ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

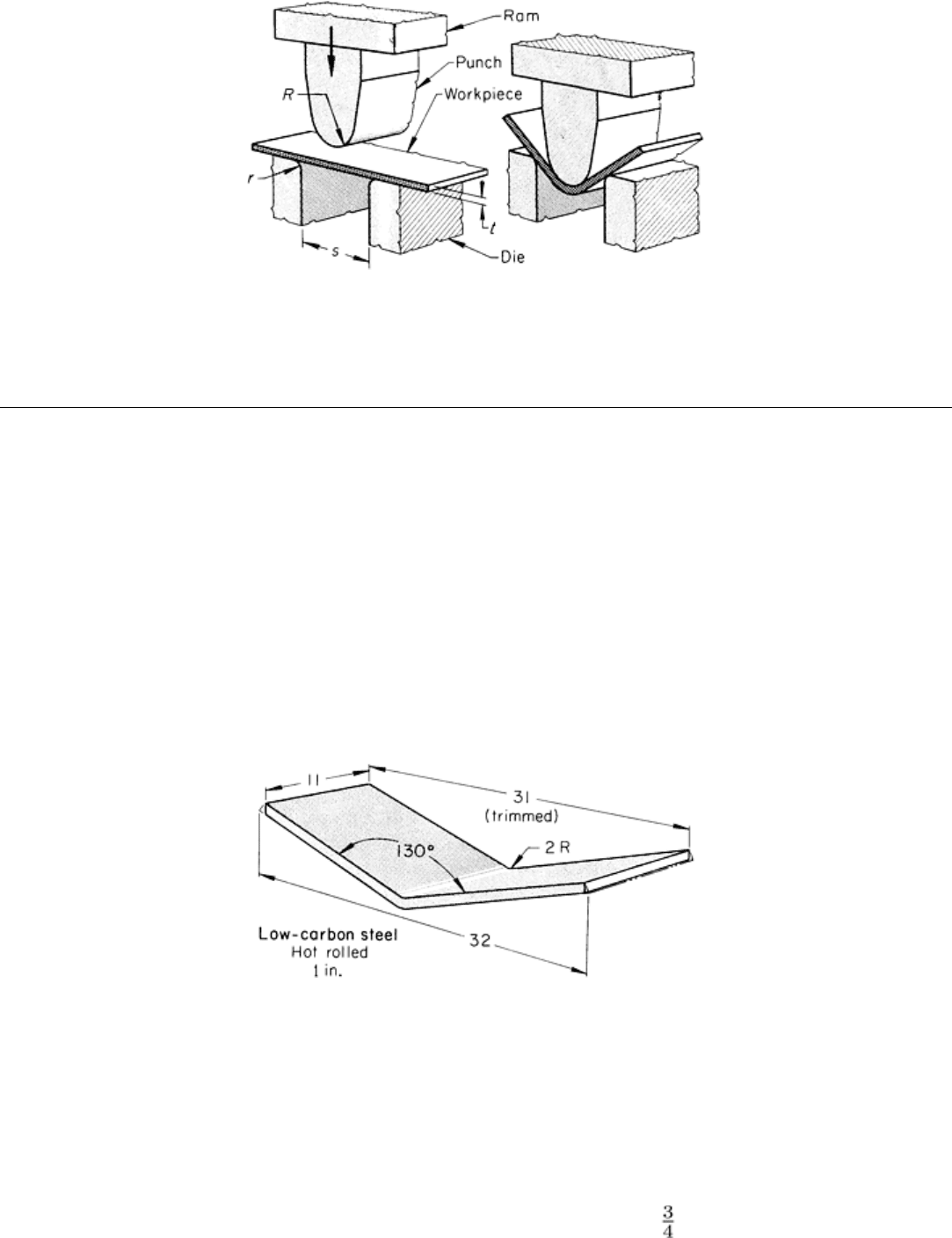
Fig. 1 Typical setup for press-brake forming in a die with a vertical opening. R, punch radius; r, die radius; s,
span width; t, metal thickness.
Press-Brake Forming
Applicability
Press-brake forming is most widely used for producing shapes from ferrous and non-ferrous metal sheet and plate.
Although sheet or plate 6.4 mm (0.250 in.) thick or less is most commonly formed in a press brake, metals up to 25 mm
(1 in.) thick have often been used, as in the following example.
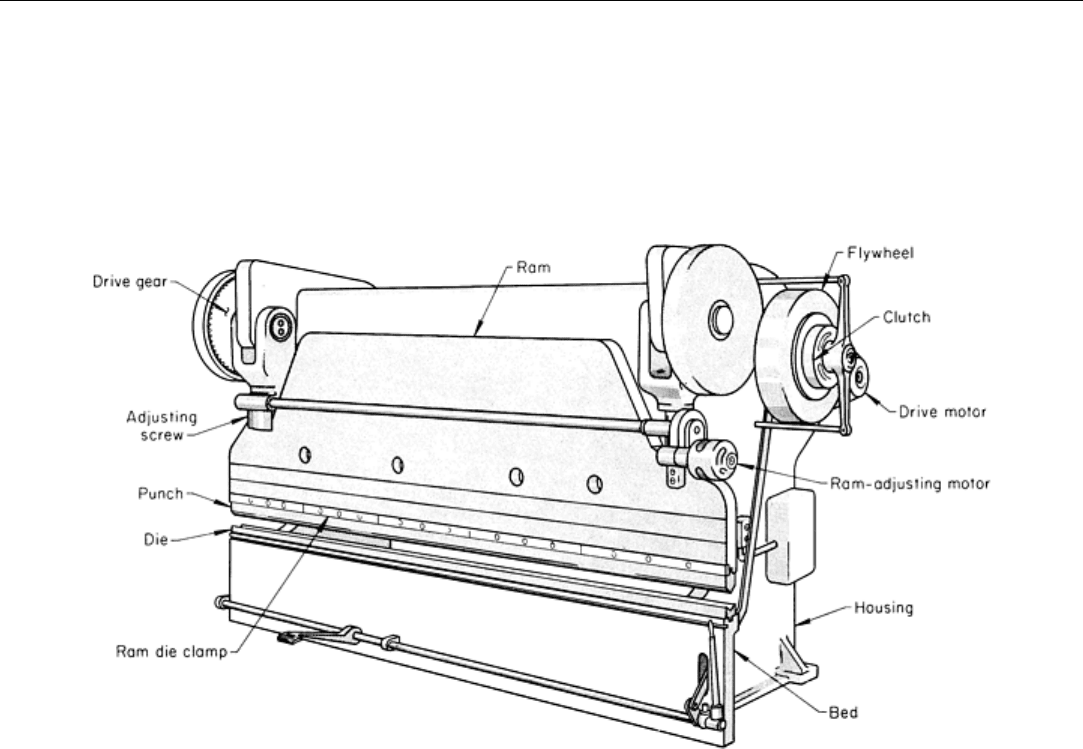
Example 1: Bending 25 mm (1 in.) Thick Steel Plate.
A 280 mm (11 in.) long bend was made in a 25 mm (1 in.) thick low-carbon steel plate in a 2700 kN (300 tonf) press
brake to make the part shown in Fig. 2. The bend radius was 51 mm (2 in.); the included angle was 130°. The plate was
air bent in a V-die with a punch that was made from a steel tube 102 mm (4 in.) in diameter.
Fig. 2 Frame brace that was air bent from thick plate in a V-die in a 2700-kN (300-
tonf) press brake.
Dimensions given in inches.
After bending, the edges of the part were machined parallel, as shown in Fig. 2. The workpiece became part of a welded
assembly--a frame brace on an industrial lift truck.
Workpiece Dimensions. The length of plate or sheet that can be bent is limited only by the size of the press brake. For
example, a 5350 kN (600 tonf) press brake can bend a 3 m (10 ft) length of 19 mm ( in.) thick low-carbon steel plate to
a 90° angle, with an inside radius of the bend equal to stock thickness. If the included angle of the bend is greater than
90°, if the bend radius is larger than stock thickness, or if the length of bend is less than the bed length, a press of
correspondingly lower capacity can be used.
Forming can be done at room or elevated temperature. For elevated-temperature forming in which the punch bottoms, the
punch and die should be heated as well as the blank. In air bending, the blank is heated, and the punch is sometimes
heated, depending on the area of contact between punch and blank and the metal thickness.
Work Metals. Press-brake forming is applicable to any metal that can be formed by other methods, such as press
forming and roll forming. Low-carbon steels, high-strength low-alloy steels, stainless steels, aluminum alloys, and copper
alloys are commonly formed in press brakes. High-carbon steels and titanium alloys are less frequently formed in a press
brake, because they are more difficult to form.
The formability of all metals decreases as the yield strength increases. Therefore, in press-brake forming, power
requirements and springback problems increase and the degree of bending that is practical decreases as the yield strength
of the work metal increases.
Press-Brake Forming
Press Brakes
The primary advantages of press brakes are versatility, the ease and speed with which they can be changed over to a new
setup, and low tooling costs. A press brake is basically a slow-speed punch press that has a long, relatively narrow bed
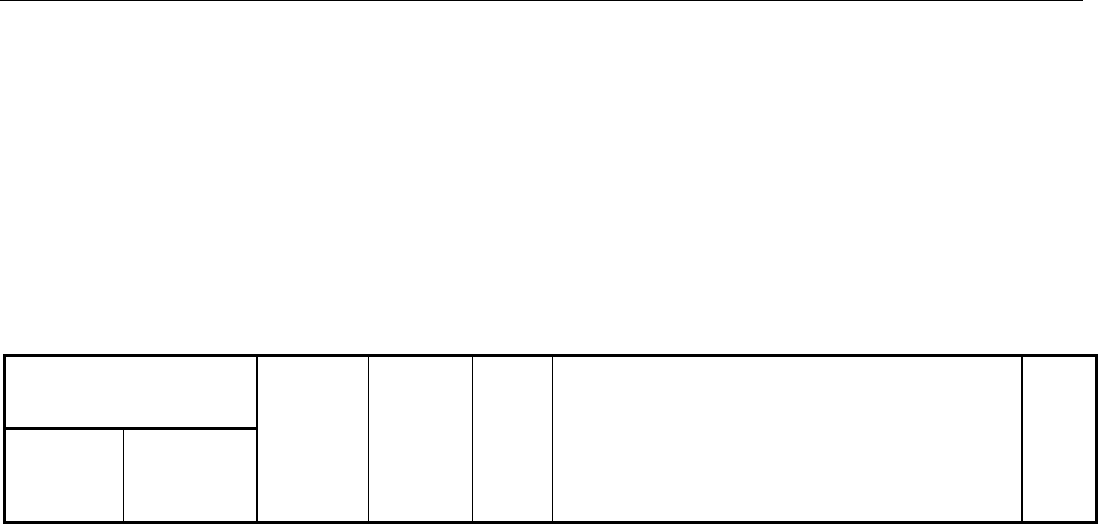
and a ram mounted between end housings (Fig. 3). Rams are actuated mechanically or hydraulically.
Fig. 3 Principal components of a mechanical press brake.
Mechanical Press Brakes. The ram of a mechanical press brake is actuated by a crank or an eccentric through a gear
train in which there is a clutch and a flywheel. The gear train is usually designed to provide fast movement of the ram.
Shut height (the distance between ram and bed at the bottom of the stroke) is adjustable by means of a screw (usually
powered) in the pitman, or link, at each end of the ram. The length of the ram stroke, however, is constant.
One advantage of a mechanical press brake over a hydraulic press brake is that the mechanical type can develop greater-
than-rated tonnage, because of the inertia of the flywheel moving the ram and the mechanical advantage of the crank near
the bottom of the stroke. As a result, most mechanical press brakes have extra-strong frames to allow for occasional
overloading. However, overloading should not be encouraged, because serious damage to the press brake may occur from
improper setup. Another advantage is that operating speeds are greater in mechanical press brakes than in hydraulic press
brakes. The greater speed is especially useful for long-run production of workpieces that are easily handled. Greater speed
also permits instantaneous, high impact forces when the punch contacts the work metal. This impact force is useful in
some operations, although it can damage the machine if the setup lacks rigidity.
A disadvantage of a mechanical press brake is that the stroke cannot be adjusted or controlled to the same degree as is
possible with the hydraulic type. However, mechanical press brakes are available at additional cost with devices that
permit a rapid advance to work and then a slower speed during forming.
Hydraulic Press Brakes. The ram of a hydraulic press brake is actuated by two double-acting cylinders, one at each
end of the ram. Force supplied by the hydraulic mechanism will not exceed the press rating; therefore, it is almost
impossible to overload a hydraulic press brake. (When thicker metal is inadvertently used, the ram stalls.) Therefore,
frames can be lighter and less costly than those for mechanical press brakes, which are subject to overloading.
In hydraulic press brakes, length of stroke and location of the top and bottom of the stroke (within limits of the cylinder
length) are adjustable. The point of rapid advance and return of the ram and its speed during contact with the workpiece
are also adjustable; this adjustment makes possible a dwell period, which is often helpful in controlling springback.
Cycles established by means of the various adjustments are reproduced by switches in the control circuit.
Even though devices are available that permit some control of the stroke of a mechanical press brake, the degree of
control that is possible for a hydraulic press brake is considerably greater. For example, the ram on a hydraulic press
brake can be reversed or its speed can be changed at any point on the stroke. Because of these features, a hydraulic press
brake is often preferred for the segmental forming of stock longer than the dies, for the forming of large sheets that would
be likely to whip in a mechanical press brake, and for the forming of difficult-to-form metals.
Hybrid press brakes incorporate both mechanical and hydraulic elements in the ram drive. The hydraulic-mechanical
hybrid consists of a mechanical press brake driven by a rotary hydraulic motor. Containing a vane that rotates 270°
between stops, the rotary hydraulic motor has replaced the piston used in a hydraulic cylinder. As it moves between the
two stops, the motor propels the eccentric shaft through one complete cycle, driving the ram to the stroke bottom and
back to the top.
The hybrid press brake combines the best features of both mechanical and hydraulic press brakes. It offers the same
accuracy and operating speeds obtainable with the mechanical press brake while providing the adjustable length and
controllability of the hydraulic press brake.
Press-Brake Forming
Selection of Machine
A mechanical press brake is usually preferred for quantity production because its speed is greater than that of a hydraulic
press brake. Conversely, a hydraulic press brake is generally preferred for varied short-run production because it is more
versatile.
Apart from the method of actuating the ram, major factors that must be considered in the selection of a press brake for a
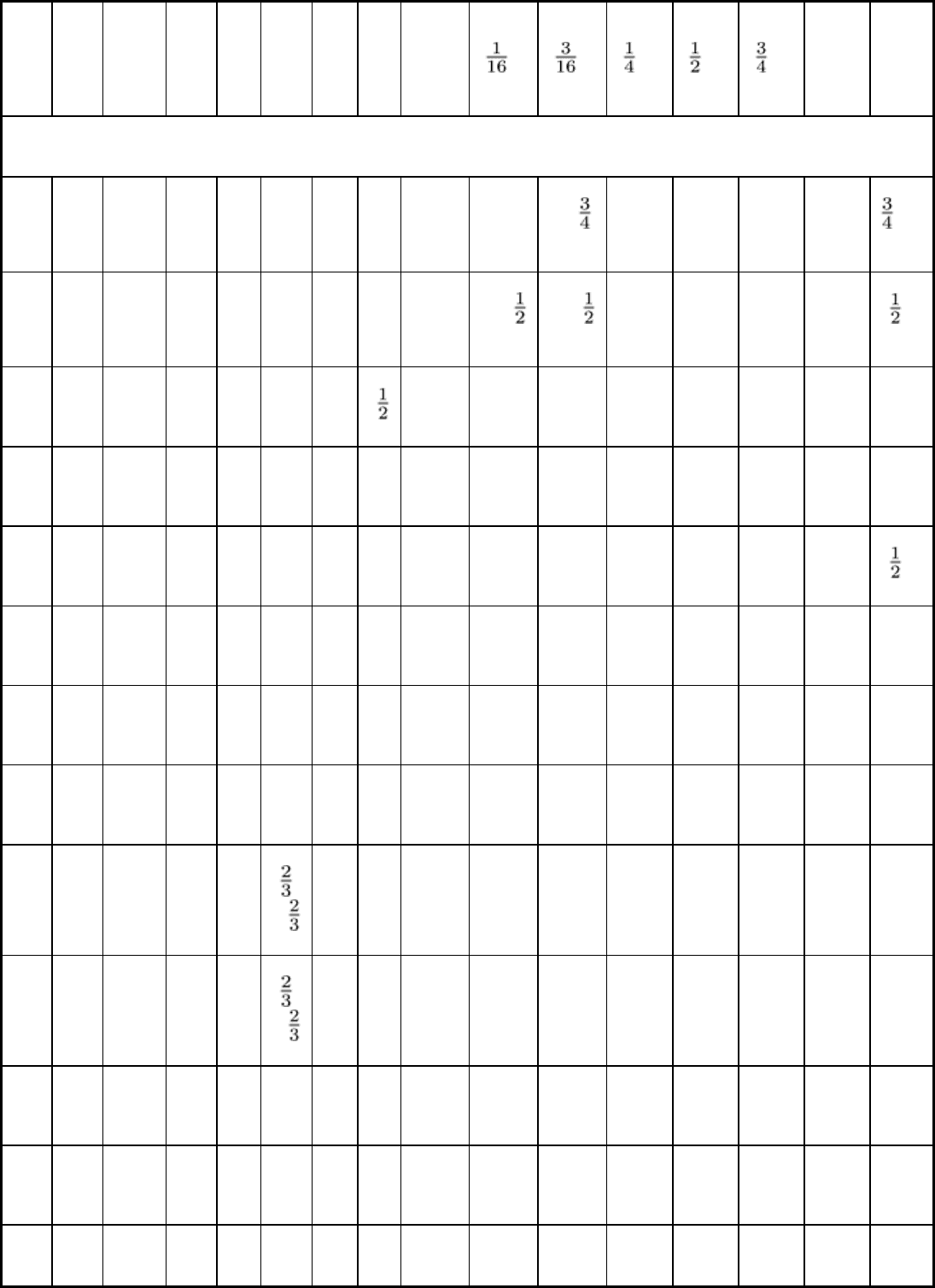
given application are the size, length of stroke, and tonnage capacity of the press brake. Table 1 lists capacities and other
details for mechanical and hydraulic press brakes.
Table 1 Capacities, sizes, speeds, and ratings for mechanical and hydraulic press brakes
Capacity
Mid stroke Near bottom
of stroke
Bed length
Stroke
length
Speed
strokes
per
min
Bending capacity, m (ft), with standard stroke
for low carbon steel with thickness of:
Motor,
hp
kN tonf kN tonf m ft mm
in.
1.6
(
in.)
4.8
(
in.)
6.4
(
in.)
13
(
in.)
19
(
in.)
25
(1 in.)
Mechanical press brakes
. . . . . . 130 15 1.2-
3.0
4-10
50 2 20-50 1.2 (4)
0.2 (
)
. . . . . . . . . . . .
-1
. . . . . . 220 25 1.8-
3.7
6-12
50 2 20-50
2.0(6
)
0.5(1
)
. . . . . . . . . . . .
1
320 36 490 55 1.8-
3.7
6-12
64
2
40 3.7
(12)
0.9 (3) . . . . . . . . . . . .
3
530 60 800 90 1.8-
4.3
6-14
75 3 40 . . . 1.8 (6) . . . . . . . . . . . .
5
800 90 1,200 135 1.8-
4.3
6-14
75 3 36, 12 . . . 3.4
(11)
1.8 (6) . . . . . . . . .
7
1020
115 1,560 175 1.8-
4.3
6-14
75 3 36, 12 . . . . . . 3.0(10)
. . . . . . . . .
10
1330
150 2,000 225 1.8-
4.9
6-16
75 3 33, 11 . . . . . . 4.0(13)
. . . . . . . . .
15
1780
200 2,670 300 2.4-
5.5
8-18
102
4 30, 10 . . . . . . 5.5(18)
1.8 (6) . . . . . .
20
2310
260 3,560 400 2.6-
5.8
8 -
18
102
4 30, 10 . . . . . . . . . 2.4 (8) . . . . . .
20
2980
335 4,450 500 2.6-
5.8
8 -
18
102
4 30, 10 . . . . . . . . . 3.0(10)
1.5 (5) . . .
25
3560
400 5,340 600 3.0-
7.3
10-
24
102
4 30, 10 . . . . . . . . . 3.7(12)
1.5 (5) . . .
30
4630
520 6,670 750 3.0-
7.3
10-
24
102
4 23, 7 . . . . . . . . . 5.5(18)
3.0(10)
. . .
40
5780
650 8,900 1000
3.0-10-127
5 23, 7 . . . . . . . . . 7.3(24)
3.2(12)
1.8 (6)
40
7.3 24
7340
825 11,100
1250
4.2-
6.7
14-
22
152
6 20, 6 . . . . . . . . . . . . 5.2(17)
3.0(10)
50
8900
1000
13,300
1500
4.2-
7.3
14-
24
152
6 20, 6 . . . . . . . . . . . . 6.4(21)
3.7(12)
50
Hydraulic press brakes
. . . . . . 1,780 200 2.6-
5.8
8 -
18
305
12 21,
34
(a)(b)
. . . 4.3
(14)
3.7(12)
. . . . . . . . .
25
. . . . . . 2,670 300 2.6-
5.8
8 -
18
305
12 25
(a)(c)
. . . . . . 4.9(16)
2.4 (8) . . . . . .
30
. . . . . . 3,560 400 2.6-
5.8
8 -
18
305
12 26
(a)(d)
. . . . . . . . . 3.7(12)
1.8 (6) . . .
40
. . . . . . 4,450 500 2.6-
5.8
8 -
18
305
12 25
(a)(e)
. . . . . . . . . 4.3(14)
2.7 (9) . . .
40
. . . . . . 5,340 600 3.0-
7.3
10-
24
305
12 25
(a)(f)
. . . . . . . . . 4.9(16)
3.0(10)
. . .
50
. . . . . . 6,670 750 4.2-
7.3
14-
24
305
12 21
(a)(g)
. . . . . . . . . 6.7(22)
4.3(14)
3.0(10)
60
. . . . . . 8,900 1000
4.2-
7.3
14-
24
457
18 21
(a)(h)
. . . . . . . . . . . . 5.5(18)
4.3(14)
75
(a)
Normal press speed gives rated capacity. High press speeds, m/min (in./min), together with press tonnage ratings, are as follows:
(b)
1.4 and 1.7 m/min (57 and 65 in./min) at 620 kN (70 tonf);
(c)
1.1 and 1.6 m/min (44 and 62 in./min) at 1070 kN (120 tonf);
(d)
1.3 and 1.6 m/min (51 and 62 in./min) at 1420 kN (160 tonf);
(e)
1.4 and 1.5 m/min (54 and 58 in./min) at 1780 kN (200 tonf);

(f)
1.4 and 1.3 m/min (56 and 51 in./min) at 2140 kN (240 tonf);
(g)
1.2 and 1.2 m/min (48 and 47 in./min) at 2670 kN (300 tonf);
(h)
1.5 and 1.1 m/min (58 and 44 in./min) at 3560 kN (400 tonf)
Size is determined by length of bed and length of stroke (maximum stroke, in a hydraulic press brake). The bed length
must be able to accommodate the longest bend required. Bed length can also be dictated by the need to mount more than
one die in the press to permit a sequence of related operations in the machine at the same time. Under these conditions, it
may be necessary to shim the dies so that the punches will bottom simultaneously. For example, if the parts are 305 mm
(12 in.) long and six dies are required, the parts could be mounted on a press brake with a bed length of 1.8 m (72 in.) plus
allowance for space between dies.
Standard press brakes are available with a maximum bed length of 7.3 m (24 ft). Still larger press brakes are available on
special order. The longer the bed, however, the more massive it must be to provide enough rigidity for holding product
dimensions, until a length is finally reached at which cost is prohibitive. Similarly, for a given capacity, the maximum
stock thickness that can be accommodated decreases as bed length increases.
Length of stroke is an important consideration in any operation in which the height of the sides of the member after
bending (such as a deep channel or box) causes interference between the top edge of the formed section and the ram. In
addition, the greater the leg height after forming, the longer the stroke must be to allow the finished part to be withdrawn
(unless it can be withdrawn from the end, under which conditions length of stroke is not important). Press brakes having a
stroke length as great as 152 mm (6 in.) (mechanical) and 457 mm (18 in.) (hydraulic) are available as standard
equipment. Modifications for providing increased stroke length are available at extra cost.
Capacity is stated in tons of force developed by the ram at the midpoint of the stroke. Capacities of commercial press
brakes range from 70 kN to 22 MN (8 to 2500 tonf). Required capacity is governed by the size and bending
characteristics of the work metal and by the type of bend to be made. A formula for determining the capacity required for
90° bends using V-dies without bottoming is:
(Eq 1)
where L is press load (in tonf), l is length of bend (parallel to bend axis) (in inches), t is work metal thickness (in inches),
k is a die-opening factor (varying from 1.2 for a die opening of 16t to 1.33 for a die opening of 8t), S is tensile strength of
the work metal (in tons per square inch), and s is width of die opening (in inches) (Fig. 1).
Sample Calculation. Assume a constant of 1.33, a V-die opening of 8t, and a bend 305 mm (12 in.) long made in 6.35
mm (0.250 in.) thick plate having a tensile strength of 30 tsi. Substituting these numerical values in Eq 1 yields:
(Eq 2)
or approximately a 130 kN (15 tonf) capacity requirement for this 90° bend.
For simple bending, the force required increases proportionately with the length of the workpiece or with the square of the
work metal thickness. For example, in Eq 2, if the workpiece were 1220 mm (48 in.) long, a 530 kN (60 tonf) capacity
would be needed. For producing offset bends (Fig. 4b), about four times as much pressure is required as for simple V-
bends.
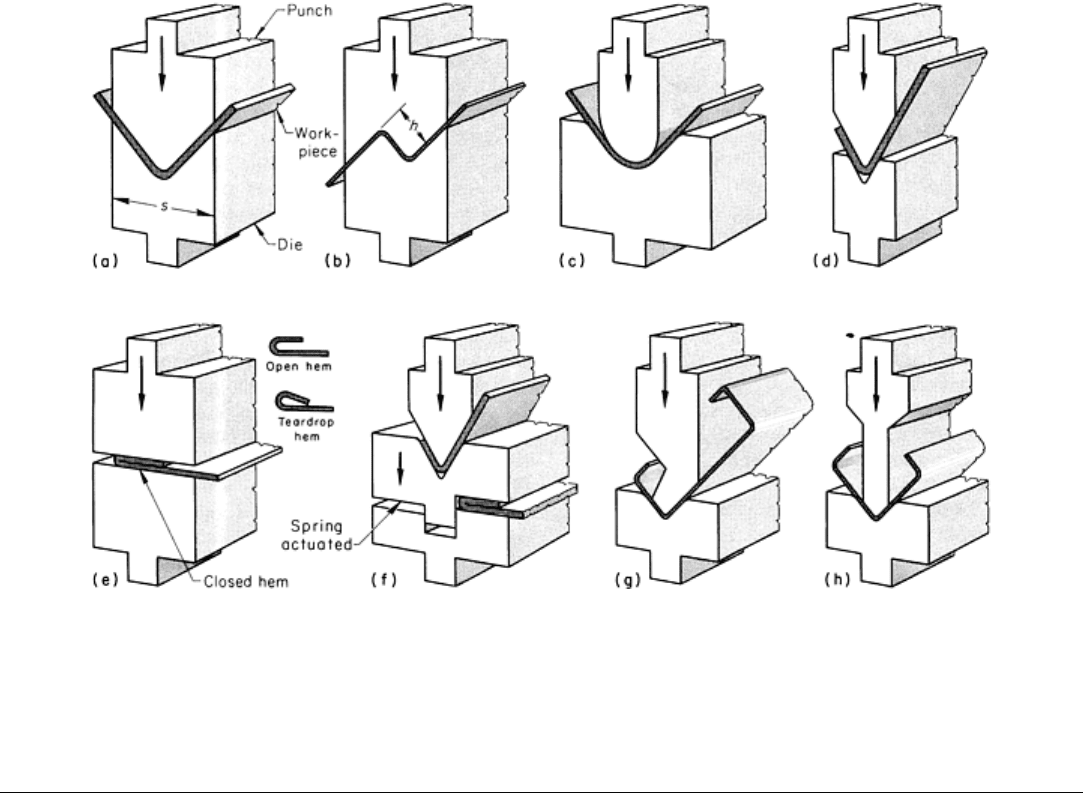
Fig. 4 Dies and punches most commonly used in press-brake forming. (a) 90° V-
bending. (b) Offset bending.
(c) Radiused 90° bending. (d) Acute-angle bending.
(e) Flattening for three types of hems. (f) Combination
bending and flattening. (g) Gooseneck punch for multiple bends. (h) Special clearance punch for multiple
bends.
Press-Brake Forming
Dies and Punches
V-bending dies and their corresponding punches (Fig. 4a and d) are the tools most commonly used in press-brake
forming. The width of the die opening (s, Fig. 4a) is usually a minimum of 8t (eight times the thickness of the work
metal).
The nose radius of the punch should not be less than 1t for bending low-carbon steel, and it must be increased as the
formability of the work metal decreases. The radius of the V-bending die must be greater than the nose radius of the
punch by an amount equal to or somewhat greater than the stock thickness in order to allow the punch to bottom. Optimal
dimensional control is obtained by bottoming the punch to set the bend.
When producing 90° bends in a bottoming die, the V-die is ordinarily provided with an included angle of 85 to 87°.
Several trials are often necessary, and various adjustments must be made on the punch setting before the required 90°
bend can be obtained.
Offset Dies. Punch and die combinations such as the one shown in Fig. 4(b) are often used to produce offset bends.
Because an offset bend requires about four times as much force as a 90° V-bend, offset bending is usually restricted to
relatively light-gage metal (3.2 mm, or 0.125 in., or less). The depth of offset (h, Fig. 4b) should be a minimum of six
times the work metal thickness to provide stability at the bends.
Radius forming is done with a 90° die and a punch, each having a large radius (Fig. 4c). When the punch is at the
bottom position, the inside radius of bend in the workpiece conforms to the radius of the punch over a part of the curve.
The harder the punch bottoms, the more closely the work metal wraps around the punch nose, resulting in a smaller radius
of bend and less springback. Uniformity of bend angle depends greatly on the uniformity of the work metal thickness.
Acute angles are formed by the die and punch shown in Fig. 4(d). The air-bending technique (see the section on "Air
Bending" in this article) is often used to produce acute angles. Acute angles are formed as the first step in making a hem.
For this purpose, the die is often bottomed to make the bend angle as acute as possible. A disadvantage of bottoming is
that the metal becomes work hardened, so that the hem is likely to crack when formed.
Flattening dies, shown in Fig. 4(e), are used to produce three types of hems (also shown in Fig. 4e) after the metal has
been formed into an acute angle. The combination die shown in Fig. 4(f) produces an acute angle on one workpiece and a
hem on another, so that a piece is started and a piece completed with each stroke of the press brake.
Gooseneck punches (Fig. 4g) and narrow-body, or special clearance, punches (Fig. 4h) are used to form workpieces to
shapes that prevent the use of punches having conventional width (two such workpiece shapes are also shown in Fig. 4g
and h).
Tongue Design. The punches shown in Fig. 4 as well as in several other illustrations in this article are provided with a
simple, straight tongue for securing the punch to the ram. Although this design of tongue is generally accepted, in some
shops punches with a hook type of tongue (see Fig. 8, and the punch for operation 4 in Fig. 20) are used exclusively as a
safety precaution. A punch mounted with a hooked tongue cannot fall out. In one shop, it was estimated that hooked
tongues increased punch cost by about 10% over the cost of straight-tongue punches.
Press-Brake Forming
Special Dies and Punches
Dies that combine two or more operations to increase productivity in press-brake forming are generally more complicated
and costly than those illustrated in Fig. 4. Before special dies are designed for a specific application, the increased tooling
cost must be balanced against decreased time on the press brake. Generally, the quantity of identical parts to be produced
is the major factor in selecting special dies.
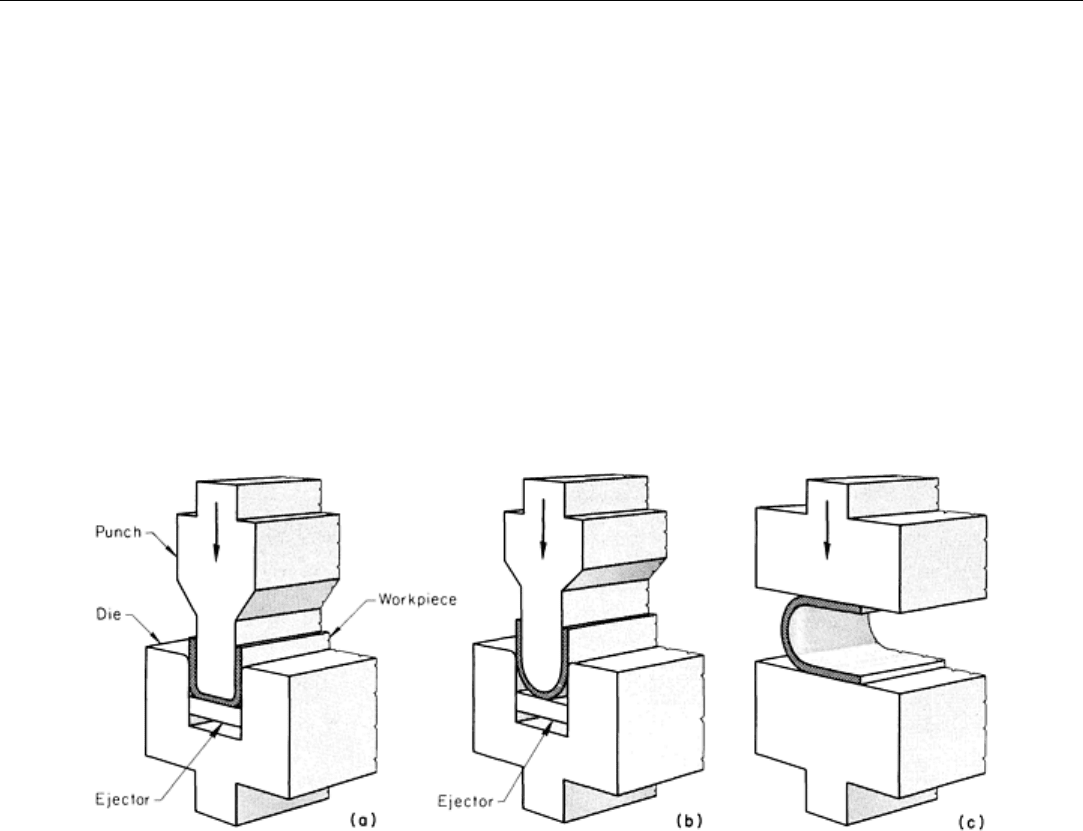
Channel Dies. A channel die (Fig. 5a) can form a channel in one stroke of the press brake, while two strokes would be
required using a conventional V-die. Because it is necessary to have an ejector in the die to extract the workpiece, channel
dies cost more than conventional dies. This higher cost can be justified only on the basis of large-quantity production. It is
ordinarily not necessary to have a stripper on the punch, because springback usually causes the part to release. The ejector
in the die may be of the spring, hydraulic, or air-return type. The stripper for the punch (if needed) is a release-wedge
device or a knockout piece. The use of a channel die, regardless of production quantities, is limited by work metal
thickness, corner radii, and required flatness of the web.
Fig. 5 Three types of special punches and dies for press-
brake forming. (a) Forming a channel in one stroke.
(b) Forming a U-bend in one stroke. (c) Flattening to remove springback after U-bending.
A modification of the channel die is the U-bend die (Fig. 5b). Springback is a common problem with this type of die; one
means of overcoming it is to perform a secondary operation on flat dies, as shown in Fig. 5(c).
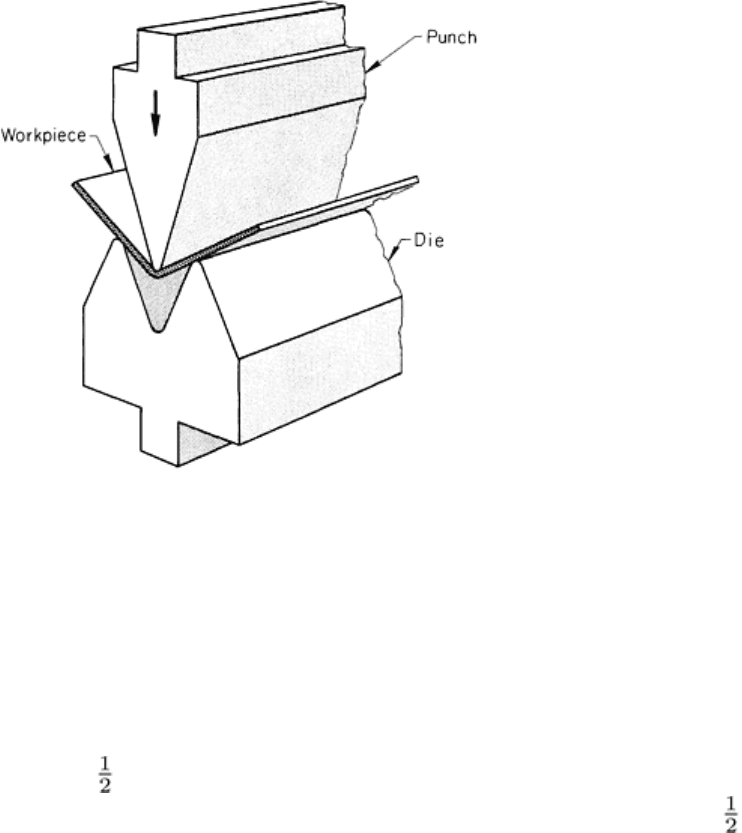
Air Bending. In air bending, the die is deep enough that setting does not take place at the bottom of the stroke. The die
can have a V shape (Fig. 6), or the sides can be vertical (Fig. 1). The shape and nose radius of the punch are varied to suit
the workpiece. The required angle is produced on the workpiece by adjusting the depth to which the punch enters the die
opening. This permits the operator to overbend the metal sufficiently to produce the required angle after springback.
Fig. 6 Setup for air bending with an acute-angle punch and die in a press brake.
When metal is bent beyond its yield strength, the radius formed bears a definite relationship to the opening in the die. A
small die opening produces a small radius; the use of a large die opening increases the radius, but also increases the
amount of springback. Springback must be compensated for by overbending. Changing the size of the die opening also
changes the amount of force needed to make the bend. As the die opening is increased, less force is required; as the die
opening decreases, the bending leverage is less, and more force is therefore required.
For the air bending of metal up to 13 mm ( in.) thick, the die opening is usually equal to eight times the work metal
thickness. This keeps the bend radius approximately equal to the metal thickness. For metal thicker than 13 mm ( in.)
and for some high tensile strength metals, the die opening should be at least ten times the work metal thickness to increase
the bend radius and therefore reduce the possibility of fracture at the bend.
The principal advantage of the air-bend method is the variety of forming that can be done with a minimum number of
punches and dies. Air bending also requires less force for a given bend, thus preventing excessive strain on the press
brake.
The primary disadvantage of air bending is the possible inconsistency in the bends. Because of variations in dimensions
and temper of the work metal as it is received from the mill, springback can vary throughout a production run. However,
the operator can adjust the ram to compensate for these irregularities. When air bending in a hydraulic press brake, the
operator can use a preset pressure, check each part with a gage, and restrike if necessary. With a mechanical press brake,
the shut height can be easily adjusted for a restrike and then reset for the next part.
Box-forming dies are similar to standard V-dies, except that the punch is sometimes specially made to clear the sides
of the box being formed. For square boxes, the punch length can be the inside length, and the sides of the box can be
formed in any sequence. However, for the forming of rectangular boxes, different tools or techniques are required. One
approach is the use of a punch that is split vertically (Fig. 7) so that the punch can clear the sides on the long dimension
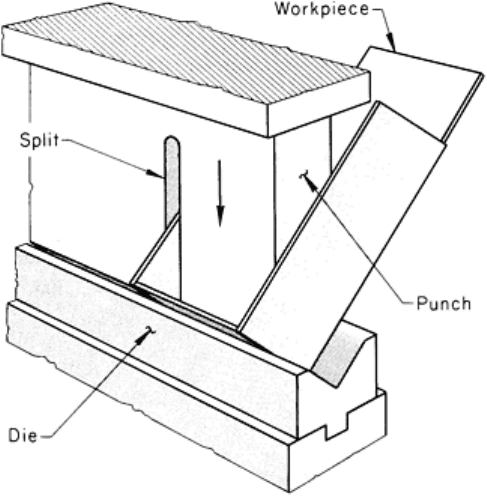
while forming the sides of the short dimension. In most cases, however, a punch long enough for forming the long sides
can be used without splitting; this is accomplished by forming the short sides first.
Fig. 7
Setup for forming a rectangular box using a punch split vertically to clear the long sides during forming
of the short sides.
When bottoming dies are used in box forming (to overform and coin the metal to reduce springback), the metal can be
work hardened excessively if the force used to form the short sides is the same as that used for the long sides. In some
shops, when the short sides are less than two-thirds as long as the long sides, force is reduced for forming the short sides.
Arbor-type punches can be used when the sides of a boxlike workpiece must be folded over (Detail A, Fig. 8). The
head of the punch extends beyond the punch body so that the formed-over sides can fit over the punch extensions while
the remaining folds are made (Fig. 8). The extensions on the punch are approximately triangular in cross section so that
the punch can be withdrawn after opposite sides of the workpiece are closed.