Coker A.K. Fortran Programs for Chemical Process Design, Analysis, and Simulation
Подождите немного. Документ загружается.

Mass Transfer 517
bottoms products is specified by setting limits on two key components
between which it is desired to effect separation. Also, fixing one com-
ponent composition does not uniquely determine the other component
compositions and the stage temperature.
Key Components
Before the start of the column design, the process designer must
select the two key components between which it is desired to effect the
separation. In cases where pure components are being produced, the
key components are the compounds boiling adjacent to one another on
the temperature scale. The material having the lower boiling point is
known as the light key component and the next heavier as the heavy
key component. The light key component is the component that is
desired to keep out the bottoms product, and the heavy key is the com-
ponent that is desired to keep out the top product. Specifications are
often set on the maximum concentrations of the keys in the top and
bottoms products.
The keys are known as "adjacent keys" if they are adjacent in a list-
ing of the components in order of volatility. Sometimes, the keys
selected are not adjacent but have an intermediate boiling component
between them. They are known as "light key," "heavy," key and "inter-
mediate" (boiling) or "distributed key." The non-key components that
appear in both top and bottoms products are known as "distributed"
components. Those that are not present to any significant extent, in one
or other product, are known as the "non-distributed" components.
Equations Surveyed
The increasing availability of personal computers with acquired simu-
lation software packages has helped design engineers to optimize a num-
ber of equilibrium stages in multipurpose fractionating towers and
absorbers. Designers adept in mathematical modeling are still engaged
in the use of vigorous, iterative plate-to-plate computation to study a
wide range of process conditions. However, preliminary design with
graphical correlations has often helped to arrive at an approximate opti-
mum number of stages before reverting to established design methods.
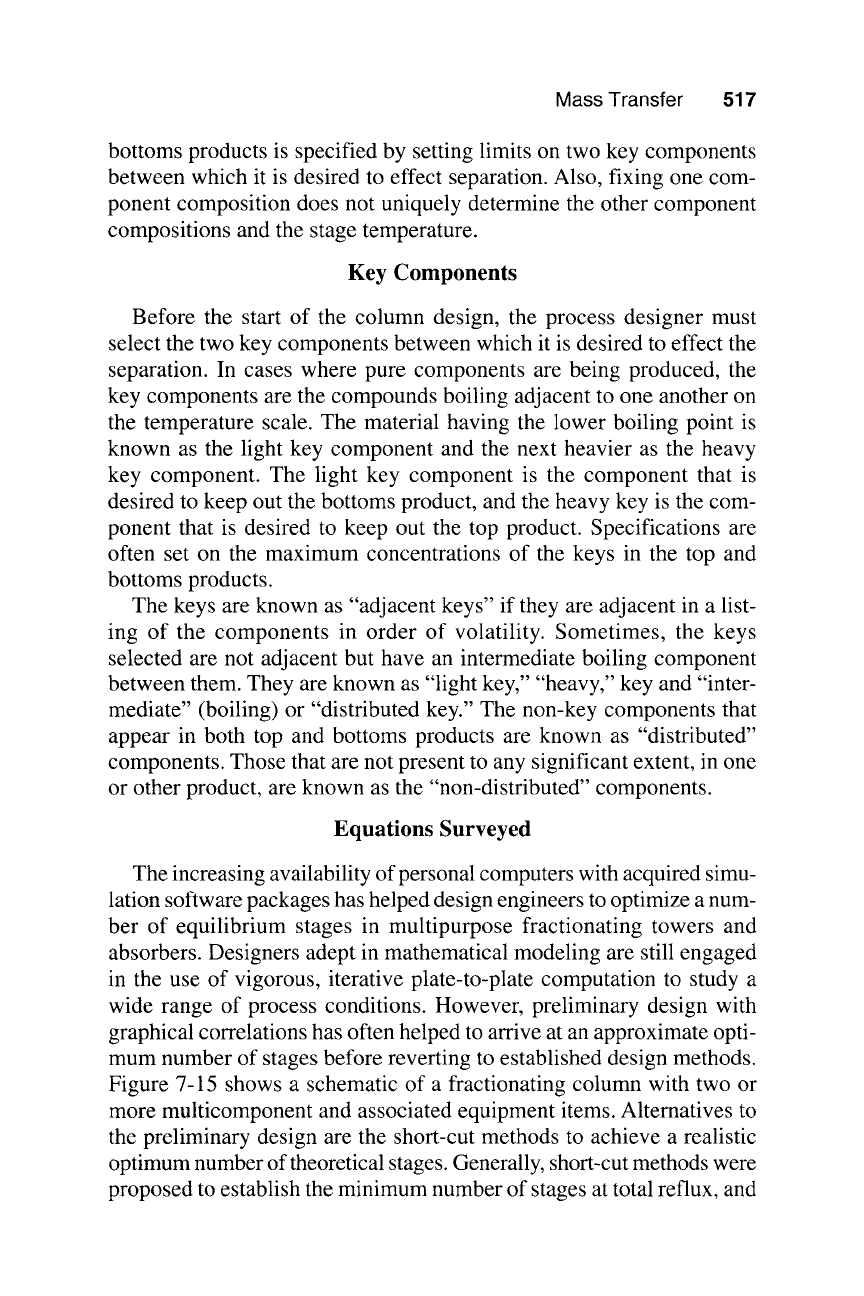
Figure 7-15 shows a schematic of a fractionating column with two or
more multicomponent and associated equipment items. Alternatives to
the preliminary design are the short-cut methods to achieve a realistic
optimum number of theoretical stages. Generally, short-cut methods were
proposed to establish the minimum number of stages at total reflux, and
518 Fortran Programs for Chemical Process Design
ENRICHING
SECTION
FEED
STRIPPING
SECTION
v
1
V~ L o
i___r.-~, L
~ (--r- 2
(--f- 3
~]i][[]"
5
-]--1
-I---r-'
- t---g- 2
(--rl
---- - 5
v k g
7 s ---II ,
m
c[i
CONDENSER [
l
I T
W=ATER
DISTILLATE
.L
"
O
- I
1REFLUX
:J'~ ACCU MULAT OR
9 , V
0 ~ T 1
REFLUX PUMP
STEAM
.L -~
Q ldr ....
I r- ....
J.
T"E O'LE t T
.,.
1B
BOTTOMS
Figure 7-15. Factionation column with a reboiler and refluxing auxiliaries.
also the minimum reflux at an infinite number of theoretical stages.
Many authors have correlated the minimum reflux and minimum stages
with operating reflux and corresponding theoretical equilibrium stages
required. These methods have enabled designers to vary the reflux ratio
and plates in order to achieve an optimum relationship based on invest-
ment and operating costs.
Mathematical Modeling
The distribution of components between the distillate and bottoms is
given by the Hengstebeck-Geddes equation [35,36].
[di]
log bi - Ai + B~ log
~i
(7-94)
where d~ = moles of component i in the distillate
b~ = moles of component i in the bottoms
(zi = relative volatility of component i
A~, B~ = correlation constants
Mass Transfer 519
A material balance for the
i th
component in the feed is:
fi = di + bi (7-95)
The quantity of component i in the distillate can be expressed as mole
fraction recovered, or d~/fi. Alternatively, in the bottoms, the mole frac-
tion of component i recovered is bi/f i.
If Equation 7-94 is expressed with respect to the heavy key compo-
nent, then
IdHK
1
log ~HK -- A~
+ B 1
log
0~HK
(7-96)
The relative volatility of the heavy key component (that is, 0~HK) is 1.0
Therefore,
A~ - 1og[~UKl
dHK
(7-97)
but
fHK = dHK + bHK
(7-98)
and
fLK-" dLK + bLK
(7-99)
Therefore
If IlK
--
bHK ]
A,- log -bH K
(7-100)
Equation 7-100 can be expressed in terms of mole fraction recovered as:
A, -log[ (1" 0 - bHK/fHK) ]~-b-~K)~HK;
(7-101)
Substituting Equation 7-97 into Equation 7-94 and expressing in terms
of the light key component.
1og[~LLKKI--1Oglb~KKI+B , 1og~LK
(7-102)
520 Fortran Programs for Chemical Process Design
Therefore
B 1
,ogl/ dLK
log O~LK
Expressing Equation 7-103 in terms of fractional recoveries.
dLK/fLK bHLK/fnK
log fix - di~K fnK - dnK
fLK f.~:
B~ =
log ~'L~
(7-103)
(7-104)
B 1 ~--
log dLK/fLK bHLK/fnK
1 dtx 1 bnK
fix fnK
log CZLK
(7-105)
The recoveries of the i 'h component in the distillate and bottoms"
Equation 7-94 and Equation 7-95 are
E di ]
log ~ - A 1 +B~log~
(7-94)
fi - di + bi
(7-95)
Expressing Equations 7-94 and 7-95 in terms of the recoveries of the
i th component.
That is
I
di/f i
log 1 - d i/fi
- A~ + B 1 logc~
(7-106)
Hence,
Mass Transfer 521
I d~/f~ ]
_ 10A,. 10(log,,,a,~,)
1-di/f i
l0 A,
BI
-- .(Xi
(7-107)
di = 10A'fi
" i~B'(
1- ~d~)
The recovery of the i ~h component in the distillate is given by
(7-108)
di = (10A,. @B,) (7-109)
fi
(1
-~- lOAl . 0~, B' )
And the recovery of the
i th
component in the bottoms is
bi =
1
d i
(7-110)
fi fi
B 1
= 1- (10A'" ~a ) (7-111)
BL
(1+10 A'.c~ )
b i _ 1
_
(7-112)
Bt
fi 1 + 10 A' . ~i
The Fenske's Method for Total Reflux
Fenske's [37] equation for determining the minimum equilibrium
stages at total reflux was based on an ideal mixture. This suggests that
the ratio of vapor pressures or the ratio of equilibrium vaporization of
the key components is constant over the range of temperatures (that is,
the relative volatilities are constant). Fenske expressed the minimum
number of equilibrium stages as:
,og[/XL 1
Nmin =
XHK D XLK B (7-113)
l~
522
Fortran Programs for Chemical Process Design
The Gilliland Method for Number of Equilibrium Stages
The number of theoretical equilibrium stages required for a given
separation at a given reflux ratio is often determined by empirical corre-
lations [38,39]. The abscissa, X, represents a reflux function as:
(7-114)
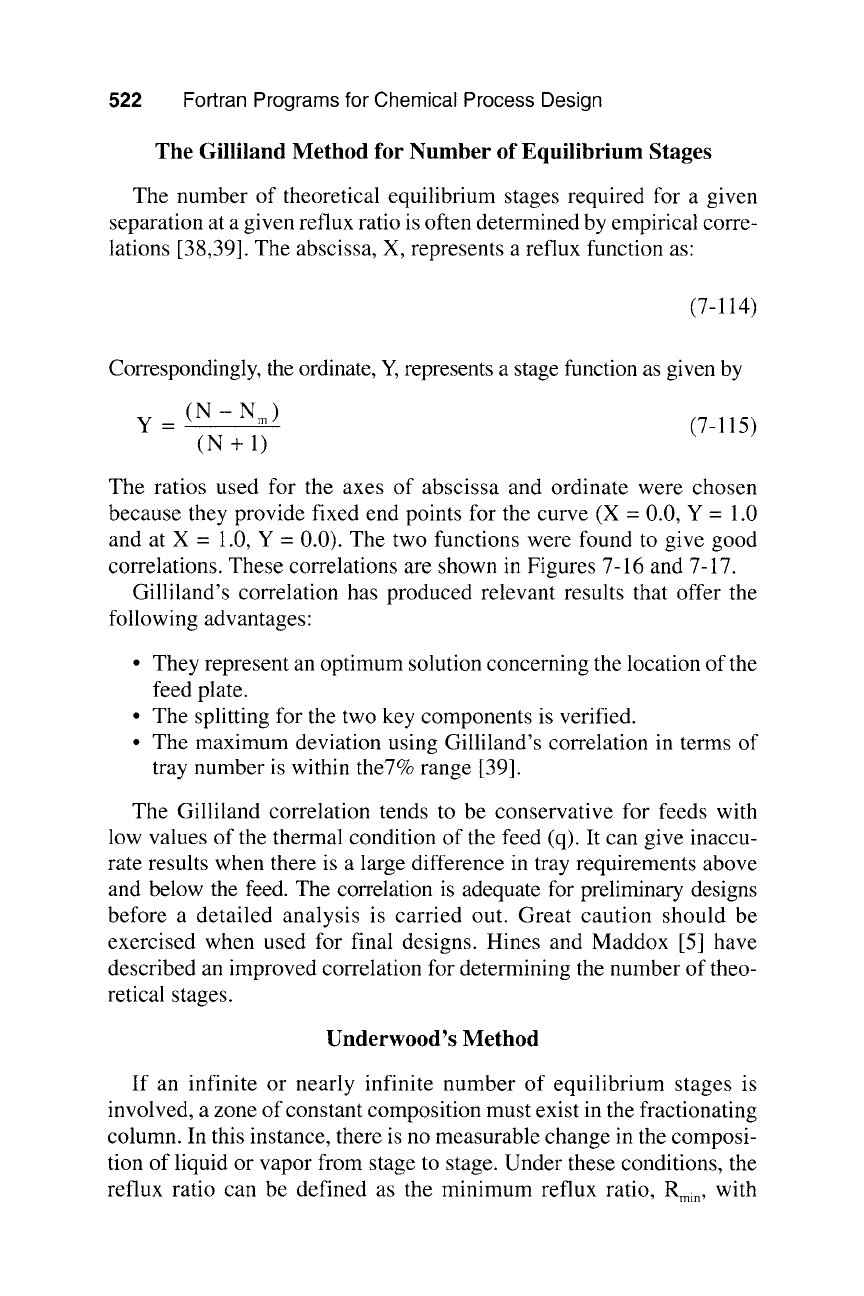
Correspondingly, the ordinate, Y, represents a stage function as given by
y _ (N - N~ ) (7-115)
(N+I)
The ratios used for the axes of abscissa and ordinate were chosen
because they provide fixed end points for the curve (X = 0.0, Y = 1.0
and at X = 1.0, Y = 0.0). The two functions were found to give good
correlations. These correlations are shown in Figures 7-16 and 7-17.
Gilliland's correlation has produced relevant results that offer the
following advantages:
9 They represent an optimum solution concerning the location of the
feed plate.
9 The splitting for the two key components is verified.
9 The maximum deviation using Gilliland's correlation in terms of
tray number is within the7% range [39].
The Gilliland correlation tends to be conservative for feeds with
low values of the thermal condition of the feed (q). It can give inaccu-
rate results when there is a large difference in tray requirements above
and below the feed. The correlation is adequate for preliminary designs
before a detailed analysis is carried out. Great caution should be
exercised when used for final designs. Hines and Maddox [5] have
described an improved correlation for determining the number of theo-
retical stages.
Underwood's Method
If an infinite or nearly infinite number of equilibrium stages is
involved, a zone of constant composition must exist in the fractionating
column. In this instance, there is no measurable change in the composi-
tion of liquid or vapor from stage to stage. Under these conditions, the
reflux ratio can be defined as the minimum reflux ratio,
Rmin,
with
Mass Transfer 523
1.0
r I
ili~i
8 I
,-- O.
.+.
Z
I
z 0.6
c~
I-,-.I
I--,
=,.,
0.4
,,.,...
l--
iV3 9 ,.--
O.2
,,...
0.0 J
0.0
~
..-,,,
9 (i,
",t'
L L
t l l
0.2 0.4
0.6 0.8 1.0
REFLUX FUNCTION (R-Rm)I(R+I)
Figure 7-16. Linear coordinates based on Gilliland's correlation.
respect to a given separation of two key components (that is, the light
key and heavy key) [40].
Therefore, for component i, in the distillate
Rmi n -+- 1
- ~ (O('i -- Xi'D)
(7-116)
where 0 is Underwood's constant (or root of the equation), and must lie
between the relative volatilities of the light and heavy keys ((ZLK and
0~HK ). The number of components is n.
Correspondingly, for the feed,
~(
(~i ~ Xi, F )
1-q - ~)
i=l (O('i --
(7-117)
524
Fortran Programs for Chemical Process Design
1.0
0.8
0.6
0.5
,- 0.4
+
" 0.3
E 0.2
I
z
z
o 0.1
=
0.06
u_ 0.051
0.04
1--.
,
I J 4
: ! 1 tt I I t
! r
!11!1!ti It
t t tt tt)
, s II t Ill
~ -;-' ,'* ' - - ' ' . .1 ~ . . ' !
t
t
t ; f ': 0 l i ~
: I
I
, , , [
,
,
. . t , . , . 1 , . ,
[
0.03 - ! ~ ~~ !~'!!~ J ~ !! ! 1, t !., ~ J1~!
i i.
~ ~ ] i~! i il~! ! ! i i l!J! l!
0.02t
' , s i i II! i]!i ..! ! !..i i tiii]..j
]
0.01 0.02 0.03 0.05 0.08 0.1 0.2 0.3 0.5 0.8 1.0
REFLUX FUNCTI ON (R-Rm)
/ (R+I)
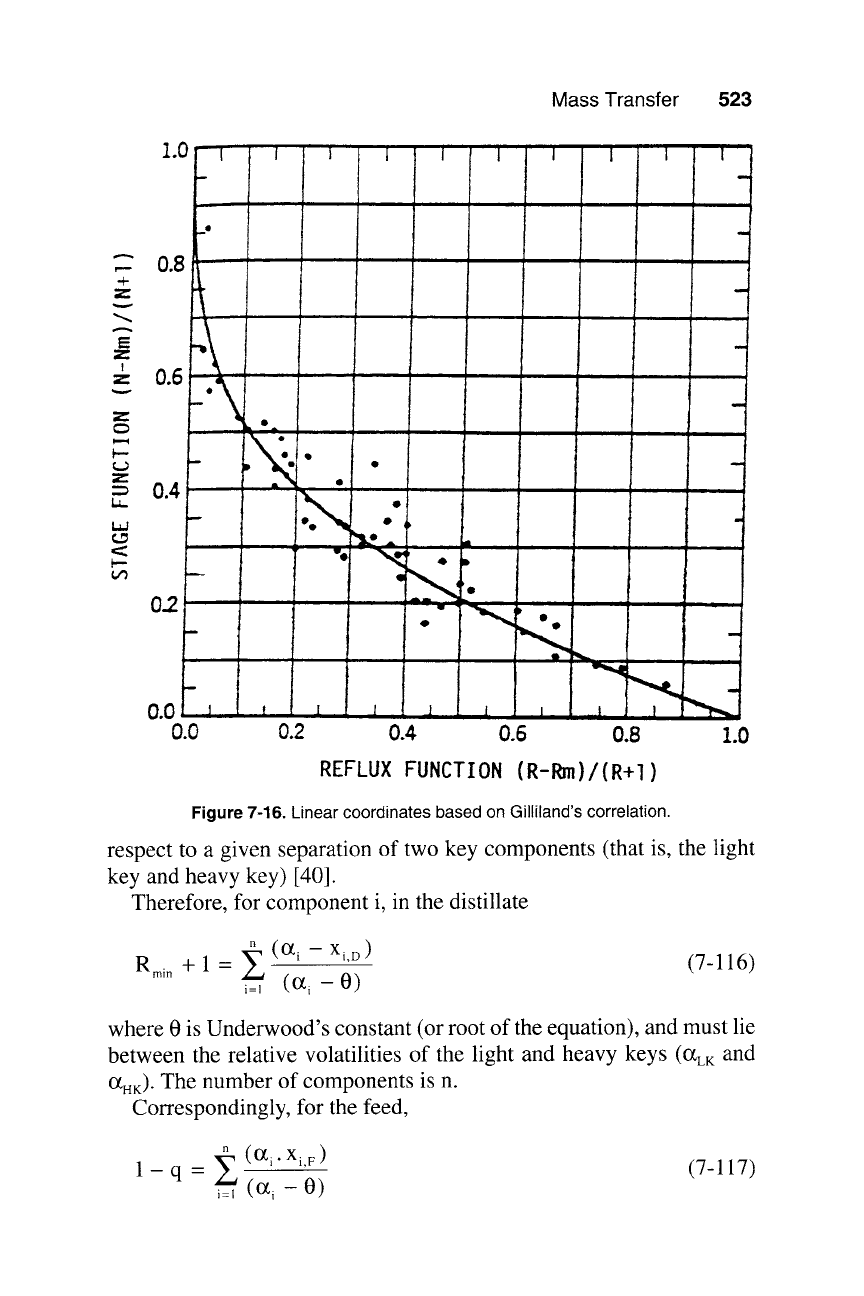
Figure 7-17. Logarithmic coordinates based on Gilliland's correlation.
Equation 7-117 shows the relationship for the feed, where q is the frac-
tion of feed that is liquid at the feed tray temperature and pressure. For
a bubble point feed, q = 1, and for a dew point feed, q = 0. The minimum
reflux ratio is determined from Equation 7-117 by substituting into Equa-
tion 7-116. Coker [41] developed a numerical method for computing
0 and
Rmi n
respectively. However, other methods should be tried, if
Rmi n
gives a negative value. Also, it may be that the separation between
the feed and the overhead can be accomplished in less than one equilib-
rium stage.
Equations for Describing Gilliland's Graph
Many equations have been proposed to describe Gilliland's curve for
multicomponent distillation. However, the difficulty with some of these
equations has been in meeting the end conditions of X = 0, Y = 1 and
X = 1, Y = 0. A review of the many equations proposed by these authors
is as follows:
Mass Transfer 525
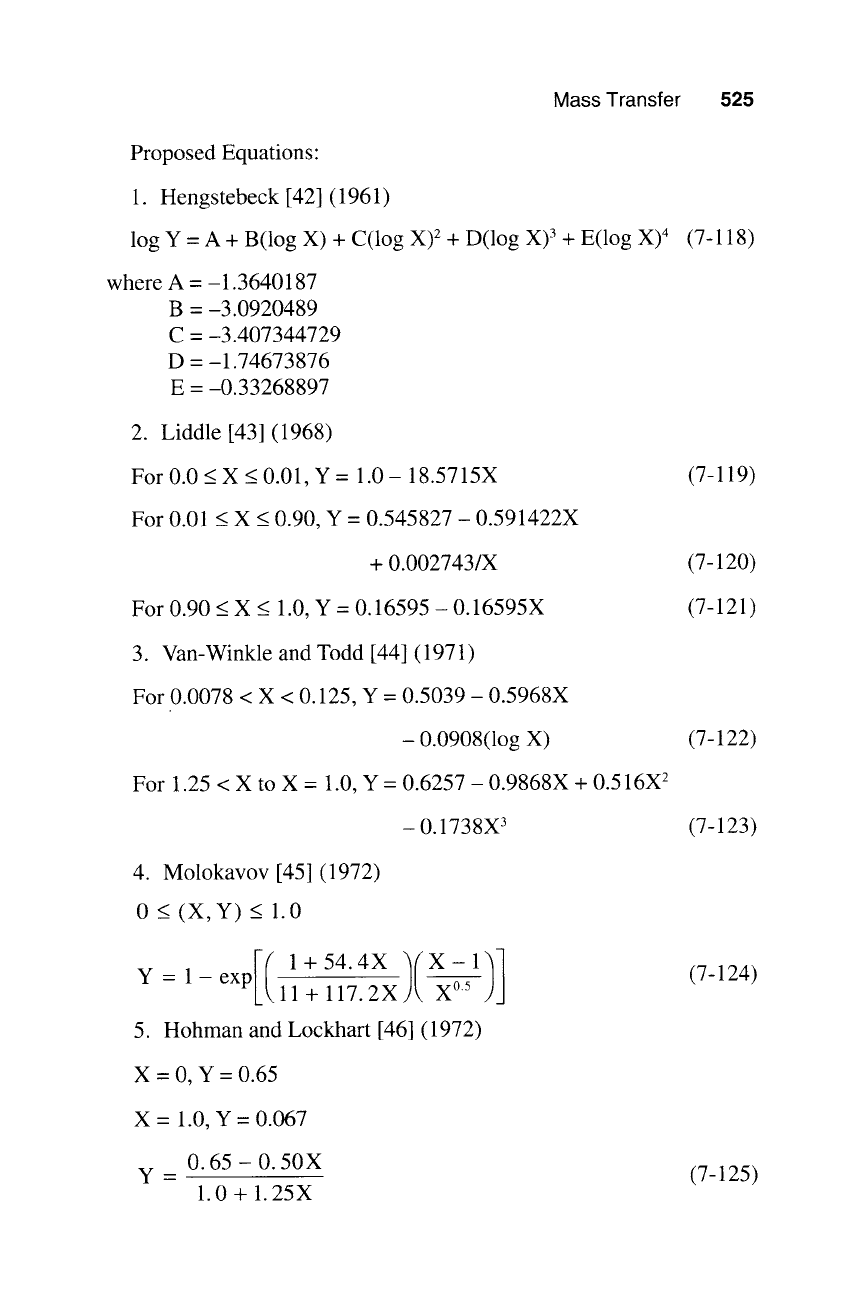
Proposed Equations:
1. Hengstebeck [42] (1961)
log Y- A + B(log X) + C(log X) 2 + D(log X) 3 + E(log X) 4 (7-118)
where A =-1.3640187
B =
-3.0920489
C = -3.407344729
D = -1.74673876
E =-0.33268897
2. Liddle [43] (1968)
For 0.0 < X < 0.01, Y - 1.0 - 18.5715X
(7-119)
For 0.01 < X < 0.90, Y - 0.545827 - 0.591422X
+ 0.002743/X
(7-120)
For 0.90 < X < 1.0, Y - 0.16595 - 0.16595X
(7-121)
3. Van-Winkle and Todd [44] (197 l)
For 0.0078 < X < 0.125, Y - 0.5039 - 0.5968X
- 0.0908(log X)
(7-122)
For 1.25 < X to X - 1.0, Y- 0.6257 -0.9868X + 0.516X
2
- 0.1738X 3 (7-123)
4. Molokavov [45] (1972)
0 _< (x,Y) < 1.0
y_ l_exp[ / 1+54.4X )/X-1)I
ll+ii i k x
5. Hohman and Lockhart [46] (1972)
(7-124)
X - 0, Y- 0.65
X - 1.0, Y- 0.067
0.65 - 0.50X
1.0+ 1.25X
(7-125)
526
Fortran Programs for Chemical Process Design
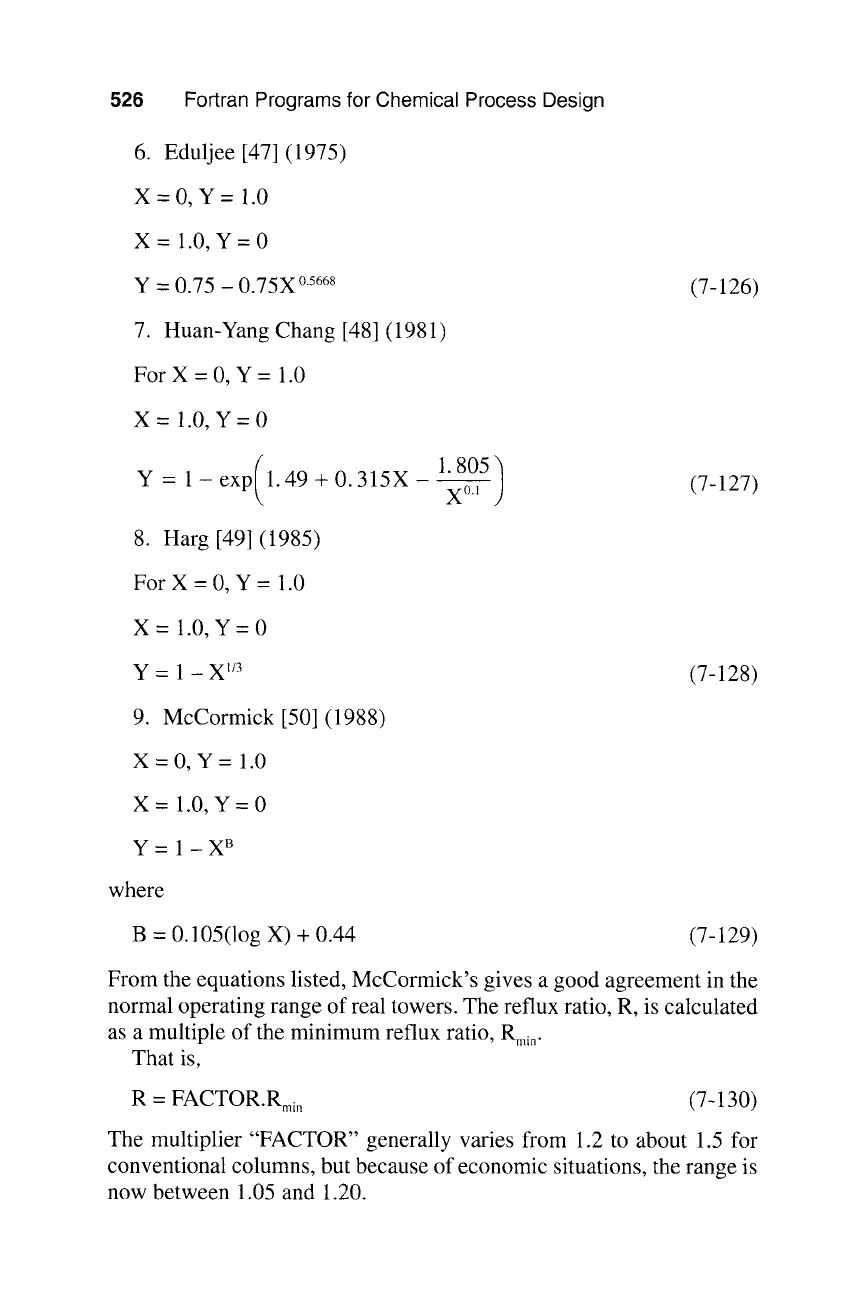
6. Eduljee [47] (1975)
X =0, Y= 1.0
X= 1.0, Y = 0
Y = 0.75 - 0.75X 0.5668
(7-126)
7. Huan-Yang Chang [48] (198 l)
For X = 0, Y = 1.0
X = 1.0, Y-0
Y - 1 - exp(1.49 + 0.315 X
1.805 )
k-~ (7-127)
8. Harg [49] (1985)
For X = 0, Y = 1.0
X= 1.0, Y = 0
Y = 1 - X 1/3 (7-128)
9. McCormick [50] (1988)
X=0, Y= 1.0
X= 1.0, Y = 0
y= 1-X B
where
B = 0.105(log X) + 0.44
(7-129)
From the equations listed, McCormick's gives a good agreement in the
normal operating range of real towers. The reflux ratio, R, is calculated
as a multiple of the minimum reflux ratio,
Rmi n-
That is,
R = FACTOR.Rmi n
(7-130)
The multiplier "FACTOR" generally varies from 1.2 to about 1.5 for
conventional columns, but because of economic situations, the range is
now between 1.05 and 1.20.