ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

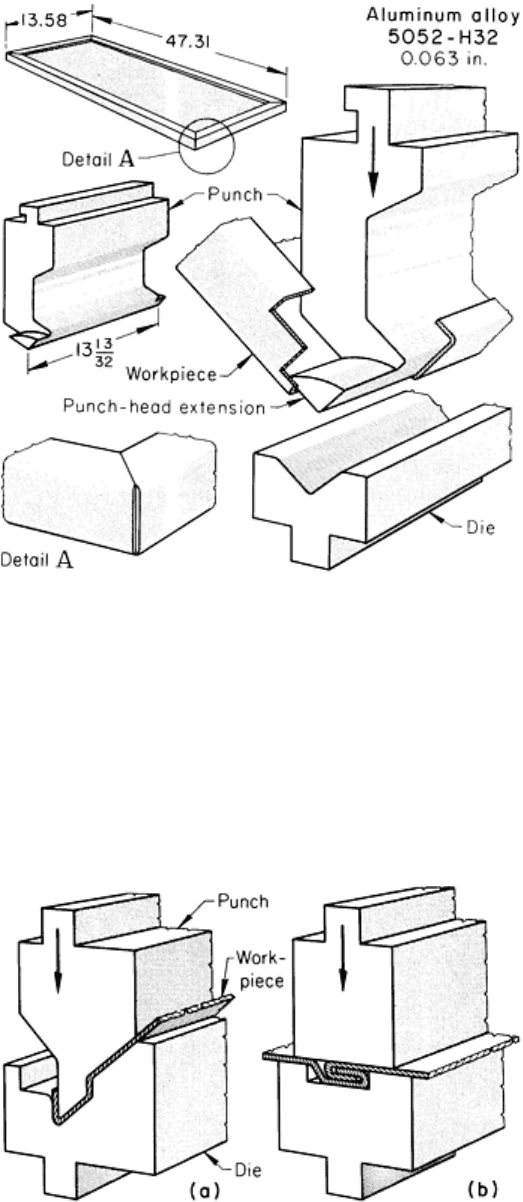
Fig. 8 Folding-over sides of a boxlike workpiece using an arbor-
type punch for forming beneath reverse
flanges. Dimensions given in inches.
Lock-Seam Dies. Lock seams are made in a press brake when quantities are too small to warrant more elaborate
equipment. The usual procedure is to form one component with a special punch and die as shown in Fig. 9(a). The second
component of the assembly is formed in a simple V-die. The two components are then locked together in a single stroke
of the press brake using another special die (Fig. 9b).
Fig. 9 Special punches and dies for producing lock seams in a press brake.
Curling Dies. Curling in a press brake is usually done in two steps using special dies such as those shown in Fig. 10(a).
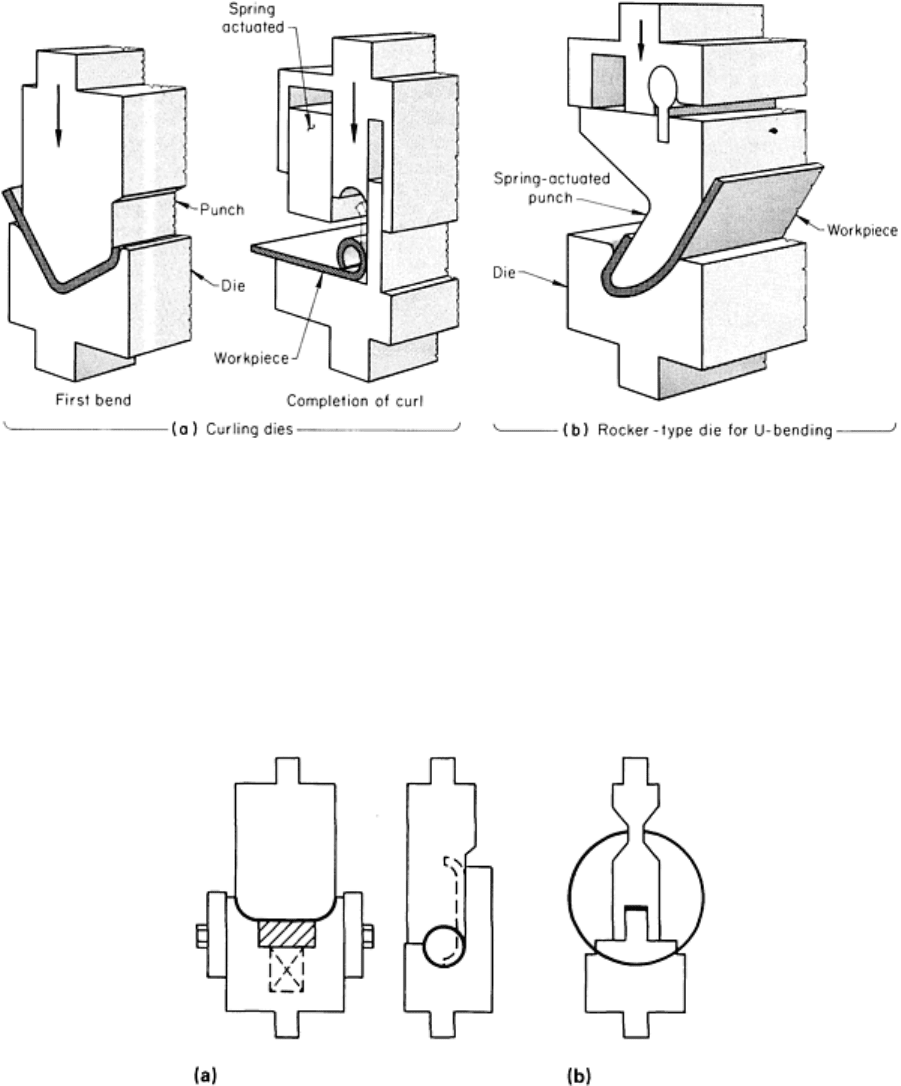
Fig. 10 Special punches and dies for curling and U-bending in a press brake.
Tube- and pipe-forming dies resemble curling dies. To ensure that the workpiece rolls up properly, the edges of the
metal must initially be bent. Small tubes can be formed by using a two-operation die (Fig. 11a), while larger tubes require
the use of a bumping die such as that shown in Fig. 11(b). Where accuracy is required, tubes formed in a bumping die
should be sized over a sizing mandrel. If seams are required, they can be formed on the tube edges prior to the rolling
operation.
Fig. 11 Tube- and pipe-forming dies. (a) Two-operation die for the forming of small tubes.
(b) Bumping die
used to form large tubes.
Rocker-Type Dies. Dies that operate with spring-actuated rocker punches can produce bends that would be impossible
with the punch operating in a vertical direction only. A typical rocker-type die for U-bending is illustrated in Fig. 10(b).
One-Stroke Hemming Dies. With specially designed spring-actuated dies, it is possible to hem a length of metal
sheet in a single stroke. A typical die used for this operation and the movement of die components required for
completing the hem are illustrated in Fig. 12. When provided with an adjustable stop, the die shown in Fig. 12 can
produce hems of different widths (over a narrow range).
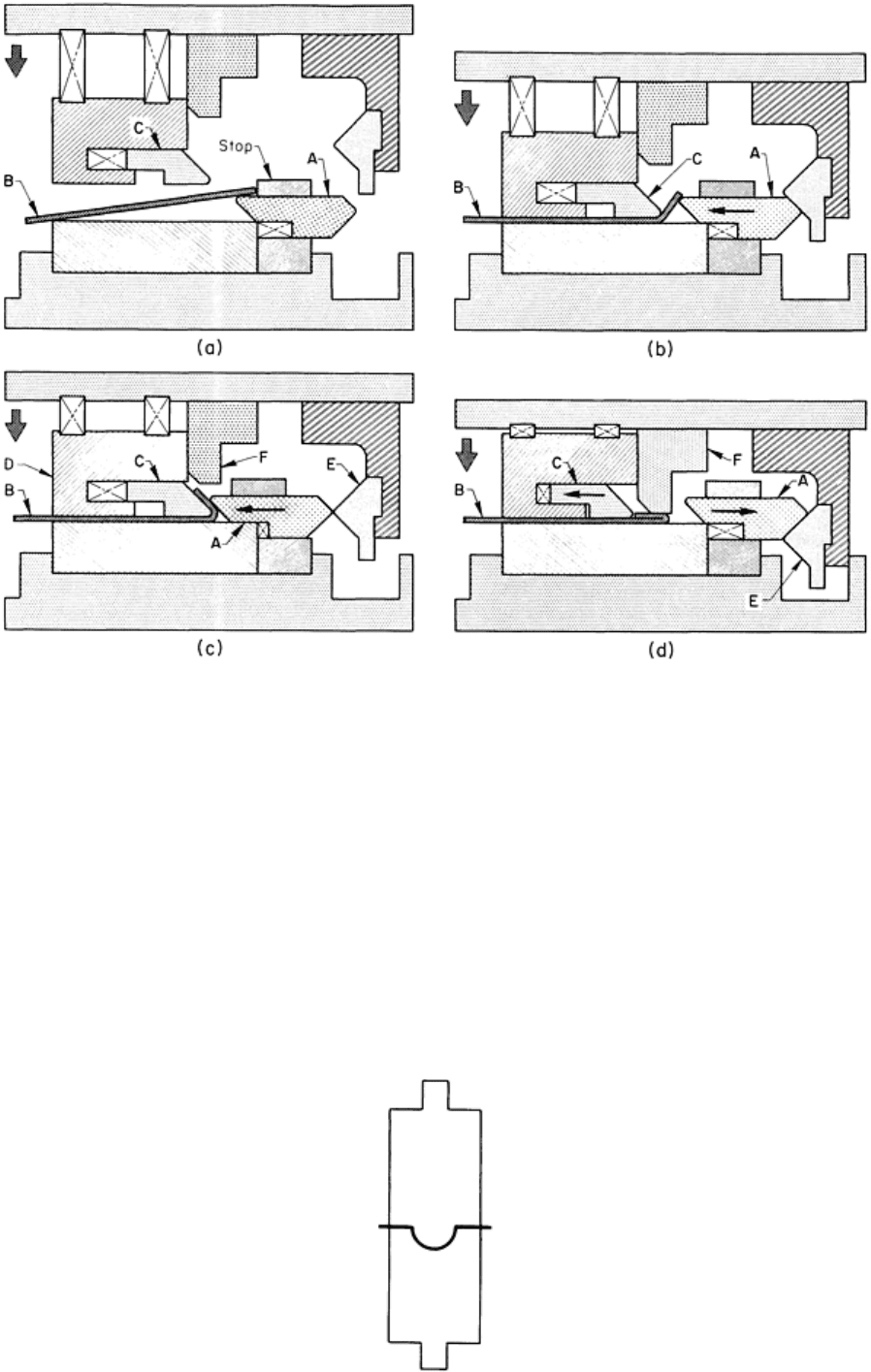
Fig. 12 One-stroke hemming die and movement of die componen
ts during hemming. (a) Workpiece, B, is
placed over slide A using a component of the die as a stop, and the entire upper die section begins to move
down. (b) Slide C contacts the workpiece and makes the first bend for the hem. (c) With slide D holding the
workpiece rigidly in place, die component E forces slide A to the left, forming the bent section of the workpiece
into an acute angle. (d) As the die continues to move down, die component E permits slide A to retract,
providing clearance for F to contact a
nd flatten the workpiece as it forces slide C to the left, thus completing the
hem. On the upstroke of the press brake, die components return to original positions.
Beading dies form beads (stopped ribs) to add rigidity to flat sheets. The dies form either open beads that extend from
edge to edge of the sheet or closed beads that fade out in the sheet. The hemispherical depressions that constitute the open
bead are formed by the die shown in Fig. 13. Closed beads, on the other hand, necessitate the use of spring-pressure pads
at the ends, which fade out to minimize wrinkling of the metal.
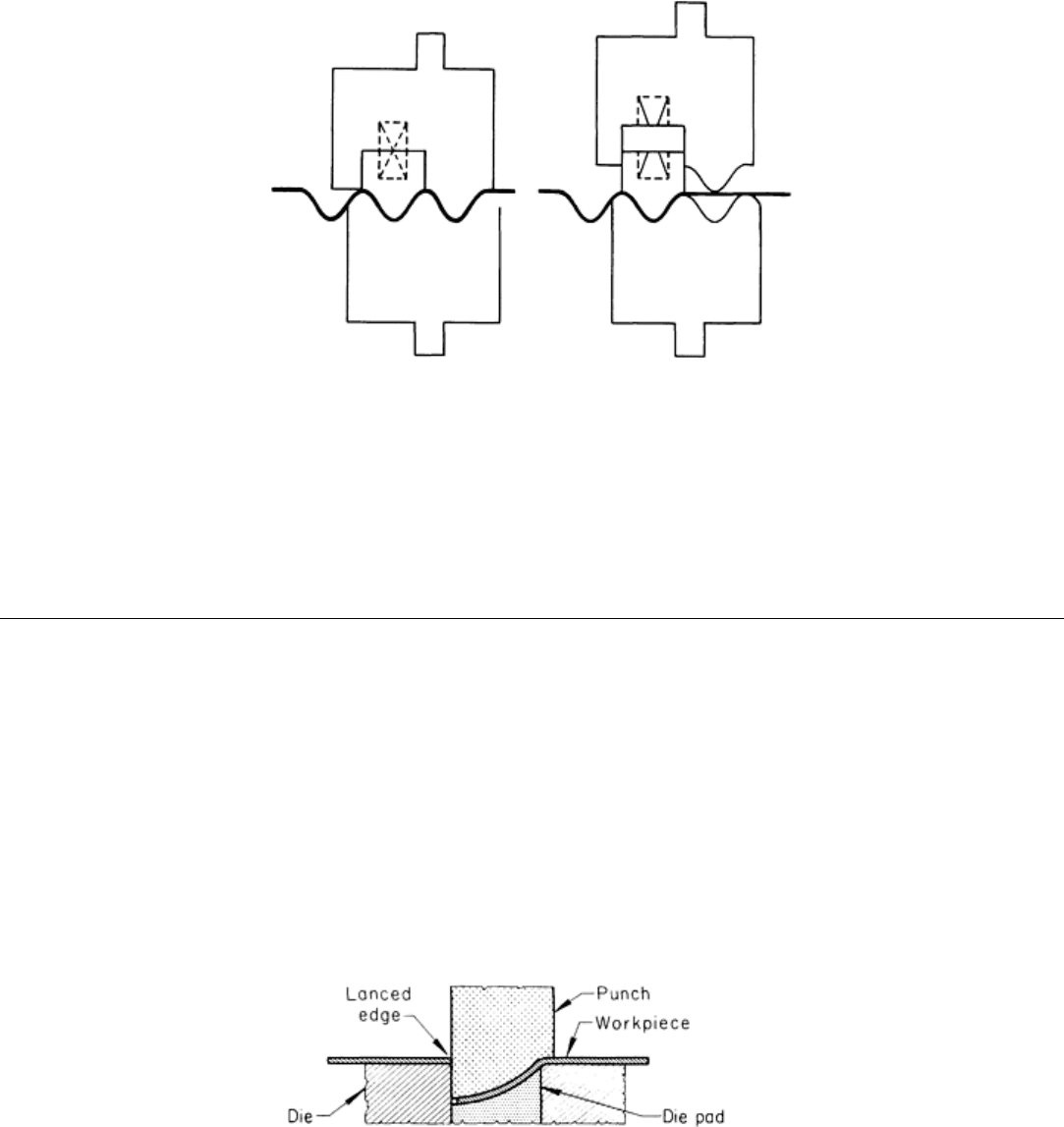
Fig. 13 Die used to form open bead in flat sheet to add stiffness to material.
Corrugating dies can be used to produce numerous corrugations, as shown in Fig. 14.
Fig. 14 Corrugating die used to form corrugations in a continuous sheet of material.
Cam-driven dies, also known as wedge-driven dies, can be used to increase production rates as well as workpiece
quality. When using an acute-angle die at normal press speeds, the sheet travels in a large arc, causing a bend at the
outside die edge. This problem can be solved by decreasing the speed of the operation, but a better solution is to use a
cam-driven die to ensure that the sheet will lay flat while maintaining the press speed at the desired rate.
Press-Brake Forming
Dies for Shearing, Lancing, Blanking, Piercing, and Notching
Shearing can be done in a press brake, but hold-downs and knife supports must be used to obtain reasonable accuracy. For
optimal results, a shearing machine should be used (see the article "Shearing of Plate and Flat Sheet" in this Volume).
There are, however, applications in which shearing in a press brake is convenient because it can be combined with
another operation.
Lancing is often done in a press brake. An example is the production of louvers, which are used in cabinet or locker
doors. The punch, die, and die pad used for the simultaneous lancing and forming of sheet metal into louvers are shown in
Fig. 15.
Fig. 15 Punch, die, and die pad used for the simultaneous lancing and forming of louvers in a press brake.

Blanking. When long, narrow dies are required for a given application, metal can be blanked in a press brake if adequate
support can be provided by the dies or the press brake. The removal of long, narrow workpieces is sometimes a problem.
Spring-type or rubber strippers can be added if excessive adherence to the punches is encountered.
Piercing and Notching. Press brakes are extensively used for piercing (punching) and notching. A press brake is more
practical than a punch press for the piercing or notching of long, narrow workpieces, such as flats, channels, or other
cross-sectional shapes. Press brakes are especially well adapted to piercing holes close to the edge of long panels or to
notching the edges. Quick-change punching units help to extend the versatility of a press brake for piercing and notching.
These punching units can be quickly changed to accommodate different workpieces by using setup templates.
Press-Brake Forming
Rotary Bending
Wiping dies, V-dies, and U-dies have traditionally been used in press-brake forming. Rotary bending is gaining wide
acceptance in industry because it significantly reduces the time required to bend materials. Rotary bending is
accomplished by using a tool that simultaneously holds and bends the material.
Key components of a rotary bender are the saddle (punch), the adjustable rocker, and the die anvil. The cylindrical rocker
features an 88° V-notch cut out along its full length. To minimize marking, the edges of the rocker jaws are flatted and
radiused. Figure 16 illustrates the three stages of a rotary-bending operation. Initially (Fig. 16a), the material is clamped,
and the rocker rotation begins. Figure 16(b) shows how humping is controlled and confined to the space between the
rocker edges. The final step (Fig. 16c) shows how the rocker clamps the workpiece in place and overbends it sufficiently
to compensate for springback.
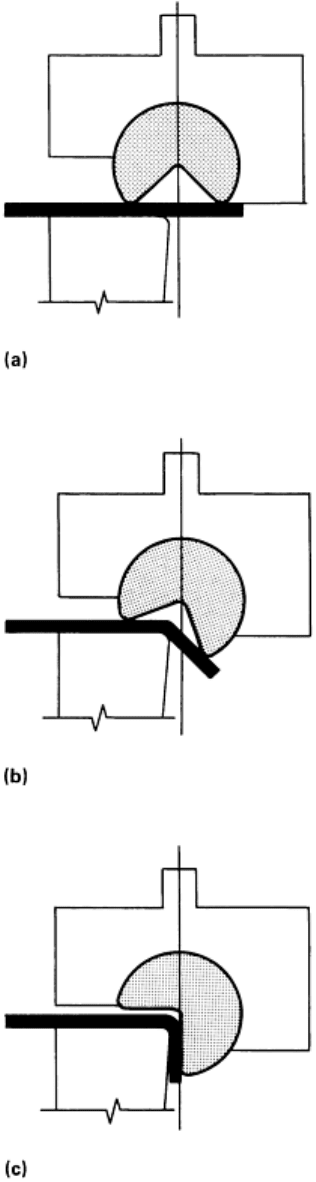
Fig. 16
Sequence of operations illustrating rotary bending in a press brake. (a) Material is clamped, and rocker
rotation begins. (b) Humping is controlled and limited to space between edges of rocker. (c) Workpiece is
clamped in position by rocker and overbent to allow for springback.
Rotary benders have been primarily used in conjunction with progressive dies to form Z-bends and short-leg bends in a
single operation. Also, dart stiffeners can be rolled into the workpiece simultaneously as it is being bent.
Press-Brake Forming
Selection of Tool Material
Selection of tool material for punches and dies used in press brakes depends on the composition of the work metal, the
shape of the workpiece (severity of forming), and the quantity to be produced. The tool material used for press-brake
bending and forming ranges from hardwood to carbide, although the use of carbide has usually been confined to inserts at
high-wear areas. Hardwood and carbide represent the rare extremes; hardwood is suitable only for making a few simple
bends in the most formable work metal, and carbide would be considered only for making severe bends in a less-formable
work metal (such as high-strength low-alloy steel) in high production.
Simple Bending. Most dies and punches used for simple V-bending operations are made from low-carbon steel (such
as 1020) or gray iron. Both of these materials are inexpensive and give acceptable tool life in mild service.
If production runs are long or if the work metal is less formable, some upgrading of the tool material may be desired to
retain accuracy over a longer period. Gray iron can be upgraded without adding greatly to tool cost by making both punch
and die from a hardenable grade (such as ASTM class 40) and then flame hardening the nose of the punch and the upper
edges (high-wear areas) of the V-die to 450 to 550 HB. Low-carbon steel tools can be upgraded by changing to a
hardenable grade of steel (such as 1045). High-wear portions of the tools can be flame hardened (usually to 50 to 55
HRC) in the same manner as the gray iron tools.
Severe Bending. As the severity of bending and forming increases, such as in producing channels in a single stroke
(Fig. 5a), tool materials should be upgraded when more than low-production quantities are needed. For operations that
require severe bending, tool material requirements for press-brake operations parallel those for punch-press operations
(see the article "Selection of Material for Press-Forming Dies" in this Volume).
Blanking and piercing are done in a press brake with tools of the same materials as those used in punch presses (see
the article "Selection of Material for Blanking and Piercing Dies" in this Volume).
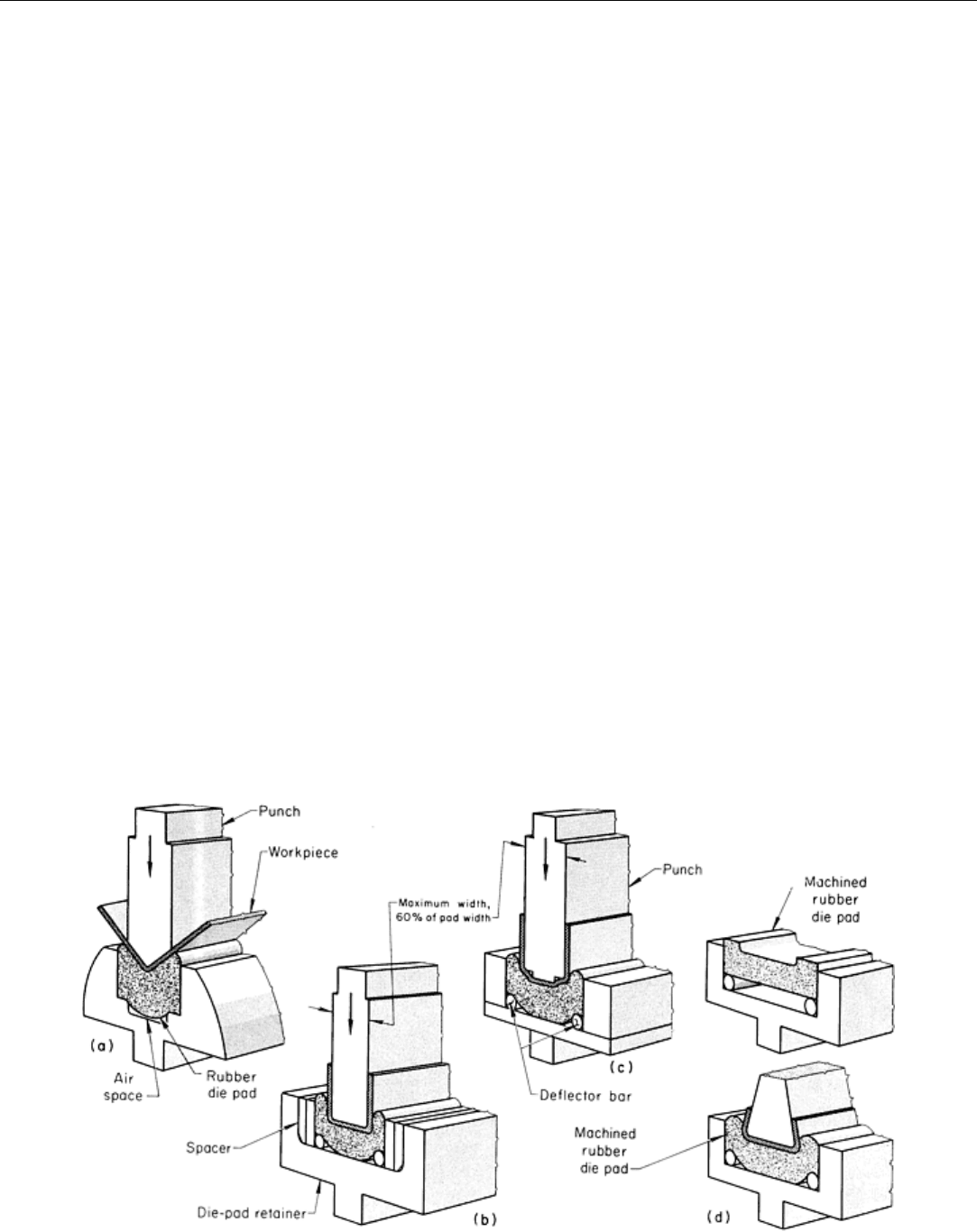
Rubber Pads. The use of rubber pads in press-brake dies (Fig. 17) enables the forming of shapes that are difficult or
impossible to form without the pads. The pads also minimize damage to work metal surfaces and decrease die cost.
Additional information is available in the article "Rubber-Pad Forming" in this Volume.
Fig. 17 Setups for rubber pad forming of various shapes in a press brake. (a) Simple 90° V-
bend. Air space
below die pad permits deep penetration. (b) Simple U-
bend or channel. Spacers enable channels of varying
widths to be formed in the same die-
pad retainer. Deflector bars help to provide uniform distribution of forming
pressure. (c) Modified channel, with partial air bending. (d) Acute-angle channel.
High side pressures are
obtained by using a conforming rubber die pad and deflector bars.
Urethane rubber is the type most widely used. Pads inserted into the bottom of the die can be used for forming V and
channel sections in various metals ranging from soft aluminum to low-carbon steel up to 12 gage (2.657 mm, or 0.1046
in.) in thickness. When using the urethane-pad technique, the urethane is, in effect, the die. It is almost impossible to
compress urethane; its shape changes but not its volume. With minimum penetration of the punch, the pad begins to
deflect, exerting continuous forming pressure around the punch. At the bottom of the stroke, the urethane has assumed the
shape of the punch. When the pressure is released, the pad returns to its original shape.
Urethane pads are generally used for short-run production. However, in one plant, 14,000 boiler-casing channels were
formed from 16 gage (1.52 mm, or 0.0598 in.) low-carbon steel in 4.9 m (16 ft) lengths on the same urethane pad before
replacement.
Urethane rubber is made in several different grades ranging in tensile strength from 18 to 76 MPa (2600 to 11,000 psi)
and in hardness from Durometer 80A to 79D. (Additional information is available in the article "Miscellaneous Hardness
Tests" in Mechanical Testing, Volume 8 of ASM Handbook, formerly 9th Edition Metals Handbook.) Selection of grade
depends on work metal hardness and thickness and on severity of forming. Experimentation is often needed to determine
the optimal grade of urethane for the application.
Work Metal Finish. When preservation of work metal finish is a primary objective, the dies or punches or both are
sometimes chromium plated. Other means of preserving the work metal finish include the use of oil-impregnated paper
between the tools and the work metal, or spraying the tools with a plastic of the type used to coat metal sheets for deep
drawing.
Press-Brake Forming
Procedures for Specific Shapes
Procedures and tooling for press-brake operations vary widely and are mainly influenced by workpiece shape. The
following examples describe the procedures used for producing several different shapes, including simple boxlike parts,
panels, flanged parts, architectural columns, fully closed parts, and semicircular parts.
Example 2: Four-Stroke Forming of Closed-Bottom Boxes From Notched Blanks.
Closed-bottom boxes were produced from 1010 steel blanks sheared to 508 × 610 mm (20 × 24 in.) in a press brake. The
four corners were notched to a depth of 102 mm (4 in.) in a standard notching die in the same press brake as that used to
make the blanks. The box was then formed in four strokes of the press brake, using a standard 90° V-die but with a
deeper-than-normal punch (Fig. 18). By bending the 305 mm (12 in.) sides first, all four bends could be made with a die
406 mm (16 in.) long. Hourly production rates for the three operations were:
Operation
Pieces
Shear blanks
55
Notch corners (four strokes)
57
Bend from sides (four strokes)
44
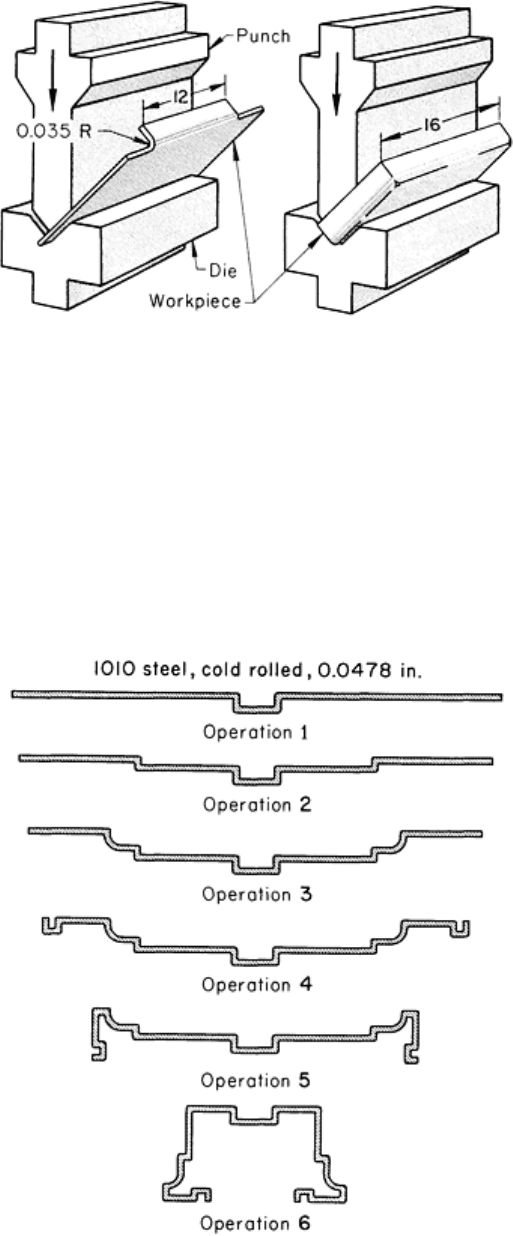
Fig. 18 Die and punch setup for bending sides in the production of a closed-bottom box. 1010 steel, 55-
65
HRB. Dimensions given in inches.
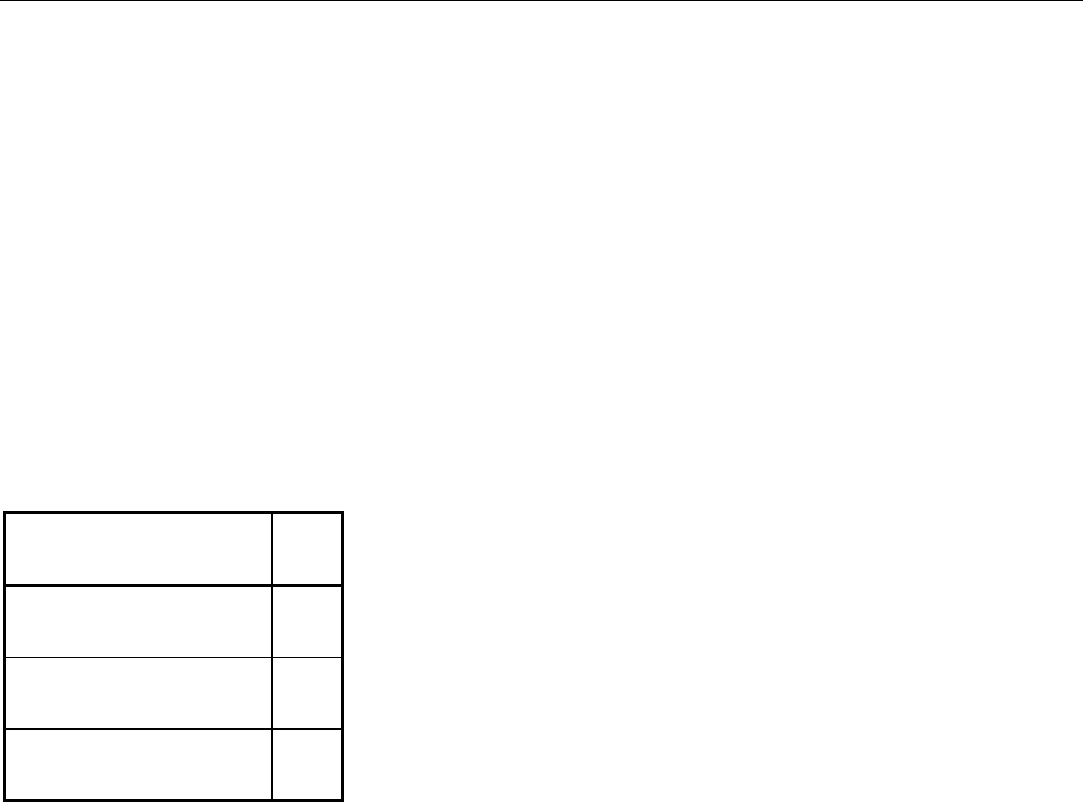
Example 3: Six-Operation Forming of an Architectural Column.
An architectural column 3 m (10 ft) long was produced in six operations in a press brake. Figure 19 shows the sequence
of shapes produced. Channel dies were used for operations 1 and 2. Operation 3 required a special punch and die for
producing the large-radius bends. A simple channel die was used for operation 4, and a V-die for operation 5. Operation 6
was performed with a gooseneck punch that was necked-in sufficiently to clear the edge flanges as the part closed in.
Fig. 19 Shapes progressively produced in six-
operation forming of an architectural column in a press brake
using 1.21 mm (0.0478 in.) thick steel sheet.
The major problem in forming this shape was to obtain sharp 90° bends at all corners and to keep the flanges in the same
plane. Because the part was 3 m (10 ft) long, considerable shimming of the tools was required to produce satisfactory
parts.
Correct shimming is a major factor in maintaining accuracy when producing shapes in a press brake such as that
shown in Fig. 19. Shims are required to adjust for the discrepancies between bed plate and bolster. Also, deflections
produced by the punch bottoming on all hits will be greater in the center of the die than at the edges, and shimming is
required to equalize the pressure along the entire length of the bend. Optimal shimming is accomplished mainly by trial
and error, because of the variations among machines, tools, and workpieces.
Example 4: Producing a Completely Closed Triangular Shape.
Figure 20 shows the four separate setups that were used to produce an 864 mm (34 in.) long completely closed triangular
part in a press brake. The 541 × 864 mm (21 × 34 in.) blanks were prepared by shearing on separate equipment. As
shown in Fig. 20, the first pressbrake operation produced a 90° bend, and the second operation produced a 68° bend;
simple straight-sided punches were used for both bends. In the third operation, a special punch 29 mm (1 in.) thick and
having an offset nose was used to produce a 32° bend. By bending only to 32°, sufficient space was allowed for
withdrawal of the punch. The punch had an offset nose because of the off-center seam location (a design requirement); if
the seam had been centered, the punch would have been symmetrical. In the fourth operation, the part was closed. The
part just before the fourth operation is shown at the upper right-hand corner in Fig. 20. Time to complete the four
operations was 0.9916 min. Total time per part was 1.0412 min (production rate: 57.7 parts per hour).
Fig. 20 Sequence of operations for forming a closed triangle in a press brake. Dimensions given in inches.
Semicircular Shapes and U-Bends. Flat stock can be formed into semicircular shapes and U-bends in a press brake.
If the press capacity is adequate for the work metal thickness and the dimensions required, forming can be done in one
operation, as in 90° V-bending. As shown in Fig. 5(b), the radius of the punch nose forms the inside radius of the
workpiece.
Air bending is used to form semicircular shapes and U-bends when the work metal thickness and the dimensions exceed
press capacity. A typical setup is shown in Fig. 21. Starting from the end of the workpiece at the right, and a distance of
half the span of the die opening, pairs of equally spaced center-punch marks are made near each side of the workpiece,
progressing to the left in two straight lines at 90° to the bend axis. These two rows of punch marks guide the operator in
maintaining the alignment of the bend.