Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

214 9. PAPER MANUFACTURE
protrudes beyond the headbox to direct the slice
outward. Wi\h pressure formation, the upper lip
protrudes beyond the apron and the jet is directed
toward the wire, which may cause poor formation,
two sidedness, poor retention, and wire mark. As
a result of the development of water removal
equipment, it is no longer necessary, or desirable,
to use pressure forming except for tissue grades.
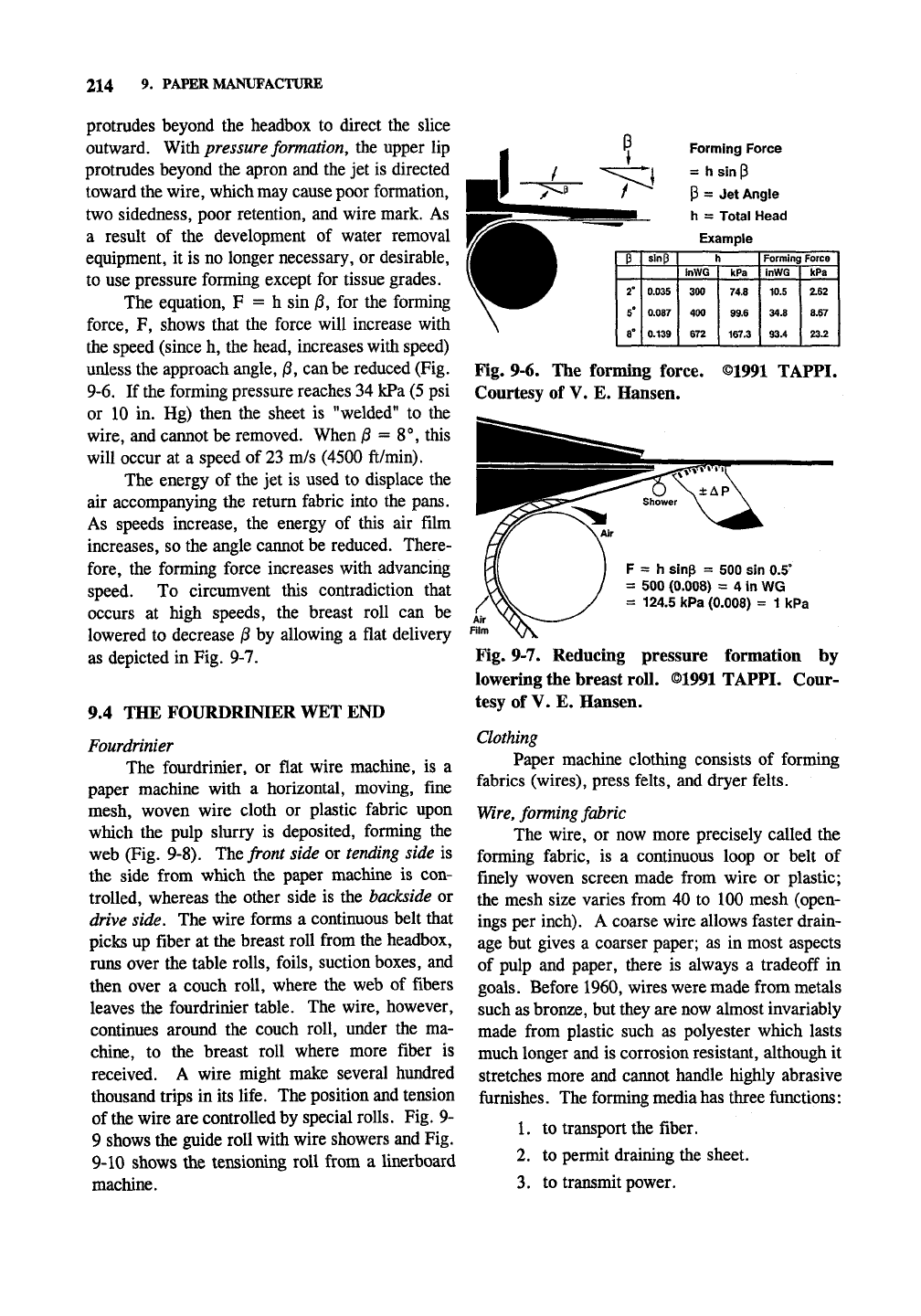
The equation, F = h sin
jS,
for the forming
force, F, shows that the force will increase with
the speed (since h, the head, increases with speed)
unless the approach angle,
/3,
can be reduced (Fig.
9-6. If the forming pressure reaches 34 kPa (5 psi
or 10 in. Hg) then the sheet is "welded" to the
wire,
and cannot be removed. When
]8
= 8°, this
will occur at a speed of 23 m/s (4500 ft/min).
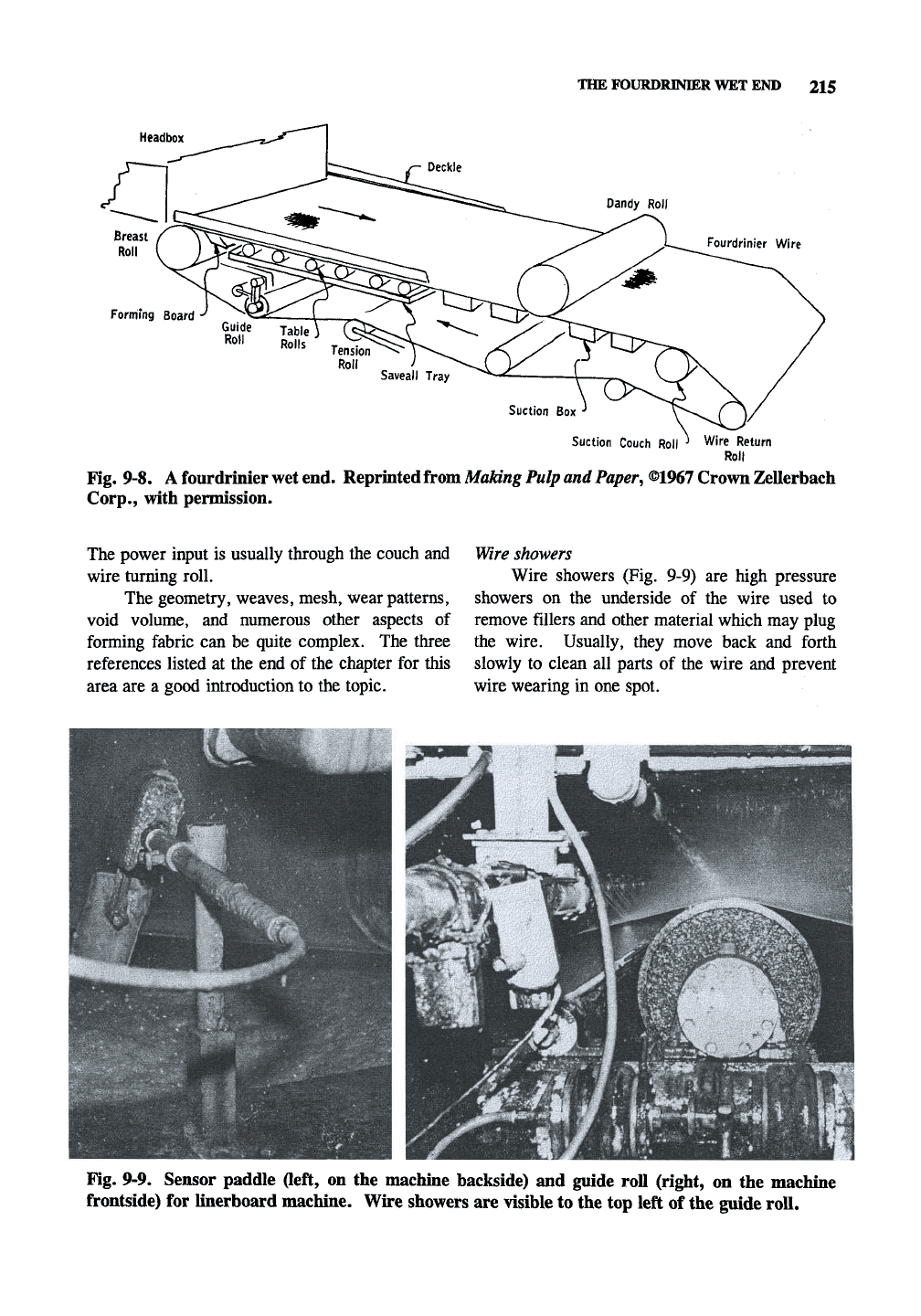
The energy of the jet is used to displace the
air accompanying the return fabric into the pans.
As speeds increase, the energy of this air film
increases, so the angle cannot be reduced. There-
fore,
the forming force increases with advancing
speed. To circimivent this contradiction that
occurs at high speeds, the breast roll can be
lowered to decrease jS by allowing a flat delivery
as depicted in Fig. 9-7.
9.4 THE FOURDRINIER WET END
Fourdrinier
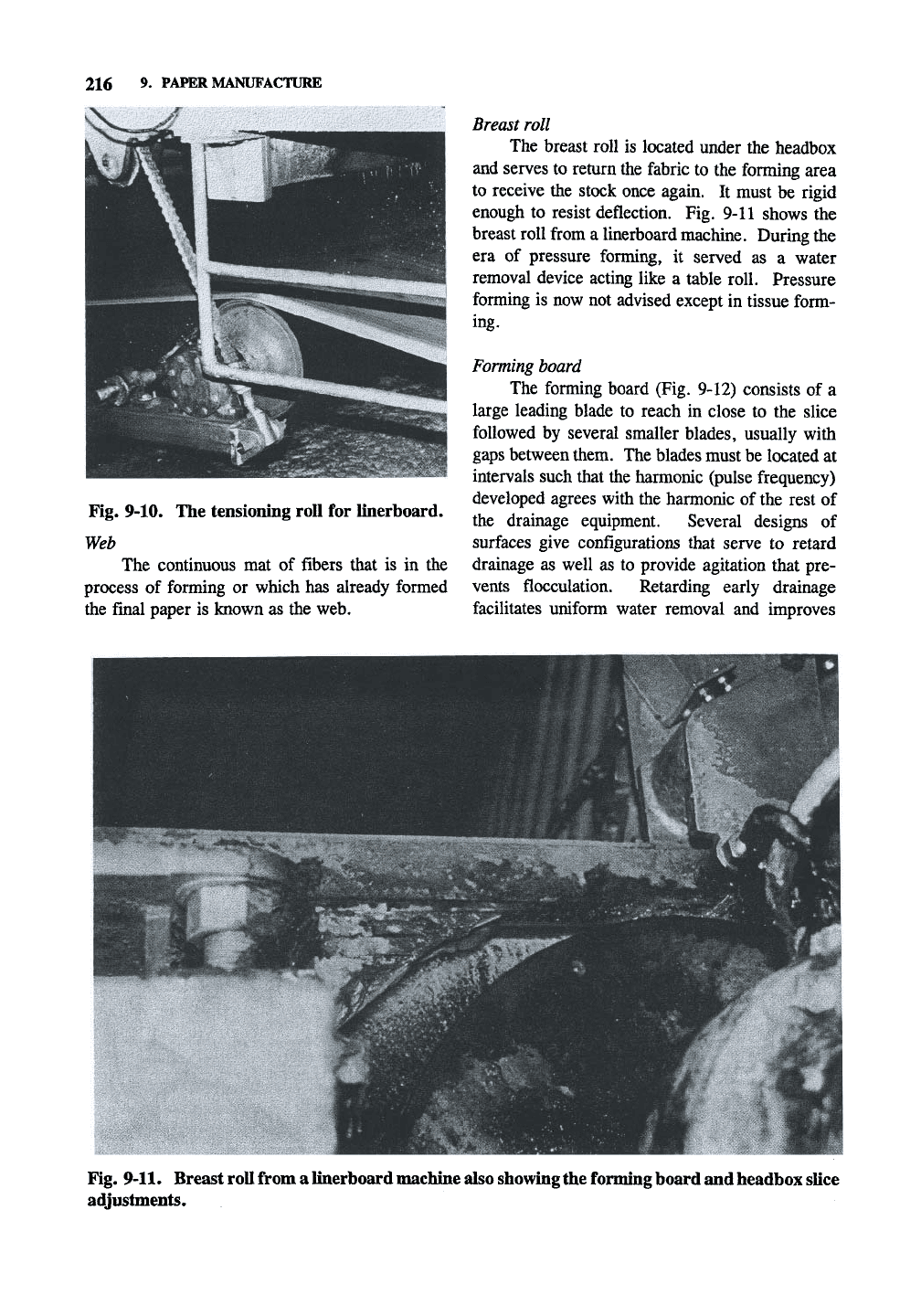
The fourdrinier, or flat wire machine, is a
paper machine with a horizontal, moving, fine
mesh, woven wire cloth or plastic fabric upon
which the pulp slurry is deposited, forming the
web (Fig. 9-8). The front side or tending side is
the side from which the paper machine is con-
trolled, whereas the other side is the backside or
drive side. The wire forms a continuous belt that
picks up fiber at the breast roll from the headbox,
runs over the table rolls, foils, suction boxes, and
then over a couch roll, where the web of fibers
leaves the fourdrinier table. The wire, however,
continues around the couch roll, under the ma-
chine, to the breast roll where more fiber is
received. A wire might make several hundred
thousand trips in its life. The position and tension
of the wire are controlled by special rolls. Fig. 9-
9 shows the guide roll with wire showers and Fig.
9-10 shows the tensioning roll from a linerboard
machine.
Forming Force
=
h sin p
P = Jet Angie
h = Total Head
Example
p'
2'
5'
8°
sin 3
0.035
0.087
0.139
h
inWG
300
400
672
kPa
74.8
99.6
167.3
Forming Force |
inWG
10.5
34.8
93.4
icPa 1
2.62
8.67 i
23.2
Fig. 9-6. The forming force.
Courtesy of V. E. Hansen.
©1991 TAPPI.
F = h sinp = 500 sin 0.5°
= 500 (0.008) = 4 In WG
= 124.5
VPa
(0.008) = 1 kPa
Fig. 9-7. Reducing pressure formation by
lowering the breast roll. ©1991 TAPPI. Cour-
tesy of V. E. Hansen.
Clothing
Paper machine clothing consists of forming
fabrics (wires), press felts, and dryer felts.
Wire,
forming fabric
The wire, or now more precisely called the
forming fabric, is a continuous loop or belt of
finely woven screen made from wire or plastic;
the mesh size varies from 40 to 100 mesh (open-
ings per inch). A coarse wire allows faster drain-
age but gives a coarser paper; as in most aspects
of pulp and paper, there is always a tradeoff in
goals.
Before 1960, wires were made from metals
such as bronze, but they are now almost invariably
made from plastic such as polyester which lasts
much longer and is corrosion resistant, although it
stretches more and cannot handle highly abrasive
furnishes. The forming media has three functions:
1.
to transport the fiber.
2.
to permit draining the sheet.
3.
to transmit power.
THEFOURDRINIERWETEND 215
Headbox
Dandy Roll
Fourdrinier Wire
Forming Board
Guide
Rot!
Tension
Roll
Saveall Tray
Suction Box
Suction Couch Roll
Wire Return
Roll
Fig. 9-8. A fourdrinier wet end. Reprinted from
Making
Pulp and
Paper^
©1967 Crown Zellerbach
Corp.,
with permission.
The power input is usually through the couch and
wire turning roll.
The geometry, weaves, mesh, wear patterns,
void volume, and numerous other aspects of
forming fabric can be quite complex. The three
references listed at the end of the chapter for this
area are a good introduction to the topic.
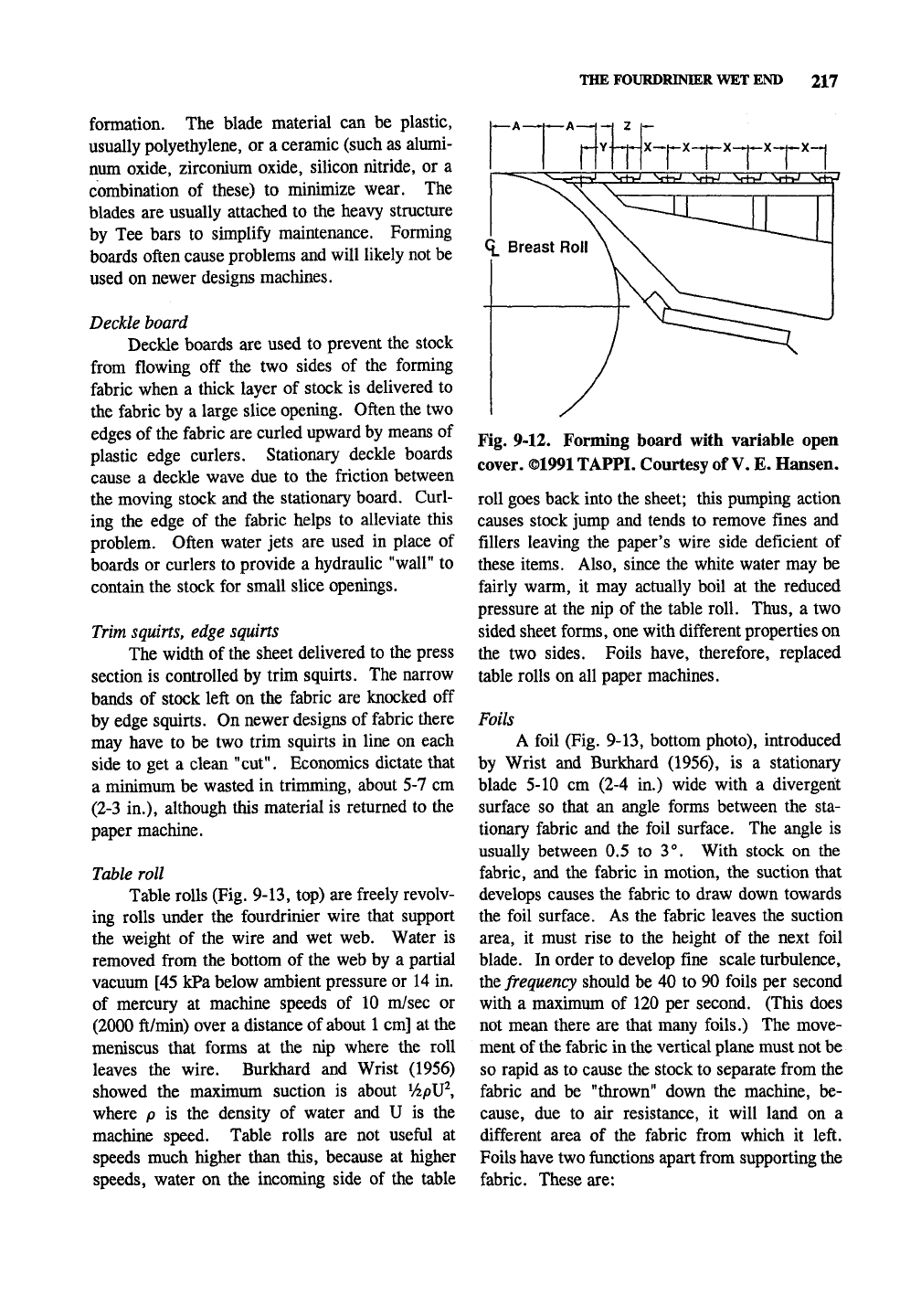
Wire showers
Wire showers (Fig. 9-9) are high pressure
showers on the underside of the wire used to
remove fillers and other material which may plug
the wire. Usually, they move back and forth
slowly to clean all parts of the wire and prevent
wire wearing in one spot.
Fig. 9-9. Sensor paddle Oeft, on the machine backside) and guide roll (right, on the machine
frontside) for linerboard machine. Wire showers are visible to the top left of the guide roll.
216 9- PAPER MANUFACTURE
Fig. 9-10. The tensioning roll for linerboard.
The continuous mat of fibers that is in the
process of forming or which has already formed
the final paper is known as the web.
Breast roll
The breast roll is located under the headbox
and serves to return the fabric to the forming area
to receive the stock once again. It must be rigid
enough to resist deflection. Fig. 9-11 shows the
breast roll from a linerboard machine. During the
era of pressure forming, it served as a water
removal device acting like a table roll. Pressure
forming is now not advised except in tissue form-
ing.
Forming board
The forming board (Fig. 9-12) consists of a
large leading blade to reach in close to the slice
followed by several smaller blades, usually with
gaps between
them.
The blades must be located at
intervals such that the harmonic (pulse frequency)
developed agrees with the harmonic of the rest of
the drainage equipment. Several designs of
surfaces give configurations that serve to retard
drainage as well as to provide agitation that pre-
vents flocculation. Retarding early drainage
facilitates uniform water removal and improves
Fig. 9-11. Breast roll from a linerboard machine also showing the forming board and headbox slice
adjustments.
THE FOURDRINIER WET END 217
formation.
The
blade material
can be
plastic,
usually polyethylene,
or a
ceramic (such as alumi-
num oxide, zirconium oxide, silicon nitride,
or a
combination
of
these)
to
minimize wear.
The
blades are usually attached
to
the heavy structure
by
Tee
bars
to
simplify maintenance. Forming
boards often cause problems and will likely not be
used on newer designs machines.
Deckle board
Deckle boards are used
to
prevent the stock
from flowing
off the two
sides
of the
forming
fabric when
a
thick layer
of
stock
is
delivered
to
the fabric by
a
large slice opening. Often the two
edges
of
the fabric are curled upward by means of
plastic edge curlers. Stationary deckle boards
cause
a
deckle wave
due to the
friction between
the moving stock and the stationary board. Curl-
ing
the
edge
of the
fabric helps
to
alleviate this
problem. Often water jets
are
used
in
place
of
boards
or
curlers
to
provide
a
hydraulic "wall"
to
contain the stock
for
small slice openings.
Trim squirts, edge squirts
The width
of
the sheet delivered to the press
section
is
controlled by trim squirts. The narrow
bands
of
stock left
on
the fabric
are
knocked
off
by edge squirts. On newer designs
of
fabric there
may have
to be
two trim squirts
in
line
on
each
side
to get a
clean "cut". Economics dictate that
a minimum
be
wasted
in
trinuning, about 5-7
cm
(2-3 in.), although this material
is
returned
to the
paper machine.
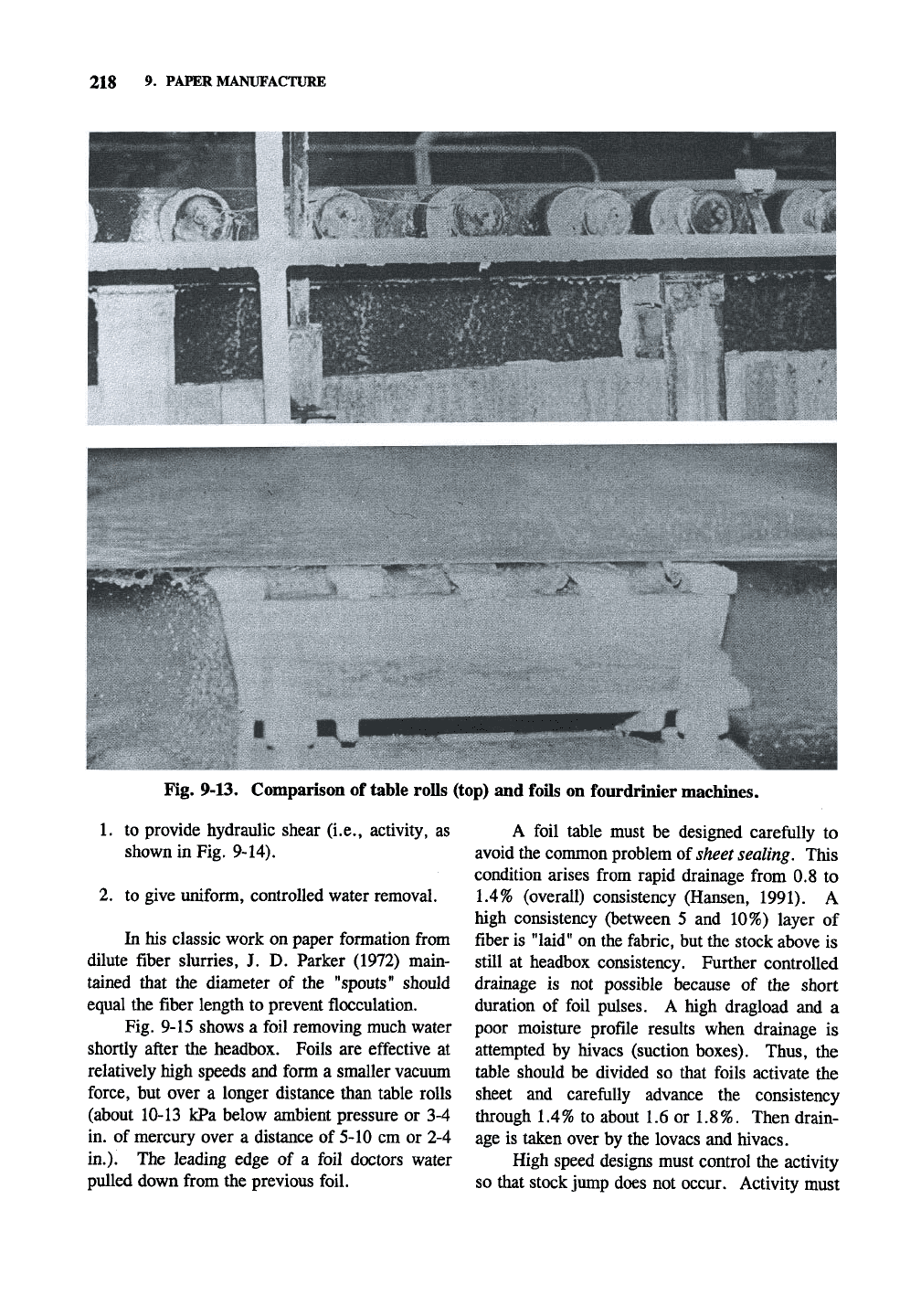
Table roll
Table rolls (Fig. 9-13, top) are freely revolv-
ing rolls under
the
fourdrinier wire that support
the weight
of the
wire
and wet
web. Water
is
removed from the bottom
of
the web
by a
partial
vacuum [45 kPa below ambient pressure
or
14
in.
of mercury
at
machine speeds
of 10
m/sec
or
(2000 ft/min) over
a
distance of about
1
cm] at the
meniscus that forms
at the nip
where
the
roll
leaves
the
wire. Burkhard
and
Wrist (1956)
showed
the
maximum suction
is
about VipU^,
where
p is the
density
of
water
and U is the
machine speed. Table rolls
are not
useful
at
speeds much higher than this, because
at
higher
speeds, water
on the
incoming side
of
the table
X—h-X-*i—X—t*-X—h-X-
Fig. 9-12. Fonning board with variable open
cover. ©1991TAPPI. Courtesy of
V.
E. Hansen.
roll goes back into the sheet; this pumping action
causes stock jump and tends
to
remove fines
and
fillers leaving
the
paper's wire side deficient
of
these items. Also, since
the
white water may
be
fairly warm,
it may
actually boil
at the
reduced
pressure
at
the nip
of
the table roll. Thus,
a
two
sided sheet forms, one with different properties on
the
two
sides. Foils have, therefore, replaced
table rolls on all paper machines.
Foils
A foil (Fig. 9-13, bottom photo), introduced
by Wrist
and
Burkhard (1956),
is a
stationary
blade
5-10 cm (2-4 in.)
wide with
a
divergent
surface
so
that
an
angle forms between
the
sta-
tionary fabric
and the
foil surface.
The
angle
is
usually between
0.5 to 3°.
With stock
on the
fabric,
and the
fabric
in
motion,
the
suction that
develops causes the fabric
to
draw down towards
the foil surface.
As the
fabric leaves
the
suction
area,
it
must rise
to the
height
of the
next foil
blade.
In
order
to
develop fine scale turbulence,
the frequency should be
40 to
90 foils
per
second
with
a
maximum
of
120
per
second. (This does
not mean there
are
that many foils.) The move-
ment of the fabric in the vertical plane must not be
so rapid as
to
cause the stock to separate from the
fabric
and be
"thrown" down
the
machine,
be-
cause,
due to air
resistance,
it
will land
on a
different area
of the
fabric from which
it
left.
Foils have two functions apart from supporting the
fabric. These are:
218 9. PAPER MANUFACTURE
Fig. 9-13. Comparison of table rolls (top) and foils on fourdrinier machines.
1.
to provide hydraulic shear (i.e., activity, as
shown in Fig. 9-14).
2.
to give uniform, controlled water removal.
In his classic work on paper formation from
dilute fiber slurries, J. D. Parker (1972) main-
tained that the diameter of the "spouts" should
equal the fiber length to prevent flocculation.
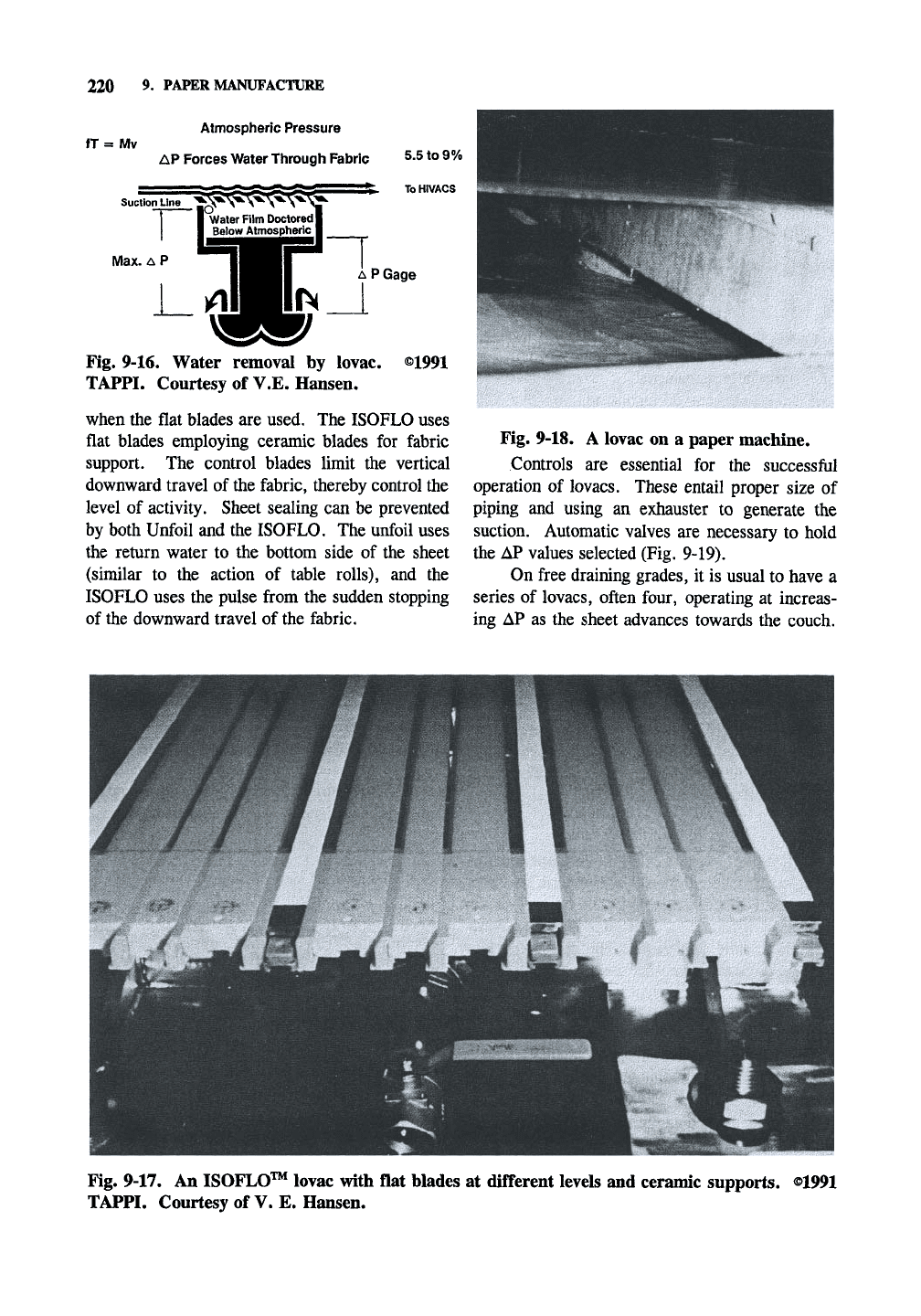
Fig. 9-15 shows a foil removing much water
shortly after the headbox. Foils are effective at
relatively high speeds and form a smaller vacuum
force, but over a longer distance than table rolls
(about 10-13 kPa below ambient pressure or 3-4
in. of mercury over a distance of 5-10 cm or 2-4
in.).
The leading edge of a foil doctors water
pulled down from the previous foil.
A foil table must be designed carefully to
avoid the common problem of sheet sealing. This
condition arises from rapid drainage from 0.8 to
1.4% (overall) consistency (Hansen, 1991). A
high consistency (between 5 and 10%) layer of
fiber is "laid" on the fabric, but the stock above is
still at headbox consistency. Further controlled
drainage is not possible because of the short
duration of foil pulses. A high dragload and a
poor moisture profile results when drainage is
attempted by hivacs (suction boxes). Thus, the
table should be divided so that foils activate the
sheet and carefully advance the consistency
through 1.4% to about 1.6 or 1.8%. Then drain-
age is taken over by the lovacs and hivacs.
High speed designs must control the activity
so that stock jump does not occur. Activity must
THE FOURDRINIER WET END 219
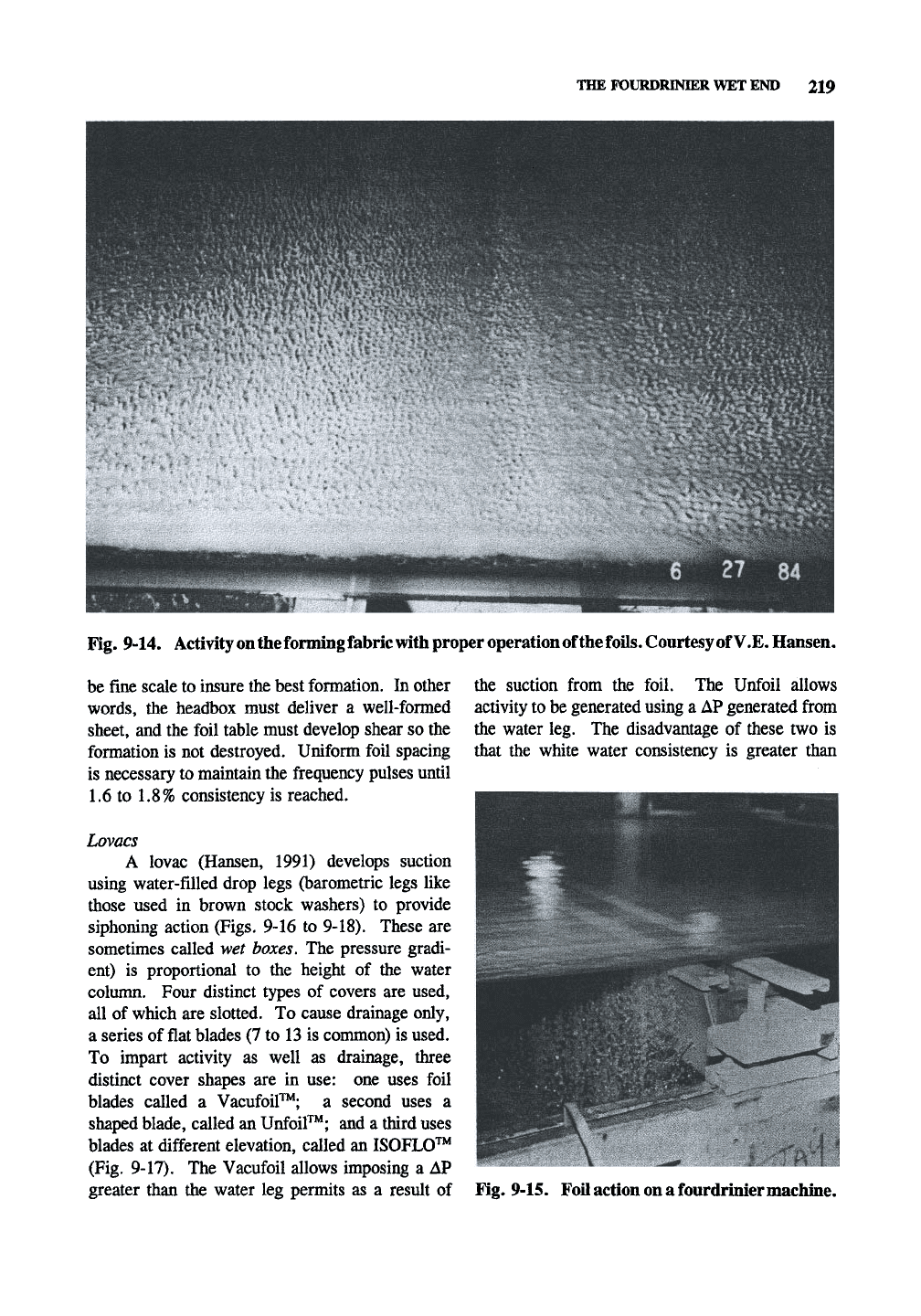
Fig. 9-14. Activity on the forming fabric with proper operation of the
foils.
Courtesy of
V.E.
Hansen.
be fine scale to insure the best formation. In other
words, the headbox must deliver a well-formed
sheet, and the foil table must develop shear so the
formation is not destroyed. Uniform foil spacing
is necessary to maintain the frequency pulses until
1.6 to 1.8% consistency is reached.
Lovacs
A lovac (Hansen, 1991) develops suction
using water-filled drop legs (barometric legs like
those used in brown stock washers) to provide
siphoning action (Figs. 9-16 to 9-18). These are
sometimes called wet boxes. The pressure gradi-
ent) is proportional to the height of the water
column. Four distinct types of covers are used,
all of which are slotted. To cause drainage only,
a series of flat blades (7 to 13 is common) is used.
To impart activity as well as drainage, three
distinct cover shapes are in use: one uses foil
blades called a Vacufoil™; a second uses a
shaped blade, called an Unfoi^^; and a third uses
blades at different elevation, called an ISOFLO'^^
(Fig. 9-17). The Vacufoil allows imposing a AP
greater than the water leg permits as a result of
the suction from the foil. The Unfoil allows
activity to be generated using a AP generated from
the water leg. The disadvantage of these two is
that the white water consistency is greater than
Fig. 9-15. Foil action
on
a fourdrinier machine.
220 9. PAPER MANUFACTURE
11
= Mv
Atmospheric Pressure
AP Forces Water Through Fabric 5.5 to 9 %
Suction Line
^S^^^^^'^^^^'^
Max.
A
P
To HIVACS
A
P
Gage
W9P
Fig. 9-16. Water removal by lovac. ©1991
TAPPI. Courtesy of V.E. Hansen.
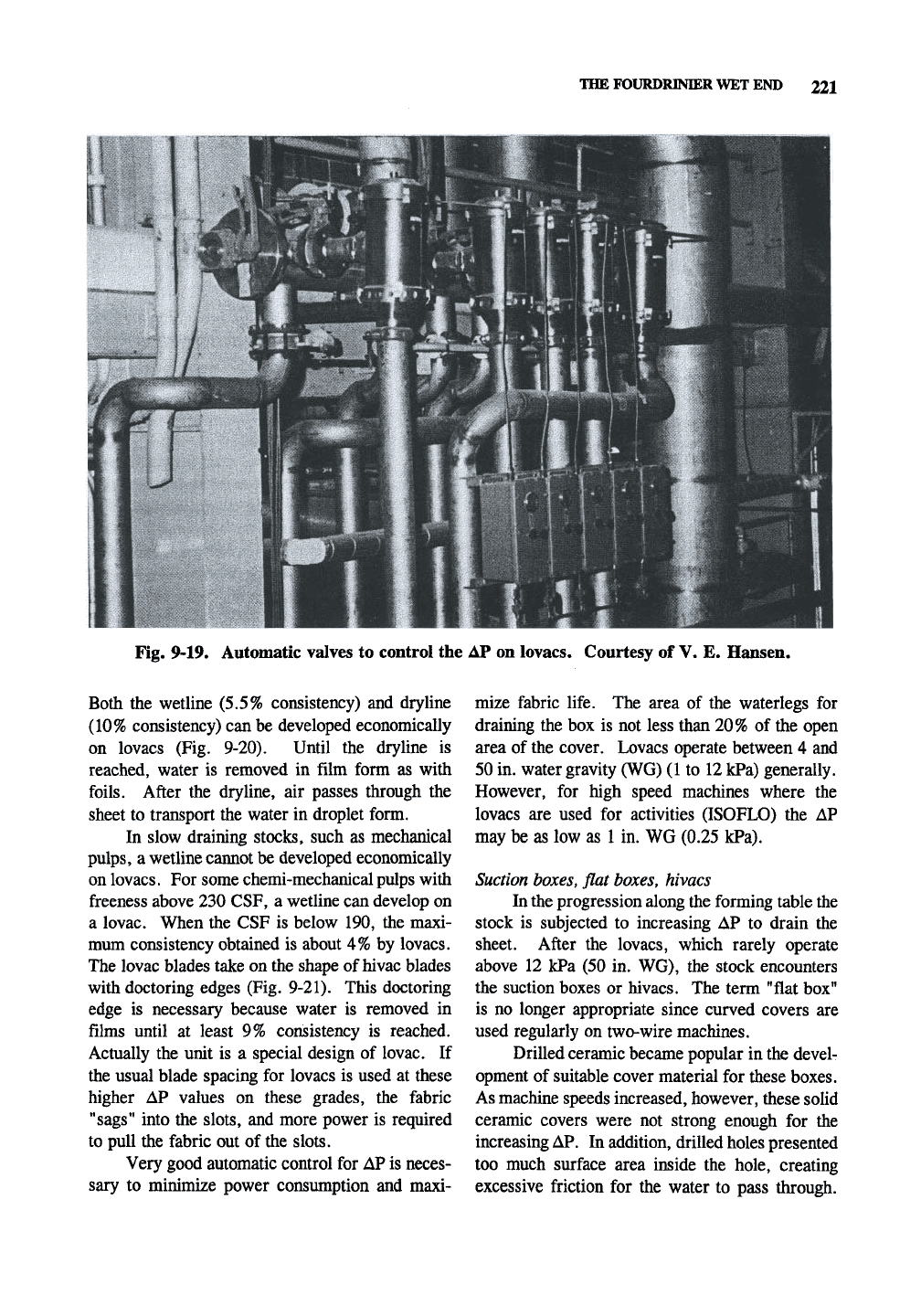
when the flat blades are used. The ISOFLO uses
flat blades employing ceramic blades for fabric
support. The control blades limit the vertical
downward travel of the fabric, thereby control the
level of activity. Sheet sealing can be prevented
by both Unfoil and the ISOFLO. The unfoil uses
the return water to the bottom side of the sheet
(similar to the action of table rolls), and the
ISOFLO uses the pulse from the sudden stopping
of the downward travel of the fabric.
Fig. 9-18. A lovac on a paper machine.
Controls are essential for the successful
operation of lovacs. These entail proper size of
piping and using an exhauster to generate the
suction. Automatic valves are necessary to hold
the AP values selected (Fig. 9-19).
On free draining grades, it is usual to have a
series of lovacs, often four, operating at increas-
ing AP as the sheet advances towards the couch.
Fig. 9-17. An ISOFLO^ lovac with flat blades at different levels and ceramic supports. ©1991
TAPPI. Courtesy of V. E. Hansen.
THE FOURDRINIER WET END 221
Fig. 9-19. Automatic valves to control the AP on lovacs. Courtesy of V. E. Hansen.
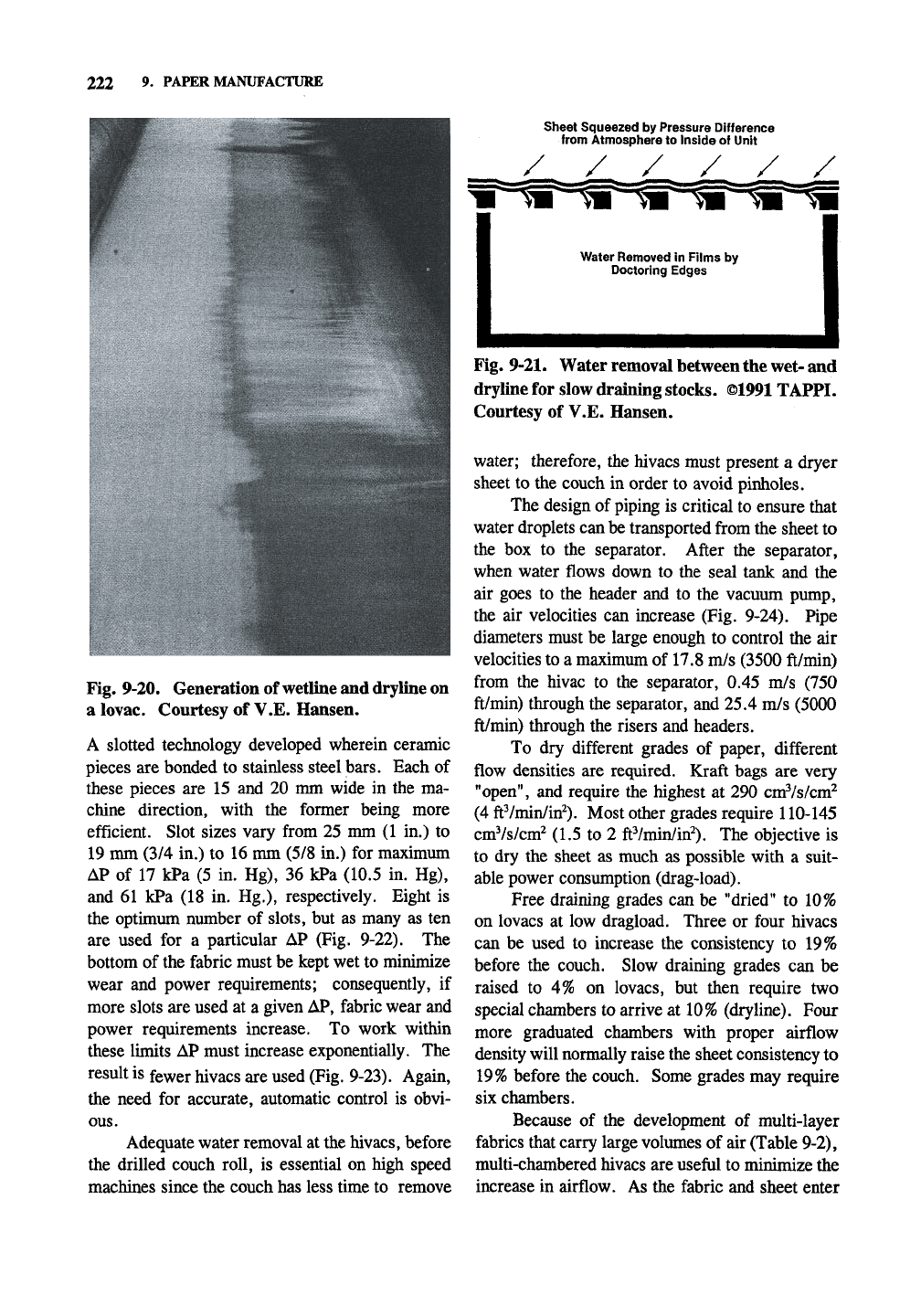
Both the wetline (5.5% consistency) and dryline
(10%
consistency) can be developed economically
on lovacs (Fig. 9-20). Until the dryline is
reached, water is removed in film form as with
foils.
After the dryline, air passes through the
sheet to transport the water in droplet form.
In slow draining stocks, such as mechanical
pulps,
a wetline cannot be developed economically
on lovacs. For some chemi-mechanical pulps with
freeness above 230 CSF, a wetline can develop on
a lovac. When the CSF is below 190, the maxi-
mum consistency obtained is about 4% by lovacs.
The lovac blades take on the shape of hivac blades
with doctoring edges (Fig. 9-21). This doctoring
edge is necessary because water is removed in
films until at least 9% consistency is reached.
Actually the unit is a special design of lovac. If
the usual blade spacing for lovacs is used at these
higher AP values on these grades, the fabric
"sags"
into the slots, and more power is required
to pull the fabric out of the slots.
Very good automatic control for AP is neces-
sary to minimize power consumption and maxi-
mize fabric life. The area of the waterlegs for
draining the box is not less than 20% of the open
area of the cover. Lovacs operate between 4 and
50 in. water gravity (WG) (1 to 12 kPa) generally.
However, for high speed machines where the
lovacs are used for activities (ISOFLO) the AP
may be as low as 1 in. WG (0.25 kPa).
Suction boxes, flat
boxes,
hivacs
In the progression along the forming table the
stock is subjected to increasing AP to drain the
sheet. After the lovacs, which rarely operate
above 12 kPa (50 in. WG), the stock encounters
the suction boxes or hivacs. The term "flat box"
is no longer appropriate since curved covers are
used regularly on two-wire machines.
Drilled ceramic became popular in the devel-
opment of suitable cover material for these boxes.
As machine speeds increased, however, these solid
ceramic covers were not strong enough for the
increasing
AP.
In addition, drilled holes presented
too much surface area inside the hole, creating
excessive friction for the water to pass through.
222 9. PAPER MANUFACTURE
Sheet Squeezed by Pressure Difference
from Atmosphere to Inside of Unit
/ / / / /
Fig. 9-20. Generation of wetline and dryline on
a lovac. Courtesy of V.E. Hansen.
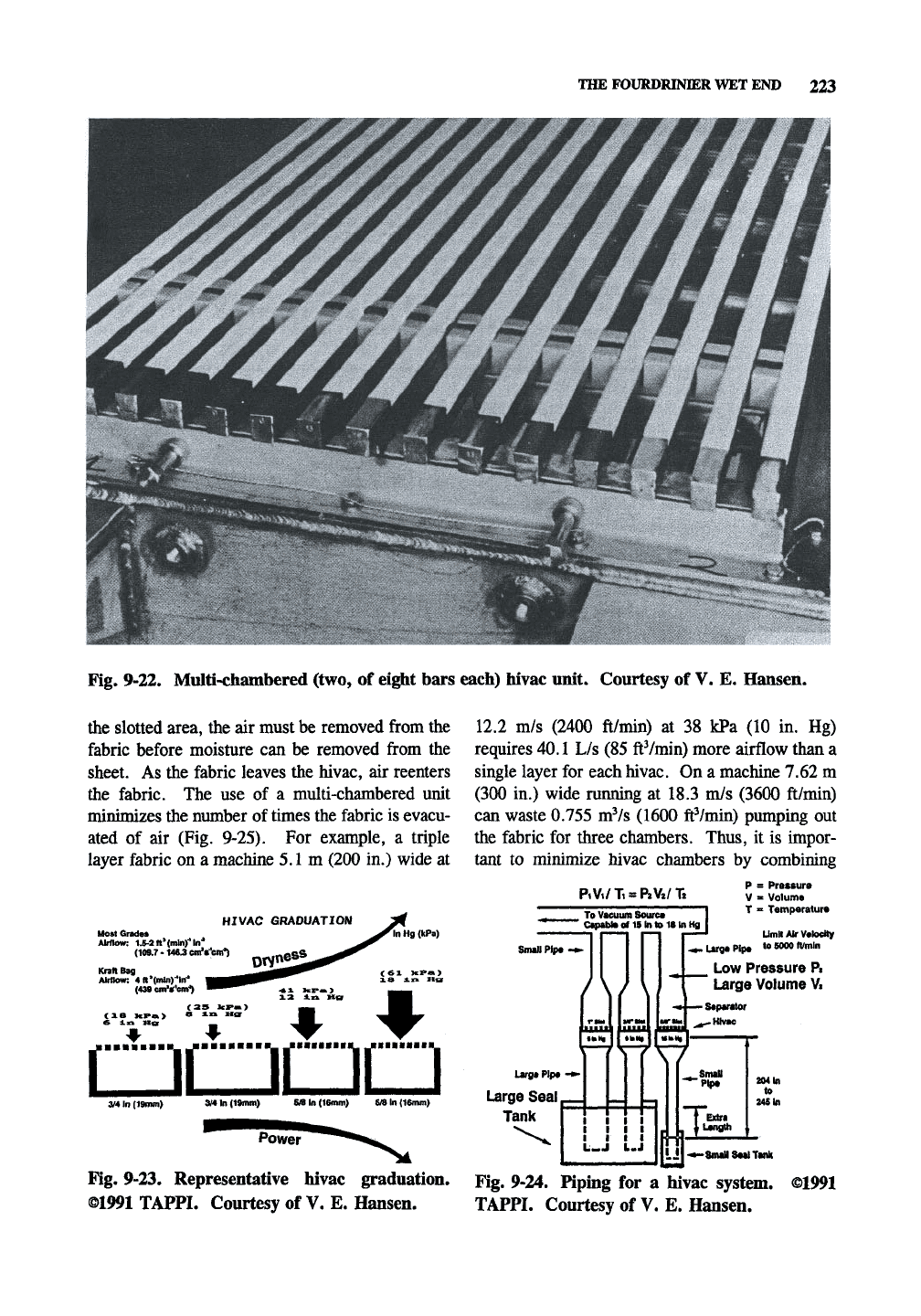
A slotted technology developed wherein ceramic
pieces are bonded to stainless steel bars. Each of
these pieces are 15 and 20 mm wide in the ma-
chine direction, with the former being more
efficient. Slot sizes vary from 25 mm (1 in.) to
19 mm (3/4 in.) to 16 mm (5/8 in.) for maximum
AP of 17 kPa (5 in. Hg), 36 kPa (10.5 in. Hg),
and 61 kPa (18 in. Hg.), respectively. Eight is
the optimum number of slots, but as many as ten
are used for a particular AP (Fig. 9-22). The
bottom of the fabric must be kept wet to minimize
wear and power requirements; consequently, if
more slots are used at a given
AP,
fabric wear and
power requirements increase. To work within
these limits AP must increase exponentially. The
result is fewer hivacs are used (Fig. 9-23). Again,
the need for accurate, automatic control is obvi-
ous.
Adequate water removal at the hivacs, before
the drilled couch roll, is essential on high speed
machines since the couch has less tune to remove
Water Removed in Films by
Doctoring Edges
Fig. 9-21. Water removal between the wet- and
dryline for slow draining stocks. ©1991TAPPI.
Courtesy of V.E. Hansen.
water; therefore, the hivacs must present a dryer
sheet to the couch in order to avoid pinholes.
The design of piping is critical to ensure that
water droplets can be transported from the sheet to
the box to the separator. After the separator,
when water flows down to the seal tank and the
air goes to the header and to the vacuum pump,
the air velocities can increase (Fig. 9-24). Pipe
diameters must be large enough to control the air
velocities to a maximum of 17.8 m/s (3500 ft/min)
from the hivac to the separator, 0.45 m/s (750
ft/min) through the separator, and 25.4 m/s (5000
ft/min) through the risers and headers.
To dry different grades of paper, different
flow densities are required, Kraft bags are very
"open", and require the highest at 290 cmVs/cm^
(4 ftVmin/irf). Most other grades require 110-145
cmVs/cm^ (1.5 to 2 ftVmin/irf). The objective is
to dry the sheet as much as possible with a suit-
able power consumption (drag-load).
Free draining grades can be "dried" to 10%
on lovacs at low dragload. Three or four hivacs
can be used to increase the consistency to 19%
before the couch. Slow draining grades can be
raised to 4% on lovacs, but then require two
special chambers to arrive at 10% (dryline). Four
more graduated chambers with proper airflow
density will normally raise the sheet consistency to
19%
before the couch. Some grades may require
six chambers.
Because of the development of multi-layer
fabrics that carry large volumes of air (Table 9-2),
multi-chambered hivacs are useful to minimize the
increase in airflow. As the fabric and sheet enter
THE FOURDRINIER WET END 223
Fig. 9-22. Multi-chambered (two, of eight bars each) hivac unit. Courtesy of V. E. Hansen.
the slotted area, the air must be removed from the
fabric before moisture can be removed from the
sheet. As the fabric leaves the hivac, air reenters
the fabric. The use of a multi-chambered unit
minimizes the number of times the fabric is evacu-
ated of air (Fig. 9-25). For example, a triple
layer fabric on a machine 5.1m (200 in.) wide at
HIVAC GRADUATION
Most Grades
Airflow: lj;-2ft*(inlnrin^
(109.7 • 146.3 cm's^citO
Kraft Bag
Airflow: 4ft*(mln)''ln^
(439 cmVcnO
Hg (kPa)
6 In Ha _
2 Ixx Ho ^^1
3/4 in (19fnin) 3/4 In (19mm) S/8ln(16mm) S/8ln(16mm)
Power
Fig. 9-23. Representative hivac graduation.
©1991 TAPPI. Courtesy of V. E. Hansen.
12.2 m/s (2400 ft/min) at 38 kPa (10 in. Hg)
requires 40.1 L/s (85 ftVmin) more airflow than a
single layer for each
hivac.
On a machine 7.62 m
(300 in.) wide running at 18.3 m/s (3600 ft/min)
can waste 0.755 m^/s (1600 ftVmin) pumping out
the fabric for three chambers. Thus, it is impor-
tant to minimize hivac chambers by combining
PiVi/Ti = RiVa/Ta
To Vacuum Sourc*
' Capablaof ISfntoiSlnHg
Small
Pip*
-»-
P s Pressure
V - Volume
T s Temperature
..«.
Largo Pipe
a
l \\\ "^'9®'
I
ITTV7
T
Umit Air Velocity
to 5000 ft/mln
Low Pressure Pt
Large Volume
V<
Large Pipe -•'
Large Seal
Tank
I I
I I
I I
L.J
I I
I I
I I
L.J
^•^Plpe
t Extra
I Length
204 in
to
245 in
-«-> Small Seel Tank
Fig. 9-24. Pipmg for a hivac system.
TAPPI. Courtesy of V. E. Hansen.
©1991