as a filler in the lubricant. Many parts are formed using only mill oil with its
smudge for lubrication. If the smudge must be removed, a rotating brush can be used between the emulsion cleaner and
the press to scrub the work metal surfaces.
Scale is often removed by abrasive blasting or pickling before the hot-rolled sheet is formed. Both methods remove the
residual lubricant. Workpieces that have been in-process annealed without a protective atmosphere are usually cleaned by
abrasive blasting before final forming. The need to clean parts after forming is determined by the subsequent operations
and by the necessary finish. The necessity for cleaning immediately after forming can be minimized by choosing
lubricants that are compatible with welding, painting, plating cycles, and handling. More information on the cleaning of
parts is available in Surface Engineering, Volume 5 of the ASM Handbook.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Deburring of Blanks
The deburring of blanks prior to forming depends on the operations performed on a blank and on the end use of the
formed part. Burrs on blanks that will be severely formed can reduce formability and increase breakage. Burrs are unsafe
and unsightly on the exposed portions of consumer products. Burrs on blanked or pierced parts cannot be avoided, but
their formation can be minimized by the use of proper clearance between punch and die and by keeping tools sharp (see
the articles "Blanking of Low-Carbon Steel" and "Piercing of Low-Carbon Steel" in this Volume).
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Work Metal Thickness
Thickness variations in sheet steel can cause parts made on the same tooling to be of different shapes. This is because of
springback or because the pressure applied is either insufficient or excessive at sharp corners or at sides that are to be held
at a predetermined angle.
If the sheet is too thick, a die or roll adjusted to a certain thickness may pinch the steel and localize the stretching, thus
causing fracturing; or it may work harden the steel and cause excessive springback in a subsequent operation. Thickness
greater than the die clearance may cause undesirable marring of the surface of the part or galling and scoring on the
surface of the tools, and in some cases, it may be the reason for tool breakage.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Workpiece Shape
The size and shape of the workpiece and the number of operations needed to make it must be considered in determining
press capacity (both force capacity and bed size) and the type of tooling used. Open-end parts, or parts with one or more
open edges, can be formed two or more at a time from a single blank. Sheet metal elbows that cannot be made from
tubing are formed four halves at a time, then separated and assembled into two elbows. Small flanged parts with a low
ratio of flange width to stock thickness are often difficult to form because of slippage and unbalanced forces. Forming
two parts at a time can balance the forces and reduce scrap. More information on the factors that affect press selection is
available in the article "Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume.
Recessed parts require special precautions in forming to avoid wrinkling in the flat area surrounding the recesses and
to prevent cracking the corners of the recess. In the forming of a deep recess in a large panel, for example, adjustment of
the blank-holder pressure may be necessary to prevent such failures. In this application, the deep recess is formed first,
with the material being drawn into the recess from the end and two sides of the blank; stretching done in the final forming
removes wrinkles.
When the cross section of the recess is a circular arc, acceptable percentages of stretch for recesses with various height-to-
diameter, h/d, ratios are:
h/d ratio 0.10
0.15
0.20
0.25
0.30
Stretch, %
3 6 10 15 22
Dish-shaped parts having only one recess, of regular or irregular shape, are commonly formed by stretching the metal
over a punch. The punch nose should be smoothly contoured so as not to trap the metal and should have as large a radius
as possible. Parts with a straight sloping surface can be free formed by stretching between a clamp ring and a small-
diameter punch. On large parts, stretch is most severe near the punch, and the work metal elongates and drapes from its
own weight, forming an undesirable concavity in the wall. Both of these defects, uneven stretch and concavity, can be
minimized by using a stepped punch.
Cone-shaped parts that are formed by a combined stretch-and-draw operation can be made in a progressive die
without first cutting the contour. This reduces the number of die stations that are required, and more than one part can
often be formed at a time.
Shapes With Locked-In Metal. In the forming of some shapes, metal may become locked-in (formed so that metal
flow is stopped) before enough of it has been drawn into the cavity to form the part completely, and the metal sometimes
fractures before the punch has reached the bottom of the stroke. In some cases, the strain that causes fracturing can be
relieved by piercing a hole or lancing the metal in a noncritical area.
Severely Formed Shapes. Developed blanks are sometimes used to provide sufficient metal in critical areas of
severely formed parts. Preforming helps to distribute the metal before final forming and restriking operations, thus
reducing the severity of these operations. Edge condition and ductility greatly influence the success of severe forming.
Offset Parts (Edge Bending). Scrap loss can sometimes be reduced when blanks can be produced in simple
rectangular form and subsequently edge bent in the final shape (see the article "Press Bending of Low-Carbon Steel" in
this Volume). Whether or not the severity of the edge-bending operation will adversely affect subsequent forming
operations must be considered. A potential savings of work metal can be quickly lost if edge bending work hardens the
pieces to the extent that many are broken in forming. In some applications, the tensile and compressive stresses set up in
edge-bent blanks can be counteracted by forming stretch flanges around the inner contours of the bends and compression
flanges on the outer contours. The same flanges made on a cut blank instead of an edge-bent blank could fracture during
flanging. On the other hand, reverse flanges made on an edge-bent blank may cause more severe stress than they would
on a cut blank and may possibly lead to a high scrap rate.
The edge-bending operation and its tooling are an added expense in the fabrication of a part. This expense must be
compared to the savings of work metal when one method is to be selected over the other.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Large Irregular Shapes
Large parts are usually formed in single-operation or compound dies mounted in large-bed presses. If the part is irregular
in shape, care must be taken in shaping the blankholder surfaces, in planning the orientation of the workpiece in the die,

and in planning the die operation to obtain approximately even stressing of all areas of the workpiece and to form the
piece in the fewest possible operations.
To make shallow draws, sometimes the metal must be locked in place by the blankholder in order to stretch the sheet
metal over the punch enough to set the contours. Draw beads or selective local applications of drawing compound are
used to restrict and control metal flow.
Large, irregularly shaped parts are often made by preshaping blanks before forming. This method reduces scrap when
making the blank and neutralizes the tensile and compressive stresses in the flanges. The blanks for automobile fenders
and other parts are preshaped by bending and tack welding them into a cone shape.
Use of Shaped Blankholders. Some parts that are made from preformed blanks are formed with the aid of shaped
blankholders to avoid distortion of the previously formed contours. In addition, parts that are not completely formed in
one operation may have to be clamped in a shaped blankholder in a second-operation die. The part in the following
example had a peripheral offset that served as a locating surface in the second-operation die, but the part had to be
clamped to prevent distortion during final forming.
Example 3: Holding a Previously Formed Workpiece in a Shaped Blankholder to
Prevent Distortion During Subsequent Forming.
After the first forming operation, the blank for the fan shown in Fig. 3 had a 4.78 mm (0.188 in.) offset outer rim and a 22
mm ( in.) deep recessed inner web. The surfaces were used as locators in a shaped blankholder for the subsequent
trimming and forming operations.
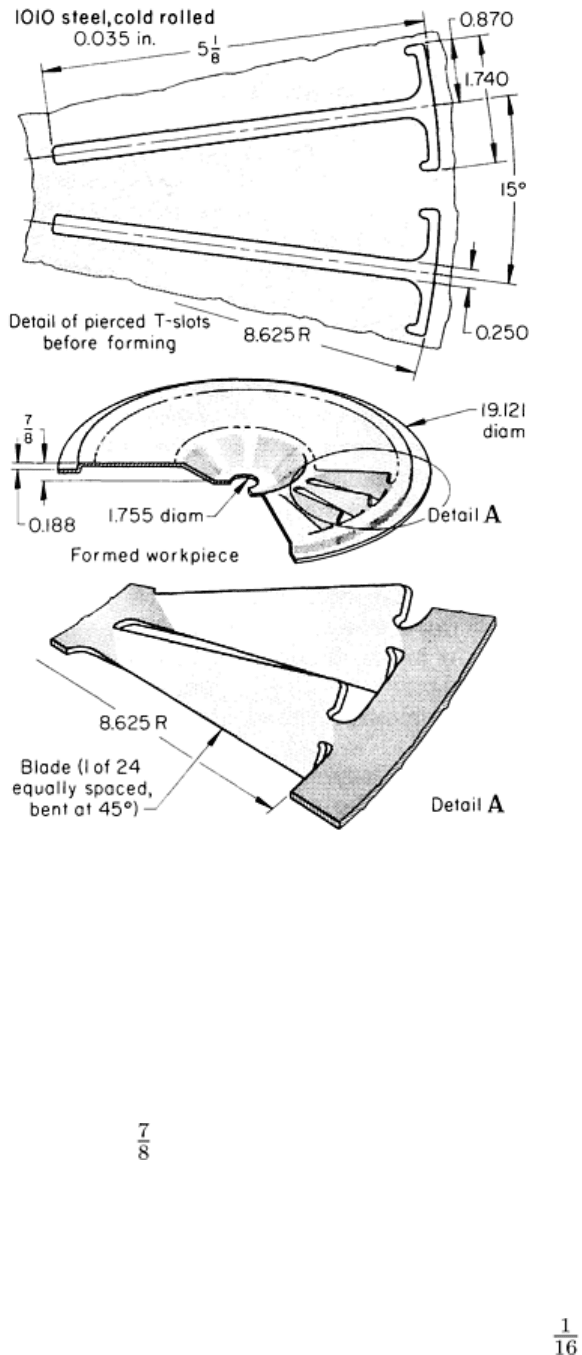
Fig. 3
Large sheet metal fan that was clamped in a shaped blankholder during the second forming operation.
Dimensions given in inches.
Spring-loaded pressure pads were used to hold the rim and the web while the blades were twisted. The pressure pads
bottomed at the end of the stroke so that any deformation in the rim or the web could be flattened. The 4.78 mm (0.188
in.) offset was placed over a close-fitting plug to prevent radial distortion of the rim.
Three operations were needed to produce the part. In the first operation, the 4.78 mm (0.188 in.) offset was formed to 471
mm (18.550 in.) in diameter, and the 22 mm ( in.) deep recess was formed at the same time. In the second operation, the
485.7 mm (19.121 in.) outside diameter was trimmed, and the 44.6 mm (1.755 in.) diam hole and 24 T-shape cutouts at
15° spacing were pierced. The T-slots gave shape to the fan blades and necked the ends of the blades prior to twisting at
45°, which was done in the third operation.
The cutting elements in the dies were made of A2 tool steel. The forming dies for the offset rim and recessed web were of
low-carbon high-strength alloy cast iron. The blade formers were made of prehardened low-alloy tool steel. The
workpiece was made of a 0.89 mm (0.035 in.) thick cold-rolled 1010 steel blank 510 mm (20 in.) square.
Recesses in Large Panels. The forming of recesses in large panels at some distance from the edge can be difficult.
Because the sheet is large, the recesses appear to be shallow, but forming may actually be severe in terms of localized
deformation.