ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

To form the part, the blank is placed across the die opening with
the center-punch marks facing up, so that the punch will contact
the blank at the first pair of punch marks. A bend is made at each
pair of punch marks progressively toward the center of the blank
(Fig. 21). When the center is reached, a quarter circle will have
been formed. The blank is rotated 180°, and the procedure is
repeated until a semicircle is formed. The radius of the
semicircle will depend on the amount of bending done with each
blow of the press and on the distance between the punch marks.
Bending should always proceed from the end of the blank
toward the center in order to avoid interference between the ram
and the formed workpiece. After forming, the straight section at
each end of the workpiece is sheared off. The following example
describes an application of this procedure for producing
semicircular parts by air bending.
Example 5: Forming Semicircular Parts by
Air Bending.
Two semicircular parts were formed from 19 mm ( in.) thick low-carbon steel plate, and the parts were welded together
to produce a 254 mm (10 in.) OD hollow cylinder 254 mm (10 in.) long. Blank size for each semicircular part was 254 ×
470 mm (10 × 18 in.). The bend length required for each part was 368 mm (14 in.), but the blanks were cut to 470
mm (18 in.) to allow for trimming after forming (Fig. 21).
Before forming, two rows of center-punch marks were made on the blanks (Fig. 21). The first mark was 50 mm (2 in.)
from the blank edge, with subsequent marks every 13 mm ( in.) of the 368 mm (14 in.) bend length.
The parts were formed in an 1800 kN (200 tonf) mechanical press brake using a standard V-die and round-nose punch.
Thirty bends were required to form each semicircular part. After several bends, the curve was checked with a template to
determine the accuracy of the bend. After forming a quarter of the circle, the workpiece was rotated 180°, and the
operation was repeated to complete the half circle. The final bend was made at the center of the workpiece. The 50 mm (2
in.) allowance at each end of the workpiece was then sheared off.
Corrugated Sheet. Special procedures allow bends to be fabricated in corrugated metal that are perpendicular to the
corrugations, without flattening the corrugations. This can be achieved by using cast-on plastic blankets.
Press-Brake Forming
Effect of Work Metal Variables on Results
Thickness variations, yield strength, and rolling direction are the work metal variables that have the greatest effect on
results in press-brake operations. Whenever possible, any metal to be formed should be purchased only to commercial
tolerances; special tolerances increase cost. However, when workpiece tolerances are close, it is sometimes necessary to
purchase metal with special thickness tolerances, because normal variations can use up a substantial amount of the
assigned final tolerance (see the section "Dimensional Accuracy" in this article).
Yield Strength. As the yield strength of the work metal increases, so does the difficulty in bending. This difficulty
occurs as cracking at the bends, increased power requirements, or an increase in springback.
For example, bending of stainless steel requires about 50 to 60% more power than bending a comparable thickness of
low-carbon steel. Because of its resistance to bending, stainless steel often causes difficulty in obtaining acceptable
results. Additional information is available in the article "Forming of Stainless Steel" in this Volume.
Fig. 21
Air bending to form a semicircular part by
progressive strokes of the punch.
Springback. In a wiping type of bending operation, in which the metal is bent to position but the corner is not coined to
set the bend, the metal attempts to return to its original position. This movement, known as springback, is evident to some
extent in all metals, and it increases with the yield strength of the metal. The amount of springback is usually negligible
for a soft metal such as 1100 aluminum alloy. However, for aluminum alloys such as 2024, the amount of springback can
be significant. In general low-carbon steels exhibit more springback than aluminum or copper alloys do, and still more
springback can be expected for stainless steel.
A common technique for overcoming springback is to overbend by approximately the number of degrees of springback.
Several trials in tool development may be needed to obtain the proper angle, because of variations in mechanical
properties, work-hardening rate, metal thickness, and die clearances. Springback from one bend can sometimes be used to
offset that from another. Tables and graphs for springback have been developed for specific metals. Detailed information
on the subject of springback is provided in the Section "Forming of Nonferrous Sheet Materials" in this Volume.
Another technique for overcoming springback is the use of specially designed bottoming dies that strike the workpiece
severely at the radius of the bend. This action stresses the metal in the bend area beyond the yield point through almost
the entire thickness and thus eliminates springback. Bottoming must be carefully controlled, particularly if it is done in a
mechanical press brake, because the force developed by this machine can be very high.
Restriking in the original dies or special fixtures will reduce springback to a low level. It requires an additional operation,
but may entail little or no additional equipment. In the following example, a second stroke was used.
Example 6: Correcting Springback in the Forming of a Complex Shape.
The shape shown at the lower right-hand corner in Fig. 22 was produced from 0.91 mm (0.036 in.) thick 1010 steel in
lengths ranging from 0.9 to 2.4 m (3 to 8 ft). The five operations used in producing the part are shown in Fig. 22(a) to (e).
The box section was formed by a wiping action (Fig. 22d) with no force on the outermost portion of the box.
Consequently, springback occurred and required another step to correct by overforming (Fig. 22e). The shut height of the
die was adjusted to provide the correction.
Fig. 22
Setups and sequence of operations for forming a complex shape in a press brake showing use of a
restriking operation to eliminate springback. (a) Forming hem in two stroke
s. (b) Forming of first 90° angle for
box section. (c) Forming channel. (d) Closing of box section over a mandrel. Part was moved by sliding it off
mandrel. (e) Restriking of box section to eliminate springback. Dimensions given in inches.
Rolling Direction. In the press-brake forming of steel, the effect of rolling direction is often a greater problem than in
other methods, because long members are usually bent in a press brake and bends are made with axes parallel to the
rolling direction, which is the least favorable orientation. However, it is sometimes possible to take advantage of
directionality. The most severe bends can be made perpendicular to the direction of rolling, or if several bends are
required along axes that are not parallel with each other, the layout can be planned so that all bends run diagonally to the
direction of rolling. The difference in behavior of the same steel bent in both directions in a press brake is demonstrated in
the following example.
Example 7: Effect of Rolling Direction on Bending.
An axle bearing support was produced in four bends (Fig. 23) in a press brake using standard 90° V-dies. Cracks could
not be tolerated. No cracks appeared on the flanges formed on the short dimensions, which were bent 90° to the direction
of rolling to a 6.4 mm ( in.) radius. However, in bending the flanges on the long dimensions, parallel with the direction
of rolling, open breaks appeared along the length of the bend. To prevent this cracking, it was necessary to increase the
bend radius on the long dimensions to 13 mm ( in.) and to prepare the blanks so that the long flanges were formed at a
slight angle to the direction of rolling.
Fig. 23
Axle bearing support for which blank was prepared so that long flanges were formed at a slight angle to
direction of rolling to prevent cracking. Dimensions given in inches.
Relation Between Bend Angle and Rolling Direction. As the thickness and yield strength of the work metal
increase, the relationship between bend angle and grain direction becomes more important. For example, when stock
thickness reaches about 25 mm (1 in.) and the yield strength is relatively high, as in high-strength low-alloy steels, the
bend radius should be at least twice (and preferably three times) the stock thickness, even for bends of no more than 45°,
when the bend axis is parallel with the direction of rolling.
In the press-brake forming of long, narrow workpieces, bending at an angle to the direction of rolling is seldom practical.
For such work, the use of steel sheet that has been cross rolled or subjected to a pinch pass is a simple but relatively
expensive means of minimizing the adverse effects from grain direction.
Press-Brake Forming
Dimensional Accuracy
The generally accepted tolerance for dimensions resulting from bending is ±0.41 mm (±0.016 in.) for metals up to and
including 3.2 mm (0.125 in.) thick. For thicker metals, the tolerance is increased proportionately. As in many other
mechanical operations, obtainable tolerances are influenced by design, stock tolerances, blank preparation, and condition
of the machine and tooling. In some cases, close control of variables can provide closer dimensions at no additional cost;
in others, cost will be increased.
Design. Bends or holes too close to the workpiece edges make it difficult to maintain an accurate bend line. Notches and
cutouts on the bend line make it difficult to hold accurate bend location. Offset bends will shift unless the distance
between bends in the offset is at least six times the thickness of the work metal.
Stock tolerances affect the dimensional accuracy of the finished part because they use up a portion of the assigned
final tolerance. Commercial tolerances, particularly on thickness to which the specified metal is furnished, should be
ascertained. For aluminum, there are minor differences in thickness limits between clad and unclad alloys. For steels,
there are significant differences both in thickness tolerances and in cost among hot-rolled sheet, hot-rolled strip, cold-
rolled sheet, and cold-rolled strip.
Cold-rolled steel sheet is produced to closer tolerances than hot-rolled sheet, but its cost is higher. Tolerances on steel
strip, either hot rolled or cold rolled, are closer than those for corresponding sheet. Established tolerances are closer as the
product becomes narrower or thinner.
Thickness tolerances for steel plate are considerably wider than those for hot-rolled steel sheet and strip. When ordered to
thickness, the allowable minimum is 0.25 mm (0.010 in.) less than that specified, regardless of thickness, and the
allowable maximum for an individual plate is 1 times the values that are published by the mills and expressed as a
percentage of the nominal weight. Therefore, when tolerance requirements are stringent, it should be determined whether
the metal can be obtained as strip or sheet rather than as plate.
Blank preparation can have an important effect on the tolerances and the cost of the finished part. If a blank is
prepared by merely cutting to length from purchased stock, it will be low in cost, but the width tolerance will be that of
the mill product. This may be greater than the tolerance obtainable by shearing. If it is necessary to shear all sides of a
blank, the cost will increase, but good shearing can result in greater accuracy.
The stock from which blanks are cut must be flat enough for the blanks to be properly inserted into tooling and to remain
in position during forming. Stretcher-leveled and resquared sheet costs a little more, but it is usually necessary when
tolerances are close.
Blank Size. To determine the size of the blank needed to produce a specified bent part, the blank dimension (usually, the
blank width) at 90° to the bend axis can be developed on the basis of the dimension along the neutral axis.
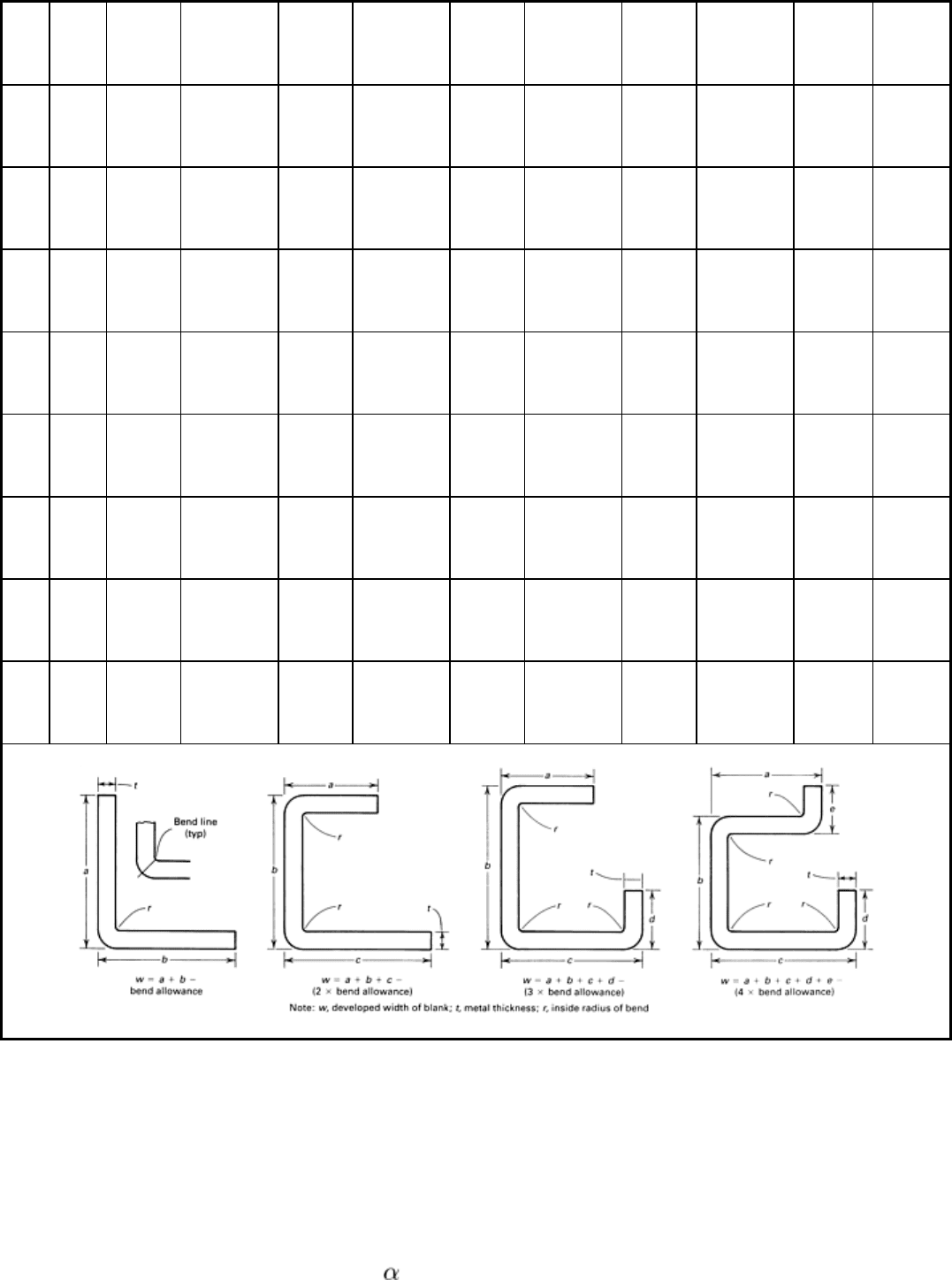
For 90° bends, as shown in Table 2, the developed blank width can be obtained by deducting bend allowances from the
theoretical distance along the outside mold line. These allowances take into account the type and thickness of the work
metal and the bend radius--each of which can affect the location of the neutral axis and therefore the developed width.
The application of these allowances, which are based on shop practice with low-carbon steel and aluminum alloy 5052, is
shown in the illustration in Table 2, for parts having one, two, three, or four bends.
Table 2 Bond allowances for 90° bends in low-carbon steel and aluminum alloy 5052
Bend allowance mm (in.), for bends with inside radius (r) of:
Metal
thickness (t)
0.8 mm ( in.) 1.6 mm ( in.) 2.4 mm ( in.) 3.2 mm ( in.)
mm
in. Steel Aluminum
Steel Aluminum
Steel Aluminum
Steel Aluminum
6.4 mm
( in.)
steel
13 mm
( in.)
steel
0.81
0.032
1.50
(0.059)
1.45
(0.057)
1.68
(0.066)
1.73
(0.068)
2.01
(0.079)
2.08
(0.082)
2.36
(0.093)
2.41
(0.095)
3.71
(0.146)
6.45
(0.254)
1.27
0.050
2.21
(0.087)
1.98
(0.078)
2.57
(0.101)
2.31
(0.091)
2.90
(0.114)
2.67
(0.105)
3.28
(0.129)
3.00
(0.118)
4.27
(0.168)
7.01
(0.276)
1.57
0.062
2.67
(0.105)
2.41
(0.095)
3.00
(0.118)
2.74
(0.108)
3.35
(0.132)
3.05
(0.120)
3.68
(0.145)
3.38
(0.133)
4.65
(0.183)
7.37
(0.290)
1.98
0.078
3.25
(0.128)
2.95
(0.116)
3.61
(0.142)
3.33
(0.131)
3.94
(0.155)
3.66
(0.144)
4.29
(0.169)
3.99
(0.157)
5.13
(0.202)
7.87
(0.310)
2.29
0.090
3.71
(0.146)
3.30
(0.130)
4.06
(0.160)
3.66
(0.144)
4.39
(0.173)
3.99
(0.157)
4.75
(0.187)
4.32
(0.170)
5.52
(0.217)
8.23
(0.324)
3.18
0.125
5.03
(0.198)
4.44
(0.175)
5.36
(0.211)
4.80
(0.189)
5.69
(0.224)
5.16
(0.203)
6.17
(0.243)
5.49
(0.216)
6.61
(0.260)
9.32
(0.367)
4.78
0.188
7.34
(0.289)
6.50
(0.256)
7.67
(0.302)
5.51
(0.217)
8.02
(0.316)
7.19
(0.283)
8.36
(0.329)
7.54
(0.297)
9.73
(0.383)
11.3
(0.443)
6.35
0.250
9.71
(0.382)
8.59
(0.338)
10.0
(0.395)
8.92
(0.351)
10.4
(0.409)
9.27
(0.365)
10.8
(0.424)
9.60
(0.378)
12.1
(0.476)
13.2
(0.519)
7.95
0.313
12.0
(0.474)
. . . 12.4
(0.488)
. . . 12.7
(0.501)
. . . 13.1
(0.515)
. . . 14.5
(0.569)
17.2
(0.676)
9.52
0.375
14.4
(0.566)
. . . 14.7
(0.580)
. . . 15.1
(0.593)
. . . 15.4
(0.607)
. . . 16.8
(0.661)
19.5
(0.768)
11.1
0.437
16.7
(0.658)
. . . 17.1
(0.672)
. . . 17.4
(0.685)
. . . 17.8
(0.699)
. . . 19.1
(0.752)
21.8
(0.860)
12.7
0.500
19.0
(0.750)
. . . 19.4
(0.764)
. . . 19.7
(0.777)
. . . 20.1
(0.791)
. . . 21.5
(0.845)
24.2
(0.952)
For setting the stock stops from the centerline of the punch and die, the distance from the edge of the workpiece to the
bend line at the neutral axis (Table 2) must be determined. To establish this value for 90° bends, subtract one-half the
bend allowance from the outside flange width.
For bend angles other than 90° or radii other than those listed in Table 2, the width of a strip needed to produce a given
shape can be calculated by dividing the shape into its component straight and curved segments and totaling the developed
width along the neutral axis. Equation 3 can be used to determine the developed width, w, of a curved segment:
w = 0.01745 (r + kt)
(Eq 3)
where 0.01745 is a factor to convert degrees to radians; is the included angle to which the metal is bent (in degrees); r is
the inside radius of the bend (in inches); and k is the distance of neutral plane or axis from the inside surface at the bend
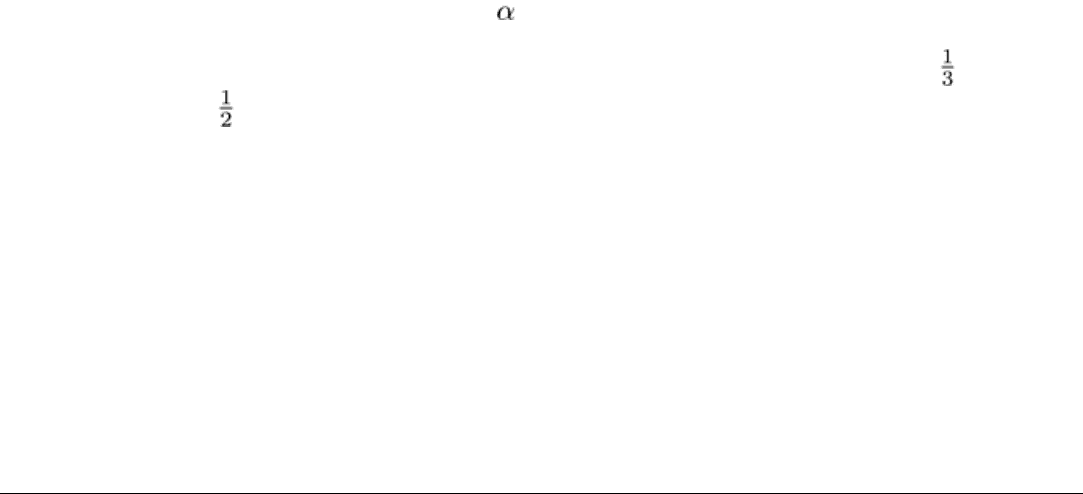
expressed as the fraction of the metal thickness, t, at the bend. Empirically determined values of k are: , for bends of
radius less than 2t; and , for bends of greater radius. Sample calculations showing the use of Eq 3 are presented in the
article "Contour Roll Forming" in this Volume.
Permissible bend radii depend mainly on the properties of the work metal and on tool design. For most metals, the
ratio of minimum bend radius to thickness is approximately constant, because ductility is the primary limitation on
minimum bend radius. Another complicating factor is the effect of work hardening during bending, which will vary with
metal and heat treatment.
Condition of Machines and Tools. Machines and tools must be kept in the best possible condition for maintaining
close dimensions in the finished product. General-purpose tooling is seldom built for precision work and is frequently
given hard use, which contributes further to inaccuracy through wear. Uneven wear aggravates the condition. If the press
brake has been allowed to become loose and out-of-square and if ram guides and pitman bearings are worn, accurate work
cannot be produced. Good maintenance is as essential in successful press-brake operation as in any other mechanical
process.
Press-Brake Forming
Press-Brake Forming Versus Alternative Processes
For many applications, press-brake forming is the only practical method of producing a given shape. In one case, for
example, press-brake forming was used for a massive workpiece 3 to 3.7 m (10 to 12 ft) long that required several bends
spaced at least 152 mm (6 in.) apart.
Under certain conditions, either a punch press or a contour roll former will compete with a press brake in performance
and economy. When a workpiece can be produced by two or all of these methods, the choice will depend mainly on the
quantity to be produced and the availability of the equipment.
Press Brake Versus Punch Press. When a given workpiece can be made to an equal degree of acceptability in either
a press brake or a punch press, the punch press is usually more economical, and it is more efficient than the press brake in
terms of power requirements for a given force on the ram and number of strokes per unit of time. In addition, air ejection
is more readily adapted to a punch press than to a press brake; this is a factor when air is required for ejecting either the
workpiece or scrap.
The advantages of a punch press over a press brake are generally greater when production quantities are large and
workpieces are relatively small. As workpiece size increases, the advantages of a punch press diminish.
Tooling for a press brake is usually simpler and less costly than counterpart tooling for a punch press--an important
consideration for small production quantities. One disadvantage of punch presses is that they are more sensitive to
thickness variations of the work metal because they operate at a faster rate.
Press-Brake Versus Contour Roll Forming. For many parts usually formed in a press brake, contour roll forming
is an acceptable alternative method of production, and the choice between the two processes depends mainly on the
quantity to be formed. Press-brake forming is adaptable for quantities ranging from a single piece to a medium-size
production run, while contour roll forming is usually restricted to large-quantity production because of higher tooling
costs. An advantage of contour roll forming is that coil stock can be used, while cut-to-length stock must be used in a
press brake (see the article "Contour Roll Forming" in this Volume). The following example compares the efficiency of
press-brake forming and contour roll forming.
Example 8: Press-Brake Forming Versus Contour Roll Forming.
Parts were produced to the shape shown in Fig. 24 in lengths up to 3.7 m (12 ft) and widths varying from 0.30 to 1.5m (12
to 60 in.). The six bends were originally made in a press brake in three operations. When quantity requirements increased,
production was changed to contour roll forming in a tenstation machine, from sheared-to-size sheets. Contour roll
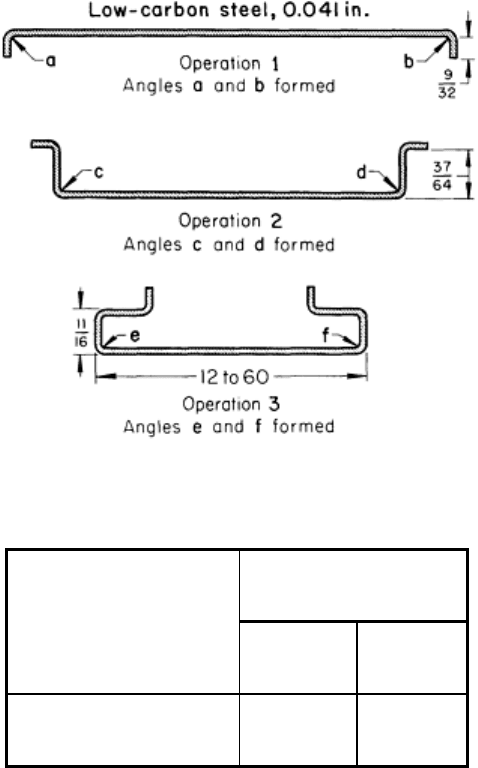
forming not only decreased the production time (Table , Fig. 24) but also resulted in improved surface finish, because less
handling of the work metal was required.
Time, h
Item
Press brake
Roll former
Setup 2.1
(a)
9.2
(b)
(a)
Total for all operations, including dies and
gages.
(b)
Includes dismantling.
(c)
Pieces are 2.5 m (100 in.) long and 1.2 m
(48 in.) wide.
Fig. 24 Workpiece formed in six bends in either a press brake or a ten-station contour roll former.
Dimensions
given in inches.

Press-Brake Forming
Safety
Press-brake operations involve the hazards of other press operations. Proper feeding devices are vital in order to ensure
the safety of the press operator. Because more than one operator is often needed, added precautions are necessary to
prevent the operation of a press brake without the direct consent of each man.
The article "Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume contains information and
literature references on safe operation. Some of the precautions noted are discussed below.
Barrier guards should be used wherever possible. Hand feeding devices such as vacuum lifters, special pliers, or magnetic
pick-ups should always be used to keep operators' hands clear of dies.
When a large workpiece extends in front of the die, the operator often must use his hands to support the workpiece during
forming. If a barrier guard cannot be used, because of the arc of travel of the front leg during forming or because the
workpiece is of such shape that a guard would prevent loading or unloading of the workpiece, the sheet should be inserted
against back gages. These gages, or stops, are adjusted so that the workpiece cannot slide over them.
The workpiece is supported by hand only if there is no other way to support it, and even then only if the operator's hands
are not within reach of the die or any pinch point. A die apron or table should be provided to aid in loading large sheets
into the die and to act as a support for sheets that do not require hand support. The formed sheet should be removed from
the front of the press; parts that cannot be unloaded from the front of the press are moved to the end for removal. End
supports may be required to prevent the workpieces from falling.
For versatility, a press brake is provided with a foot pedal to operate the machine. The foot pedal must have a cover guard
so the press cannot be tripped accidentally. A foot-operated press brake should incorporate a single-stroke mechanism and
be used as a single-operator machine.
When a press brake is used as a power press for stamping, shearing, and notching operations, the foot pedal should not be
used. Instead, the press brake should be equipped with electropneumatic clutch and brake controls and should be provided
with a single-stroke device. The foot pedal is replaced with two-hand palm switches, which are spaced so that the operator
must use both hands to hold the switches until the die is closed. If a press brake is used exclusively for press work, the
foot pedal should be permanently removed.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Introduction
PRESS FORMING is a metalworking process in which the workpiece takes the shape imposed by the punch and die. The
applied forces may be tensile, compressive, bending, shearing, or various combinations of these. In some applications, the
metal requires appreciable stretching in order to retain the shape of the formed part.
Although some of the applications described in this article include cutting operations, such as blanking, trimming, and
piercing, these operations are discussed in more detail in the articles "Blanking of Low-Carbon Steel" and "Piercing of
Low-Carbon Steel" in this Volume. The production of hollow shells from flat blanks is covered in the article "Deep
Drawing" in this Volume. Forming that involves only bending is treated in the article "Press Bending of Low-Carbon
Steel" in this Volume. The selection of low-carbon steel sheet for formability is discussed in the article "Formability
Testing of Sheet Metals" in this Volume and in the article "Sheet Formability of Steels" in Properties and Selection:
Irons, Steels, and High-Performance Alloys, Volume 1 of the ASM Handbook.

Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Presses
The characteristics of the various types of presses used in forming sheet metal parts are discussed in the article "Presses
and Auxiliary Equipment for Forming of Sheet Metal" in this Volume. Restriking, coining, and embossing are usually
done in presses with more available force capacity than that needed for the simple forming of similarly sized areas,
because in these operations the metal is confined while being forced into plastic flow. Progressive dies are used in presses
with enough force capacity to meet the total demands of the various stations and with enough dimensional capacity for the
long multiple-station dies. Although some progressive dies are hand fed, most have auxiliary equipment, such as stock
feeders, scrap choppers, coil reels, and chutes, to carry the finished parts to containers.
Whether or not a press has a die cushion has some effect on die design and construction costs. Single- and double-action
presses are available in about the same ranges of bed size and force capacity. Shallow forming can be done in single-
action presses using die cushions or springs to provide the blankholder pressure. Deeper forming and the forming of large
irregular shapes generally must be done in double-action presses with die cushions.
Springs, cams, fluid pressure, or press knockouts are used for piece ejection. The use of blank feeders and piece ejectors
or extractors depends on the production rate and safety requirements.
Transfer Presses. In transfer machines (eyelet machines), the mechanism for moving the workpiece from station to
station is a part of the machine to which suitable transfer fingers are attached. Transfer presses are generally long-bed
straight-side presses. The transfer mechanism as a part of the press is actuated by the main press drive or is powered
separately. A dial feed is a type of transfer mechanism that moves the workpiece from die to die in a circular path rather
than in a straight line. Transfer press technology has progressed to the point at which large automotive outer body panels
can be formed in transfer presses.
Multiple-slide machines are designed for automatic, complete production of a variety of small formed parts. Flat
stock is fed into a straightener, into a feed mechanism, and then through one or more presses incorporated in the multiple-
slide machine for operations such as piercing, notching, and bending--often in a progressive die. The feed mechanism
then moves the metal into the multiple-slide forming area, where it is first severed by a cutoff mechanism to
predetermined lengths. The piece is usually formed around a center post by four sets of tools mounted 90° apart around
the forming post. Finally, the part is stripped off the center post and dropped through a hole in the bed. More information
on the forming of steel in these machines is available in the article "Forming of Steel Strip in Multiple-Slide Machines" in
this Volume.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Speed of Forming
Speed of forming has little effect on the formability of steels used for simple bending or flanging or for moderate
stretching. The maximum velocity of the punch when it contacts the blank in such conventional press forming is usually
not greater than about 1 m/s (200 ft/min). However, the steels used for most parts that involve local stretching of more
than 20% in forming move considerably over the face of the punch or flow appreciably over the blank-holder. The flow of
the metal in such operations is controlled by frictional forces so sensitive to speed that the steel often stretches to failure
before moving against the frictional forces, provided the punch velocity exceeds a critical value, which differs for each
steel and die combination. A maximum punch velocity of 0.2 m/s (40 ft/min) is recommended; high punch speeds also
shorten tool life.

Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Lubrication
The type of lubricant used usually has little effect on the grade of steel selected to form a given part. The main purposes
of a lubricant are to prevent die galling and die wear and to reduce the friction over critical areas, thus allowing proper
flow of metal and possibly a reduction in severity class. The selection of the optimal lubricant for a given part is a
complex problem that depends on part geometry and the forming process used.
In progressive dies, a light oil sprayed on the strip as it enters the die is often enough to keep the stock lubricated through
all stages. The oil is generally applied to the stock between the feeding device and the die. Applying oil to the stock ahead
of the feeder may cause variation in the feed length, depending on the type of feeder.
For some applications, residual mill oil or the residue from emulsion cleaning provides enough lubrication for forming.
When this is not adequate, a spray or mist lubricant can be applied to the work metal as it enters the die. More information
on lubricants is available in the article "Selection and Use of Lubricants in Forming of Sheet Metal" in this Volume.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Dies
Dies for the press forming of low-carbon steel are made from a wide range of materials, including plastics, cast irons, tool
steels, and cemented carbides. Severity of forming, number of parts to be produced, workpiece shape, work metal
hardness, specified surface condition, and tolerances affect selection of the die material. These factors are discussed in the
article "Selection of Materials for Press-Forming Dies" in this Volume.
Low-carbon steel can be formed by any of the several types of dies described in the following paragraphs. Workpiece size
and shape, production volume, tolerances, and available presses are the major factors that determine the most suitable
type of die for a specific application.
Single-operation dies perform one operation at a time and are individually loaded and unloaded. They are usually set
up in a press, and the operation is performed on a specific lot size. The die is then removed from the press, and the next
die in the sequence is set up. For continuous production, a line of presses, each operating a single die, can produce
finished pieces from raw stock without interruption for change in setup. Occasionally, more than one die is set up in a
press at a time, and the parts are moved manually from one die to the next. With this type of tooling, more than one
operation is done in each stroke of the press. Single-operation dies are used when:
• The operations are so interrelated that they cannot be done in a compound die
• The amount of work done on a part is approac
hing press capacity, and more work would overload the
press
• Production quantity is low, and two or more single-
operation dies would be less costly than a die
combining operations
Single-operation dies do not necessarily have a low production rate. Coil stock can be fed automatically into blanking dies
at a high rate. Blanks can be fed into, and workpieces ejected from, forming dies either manually or mechanically. Presses
with inclined beds permit high-speed loading and unloading.