Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

144 ^. REFINING AND PULP CHARACTERIZATION
or a set of two pairs of
plates formed by a
double sided rotating
disk between two sta-
tionary plates (Plate
23.)
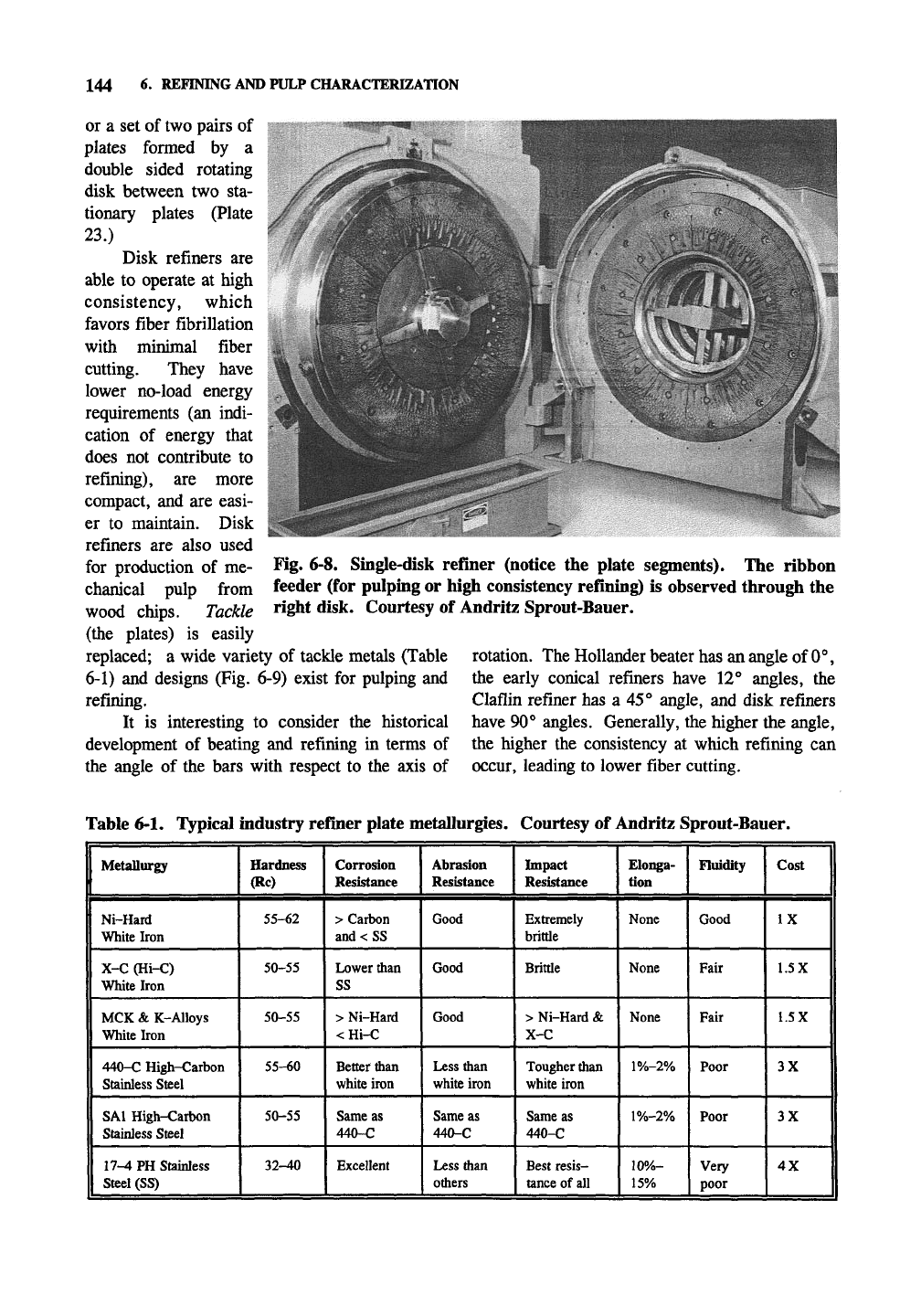
Disk refiners are
able to operate at high
consistency, which
favors fiber fibrillation
with minimal fiber
cutting. They have
lower no-load energy
requirements (an indi-
cation of energy that
does not contribute to
refining), are more
compact, and are easi-
er to maintain. Disk
refiners are also used
for production of me-
chanical pulp from
wood chips. Tackle
(the plates) is easily
replaced; a wide variety of tackle metals (Table
6-1) and designs (Fig. 6-9) exist for pulping and
refining.
It is interesting to consider the historical
development of beating and refining in terms of
the angle of the bars with respect to the axis of
Fig, 6-8. Single-disk refiner (notice the plate segments). The ribbon
feeder (for pulping or high consistency refining) is observed through the
right
disk.
Courtesy of Andritz Sprout-Bauer.
rotation. The Hollander beater has an angle of 0°,
the early conical refiners have 12° angles, the
Claflin refiner has a 45° angle, and disk refiners
have 90° angles. Generally, the higher the angle,
the higher the consistency at which refining can
occur, leading to lower fiber cutting.
Table 6-1. Typical industry refiner plate metallurgies. Courtesy of Andritz Sprout-Bauer.
1 MetaUurgy
1
I Ni-Hard
II
White Iron
X-C(Hi-C)
White Iron
MCK&K-Alloys
II White Iron
440-C High-Carbon
1 Stainless Steel
SAl High-Carbon
Stainless Steel
17-4 PH Stainless
II steel (SS)
Hardness
(Re)
55-62
50-55
50-55
55-60
50-55
32-40
Corrosion
Resistance
> Carbon
and < SS
Lower than
ss
> Ni-Hard
<Hi-C
Better than
white iron
Same as
440-C
Excellent
Abrasion
Resistance
Good
Good
Good
Less than
white iron
, Same as
f 440-C
Less than
others
Impact
Resistance
Extremely
brittle
Britfle
> Ni-Hard &
X-C
Tougher than
white iron
j Same as
440-C
Best resis-
tance of all
Elonga-
tion
None
None
None
l%-2%
l%-2%
10%-
15%
Fluidity
Good
Fair
Fair
Poor
j Poor
Very
poor
Cost
IX
1.5
X
1.5 X
3X
3X
4X
REFINING 145
Low Consistency Refiner
Plates for Pulp & Paper Stock
Preparation
(Twin Flo Refiners)
High Consistency
Refiner Plates for Pulp,
Paper, Board & industrial
Mechanical Pulping
Wet Processing
Cutting — Coarse Bar
SIngla-Dlsc/TwIn Refiner Cornstarch
Fiber Development — Medium Bar
Double-Disc Refiner
FIberboard
Chemical Processing
Maximum Development — Fine Bar
SIngle-Dlsc/TwIn Refiner
Food Processing
Double-Disc Refiner
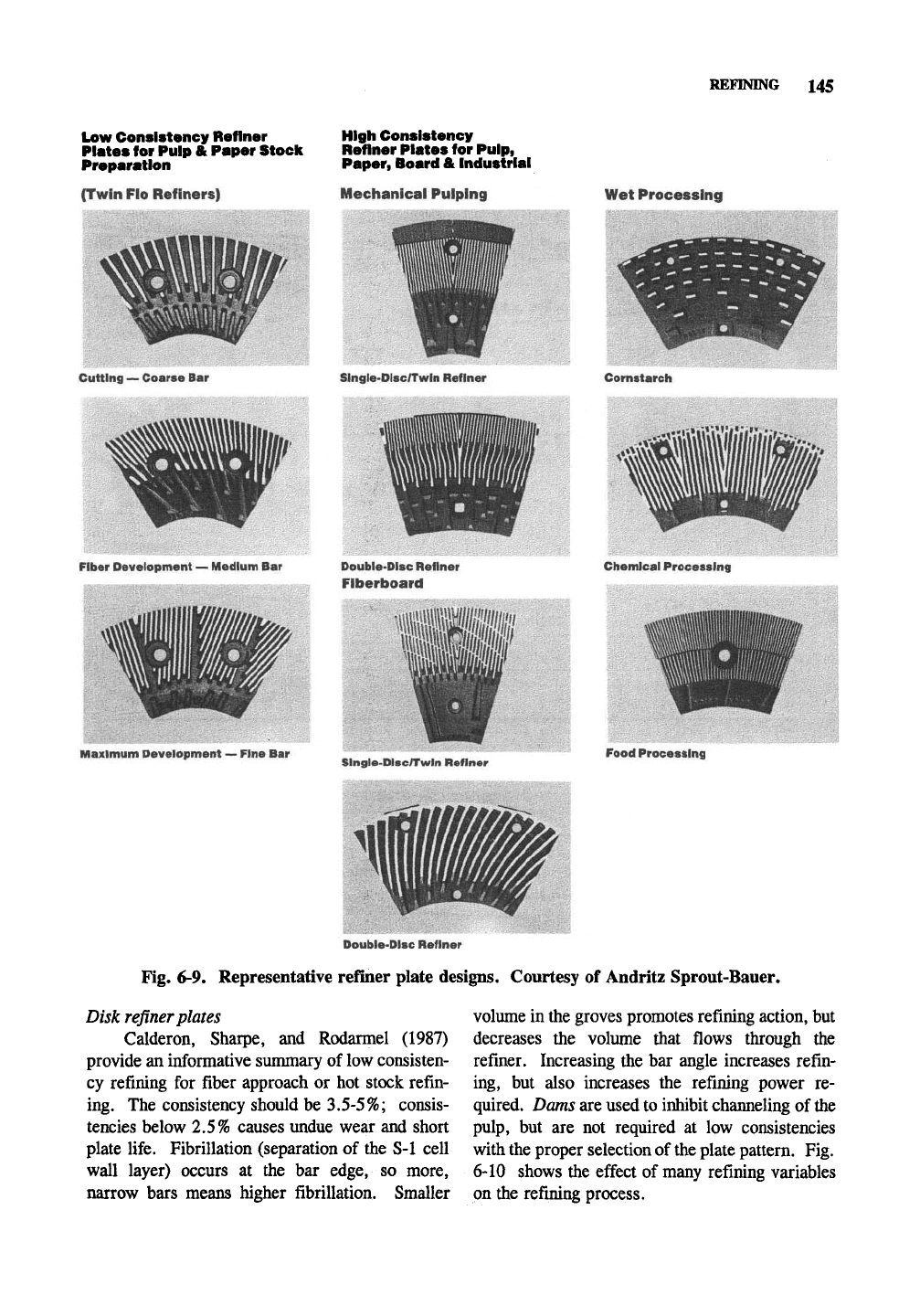
Fig. 6-9. Representative refiner plate designs. Courtesy of Andritz Sprout-Bauer.
Disk refiner plates
Calderon, Sharpe, and Rodarmel (1987)
provide an informative summary of low consisten-
cy refining for fiber approach or hot stock refin-
ing. The consistency should be 3.5-5%; consis-
tencies below 2.5% causes undue wear and short
plate life. Fibrillation (separation of the S-1 cell
wall layer) occurs at the bar edge, so more,
narrow bars means higher fibrillation. Smaller
volume in the groves promotes refining action, but
decreases the volume that flows through the
refiner. Increasing the bar angle increases refin-
ing, but also increases the refining power re-
quired. Dams are used to inhibit channeling of the
pulp,
but are not required at low consistencies
with the proper selection of
the
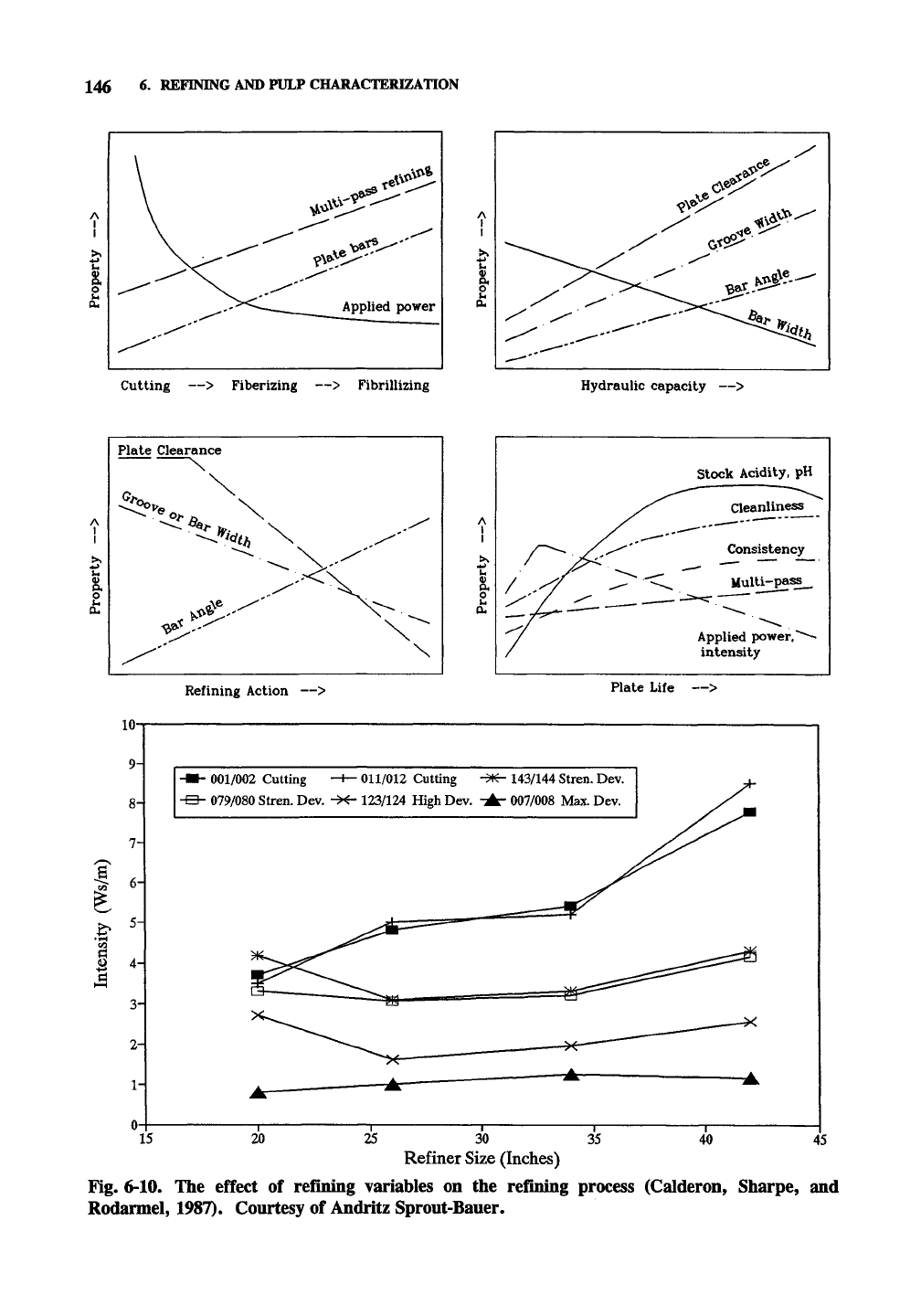
plate pattern. Fig.
6-10 shows the effect of many refining variables
on the refining process.
146 6- REFINING AND PULP CHARACTERIZATION
A
1
1
U
2
0.
^-^^^^^^^^^.^ Applied power
,'
Cutting
-> Fiberizing —> Fibrillizing
Hydraulic capacity
A
1
1
f^
U
o
u
Plate Clearance
\
-^
V^
^"^X
.'-^
^^
.
^€^-^
^^''
^
^.^
V- ^
\^
\
10
9H
8
I
1
CO
2-
n
Refining Action —>
A
1
2
Stock Acidity, pH
y'^
Cleanliness
/ ^^ . /^^-^ ' Consistency
/ x^ J^ "^ Multi-pass_ !
/ Applied power,"^^
/ intensity
Plate Life —>
• 001/002 Cutting
• 079/080 Stren. Dev.
•
011/012 Cutting -^le 143/144 Stren. Dev.
•
123/124 High Dev. -^ 007/008 Max. Dev.
30
—T"
35
40
45
15 20 25
Refiner Size (Inches)
Fig. 6-10. The
e^ect
of refining variables on the refining process (Calderon, Sharpe, and
Rodarmel, 1987). Courtesy of Andritz Sprout-Bauer.
REFINING 147
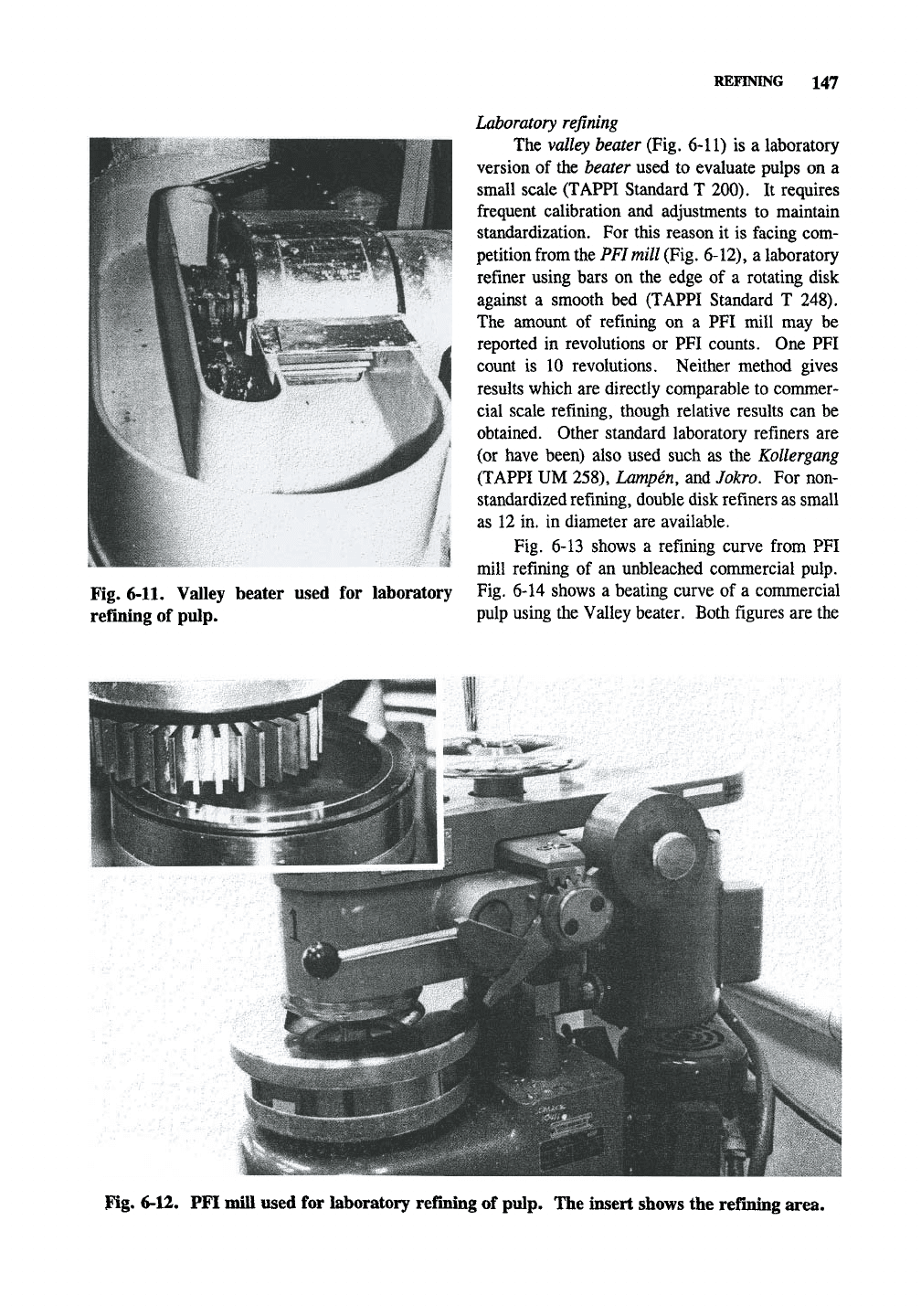
Fig. 6-11. Valley beater used for laboratory
renning of pulp.
Laboratory refining
The valley beater (Fig. 6-11) is a laboratory
version of the beater used to evaluate pulps on a
small scale (TAPPI Standard T 200). It requires
frequent calibration and adjustments to maintain
standardization. For this reason it is facing com-
petition from the PFImill (Fig. 6-12), a laboratory
refiner using bars on the edge of a rotating disk
against a smooth bed (TAPPI Standard T 248).
The amount of refining on a PFI mill may be
reported in revolutions or PFI counts. One PFI
count is 10 revolutions. Neither method gives
results which are directly comparable to commer-
cial scale refining, though relative results can be
obtained. Other standard laboratory refiners are
(or have been) also used such as the Kollergang
(TAPPI UM 258), Lampen, and Jokro. For non-
standardized refining, double disk refiners as small
as 12 in. in diameter are available.
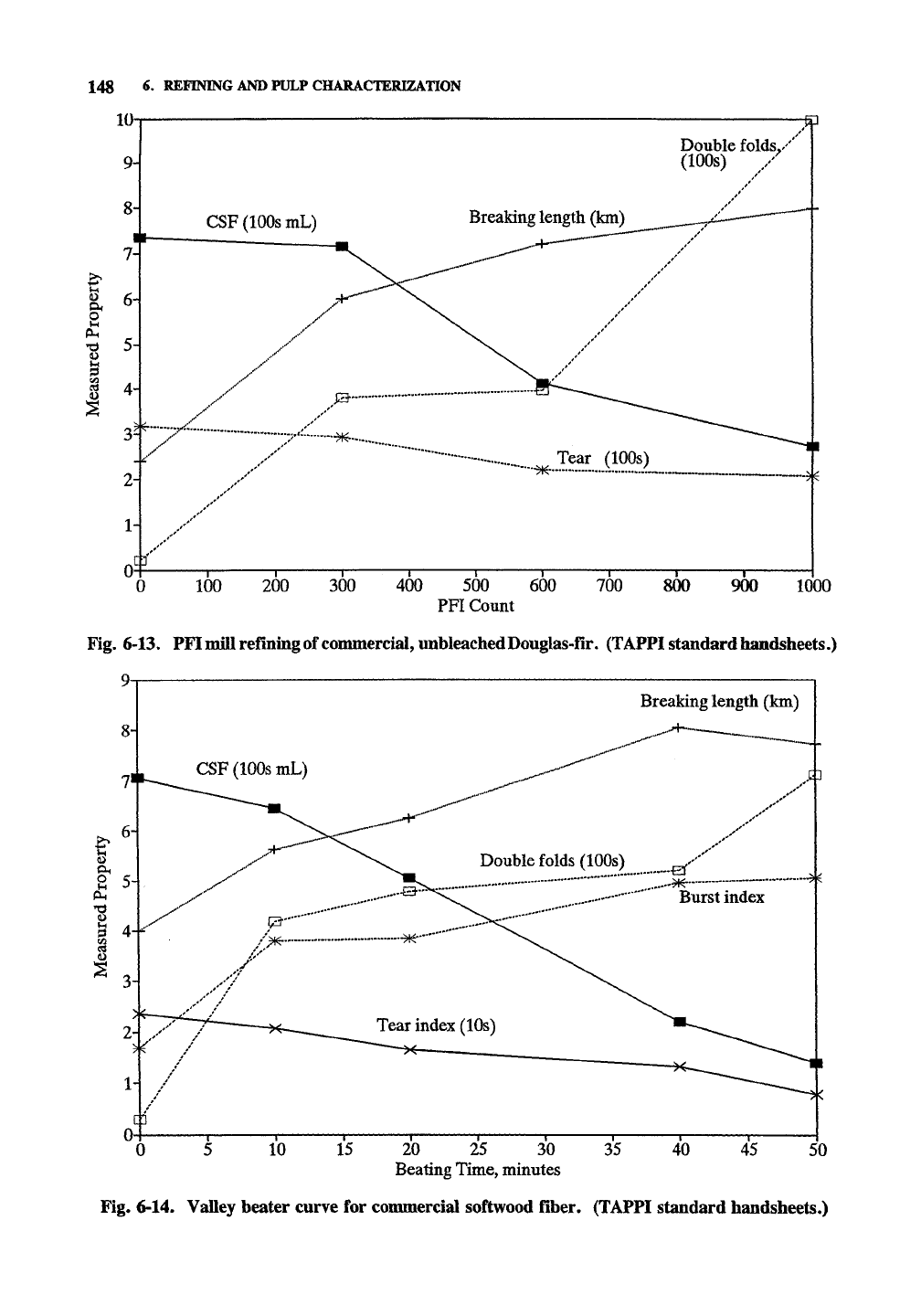
Fig. 6-13 shows a refining curve from PFI
mill refining of an unbleached commercial pulp.
Fig. 6-14 shows a beating curve of a commercial
pulp using the Valley beater. Both figures are the
Fig. 6-12. PFI mill used for laboratory refining of pulp. The insert shows the refining area.
148 <>• REFINING AND PULP CHARACTERIZATION
2
c3
10-
9-
8-
I
7-
6-
5-
4-
3^
2"
1-
0
"S"
Double folds,/'
(100s) /
CSF(lOOsmL)
Breaking length (km)
^—.,-
z"
Tear (lOOs)
m
0
"lOO^
loo 300 400 500" "600 TOO"
800 900 1000
PFI Count
Fig. 6-13. PFI
miU
refining of commercial, unbleached Douglas-fir. (TAPPI standard handsheets.)
Breaking length (km)
Beating Time, minutes
Fig. 6-14. Valley beater curve for commercial softwood fiber. (TAPPI standard handsheets.)
REFINING 149
test results of laboratory handsheets. These
figures represent the strength qualities of paper
made from pulp refined at various levels, although
it is preferable to have more levels of refining to
give smoother curves. Also, one usually plots
strength versus CSF, which gives smoother
curves.
The tradeoff between pulp properties is
demonstrated by looking at the burst and tear
strengths with refining. Increased refining de-
creases the tear strength but increases the burst
strength. In brown paper bags both the burst and
tear strengths are important, although increasing
refining to raise the burst strength leads to lower
tear strength; hence, the tear strength of brown
paper grocery sacks tends to be low (as most
people have experienced at one time or another),
but they can hold heavy objects without bursting.
Refining
power
Refining power is a measure of the power
input to the motors of the refiner based on amount
of
pulp
processed. It is an indirect measure of the
energy expended in cutting and fibrillating the pulp
fibers, although only a small percentage of the
power actually is consumed by these processes.
Obviously, these values are important in design
and economic calculations and so forth. Refining
power is commonly expressed in units of
kilowatt-hours per ton or horsepower-days per ton
of pulp processed. Smook, Handbook for Pulp &
Paper
Technologists,
gives typical refining energy
requirements for different paper grades on page
189.
For example, tissue, and toweling (lightly
refined paper using low yield, bleached pulp)
require about 100-120 kWh/t (5-6 hp-day/ton)
pulp,
fine papers require about 230 kWh/t (12 Hp-
day/ton) pulp, while greaseproof glassine (a very
highly refined, very dense sheet) uses 400-500
kWh/t (20-25 Hp-day/ton) pulp. (There are
17.904 kWh per HP-day and 1.1 ton per t.)
6.3 PULP CHARACTERIZATION
Pulp characterization is very important to
determine the effects pulping, bleaching, refining,
etc.
on the properties of the pulp and, therefore,
on the final paper properties. Some of these
methods such as Canadian Standard freeness,
cellulose viscosity, and lignin content have been
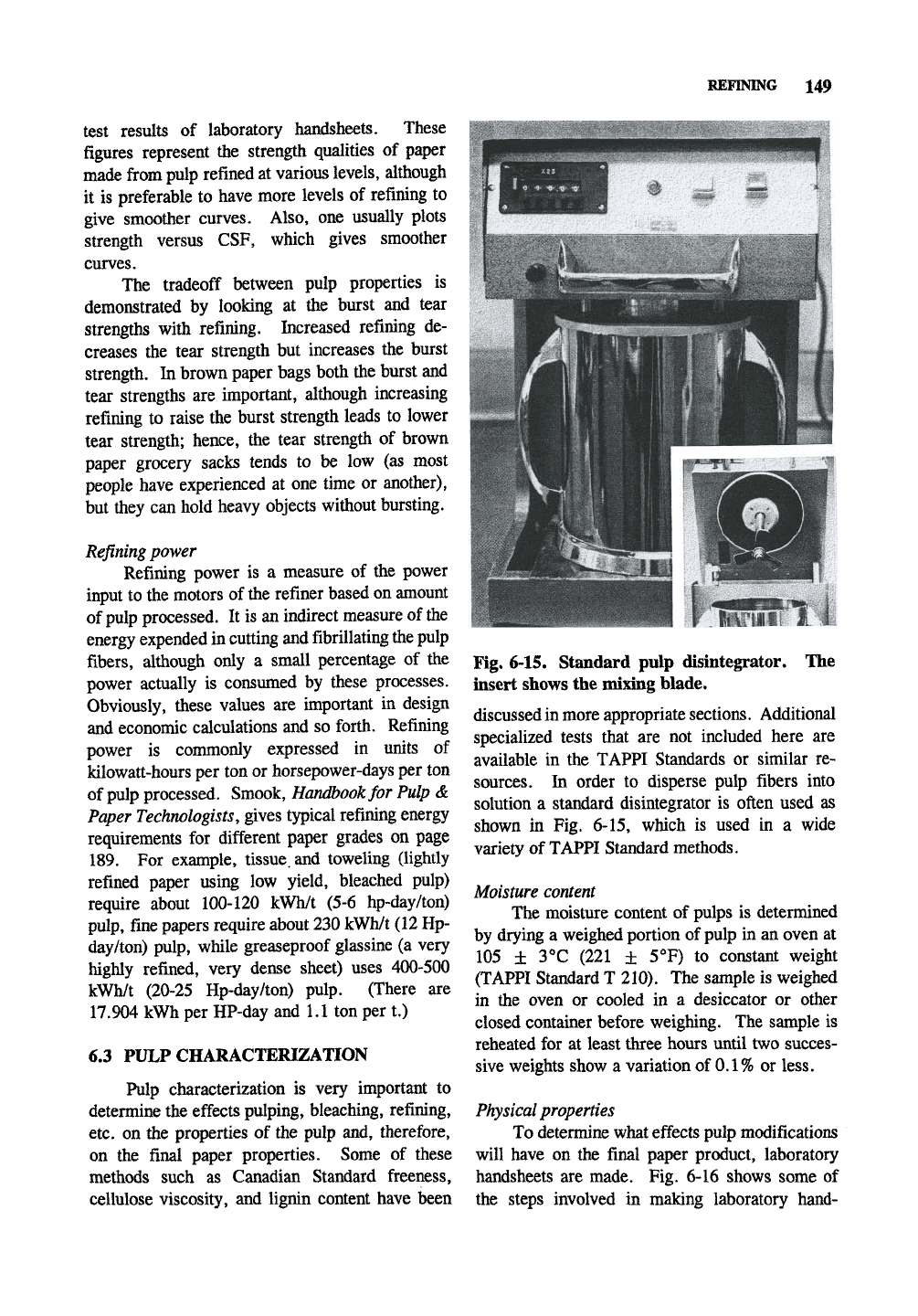
Fig, 6-15. Standard pulp disintegrator. The
insert shows the mixing blade.
discussed in more appropriate sections. Additional
specialized tests that are not included here are
available in the TAPPI Standards or similar re-
sources. In order to disperse pulp fibers into
solution a standard disintegrator is often used as
shown in Fig. 6-15, which is used in a wide
variety of TAPPI Standard methods.
Moisture content
The moisture content of pulps is determined
by drying a weighed portion of pulp in an oven at
105 ± 3°C (221 ± 5T) to constant weight
(TAPPI Standard T 210). The sample is weighed
in the oven or cooled in a desiccator or other
closed container before weighing. The sample is
reheated for at least three hours until two succes-
sive weights show a variation of 0.1
%
or less.
Physical properties
To determine what effects pulp modifications
will have on the final paper product, laboratory
handsheets are made. Fig. 6-16 shows some of
the steps involved in making laboratory hand-
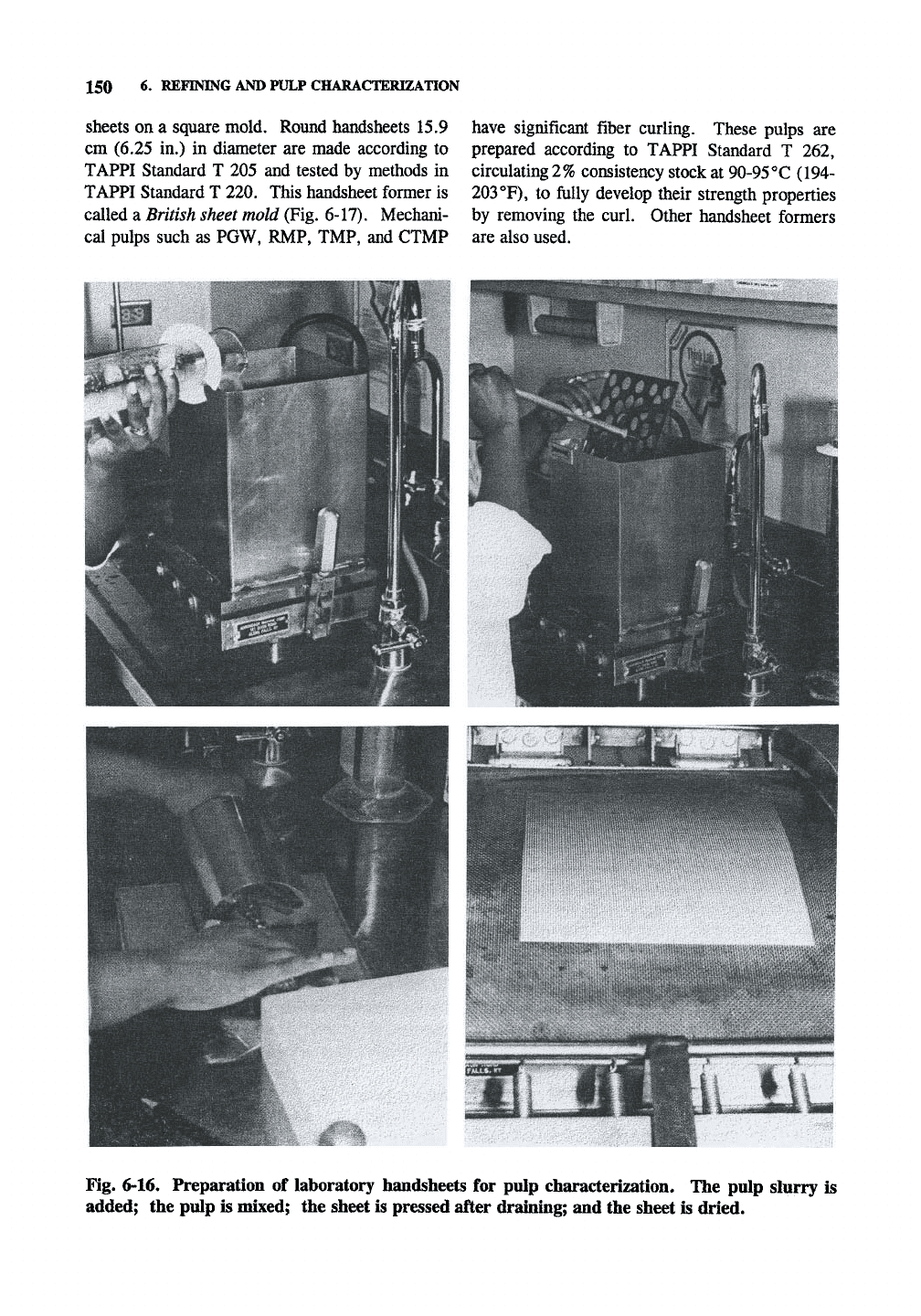
ISO 6- REFINING AND PULP CHARACTERIZATION
sheets on a square mold. Round handsheets 15.9
cm (6.25 in.) in diameter are made according to
TAPPI Standard T 205 and tested by methods in
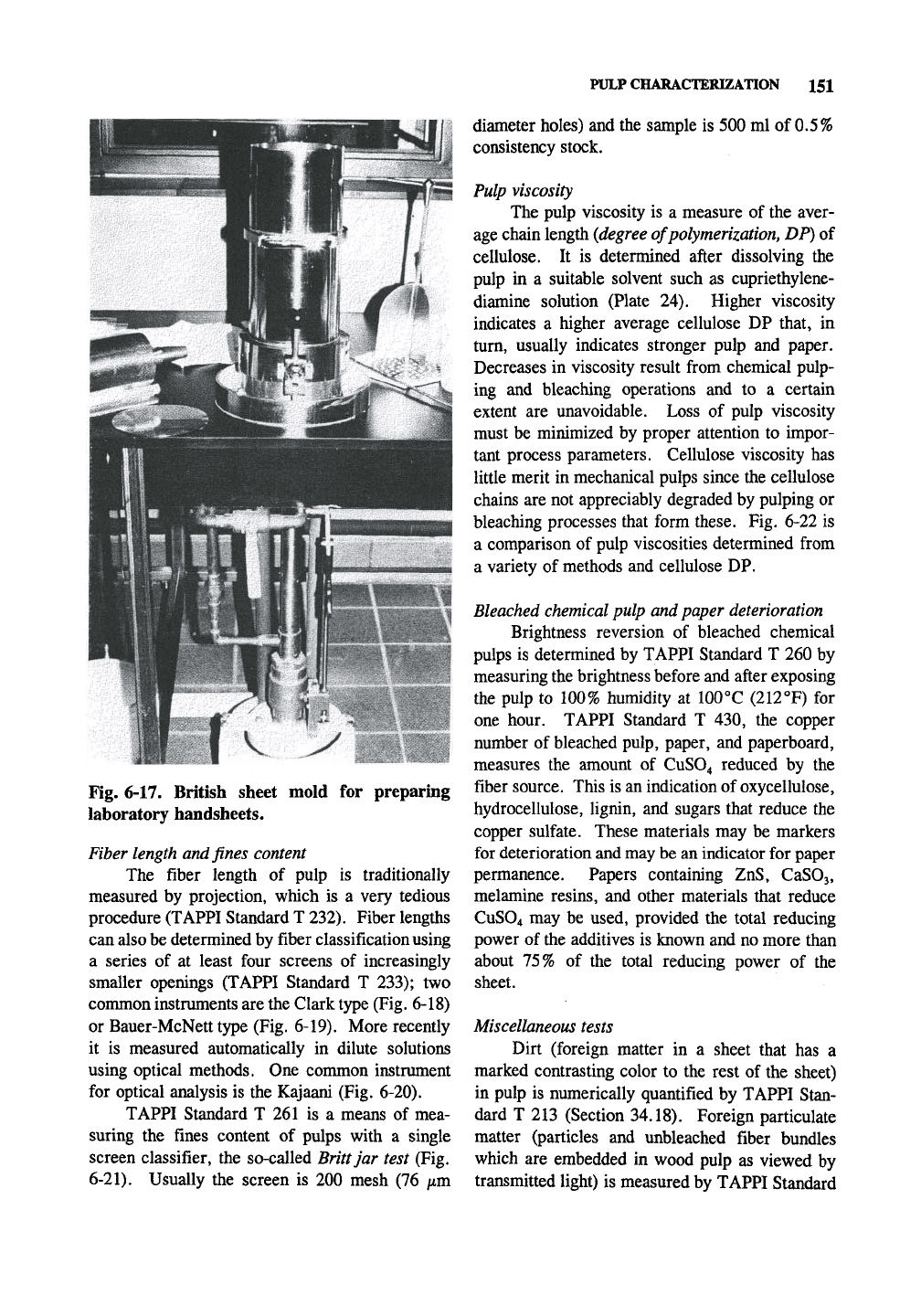
TAPPI Standard T 220. This handsheet former is
called a British sheet mold (Fig. 6-17). Mechani-
cal pulps such as PGW, RMP, IMP, and CTMP
have significant fiber curling. These pulps are
prepared according to TAPPI Standard T 262,
circulating
2%
consistency stock at 90-95 °C (194-
203
°F),
to fully develop their strength properties
by removing the curl. Other handsheet formers
are also used.
Fig. 6-16. Preparation of laboratory handsheets for pulp characterization. The pulp slurry is
added; the pulp is mixed; the sheet is pressed after draining; and the sheet is dried.
PULP CHARACTERIZATION
151
Fig. 6-17. British sheet mold for preparing
laboratory handsheets.
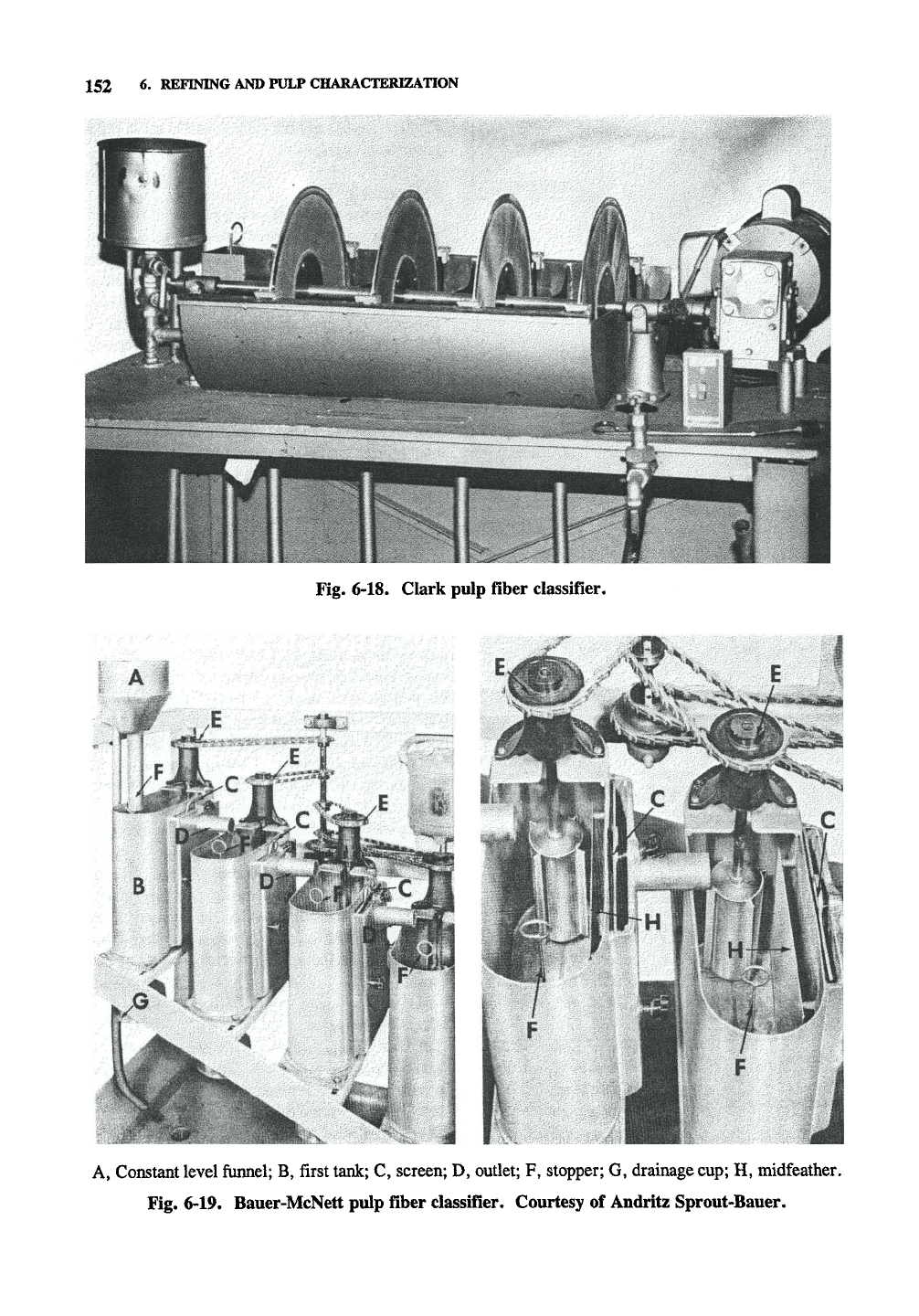
Fiber length and fines content
The fiber length of pulp is traditionally
measured by projection, which is a very tedious
procedure (TAPPI Standard T 232). Fiber lengths
can also be determined by fiber classification using
a series of at least four screens of increasingly
smaller openings (TAPPI Standard T 233); two
common instruments are the Clark type (Fig. 6-18)
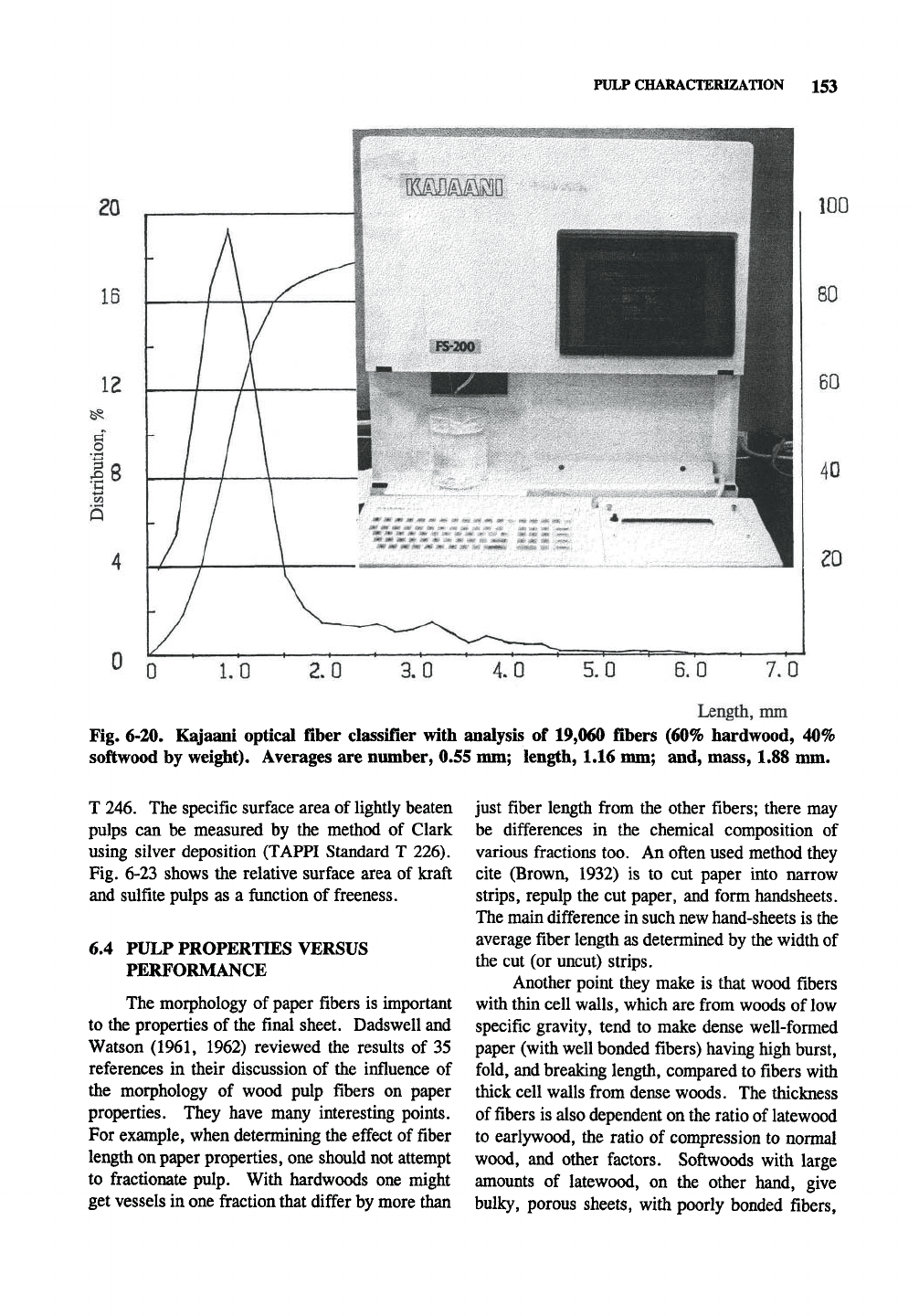
or Bauer-McNett type (Fig. 6-19). More recently
it is measured automatically in dilute solutions
using optical methods. One common instrument
for optical analysis is the Kajaani (Fig. 6-20).
TAPPI Standard T 261 is a means of mea-
suring the fines content of pulps with a single
screen classifier, the so-called Brittjar test (Fig.
6-21). Usually the screen is 200 mesh (76 ptm
diameter holes) and the sample is 500 ml of 0.5%
consistency stock.
Pulp viscosity
The pulp viscosity is a measure of the aver-
age chain length
(degree
of polymerization, DP) of
cellulose. It is determined after dissolving the
pulp in a suitable solvent such as cupriethylene-
diamine solution (Plate 24). Higher viscosity
indicates a higher average cellulose DP that, in
turn, usually indicates stronger pulp and paper.
Decreases in viscosity result from chemical pulp-
ing and bleaching operations and to a certain
extent are unavoidable. Loss of pulp viscosity
must be minimized by proper attention to impor-
tant process parameters. Cellulose viscosity has
little merit in mechanical pulps since the cellulose
chains are not appreciably degraded by pulping or
bleaching processes that form these. Fig. 6-22 is
a comparison of pulp viscosities determined from
a variety of methods and cellulose DP.
Bleached
chemical
pulp
and
paper deterioration
Brightness reversion of bleached chemical
pulps is determined by TAPPI Standard T 260 by
measuring the brightness before and after exposing
the pulp to 100% humidity at 100°C (212°F) for
one hour. TAPPI Standard T 430, the copper
number of bleached pulp, paper, and paperboard,
measures the amount of CUSO4 reduced by the
fiber source. This is an indication of oxycellulose,
hydrocellulose, lignin, and sugars that reduce the
copper sulfate. These materials may be markers
for deterioration and may be an indicator for paper
permanence. Papers containing ZnS, CaSOj,
melamine resins, and other materials that reduce
CUSO4 may be used, provided the total reducing
power of the additives is known and no more than
about 75% of the total reducing power of the
sheet.
Miscellaneous tests
Dirt (foreign matter in a sheet that has a
marked contrasting color to the rest of the sheet)
in pulp is numerically quantified by TAPPI Stan-
dard T 213 (Section 34.18). Foreign particulate
matter (particles and unbleached fiber bundles
which are embedded in wood pulp as viewed by
transmitted light) is measured by TAPPI Standard
152 6. REFINING AND PULP CHARACTERIZATION
Fig. 6-18. Clark pulp fiber classifier.
A, Constant level funnel; B, first tank; C, screen; D, outlet; F, stopper; G, drainage
cup;
H, midfeather.
Fig. 6-19, Bauer-McNett pulp fiber classifier. Courtesy of Andritz Sprout-Bauer.
PULP CHARACTERIZATION I53
20
16
12
§
|8
0
r /\ ^^
[
1 Y
[
1 \
L
/ / \
^ »• 1 1 • 1
BliiiliiiWIBfe
«»^
** ** 4K ^ « \m m! 1^'mmtm mmmi «>*; .*-»»•:!•
•« "1 > —• 1 1 1 =
:>:r:^':;:::?;;;|l^^^^
/•^';:'^::f:::;'^
1
"•"i-
' 1 • '• 1 t' 1
100
80
60
40
20
0
1.0
2.0 3.0
4.
0 5. 0
6.0
7.0
Length, mm
Fig. 6-20. Kajaani optical fiber classifier with analysis of 19,060 fibers (60% hardwood, 40%
softwood by weight). Averages are number, 0.55 nun; length, 1.16 mm; and, mass, 1.88 mm.
T 246. The specific surface area of lightly beaten
pulps can be measured by the method of Clark
using silver deposition (TAPPI Standard T 226).
Fig. 6-23 shows the relative surface area of kraft
and sulfite pulps as a function of freeness.
6.4 PULP PROPERTIES VERSUS
PERFORMANCE
The morphology of paper fibers is important
to the properties of the final sheet. Dadswell and
Watson
(1961,
1962) reviewed the results of 35
references in their discussion of the influence of
the morphology of wood pulp fibers on paper
properties. They have many interesting points.
For example, when determining the effect of fiber
length on paper properties, one should not attempt
to fractionate pulp. With hardwoods one might
get vessels in one fraction that differ by more than
just fiber length from the other fibers; there may
be differences in the chemical composition of
various fractions too. An often used method they
cite (Brown, 1932) is to cut paper into narrow
strips,
repulp the cut paper, and form handsheets.
The main difference in such new hand-sheets is the
average fiber length as determined by the width of
the cut (or uncut) strips.
Another point they make is that wood fibers
with thin cell walls, which are from woods of low
specific gravity, tend to make dense well-formed
paper (with well bonded fibers) having high burst,
fold, and breaking length, compared to fibers with
thick cell walls from dense woods. The thickness
of fibers is also dependent on the ratio of latewood
to earlywood, the ratio of compression to normal
wood, and other factors. Softwoods with large
amotmts of latewood, on the other hand, give
bulky, porous sheets, with poorly bonded fibers.