Carla I. Koen. Comparative International Management
Подождите немного. Документ загружается.


‘They then insert the blanks in massive stamping presses containing matched upper and
lower dies. When these dies are pushed together under thousands of pounds of pressure,
the two-dimensional blank takes the three-dimensional shape of a car fender or a truck
door as it moves through a series of presses.
‘The problem with this second method, from Ohno’s perspective, was the minimum
scale required for economical operation. The massive and expensive Western press lines
were designed to operate at about twelve strokes per minute, three shifts a day, to make a
million or more of a given part in a year. Yet, in the early days, Toyota’s entire production
was a few thousand vehicles a year’ (Womack et al., 1990:52).*
‘The dies could be changed so that same press line could make many parts, but doing
so presented major difficulties. The dies weighed many tons each, and workers had to
align them in the press with absolute precision. A slight misalignment produced wrinkled
parts. A more serious misalignment could produce a nightmare in which the sheet metal
melted in the die, necessitating extremely expensive and time-consuming repairs’
(Womack et al., 1990: 52).* In order to avoid these problems, die changes were assigned
to specialists. Die changes were undertaken methodically, and typically required a full day
to go from the last part with the old dies to the first acceptable part from the new ones.
Western manufacturers, selling a large enough volume, found that they could often ‘ded-
icate’ a set of presses to a specific part and stamp these parts for months, or even years,
without changing dies.
Toyota’s budget, however, was unable to finance the hundreds of stamping presses
needed to make all the parts needed for the car and truck bodies. Its capital budget dic-
tated that practically the entire car be stamped from a few press lines. This gave rise to
the idea of developing simple die-change techniques and to change dies frequently –
every two to three hours versus two to three months – using rollers to move dies in and
out of position, and simple adjustment mechanisms. ‘Because the new techniques were
easy to master and production workers were idle during the die changes, Ohno hit
upon the idea of letting production workers perform the die changes as well’ (Womack
et al., 1990: 52).* After endless experiments, from the late 1940s onwards, Ohno
eventually perfected his technique for quick changes. ‘By the late 1950s, he had
reduced the time required to change dies from a day to an astonishing three minutes
and eliminated the need for die-change specialists. In the process he made an unex-
pected discovery – it actually cost less per part to make small batches of stampings than
to run off enormous lots.
‘There were two reasons for this phenomenon. Making small batches eliminated the
carrying cost of the huge inventories of finished parts that mass-production systems
required. Even more important, making only a few parts before assembling them into a
car caused stamping mistakes to show up almost instantly.
‘The consequences of this latter discovery were enormous. It made those in the
stamping shop much more concerned about quality, and it eliminated the waste of large
numbers of defective parts – which had to be repaired at great expense, or even discarded
– that were discovered only long after manufacture’ (Womack et al., 1990: 53).*
MANAGING RESOURCES: PRODUCTION MANAGEMENT 321
* Extracts on this page are reprinted with the permission of Rawson Associates/Scribner, an imprint of Simon and
Schuster Adult Publishing Group, from The Machine That Changed The World by James P. Womack, Daniel T. Jones
and Daniel Roos. ©1990 by James P. Womack, Daniel T. Jones, Daniel Roos, and Donna Sammons Carpenter.
MG9353 ch07.qxp 10/3/05 8:45 am Page 321

However, while Toyota made having small or zero inventories a priority and thus
chose to concentrate on small-batch manufacturing, the objective was still similar to that
of mass production: to produce the highest possible cumulative volume of each product.
Long total runs were (and are) decisive for the careful preparation of the manufacture of
each part; standardizing tools, methods and operations; streamlining suppliers; and
developing the just-in-time (JIT) flow. It cannot be said, then, that the Toyota system is the
antithesis of mass production; it is rather the antithesis of large-batch manufacturing.
Flexibility is a matter of switching quickly between a number of standardized models – of
retooling from model A to model B, for instance. The high frequency of such switching in
the Toyota system has also meant that ‘resetting work’ could itself be standardized and
intensified. It has become part of the highly rationalized system of mass production. The
Toyota system’s flexibility of mass production has therefore been argued to represent an
extension of the sphere of influence of scientific management (Berggren, 1992: 28–9).
In contrast to large-batch mass production, however, in order to make the small-batch
system work – a system that ideally produced two hours or less of inventory – an extremely
skilled and highly motivated workforce was needed. (See Table 7.1 for a contrast between
mass and lean production.) If workers failed to anticipate problems before they occurred,
and didn’t take the initiative to devise solutions, the work of the whole factory could easily
grind to a halt. Holding back knowledge and effort – repeatedly noted by industrial sociol-
ogists as a salient feature of all mass-production systems – would swiftly lead to disaster in
Toyota. As indicated, labour conditions had changed in Japan after the Second World War;
strong unions combined with severe restrictions on the ability of company owners to fire
workers led to protracted negotiations between unions and owners at many plants,
including Toyota. These negotiations resulted in the development of a compromise that, to
a large extent, remains the formula for labour relations in the Japanese auto industry
today. Specifically, employees were granted lifetime employment and seniority pay, and
often received access to company facilities such as housing, recreation, and so forth (see
Chapter 5 for a full explanation). In return, the company expected that most employees
would remain with the company for their entire working lives. The employees also agreed
to be flexible in work assignments and active in promoting the interests of the company by
initiating improvements rather than merely responding to problems.
This new approach to human capital allowed Toyota to eliminate other types of waste
(muda) that characterized mass production – that is, wasted effort, materials and time. At
Toyota it was thought that assembly workers – instead of performing one or two simple
tasks, repetitively as in mass production – could probably do most of the functions of the
Fordist specialists and do them much better because of their direct acquaintance with
conditions on the line. Toyota started to group workers in teams with a team leader rather
than a foreman. ‘The teams were given a set of assembly steps, their piece of the line,
and told to work together on how best to perform the necessary operations. The
team leader would do assembly tasks as well as coordinate the team, and, in
particular, would fill in for any absent worker – concepts unheard of in mass-
production plants’ (Womack et al., 1990: 56).* The team was also given the job of
322 COMPARATIVE INTERNATIONAL MANAGEMENT
* Extracts on this page are reprinted with the permission of Rawson Associates/Scribner, an imprint of Simon and
Schuster Adult Publishing Group, from The Machine That Changed The World by James P. Womack, Daniel T. Jones
and Daniel Roos. ©1990 by James P. Womack, Daniel T. Jones, Daniel Roos, and Donna Sammons Carpenter.
MG9353 ch07.qxp 10/3/05 8:45 am Page 322
MANAGING RESOURCES: PRODUCTION MANAGEMENT 323
housekeeping, minor tool repair and quality checking. Finally, once the teams were
running smoothly, time was set aside periodically for them to suggest ways of improving
the process. This continuous, incremental improvement process (kaizen) took place in col-
laboration with the industrial engineers, who were still present but in much smaller
numbers than in the mass-production plants (ibid.).
In striking contrast to the mass-production plant (where stopping the line was the
responsibility of the senior line manager), to eliminate the passing on of errors until the
end of the line, in the Toyota plant a cord was placed above every workstation and workers
were instructed to stop the whole assembly line immediately if a problem emerged that
they couldn’t fix. Then, the whole team would come over to work on the problem. It was
reasoned that the mass-production practice of simply passing on errors in order to keep
the line running caused errors to multiply endlessly. Because problems would not be
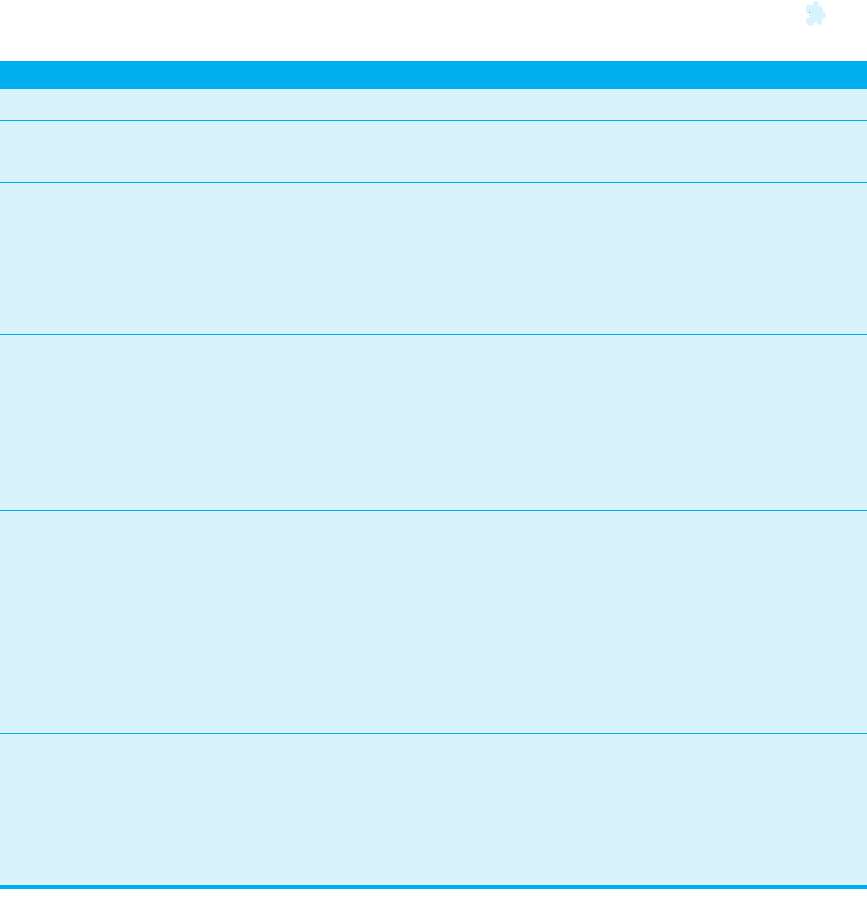
Source: adapted from Zhiang Lin and Chun Hui (1999).
Table 7.1 Lean and mass production systems compared
Lean system Mass system
Type of production Small-batch flexible mass
production
Large-batch mass production
Complexity Low
• elimination of waste in
structure
• fewer functional
hierarchical levels
High
• allows complex and
redundant structure
• more hierarchical levels
and more differentiated
divisions
Formalization Low
• emphasis on teamwork
• flexible job responsibilities
• encourages multiple job
skills and expertise
High
• high division of individual
labour
• strict rules for individual
job responsibilities
• discourages multiple job
skills
Centralization Low
• lateral communication is
encouraged and decisions
are made collectively on a
team basis
• encourages participation
from lower-level
employees and lateral-
level co-workers
High
• communication and
decision-making is based
on strict vertical individual
command chain
• discourages participation
from lower-level
employees or lateral-level
co-workers
Problem-solving attitude Proactive
• workers actively search for
problems
• workers are trained to
tackle problems
Reactive
• workers wait passively for
problems to happen
• workers are trained to
pass rather than to tackle
problems
MG9353 ch07.qxp 10/3/05 8:45 am Page 323

discovered until the very end of the line, a large number of similarly defective vehicles
would have been built before the problem was discovered.
Moreover, in mass-production plants, problems tended to be treated as random
events. The idea was simply to repair each error and hope that it didn’t recur. Toyota insti-
tuted a system of problem-solving, which taught production workers to systematically
trace every error back to its ultimate cause, then to devise a fix, so that it would never
occur again. After a while the result was that the line practically never stopped, the
amount of rework needed before shipment fell continually and the quality of the shipped
cars improved steadily. This was for the simple reason that quality inspection, no matter
how diligent, simply cannot detect all the defects that can be assembled into today’s
complex vehicles.
A major strength of the lean production system is the lean supply chain. The task of a
final assembly plant, which assembles the major components into a complete vehicle,
accounts for only 15 per cent of the total manufacturing process. ‘The bulk of the process
involves engineering and fabricating more than 10,000 discrete parts and assembling
these into perhaps 100 major components – engines, transmissions, steering gears, sus-
pensions, and so forth.
Coordinating this process so that everything comes together at the right time with
high quality and low cost has been a continuing challenge to the final assembler firms in
the auto industry’ (Womack et al., 1990: 58).*
While Ford’s initial answer to this problem was complete or 100 per cent vertical
integration, after the Second World War, the company disintegrated to 50 per cent. The
world’s mass-production assemblers ended up adopting widely varying degrees of formal
integration, ranging from about 25 per cent in-house production at smaller specialist
firms (i.e. Porsche and Saab) to 70 per cent at General Motors. The central engineering
staffs of mass-production assemblers such as Ford and GM designed most of the parts
needed in a vehicle and the component systems they comprised. A number of suppliers –
whether formally part of the assembler firm or independent businesses – were given the
drawings and were asked for bids on a given number of parts. Among all the outside firms
and internal divisions that were asked to bid, the lowest bidder got the business. In
general, success depended on price, quality and delivery reliability, and the car makers
often switched business between firms at relatively short notice.
At Toyota, it was found that the real question was not the make-or-buy decisions
that occasioned so much debate in mass-production firms, but rather how the assem-
bler and the suppliers could work together smoothly to reduce costs and improve
quality, whatever formal, legal relationship they might have. The solution to this
problem was found in taking a new, lean production approach to components supply.
The first step was to organize suppliers into functional tiers. First-tier suppliers were
responsible for working as an integral part of the product-development team in devel-
oping a new product – for instance, a steering, braking or electrical system that would
work in harmony with the other systems. Toyota stimulated cooperation among its
first-tier suppliers in order to improve the design process. ‘Because each supplier, for the
324 COMPARATIVE INTERNATIONAL MANAGEMENT
* Extracts on this page are reprinted with the permission of Rawson Associates/Scribner, an imprint of Simon and
Schuster Adult Publishing Group, from The Machine That Changed The World by James P. Womack, Daniel T. Jones
and Daniel Roos. ©1990 by James P. Womack, Daniel T. Jones, Daniel Roos, and Donna Sammons Carpenter.
MG9353 ch07.qxp 10/3/05 8:45 am Page 324
MANAGING RESOURCES: PRODUCTION MANAGEMENT 325
most part, specialized in one type of component and did not compete in that respect
with other suppliers in the group, sharing information was comfortable and mutually
beneficial. Then, each first-tier supplier formed a second tier of suppliers under itself.
Companies in the second tier were assigned the job of fabricating individual parts.
These suppliers were manufacturing specialists, usually without much expertise in
product engineering but with strong backgrounds in process engineering and plant
operations’ (Womack et al., 1990: 60–1).* Second-tier suppliers were also grouped into
supplier associations to exchange information on advances in manufacturing tech-
niques.
Such a high degree of cooperation and information sharing cannot be obtained
through marketplace relationships, and Toyota did not wish to vertically integrate its sup-
pliers into a single, large bureaucracy. ‘Instead, Toyota spun its in-house supply operations
off into quasi-independent first-tier supplier companies in which Toyota retained a frac-
tion of the equity and developed similar relationships with other suppliers who had been
completely independent. As the process proceeded, Toyota’s first-tier suppliers acquired
Case: Japanese Production Practices in China
6
C
hina has become an increasingly important destination for Japanese
foreign direct investment. China is second only to the USA as a location for
Japanese overseas investment. Moreover, Japan is the second largest
inward investor to China, behind the quasi-overseas Hong Kong and Taiwan. The
question to be answered in this context is to what extent Japanese production
management techniques have been transferred to Japanese plants in China. The
societal arguments of similarities in the social relationships of work tend to indi-
cate that the ‘process of Japanization’ should be much easier in Asia than in
western countries.
In order to evaluate this question, 20 Japanese manufacturing plants based
in China were investigated. Of the 20 plants, 12 were located in Guangdong
Province and four each in Nantong and Tianjin. Categorized by industry, there
were eight chemical-related plants, seven consumer-electrical, four apparel and
one machining (auto parts) factory. Japanese investors held majority share own-
ership in over half the plants. The average age of the plants was a little over five
years, with the oldest 14 years old and the youngest only 1 year old. The primary
objective for 13 of the Japanese firms setting up manufacturing operations in
China was to take advantage of cheap land, labour and raw material costs. This
was especially evident in Guangdong Province. In five cases, proximity to Hong
Kong was a major objective and, in four, it was access to China’s growing market.
* Extracts on this page are reprinted with the permission of Rawson Associates/Scribner, an imprint of Simon and
Schuster Adult Publishing Group, from The Machine That Changed The World by James P. Womack, Daniel T. Jones
and Daniel Roos. ©1990 by James P. Womack, Daniel T. Jones, Daniel Roos, and Donna Sammons Carpenter.
6
This case is based on Taylor (1999).
MG9353 ch07.qxp 10/3/05 8:45 am Page 325
326 COMPARATIVE INTERNATIONAL MANAGEMENT
In half of the cases, the Chinese partner was a government agency and/or a
state-ownedenterprise. For the Chinese partnersthetransfer of hardtechnologyand
modern ‘capitalist’ management systems was of primary importance. In three cases,
the Chinese managers also considered employment opportunities and stimulation of
international competitiveness as being important in cooperating with the Japanese.
The plants had generally only a few (three to six) Japanese personnel
members on site. There were two exceptions to this: one where a plant had 150
Japanese and over 3000 local staff making precision electronic goods and CD
drives, and another employing over 8000 locals and about 70–80 Hong Kong and
Japanese staff, which made earphones, speakers and similar audio products.
Both these product lines required a reasonably high degree of technical support
in order to ensure such processes as quality management and machine mainten-
ance. At least one more firm also required such high-level quality assurance, but
this was achieved by other means.
With respect to production technology, it was found that, in half the cases,
most of the machinery was imported from Japan. In general, the plants in China
had more or less the same physical sort of factories as would be found in Japan,
though sometimes on a smaller scale.
With respect to production and inventory management, however, there were
significant differences between plants in China and those in Japan. In Japan, pro-
duction varies according to consumer demand. At its most sophisticated, JIT
production allows output to correspond to final demand through a system of pulling
production through the factory, significantly reducing the need for inventories. In
addition, the ultimate in lean arrangements allows multiskilled workers to work on
a range of products in short runs so as to rapidly match market demands, leading
to mixed production, which has been regarded as a key feature of JIT.
In eight Chinese plants, there was no variation at all in production output over
a year. These firms included five chemical and three electronics plants, the latter
being two component suppliers to Japan and one electronics multinational pro-
ducing facsimile machines for export. Among these plants, only two held very low
levels of stock of finished goods on-site. This reflects highly predictable produc-
tion output rather than the achievement of JIT production.
The other 12 firms coped with fluctuations in product demand primarily
through traditional techniques of either producing for stock or varying working
time. Five plants, mainly labour-intensive apparel, leather products and elec-
tronics manufacturers coped with variations in product demand using overtime
work. The other seven firms, including leather goods producers, three chemical
firms and two electronics plants (making laser pitches and stereos), employed
temporary workers at peak times. Other plants tried to maintain steady produc-
tion, sometimes despite seasonal variations in demand. Thus, stocks were
accumulated either to maximize machine utilization or in order to preserve regu-
larity in plant operations, large variations in activity being seen as disruptive to
work routines.
Another aspect of Japanese production techniques – that is, frequent and fast
changes in production runs, requiring workers to have knowledge of various types
MG9353 ch07.qxp 10/3/05 8:45 am Page 326
MANAGING RESOURCES: PRODUCTION MANAGEMENT 327
of product – was also applied only marginally. While all 20 firms had some kind of
variation in their product lines over time, this was usually limited to workers
having no more than one product change a day or three a week. Moreover, these
changes in products usually had minimal impact on line workers’ jobs. In
chemical production, change-overs took much longer than in, say, electronics,
resulting in production-line stoppages of hours at a time. Consequently, the
notions of flexible and mixed production were not really applied, the costs of
‘retooling’ far outweighing any benefits from lower stockholding.
Chinese employees pointed to Japanese workers’ excessive attention to detail.
Such detail included ascertaining and reducing rejection rates from individuals
and machines, regulating ‘wasted time’ from toilet breaks and machine set-ups,
as well as frequent management meetings to review and plan. Japanese manage-
ment, on the other hand, was frustrated by the lack of urgency or seriousness that
the Chinese workers applied to this ‘attention to detail’; a reflection of the apparent
Chinese lack of interest in Japanese efforts towards continuous improvement.
Japanese firms are also well known for the quality of their products, brought
about in large part by the efforts of shop-floor workers, whether this involvement
is voluntary or coerced, or a combination of the two. What is seen as distinctive
about Japanese quality management is the organization of shop-floor employees
so that they are involved in continuous quality control and quality improvement. In
China, all 20 firms were submitted to the strict quality management measures
being introduced by the Japanese. However, quality control was in the hands of
Japanese experts, and involved multiple checking, goods inward and outward
checks, and checks at various stages of production. Moreover, the Japanese
concern with quality was backed with incentive pay schemes that took account of
rejects attributed to individual workers. Thus, strong pressure from material
incentives was placed on workers to conform to quality standards, with hardly any
inculcation of quality consciousness among Chinese workers. In two firms, the
work group rather than the individual was held accountable for quality targets, so
that the group’s bonus was dependent on each individual’s performance. Thus, on
the whole, there was little evidence that sufficient concern was given to incorpo-
rating workers’ intrinsic motivation towards developing a consciousness of quality.
Questions
1. What does the case tell you about the transferability of Japanese production
techniques to China?
2. Explain how, if at all, the Japanese firms adapted their techniques to the
Chinese environment?
3. Assess whether the production techniques explained in the case could be
transferred to the US and German production environment.
MG9353 ch07.qxp 10/3/05 8:45 am Page 327

much of the rest of the equity in each other’ (Womack et al., 1990: 61).* Toyota also
encouraged its suppliers to perform work for other assemblers, and for firms in other
industries, because outside business almost always generated higher profit margins.
Toyota also shared personnel with its supplier-group firms in two ways. ‘It would lend
them personnel to deal with workload surges, and it would transfer senior managers not
in line for top positions at Toyota to senior positions in supplier firms’ (Womack et al.,
1990: 61).*
Finally, to coordinate the flow of parts within the supply system on a day-to-day basis,
the famous just-in-time (JIT) system, known as kanban at Toyota, was developed. The idea
behind it was to simply convert a vast group of suppliers and parts plants into one large
‘machine’, like Ford’s plant, by dictating that parts would only be produced at each step to
supply the immediate demand of the next step; the mechanism was the containers
carrying parts to the next step. As each container was used up, it was sent back to the pre-
vious step, and this became the automatic signal to make more parts. This simple idea was
enormously difficult to implement as it eliminated practically all inventories and meant
that when one small part of the vast production system failed, the whole system came to
a standstill (Womack et al., 1990: 62).
While lean production represents a major advance in productivity, working con-
ditions and the character of work didn’t seem to have changed much from the classical
Fordist system. If anything, the rhythm and pace of the work on the assembly line is more
inexorable under the Japanese management system than it ever was before. Off-line jobs,
such as those in subassembly (the senior workers’ favourite positions, in which a personal
work pace was possible) have been outsourced or are geared strictly to the main line by
means of JIT control. Idle time is squeezed out of each workstation through the appli-
cation of kaizen techniques, while work pressure has been intensified and staffing
drastically reduced in the name of eliminating all ‘waste’ (muda) (Berggren, 1992: 5–6).
The combined JIT and quality pressure (zero defects) of the modern ‘Japanized’ lines
demand a high degree of mental concentration on work that is still very standardized.
Acquiescent unions and highly dependent workers who submit to the relentless demands
explain that, until the late 1980s, Japanese auto makers had never had to confront and
change the character of the work itself (Berggren, 1992: 6).
From the early 1990s onwards, as the Japanese labour market pool has reduced in
size, criticisms of the industrial conditions, the long working hours and the trying
physical environment have become widespread. Manufacturing firms have been encoun-
tering mounting recruitment difficulties, and there has been a soaring turnover among
new hirees. It seemed, then, that the prescription of some (i.e. Womack et al., 1990) that
the West must adopt the Japanese production system was out of sync with the debate in
Japan in the 1990s. In fact, many of the demands raised in the Japanese debate were strik-
ingly similar to the goals of the Swedish work reforms, which were applied from the
mid-1980s onwards (see below) and, more generally, to the European human-centred
concept of work. Indeed, while the emphasis used to be one-sidedly, on productive
efficiency at the cost of workers’ needs for fulfilment, the Swedish concept widened the
328 COMPARATIVE INTERNATIONAL MANAGEMENT
* Extracts on this page are reprinted with the permission of Rawson Associates/Scribner, an imprint of Simon and
Schuster Adult Publishing Group, from The Machine That Changed The World by James P. Womack, Daniel T. Jones
and Daniel Roos. ©1990 by James P. Womack, Daniel T. Jones, Daniel Roos, and Donna Sammons Carpenter.
MG9353 ch07.qxp 10/3/05 8:45 am Page 328

perspective and stressed the humanitarian concern that work should also provide worker
satisfaction. It was recognized that the effectiveness of work is greatly influenced by the
degree of satisfaction workers derive from it.
Swedish Uddevallaism
7
From the late 1960s, some countries and some companies began to develop programmes
to humanize work. The clear goal of this project was to seek ways of organizing produc-
tion so that it would be more suited to the requirements of a younger generation with little
desire to enter the manufacturing industry. Hence, initial efforts at robotization were
designed to eliminate the most tedious and dangerous tasks. Modifications were made to
the principles of the assembly line – for instance, through experiments with semi-
autonomous groups. Without doubt, it was in Sweden that this work was developed most
resolutely and systematically (Boyer and Durand, 1997).
From the 1970s onwards, rather like what happened in most advanced industrial
countries (including Sweden), the movement against Taylorist work practices fostered
widespread interest in organizational reform and socio-technical engineering. In Sweden
this interest became permanent and gathered new momentum in the second half of the
1980s, with the development of a distinctive assembly design and work organization in
the Swedish auto industry. Swedish car manufacturer Volvo was searching for an
approach that differed from the international mainstream in that it intended to create a
‘human’ workplace. By the late 1980s, new solutions had materialized in a number of
new facilities, with Volvo’s Uddevalla plant being the prototype of the Swedish ‘experi-
ment in humanistic manufacturing’ (Berggren, 1992: vii).
The Uddevalla project began in 1985, the year in which Volvo was the world’s most
profitable car manufacturer. ‘Sweden was in a period of intensive economic expansion,
during which labour shortages were acute. At the same time, an extensive debate was
taking place about repetitive strain injuries (RSIs) in industrial jobs. More broadly, there
was renewed general interest in the reform of working life’ (Berggren, 1992: 12). While
different sections of the auto industry launched projects for change, Uddevalla had the
most comprehensive and consistent ambitions. At Volvo’s Uddevalla plant, small,
autonomous teams build complete cars (in ergonomically correct positions) in work cycles
lasting several hours (a traditional assembly line has short work cycles, often lasting only
minutes). The plant attracted wide public interest as an example of the most fundamental
attempt so far to solve the problems of the auto industry: the inexorable rhythm of the line
(with no opportunity to vary the pace), the overwhelming monotony and repetitiveness of
the work, the heavy physical strain, the lack of free movement, and the difficulty of
gaining a sense of purpose and meaning in the fragmented work process (ibid.)
The novelty of ‘Uddevallaism’ was that it combined small-scale assembly with a
largely automated materials-handling process, a computer-integrated information
system, a comprehensive development of new assembly tools, and significant new forms
of vocational training (Berggren, 1992: 13). The plant’s practices embodied a radical shift
away from line assembly. Volvo decided to mass-produce cars at Uddevalla without using
assembly lines. In fact, at Uddevalla, the anthropocentric strategy within the Volvo Group
MANAGING RESOURCES: PRODUCTION MANAGEMENT 329
7
Unless indicated otherwise, the explanation of Uddevallaism in this section draws on Berggren (1992).
MG9353 ch07.qxp 10/3/05 8:45 am Page 329
culminated in what was called a ‘transcendent’ production system: assembly work was
transcending the confinements of Taylorized fragmentation, thereby attaining a new
intellectual quality. ‘Workers could arrive at an intimate understanding of the production
process and its individual functions, as well as a sense of meaningful participation in a
large productive organization’ (ibid.). Moreover, there was an appreciable reduction in
physical strain thanks to the production design and efforts in the area of ergonomics. The
assemblers were able to control the pace of their work; they were freed from detailed
administrative or technical control. The plant was not only a bold step in creating a
humane workplace, however, but was also a success in a wide range of performance
measures. Rapidly improving productivity (the Uddevalla plant reached the productivity
levels of Volvo’s ‘mass production’ plant in Gothenburg in 1991, two years into oper-
ation) and quality was combined with superior flexibility (in the sense that minimal effort
was needed to build new models), low-cost tooling, unparalleled customer orientation,
and a unique responsiveness to market demands (short lead times – the time span
between customer order and delivery; dealers could offer customers individually specified
and equipped cars within four weeks).
In general, the Swedish model differs in four important respects from the Japanese
one. First, the organizational changes are strongly linked to changes in the production
arrangement, which aims to create conditions whereby functional groups have some
technical autonomy (Berggren, 1992: 7). Instead of using the assembly line, assembly
was completely stationary and teams were responsible for an entire car. Hence, subdivided
and monotonous mass-production work was integrated to produce more dignified and
holistic tasks. The Swedish assembly trajectory demonstrated that alternatives to repeti-
tive and confined work structures are technically feasible, compatible with varied market
demands and socially highly desirable in that they result in qualitative improvements in
the working conditions, reducing physical workloads as well as mental stress. The design
of the building at Uddevalla was an important part of this new concept. Space was
created for six separate assembly shops, which underlined the commitment to small-scale
final assembly. Moreover, the integrated assembly line, signifying a low horizontal division
of labour, had its counterpart in a decentralized organization: plant manager, shop
manager and work teams (low vertical division of labour). The Japanese work teams, by
contrast, were organized directly on the line. In fact, the new organization flattened the
hierarchy and brought management and labour close together, although it did not elimi-
nate the white-collar/blue-collar distinction.
Second, Swedish teamwork differed from the Japanese approach in that it involved
considerable autonomous decision-making and, thus, a substantial reduction in the ver-
tical division of labour (Table 7.2 provides an overview of the differences between the
Swedish and the Japanese forms of teamwork). The teams often selected their own leaders
330 COMPARATIVE INTERNATIONAL MANAGEMENT
Box 7.2: Uddevallaism
Uddevallaism combines the most radical reorganization of the division of labour (elim-
ination of the assembly line, fixed station assembly and greatly extended cycle times)
with a capital–labour compromise situated at the national level (centralized nego-
tiations over wages, training and work time).
MG9353 ch07.qxp 10/3/05 8:45 am Page 330