Coker A.K. Fortran Programs for Chemical Process Design, Analysis, and Simulation
Подождите немного. Документ загружается.

Engineering Economics 737
1
d - -- (9-18)
n
The various components of a plant such as equipment, buildings, and
improvements are characterized by projected lifetimes. During this
period, each item depreciates from its initial investment cost, CFC, to a
salvage value, S, over the period of n years of its projected lifetime. At
the end of any particular year, k, the depreciated value or book value,
Vk, is:
Vk -- CFC -- Z
Dj
(9-19)
where Dj is the annual depreciation charge for year j. Substituting Equa-
tion 9-17 into Equation 9-19 gives
k
Vk -- CFC -- Z (CvC --
S)dj
!
k
= CFC -- (CFc -- S)Z dj
1
(9-20)
For the straight line depreciation procedure,
k k 1
Zdj-Zd-kd--
I 1 n
(9-21)
and
k
V k - CFc (CFc -- S) (9-22)
Double Declining Balance (DDB) Depreciation
Equipment and complete plants depreciate and lose value more rap-
idly in the early stages of life. The depreciation based upon the declin-
ing book value balance can be expressed as:
Dj- dj.Vj_, (9-23)
The rate of depreciation, dj, is the same for each year, j; however, the
depreciation charges decrease each year because the book value
decreases each year. For a declining balance method, the depreciation

738 Fortran Programs for Chemical Process Design
rate of decline is up to twice, but no more than twice the straight line
rate. This is given by:
2
dj - d -- (9-24)
n
Capitalized Cost
The capitalized cost, C K, of a piece of equipment of a fixed capital
cost, Cvc, having a finite life of n years and an annual interest rate, i, is
defined by
(C K - Cvc)(1 + i) ~ : C K - S
(9-25)
where S = salvage or scrap value
C K is in excess of CFc by an amount, which, when compounded at an
annual interest rate, i, for n years, will have a future worth of C K less
the salvage or scrap value, S. If the renewal cost of the equipment and
the interest rate are constants at (CFc- S) and i, then CK is the amount
of the capital required to replace the equipment in perpetuity.
Rearranging Equation 9-25 gives
{ s ]E 1
CK -- Cvc- (l+i-------~ (l+i) ~-1 (9-26)
or
C K = (CFc- S.fd)f K (9-27)
where fd = discount factor
fK = the capitalized cost factor = (1
+ i)n/[(1
+ i) ~- 1]
The Average Rate Of Return (ARR)
The average rate of return (ARR) method averages out the cash flow
over the life of the project. This is defined by
ARR average cash flow
- x 100 (9-28)
original investment
The higher the percentage value of the ARR, the better the profitability
of the project.
Engineering Economics 739
Present Value Ratio (Present Worth Ratio)
A commonly used profitability index in conjunction with the NPV
method shows how closely a project has met the criterion of economic
performance. This index is known as the present value ratio (PVR) or
present worth ratio (PWR), and is defined as
Present present value of all positive cash flows
value present value of all negative cash flows (9-29)
The present value ratio (PVR) gives an indication of how much the
project makes relative to the investment. A ratio of 1.0 shows that the
income just matches the expected income from capital invested for a
given interest rate. A ratio of less than 1.0 indicates that the income
does not come up to the minimum expectations. A ratio of more than
1.0 means that the project exceeds the minimum expectations.
Profitability
A project is profitable if its earnings are greater than the cost of capi-
tal. In addition, the larger the additional earnings, the more profitable
the venture, and the greater the justification for putting the capital at
risk. Therefore, a profitability estimate attempts to quantify the risk taken.
The methods used to assess profitability are:
1. return on investment (ROI)
2. payback period (PB)
3. net present value (NPV)
4. discounted cash flow rate of return (DCFRR)
5. net return rate (NRR)
6. equivalent maximum investment period (EMIP)
7. interest recovery period (IRP)
8. rate of return on depreciated investment
9. rate of return on average investment
10. capitalized cost
11. average rate of return (ARR)
12. present value ratio (PVR)
Abrams [11] has listed other methods for assessing a project's
profitability.
740
Fortran Programs for Chemical Process Design
Economic Analysis
Computer programs have been developed to estimate the net
present value (NPV), present value ratio (PVR), net return rate (NRR),
average rate of return (ARR), payback period (PBP) and discounted
cash flow rate of return (DCFRR). These analyses are done for a given
cash flow over the operating life of a project. These programs can be
incorporated as subroutines into larger programs, if required. In addi-
tion, a detailed computer program has been developed to review an eco-
nomic project using Kirkpatrick's [ 12] input data. These data are defined
as follows:
Annual Revenue,
$. The money received (sales minus the cost of
sales) for one-year production from the plant. This is assumed as being
constant for life of the project.
Annual Operating Cost,
$. The cost of raw materials, labor, utili-
ties, administration, insurance, and royalties, etc., but does not include
debt service payments.
Depreciating Base,
$. The capitalized cost of the facility and less
non-depreciable items, such as land and inventory. No salvage is sub-
tracted because double declining balance depreciation is used.
Project
Life, Years. The length of time for which the facility is to be
operated. It is also the term of the loan and the depreciation time.
Initial Loan,
$. The capitalized cost minus owner equity.
Payments/Year.
The number of payments on the loan per year:
1-annually, 2-biannually, 4-quarterly, and 12-monthly.
Periodic Interest Rate.
The annual interest rate divided by the
payments per year. For a 10 percent annual interest rate and monthly
repayments, this is 0.10/12.
Investment Tax Credit,
$. The percentage of the initial investment
allowed as a tax credit in the year the investment is made.
Tax
Rate.
The percentage tax that must be paid on the project's pre-
tax income. This rate is assumed to remain constant during the life of
the project.
Debt Service/Period, $. The amount of each loan payment, that is:
Engineering Economics
741
I Annual interest ]
(Loan) Payments per year
1-II+
/ye r, xPayments /
-]
Annual interest /
year
l
Payments per year
The Salvage Value (or Scrap
Value). The projected salvage value
of equipment at the end of the project lifetime is that portion of the fixed
capital that cannot be depreciated.
Land Value. Land is not considered depreciable. It can be used
indefinitely for succeeding projects on a specific site, or it can be sold.
Working capital. The capital invested in various necessary invento-
ried items, which are completely recoverable at any time.
The calculations for every year of the project life are:
1. Calculate the depreciation as double declining (that is, twice the
depreciation based divided by project life), and subtract it from
the depreciation base.
2. Calculate the yearly interest and principal of the debt service
payments.
3. Subtract from the revenue, the operating cost, annual deprecia-
tion, and interest.
4. Subtract from positive pre-tax income, until no negative pre-tax
income remains, if the pre-tax income is negative or has been
negative in a prior year.
5. Calculate the income tax due at the given rate, and apply the
investment tax credit against the income tax due until the credit
is exhausted, if after Step 4, the pre-tax income is still positive.
6. Deduct the income tax remaining after Step 5 from the pre-tax
income, leaving the after-tax income.
7. Add the after-tax income to the depreciation for the year, yield-
ing the cash flow.
8. Determine the loan balance at the end of the year.
9. Determine the amount of unused depreciation after the last year
of the project's life. Because double declining depreciation does
not totally exhaust the depreciation account, the unused
depreciaton should be added to the cash flow of the last year as
salvage value recovered at the termination of the project under
consideration.
742
Fortran Programs for Chemical Process Design
1 0. Calculate the net present value, NPV, for a known discount rate.
11. Determine the present value ratio, PVR.
1 2. Calculate the net return rate, NRR.
13. Calculate the average rate of return, ARR.
14. Estimate the payback period, PBP.
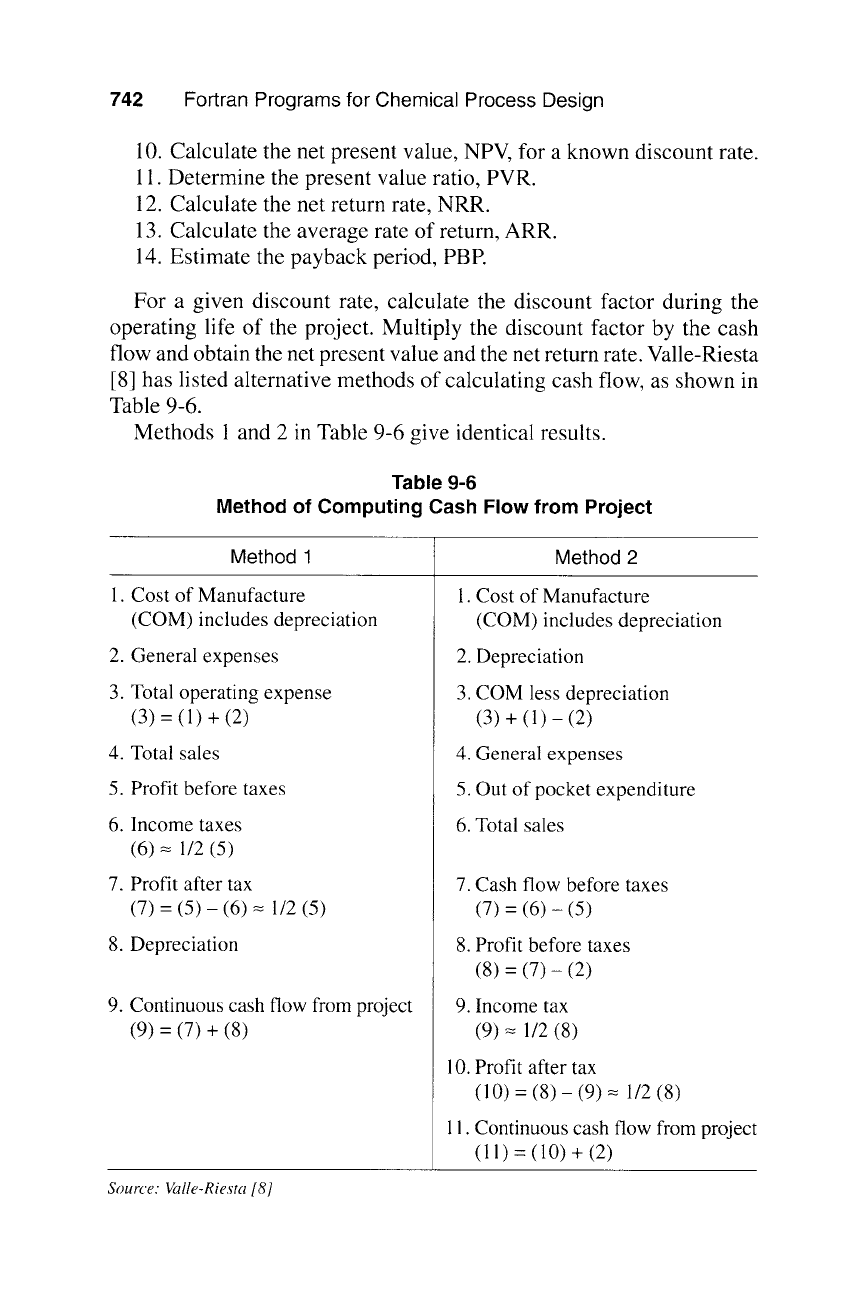
For a given discount rate, calculate the discount factor during the
operating life of the project. Multiply the discount factor by the cash
flow and obtain the net present value and the net return rate. Valle-Riesta
[8] has listed alternative methods of calculating cash flow, as shown in
Table 9-6.
Methods 1 and 2 in Table 9-6 give identical results.
Table 9-6
Method of Computing Cash Flow from Project
Method 1
1. Cost of Manufacture
(COM) includes depreciation
2. General expenses
3. Total operating expense
(3) = (1) + (2)
4. Total sales
5. Profit before taxes
6. Income taxes
(6) = 1/2 (5)
7. Profit after tax
(7) = (5) - (6) = 1/2 (5)
8. Depreciation
9. Continuous cash flow from project
(9)=(7)+(8)
Method 2
1. Cost of Manufacture
(COM) includes depreciation
2. Depreciation
3. COM less depreciation
(3)+(1)-(2)
4. General expenses
5. Out of pocket expenditure
6. Total sales
7. Cash flow before taxes
(7)=(6)-(5)
8. Profit before taxes
(8) = (7) - (2)
9. Income tax
(9) = 1/2 (8)
10. Profit after tax
(10) = (8) - (9) = 1/2 (8)
11. Continuous cash flow from project
(11)=(10)+(2)
Source: Valle-Riesta [81
Engineering Economics
743
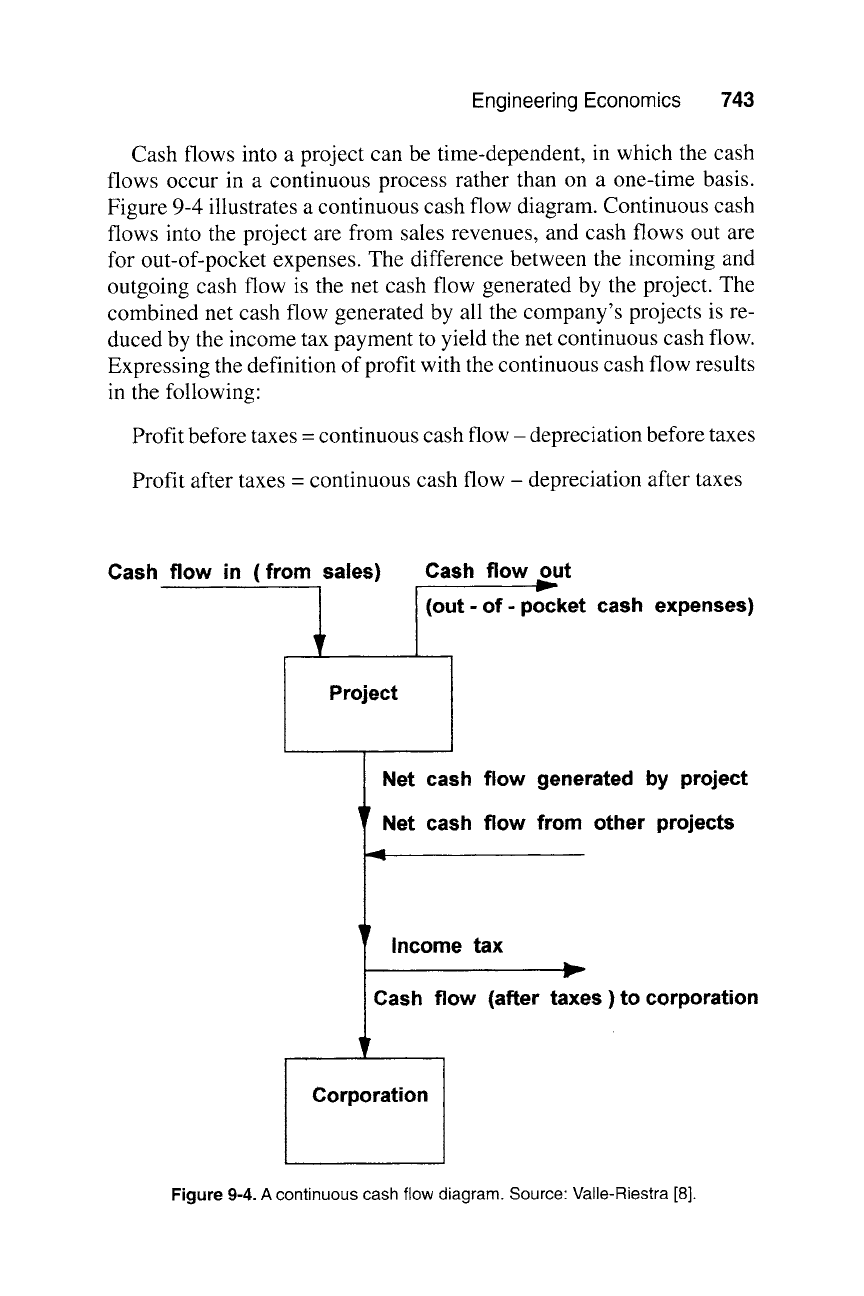
Cash flows into a project can be time-dependent, in which the cash
flows occur in a continuous process rather than on a one-time basis.
Figure 9-4 illustrates a continuous cash flow diagram. Continuous cash
flows into the project are from sales revenues, and cash flows out are
for out-of-pocket expenses. The difference between the incoming and
outgoing cash flow is the net cash flow generated by the project. The
combined net cash flow generated by all the company's projects is re-
duced by the income tax payment to yield the net continuous cash flow.
Expressing the definition of profit with the continuous cash flow results
in the following:
Profit before taxes - continuous cash flow- depreciation before taxes
Profit after taxes - continuous cash flow - depreciation after taxes
Cash flow in (from sales)
Project
Cash flow out
r
(out-of-pocket cash expenses)
Net cash flow generated by project
V..Net cash flow from other projects
,.,
Income tax
Cash flow (after taxes ) to corporation
Corporation
Figure 9-4. A continuous cash flow diagram. Source: Valle-Riestra [8].
744
Fortran Programs for Chemical Process Design
It is useful to keep in mind that:
Cash flow ~: profit
Allen [9] has provided a systematic procedure for assessing investment
proposals for new plant and equipment, exploiting new technology,
and replacing uneconomic, inefficient, and obsolete plants, process,
and equipment.
Inflation
A decrease in the average purchasing value of currency is referred to
as inflation. An inflation rate of 15 percent, for example, means that the
average cost of goods and services will increase 15 percent in one year.
The result is that commencing construction one year early will reduce
the amount of money expended by 15 percent. Since the 1980s, infla-
tion has been considered in most economic project evaluations.
When inflation is used in economic evaluations, all items except
interest on a loan and depreciation are considered to increase in value at
the same rate as inflation. Generally, interest is set at the time a loan is
negotiated and does not change with inflation. In addition, depreciation
depends on the method (for example, straight line or double declining
balance) used and the capital charges incurred before start-up are not
affected by the inflation rate after start-up. Determining the profitabil-
ity of a project (for example, NPV), the interest rate is assumed to be
greater than the inflation rate. Money may be lost on the project while
the net present value indicates the opposite, if the inflation rate is greater
than the interest rate. There are cases in which the interest rate is set at
the expected inflation rate plus a real expected interest rate. The real
expected interest rate is the interest rate that is used to calculate the net
present value when there is no inflation. Alternatively, the present value
is calculated using the inflation rate as the interest rate, the net present
value is then determined using the real expected interest rate.
CAPITAL COST ESTIMATION
Capital cost estimation is an essential part of investment appraisal.
Many types of capital cost estimates are made, ranging from the order
of magnitude to detailed estimates requiring the collection of accurate
technical data. The American Association of Cost Engineers defined
five types of cost estimates as follows:
Engineering Economics 745
Order-of-magnitude estimate (ratio estimate).
Approximate method
based on cost data for previous similar types of plant. Probable error
within 10 to 50 percent.
Study estimate (factored estimate).
Better than order-of-magnitude
but requires knowledge of major items of equipment. Used for feasibil-
ity surveys. Probable error up to 30 percent.
Preliminary estimate (budget authorization estimate).
More
detailed information required than for study estimate. Probable error up
to 20 percent.
Definitive estimate (project control estimate).
Based on consider-
able data obtained before preparing completed drawings and specifica-
tions. Probable error within 10 percent.
Detailed estimate (firm or contractor's estimate).
Requires com-
pleted drawings and specifications. Probable error within 10 percent.
Process plant designs start from preliminary designs based on
approximate technical data, calculations, and cost data to final designs
that require detailed and accurate data, calculations, and quotations. Cost
estimates of a proposed plant are continuously carried out during the
development of a process from the laboratory to construction.
The total capital cost, CTc, of a project consists of the fixed capital
cost, CFc, plus the working capital, Cwc, plus the cost of land and any
other non-depreciable assets, C L. This is given by
CTc = CFc + Cwc + C L (9-30)
The fixed capital cost, CFc, is the capital required to provide all the
depreciable facilities. CFc may be divided into two classes known as the
battery limits and auxiliary facilities. The boundary of battery limits
includes all manufacturing and processing equipment. The auxiliary
facilities are the storage areas, administration offices, utilities and other
essential and non-essential supporting facilities.
Equipment Cost Estimations By Capacity Ratio Exponents
It is often necessary to calculate the cost of a piece of equipment
when there are no available cost data for the particular size of capacity.
If the cost of a piece of equipment or plant size or capacity, Q~, is C~, the
cost C2 of a similar piece of equipment or plant size or capacity,
Q2, can
be calculated from the equation
746
Fortran Programs for Chemical Process Design
/ / n'
Q2
C2 - Cl -~1
(9-31)
where
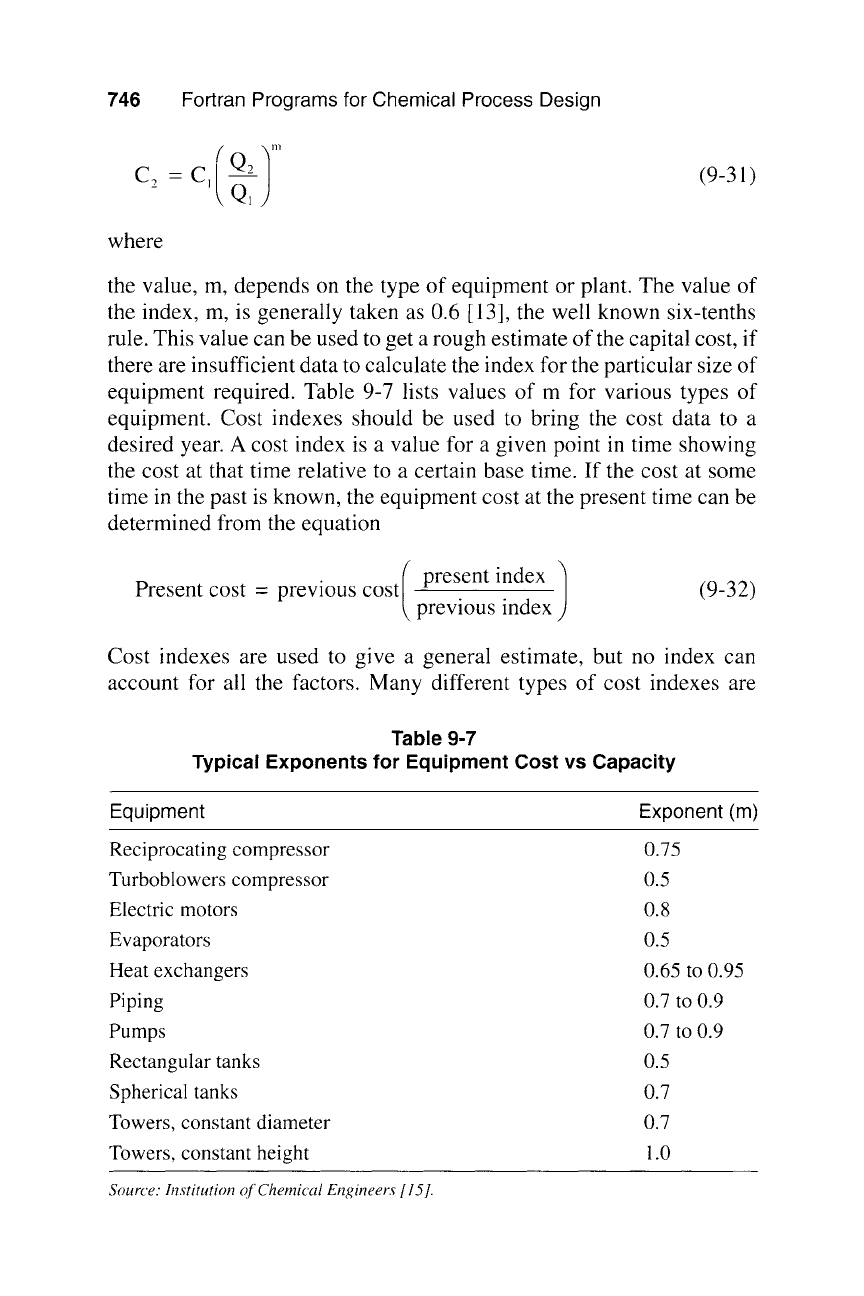
the value, m, depends on the type of equipment or plant. The value of
the index, m, is generally taken as 0.6 [13], the well known six-tenths
rule. This value can be used to get a rough estimate of the capital cost, if
there are insufficient data to calculate the index for the particular size of
equipment required. Table 9-7 lists values of m for various types of
equipment. Cost indexes should be used to bring the cost data to a
desired year. A cost index is a value for a given point in time showing
the cost at that time relative to a certain base time. If the cost at some
time in the past is known, the equipment cost at the present time can be
determined from the equation
Present c~ - previ~ c~ present index )previous index
(9-32)
Cost indexes are used to give a general estimate, but no index can
account for all the factors. Many different types of cost indexes are
Table 9-7
Typical Exponents for Equipment Cost vs Capacity
Equipment Exponent (m)
Reciprocating compressor
Turboblowers compressor
Electric motors
Evaporators
Heat exchangers
Piping
Pumps
Rectangular tanks
Spherical tanks
Towers, constant diameter
Towers, constant height
0.75
0.5
0.8
0.5
0.65 to 0.95
0.7 to 0.9
0.7 to 0.9
0.5
0.7
0.7
1.0
Source: Institution of Chemical Engineers [15].