Czichos H., Saito T., Smith L.E. (Eds.) Handbook of Metrology and Testing
Подождите немного. Документ загружается.

348 Part C Materials Properties Measurement
Bearing A
Test specimen
Specimen
Roller 1
View A View BAB
AB
LSd
R
L
L/2
P
P
z
y
d
x
y
mounted in the test machine, a section of the tab is
cut or burned away, leaving the specimen free to be
tested. Strains are estimated by the machine displace-
ment, or are measured optically from the edges of the
mounting tab.
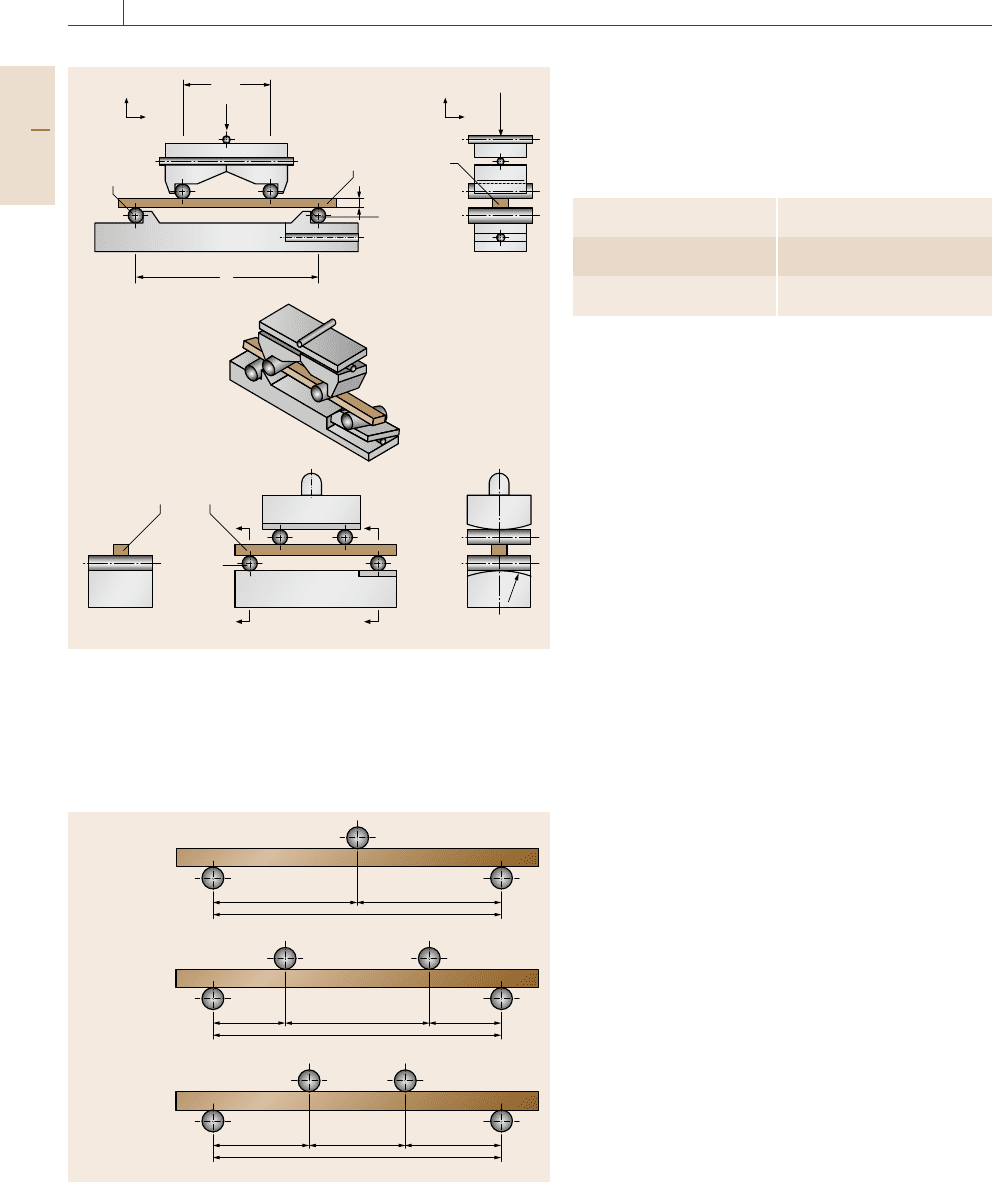
Test method I
3-point
Test method IIA
4-point-1/4 point
Test method IIB
4-point-1/3 point
Support span = L
Load span = L/3 L/3L/3
Support span = L
Load span = L/2 L/4L/4
Support span = L
L/2L/2
Fig. 7.6 Examples of fully articulating bearing in test fix-
tures in test fixtures designed to test advanced ceramic
composite materials (after [7.23])
Table 7.2 Relation between strain rate and displacement
rate for flexure testing in ASTM C 1341-00 [7.23]
Test geometry I
(3-point)
˙
D =0.167
˙
εL
2
/d
Test geometry IIA
(4-point; 1/4 point)
˙
D =0.167
˙
εL
2
/d
Test geometry IIB
(4-point; 1/3 point)
˙
D =0.185
˙
εL
2
/d
For bulk-size ceramics, or for other materials such
as stones or concretes, the Young’s modulus can be
measured from the displacement of a beam tested
in three- or four-point bending. To assure that the
specimen is loaded evenly, ASTM C 1341-00 [7.23]
recommends the use of fully articulating bearing in the
test fixtures (Fig. 7.6). In these test fixtures, one of the
bearings is fixed to stabilize the test specimen. The other
bearings can both roll and rock to keep in full con-
tact with the specimen cross section. Using a constant
displacement rate, load is measured as a function of dis-
placement. The Young’s modulus E is obtained from
the linear portion of the stressing rate – straining rate
equation
˙
ε = dε/dt =
˙
σ/E . (7.11)
In this test configuration, the strain rate is directly pro-
portional to the rate of cross-head displacement. For
the geometries shown in Fig. 7.7,Table7.2 gives the
relation between the strain rate and the displacement
rate.
Here
˙
D is the rate of crosshead motion in mm/s,
L is the outer support span in mm, d is the specimen
thickness in mm. A similar technique is described in
ASTM C 674-88 (1999) [7.24].
In addition to tension or compression tests to de-
termine Young’s modulus and Poisson’s ratio, the shear
modulus μ can be determined directly through torsion
tests on tubes or solid round bars, ASTM E 143 [7.17].
The angle of twist in radians θ is measured as a func-
tion of applied torque T and a shear stress is calculated
from the appropriate equation. The shear modulus μ is
given by
μ = TL/ Jθ, (7.12)
Fig. 7.7 Specimen geometries for flexure testing (after
[7.23])
Part C 7.1

Mechanical Properties 7.1 Elasticity 349
where L is the gage length and J is the polar moment
of inertia of the section about its center. For a cylinder
J = π
D
4
o
−D
4
i
32 , (7.13)
where D
o
is the external diameter of the cylinder and D
i
is the internal diameter. For a solid cylinder, D
i
equals
zero.
7.1.4 Dynamic Methods
of Determining Elastic Constants
Dynamic methods of measuring the elastic constants
of materials are the most commonly used for all kinds
of materials. They were first introduced in the mid
1930s [7.33, 34]. These techniques have the advantage
that the stresses used to measure the moduli are far be-
low those at the elastic limit. They therefore do not
give rise to complex creep effects or elastic hystere-
sis. Because the stresses are infinitesimal, the specimens
are not altered by the stresses so that repeated mea-
surements can be made on the same sample. A single
specimen can, therefore, be used to obtain the elastic
moduli as a function of temperature, or pressure. Spec-
imens are small and simple compared to those used to
determine elastic constants in static tests.
Ultrasonic Pulse Technique
Two types of dynamic tests are commonly conducted to
measure the elastic constants. In one an ultrasonic pulse
Table 7.3 ASTM standard test methods employed to determine elastic constants by the resonance technique
Specification number Specification title
ASTM C 215 [7.25] Test method for fundamental transverse, longitudinal and torsional
frequencies of concrete specimens
ASTM C 623 [7.26] Test method for Young’s modulus, shear modulus and Poisson’s ratio for
glass and glass–ceramics by resonance
ASTM C 747-93
(1998) [7.27]
Test method for moduli of elasticity and fundamental frequencies of carbon
and graphite materials by sonic resonance
ASTM C 848-88
(1999) [7.28]
Standard test method for Young’s modulus, shear modulus, and Poisson’s
ratio for ceramic whitewares by resonance
ASTM C 885-87
(2002) [7.29]
Standard test method for Young’s modulus of refractory shapes by sonic
resonance
ASTM C 1198-01 [7.30] Standard test method for dynamic Young’s modulus, shear modulus and
Poisson’s ratio for advanced ceramics by sonic resonance
ASTM E 1875 [7.31] Standard test method for dynamic Young’s modulus, shear modulus, and
Poisson’s ratio by sonic resonance
ASTM E 1876-01 [7.32] Standard test method for dynamic Young’s modulus, shear modulus, and
Poisson’s ratio by impulse excitation of vibration
is sent through the specimen and its time of flight meas-
ured. The elastic constant determined by this technique
depends on the kind of pulse used for the measurement.
If a longitudinal pulse is used, then the Young’s modu-
lus is defined by the density of the specimen ρ and the
longitudinal velocity of the pulse v
l
[7.2]
E = ρv
2
l
. (7.14)
The velocity of the pulse is measured directly from the
time to transit a fixed distance in the specimen. For
a specimen of a well-defined thickness L the distance
traveled by the wave is usually 2L, when the pulse-echo
techniques is used to measure the velocity.
If an ultrasonic shear pulse v
s
is used for the mea-
surement then the shear modulus μ can be obtained
from the density and the velocity measurement [7.2]
μ =ρv
2
s
(7.15)
where v
s
is the velocity of the shear pulse.
The accuracy of these measurement techniques de-
pends on the dimensions of the specimen and on the
end-face parallelism, the coupling technique and the
signal-to-noise ratio. The accuracy of these techniques
is typically ±0.1% of the mean measurement. Despite
its accuracy and simplicity, the material test commu-
nity has not adapted this technique. It is used, however,
in ASTM C 1419-99a [7.35] as a standard method of
obtaining approximate values of Young’s modulus in
refractory materials at room temperature.
Part C 7.1

350 Part C Materials Properties Measurement
Free-Vibration Techniques
The second type of dynamic test employs freely vibrat-
ing rods to determine the elastic constants. The rods can
have a rectilinear or circular cross section. Specimens
are excited mechanically, either by an impulse or con-
tinuously through the rod supports. Then, the resonant
frequency for the rod is measured and the density ρ or
mass m and the specimen dimensions are used to de-
termine the elastic constants. The bars can be excited
in such a way as to favor measurement of the shear
modulus or the Young’s modulus; equations have been
developed to calculate both these quantities. The deriva-
tions of these equations are complex, especially the
equation for standing flexural vibrations, and so are not
addressed in this review. A discussion of the equations
used in the resonance techniques and references to the
earlier work in this field can be found in the article by
Tefft [7.36]. The impulse technique and the continuous
resonance technique have both been adapted by a num-
ber of ASTM committees for the purpose of measuring
Out-of-plane
flexure
In-plane
flexure
Flexure
node line
Flexure
node line
Flexure
node line
Flexure
node line
X1 = out-of-plane impulse point
P1 = out-of-plane contact sensor points
M1 = out-of-plane microphone sensor point
X2 = in-plane impulse point
P2 = in-plane contact sensor points
M2 = in-plane microphone sensor point
Fig. 7.8 A schematic diagram of the kind of specimen used to mea-
sure elastic moduli by the free-resonance technique (flexure testing)
(after [7.32])
elastic constants (Table 7.3). The techniques proposed
by these committees are very similar to one another.
Free Resonance by Impulse Excitation
A full description of this technique is given in ASTM
designation E 1876-01. The following brief description
has been abstracted from the designation. A schematic
diagram of the kind of specimen used to measure elastic
moduli by free resonance is shown in Fig. 7.8. The ratio
of the specimen length to the minimum cross-section
dimension should be 20–25 for ease of calculation.
For shear modulus measurement on rectangular bars,
a width-to-thickness ratio of five or greater is recom-
mended. The specimen supports should be located at the
fundamental nodal points 0.224L from each end. The
specimen is then impacted with a small impulser, such
as that shown in Fig. 7.9. The vibration is then picked up
by a microphone sensor located at the antinode. Alter-
natively, a contact sensor located near the node lines can
also be used to pick up the vibration. The impact sites
and the location of the sensors are indicated in Fig. 7.8.
The Young’s modulus is calculated from the funda-
mental vibrational frequency f
f
, the specimen mass m,
width b, length L, and thickness t, and a correction
factor T
1
[7.32]
E = 0.9465
mf
2
f
/b
L
3
/t
3
T
1
. (7.16)
The correction factor is a complex algebraic term that
depends on the Poisson’s ratio, the thickness and length
of the test specimen. For specimen lengths 20 times
greater than the thickness, T
1
is independent of the Pois-
son’s ratio to a good approximation. In this limit, the
following equation may be used for T
1
[7.32]
T
1
=1.000+6.585
t/L
2
. (7.17)
The procedure for determining the Young’s modulus
from rods with circular cross sections is similar to those
Flexible polymer rod
Steel ball
Fig. 7.9 A typical impulser for small specimens (after
[7.32])
Part C 7.1
Mechanical Properties 7.1 Elasticity 351
for rectangular cross sections, but the equations used are
different. These may be found in ASTM E 1876 [7.32].
Young’s modulus can also be obtained from rectangular
specimens subjected to longitudinal vibrations. Here the
specimen is impacted on one end and the vibrations are
picked up from the other. The equations for the calcula-
tion and the details of the procedure are given in ASTM
E 1876.
The dynamic shear modulus can be obtained from
rectangular specimens of a similar geometry to that used
to obtain the Young’s modulus. As with the flexural
specimens, the specimen supports are placed along the
node lines, but the location of these lines, Fig. 7.10,dif-
fer substantially from those of the flexural tests. The
location of the support lines, the impulse point and the
sensor points are shown in Fig. 7.10. Once the funda-
mental torsional resonant frequency f
t
is determined,
the dynamic shear modulus can be determined from the
following equation [7.32]
G =
4Lm f
2
t
bt
B/(1+ A)
, (7.18)
where B and A are correction factors that can be found
in ASTM E 1876.
Free Resonance by Continuous Excitation
The continuous resonance technique differs from the
impulse technique only in the way the resonant fre-
quencies are excited. Therefore, the equations used to
calculate the shear modulus and Young’s modulus are
identical to those used for the impulse technique. One
configuration of test specimen is shown in Fig. 7.11.
A rectangular specimen is suspended with two loops
of thread or fine wire. The exciting transducer sends
a sonic vibration down one of the supports and the sig-
nal is detected through the other support. The resonant
vibration is detected as an enhancement of the signal as
the frequency of the input signal is varied. Care has to be
taken to separate the flexural resonant modes from the
torsional resonant modes and the various resonant har-
monics from each other. Suggestions as to how this can
be achieved are given in ASTM E 1875. A second con-
figuration for specimen support is shown in Fig. 7.12.
Locating the supports at the flexural or torsional nodes
tends to favor the primary harmonic for each of these
modes. Nevertheless, a proper identification of the reso-
nant frequencies requires movement of the transducers
along the total specimen length to identify the nodes and
antinodes. The suspension method has been used to de-
termine the elastic moduli as a function of temperature,
from cryogenic [7.37] to high temperatures [7.38].
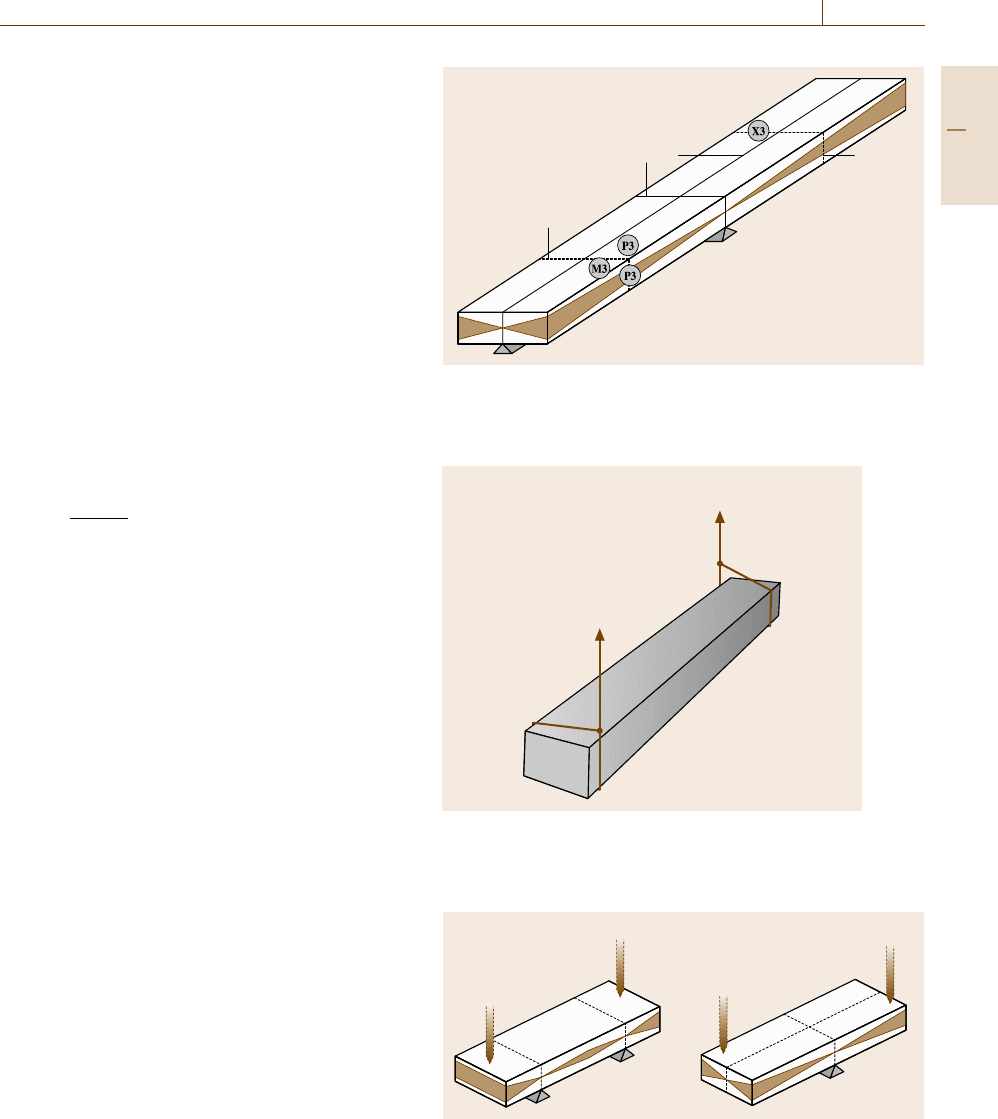
Torsion
Flexure
node line
Flexure
node line
Torsion
node lines
X3 = Torsion impulse point
P3 = Torsion contact sensor points
M3 = Torsion microphone sensor point
Fig. 7.10 A schematic diagram of the kind of specimen used to mea-
sure elastic moduli by the free resonance technique (torsion testing)
(after [7.32])
Exciting
transducer
Detecting
transducer
Fig. 7.11 A schematic diagram of the kind of experimental
set up used to determine elastic moduli by the continuous
resonance technique (after [7.31])
Driver
Pickup
Driver
Pickup
Fig. 7.12 An alternate configuration for determining the elastic
moduli by the continuous resonance technique. Here the supports
are directly under the resonance nodes (after [7.31])
Part C 7.1
352 Part C Materials Properties Measurement
Comparing the Static and Dynamic Methods
From a historical perspective, the static methods of
determining elastic constants were the first to be devel-
oped. Dynamic methods were only discovered in the
1930s [7.33, 34] and required some time to become
known and then popular. Standards for the static meth-
ods of determining elastic constants were developed in
the 1950s. For example, ASTM E 111 was first issued
in 1955. The dynamic techniques required a rather com-
plex theoretical analysis and a numerical evaluation in
order to know the resonant frequencies as a function of
specimen shape, density and dimensions. Also, mod-
ern electronics had to have been developed before the
measurements could be made to determine resonant fre-
quencies. It was not until the late 1950s that progress
was sufficient that the dynamic techniques could be de-
velopedinsuchawayastobeeasytouseanduseful.
The first ASTM designation for measurement of elastic
constants by resonance was C 623 in 1969, i. e., about
10 years after the technique was developed.
Ide [7.33] recognized the advantages of dynamic
techniques over static techniques of determining elastic
constants as early as 1935. He stated,
Dynamic methods for measuring Young’s modu-
lus of elasticity possess advantages over the usual
static methods. The dynamic modulus is obtained
for minute alternating stresses far below the elastic
limit, which do not give rise to complex creep ef-
fects or to elastic hysteresis. This accurately fulfills
the assumptions of the mathematical theory.
This opinion about the inherent superiority is still held
today. In a study by Smith et al. [7.11], the authors
used dynamic test techniques to determine the Young’s
modulus of an Inconel alloy to an accuracy of bet-
ter than 1% of the mean value. The static techniques
could only achieve an accuracy of between 5 and 7%
on the same alloy. These authors recommend one of
the dynamic techniques (impulse excitation) for rou-
tine quality-control work because of their accuracy and
simplicity. The continuous excitation method was rec-
ommended for more complete elastic characterization
studies of materials. A major advantage of the impulse
technique is that a nodal analysis is not required to de-
termine the resonance frequencies. They feel that the
static method is not desirable for quality-control work,
because it is a labor-intensive technique that is time-
consuming.
There are fundamental reasons for differences be-
tween the dynamic and static techniques [7.39]. Static
tests are isothermal because there is plenty of time
for heat conduction during the test. Ultrasonic tests
take place so fast that the conditions are adiabatic and
the sample’s temperature actually changes during the
test. Resonant tests are usually adiabatic, but this de-
pends on the resonant frequency and the size of the
specimen. Dislocation bowing and other sources of in-
ternal friction always take place during static tests and
never during ultrasonic tests. Again, resonant tests may
or may not be affected by these phenomena. In fact,
tests in which the frequency is changed are used to
characterize these effects. Static tests tend to explore
higher stresses than dynamic tests. Therefore, higher-
order elastic behavior is implicitly included in static
measurements.
If the application is highly loaded and static in na-
ture, such as in a building, ship, or bridge, the static
methods for measuring modulus are more appropriate
despite the uncertainty levels mentioned above. If the
application is dynamic in nature, such as ballistic pen-
etration or elastic wave propagation, one should use
dynamic methods to evaluate the elastic constants.
7.1.5 Instrumented Indentation
as a Method of Determining
Elastic Constants
Up to this point, the discussion has involved what
may be regarded as standard test methods. The meth-
ods are standard in the sense that they were developed
to evaluate the elastic constants of materials that are
of a macroscopic size. The materials are uniform and
can be considered to behave as a continuum. Chem-
ically and microstructurally the materials are uniform
throughout. Most standard materials are first manufac-
tured and then are machined to the size and shape of
the part. The elastic constants of the materials are the
same in the part as in the bulk. In the case of mater-
ials that are manufactured directly into parts (H-beams,
motor castings, etc.), the parts are large enough that
pieces can be removed to measure their property, and
the property measured in this way is assumed to be
identical to the property in the part. For certain appli-
cations, however, removal of pieces from the part is not
an easy option; the parts may be too small to have pieces
removed from them in such a way as to be representa-
tive of the part on the whole. Also, the piece removed
may be too small to be tested by standard means. Ma-
terials that fit this category include multilayers, and
interlayers in electronic components, component parts
of microelectromechanical systems (MEMS), and ther-
Part C 7.1
Mechanical Properties 7.1 Elasticity 353
mal barrier coatings in the stators and blades of gas
turbines. For these components, the elastic constants of
the materials that make up the part have to be meas-
ured by techniques that are not the standard techniques
discussed earlier in this paper. Often, the properties
of the materials have to be measured in situ, that is,
while the material is still in place in the part. (Materials
scientists are currently developing small test fixtures
and methods of testing specimens μm in size. The
specimens are obtained directly from components, so
that the properties measured will be representative of
those components.) Instrumented indentation testing is
a technique that offers the possibility of determining the
elastic constants in situ and currently is being used ex-
tensively for this purpose. In the rest of this section, this
technique is briefly reviewed and the advantages and
disadvantages of the technique are discussed. A good
review article for the instrumented indentation appara-
tus may be found in [7.40]. The technique is discussed
in greater detail in [7.41] and in Sect. 7.3.4 of this
volume.
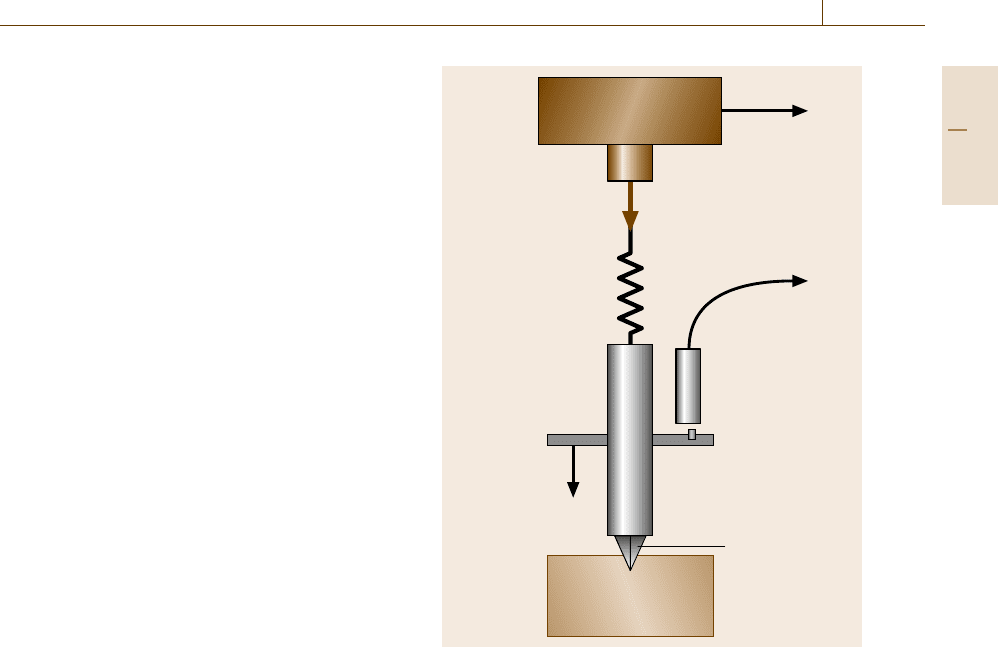
Instrumented Indentation Test Apparatus
A schematic diagram of an instrumented indentation ap-
paratus is shown in Fig. 7.13. The apparatus consists of
three parts: a force actuator to apply the load, a dis-
placement sensor to measure the depth of penetration
and an indenter to penetrate the solid. Forces for these
instruments have been generated electromagnetically,
electrostatically or piezoelectrically [7.40]andthelevel
of force is often determined by the voltage or current
used to generate the force. Displacements are measured
by a variety of gages: capacitive sensors, linear variable
differential transformers and laser interferometers.
The indenters are generally made of diamond, hav-
ing several geometries. In general, four-sided pyramid
indenters are not used for nanoindenters, because they
usually end in a flat-ended chisel edge that interferes
with the method at very light loads. Three-sided inden-
ters are used since they can be sharpened to a point.
The most common three-sided indenter is the Berkovich
indenter, which has the same depth to area as the
commonly used Vickers hardness indenter. The center-
line to face angle for the Berkovich indenter is 65.3
◦
.
A cube-corner pyramidal indenter, so called because the
three faces of the indenter are at 90
◦
to one another,
is also commonly used for nanoindentation studies
(Sect. 7.3.4). The centerline to face angle for the cube-
corner indenter is 35.3
◦
. This indenter angle is more
acute than that for the Berkovich indenter. Hence, the
stresses at the tip of the indenter are much higher than
Machine
compliance C
m
Displacement, h
Specimen
Indenter
Displacement
sensor
To electronics
To electronics
Force P
Force
actuator
Fig. 7.13 A schematic diagram illustrating the parts to an
instrumented indentation tester (after [7.40])
the stresses at the tip of the Berkovich indenter and
the tendency for crack formation is greater. The third
type of indenter used for instrument indentation studies
is the spherical indenter. This has the advantage over
the others that the initial contact of the indenter to the
solid is elastic, which would make it ideal for the de-
termination of elastic constants. Unfortunately, small
spherical indenters – a micron or less in diameter –
are difficult to make, which is why the Berkovich in-
denter is the indenter of choice for most small-scale
testing [7.40].
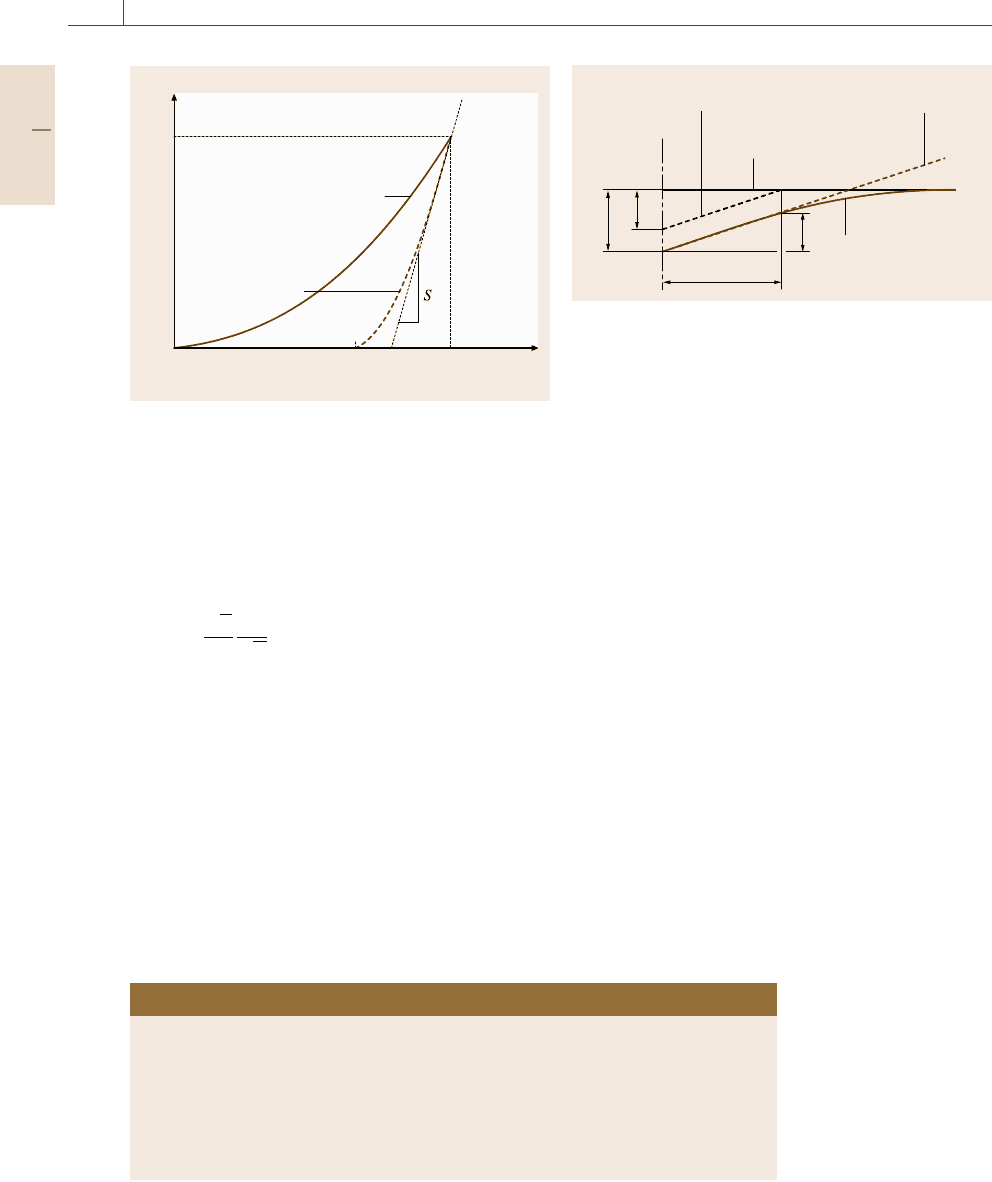
Determining the Elastic Modulus
by Indentation
A schematic representation of the indentation load P as
a function of displacement h is shown in Fig. 7.14. The
loading of the indenter is due to a mixture of elastic and
plastic deformation. The initial portion of the loading
is primarily due to elastic deformation in the vicinity
of the indentation [7.41]. As the penetration increases,
so does the plastic contribution to the deformation. An
Part C 7.1
354 Part C Materials Properties Measurement
Load, P
P
max
Unloading
Loading
h
f
h
max
Displacement, h
Fig. 7.14 An illustration of a load displacement curve for
a single loading cycle on an instrumented indentation tester
(after [7.40])
estimate for the Young’s modulus is obtained from the
slope of the unloading curve S, at the point of maximum
load using the following formula, which is founded in
elastic contact theory [7.40,42,43]
E
r
=
√
π
2β
S
√
A
, (7.19)
where A is the area of contact β is a constant that de-
pends on the geometry of the indenter [7.44], and E
r
is
the reduced elastic modulus. The reduced elastic mod-
ulus is used to take account of the fact that deformation
occurs in both the target material and the indenter. To
calculate the Young’s modulus of the target material, an
estimate of the Poisson’s ratio of the material must be
made. This estimate results in an error of only 5% in the
determination of E. The value of β for the Berkovich
and the cube-corner indenters is 1.034 [7.40].
The slope of the unloading curve S is known as the
contact stiffness, and can be obtained by using a power
relation of the load P to the penetration depth h devel-
Standard Current stage Purpose
ISO 14577-1:2002 Ed. 1 Published Test method
ISO 14577-2:2002 Ed. 1 Published Verification and calibration
of testing machines
ISO 14577-3:2002 Ed. 1 Published Calibration of reference blocks
ISO 14577-4 Ed. 1 Under development Test methods for coatings
ISO 14577-5 Ed. 1 Under development Indentation tensile properties
Table 7.4 International
Organization for Stan-
dardization ISO 14577,
Metallic materials – In-
strumented indentation test
for hardness and materials
parameters. Work is also
underway in the ASTM on
similar standards
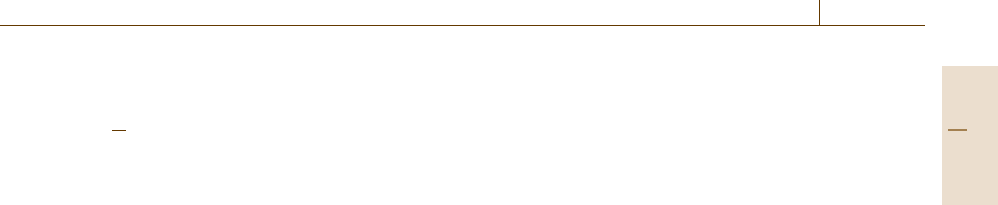
Surface profile
after load removal
Surface profile
under load
Original surface
profile
Indenter profile
h
h
f
h
c
a
Fig. 7.15 A schematic representation of a section through
a conical indentation illustrating the various parameters
used to obtain (7.18) through (7.21)(after[7.40])
oped by Oliver and Pharr [7.45]
P = BA(h −h
f
)
m
, (7.20)
where B and m are empirical fitting parameters and h
f
is the final displacement after complete unloading. The
contact stiffness is determined by differentiating (7.20)
with regard to h and evaluating the result at h = h
max
S = Bm(h
max
−h
f
)
m−1
. (7.21)
Equation (7.21) does not always provide an adequate
description of the unloading curve in which case a fit
is usually applied just to the upper 25% to 50% of the
data [7.40].
All that is needed to characterize Young’s modulus
by (7.19) is the contact area A at maximum load P
max
.
The contact area is usually expressed in terms of the
depth of the circle of contact h
c
which defines the depth
of contact for a conical indentation (Fig. 7.15). The ge-
ometry of the area of contact is discussed in [7.41] with
regard to the penetration depth h
c
and the area of con-
tact A. For a Berkovich indenter, the two are related by
the following equation
A =24.5h
2
c
. (7.22)
Part C 7.1
Mechanical Properties 7.2 Plasticity 355
The parameter h
c
is given by the following formula
h
c
=h −ε
P
S
. (7.23)
The parameter ε is a constant that depends on the
indenter geometry. Its value can be obtained through
elastic or elastic–plastic analyzes of the indentation pro-
cess. For the Berkovich indenter, the parameter ε has
a value of about 0.75 [7.45].
With the determination of the area of contact, all
of the parameters in (7.17) are known and the Young’s
modulus can in principle be calculated. In 2002, the
technique was issued as a test standard by the Inter-
national Organization for Standardization (ISO): ISO
14577-1 through ISO 14577-3 (Metallic materials – In-
strumented indentation test for hardness and materials
parameters). Two additional parts to the standard are
still under consideration. The parts of this standard and
their purpose are listed in Table 7.4.
7.2 Plasticity
Plasticity, or permanent deformation, is one of the most
useful mechanical properties of materials. It permits
forming of parts, and provides a significant degree of
safety in use. The ability to specify plastic properties
measured by the standard methods described in this
chapter provides industry with a valuable means of
controlling the manufacture of materials. These mea-
sures also provide the analyst with data for prediction
and modeling. However, the current phenomenological
basis for plasticity requires a large number of measure-
ments and the development of a more physical basis
is badly needed. In this chapter, we briefly discuss the
physical basis for plasticity and then describe at length
standard methods for measuring plastic properties. Al-
though most industrial needs are being met by existing
standards, the appearance of new materials and extreme
applications of traditional materials are driving the de-
velopment of new standard measurement methods.
In the context of this section, plasticity refers to
the permanent strain that occurs after the elastic limit
and before the onset of localization that determines
a material’s ultimate strength. Plasticity in materials is
known to be due to the creation, movement, and anni-
hilation of defects (dislocations, vacancies, etc.) while
the forces between atoms remain elastic in nature. It is
also well known that these defects often move at stresses
below the elastic limit, a process called microplastic-
ity, and that the ultimate strength can be determined
by purely plastic processes. Nevertheless, from an en-
gineering point of view, it is entirely appropriate to
consider elasticity (Sect. 7.1), plasticity (Sect. 7.2), and
ultimate strength (Sect. 7.4) as separate phenomena.
7.2.1 Fundamentals of Plasticity
The onset of plasticity at the yield strength signals an
end to purely elastic deformation, i. e., the elastic limit.
Many designs are elastic and the maximum working
(or allowable) load may be chosen as the load when
the yield strength is reached in some part of the de-
sign. Plasticity may also be viewed as a margin of safety
before the ultimate strength has been reached. For this
reason, the maximum plastic strain or ductility may as-
sure the user of a certain level of safety if the yield
strength is exceeded by accident. Ductility also per-
mits the manufacturer to form materials without failure,
and workhardening (the increase in stress with plastic
strain needed to continue plastic deformation) assures
that the part will be even stronger when it is finished.
The standards that exist today were created in an effort
to standardize the meaning and measurement of these
important plastic properties.
These standards now also serve the analytical com-
munity that seeks to predict plastic behavior under
conditions of use, forming, accidents, etc. This commu-
nity uses the theory of plasticity to make its predictions.
While there is elastic strain proportional to applied
pressure (through the bulk modulus) and the fracture
strength depends on the applied pressure, plastic de-
formation is practically independent of the applied
pressure. There is also little or no volume change as-
sociated with plasticity. The plastic behavior depends
strongly on the deviatoric or shear components of the
stress tensor and results in a shape change rather than
a volume change. These observations have led to the
development of the mathematical or phenomenological
theory of plasticity. In this theory, plastic yielding be-
gins at a critical value of the second invariant of the
stress tensor (von Mises criterion) or at the maximum
shear stress (Tresca criterion). If the von Mises crite-
rion is plotted in a space of principal stresses, it appears
as a cylinder whose axis lies along the σ
1
=σ
2
=σ
3
lo-
cus. In the σ
1
/σ
2
plane, perpendicular to the σ
3
-axis,
the cut through the cylinder appears as an ellipse and is
Part C 7.2
356 Part C Materials Properties Measurement
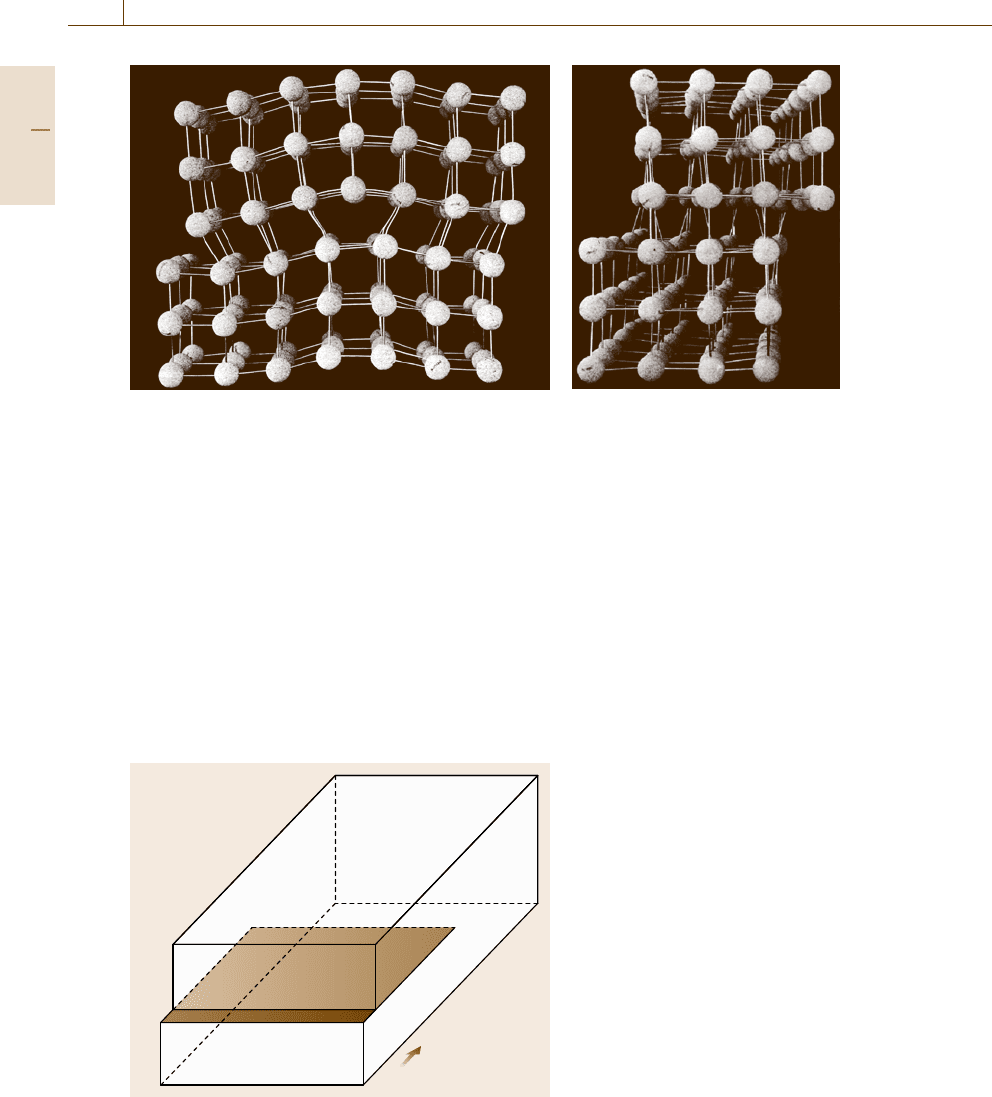
Fig. 7.16 Model of an edge dislocation oriented so that
the atoms are viewed parallel to the dislocation line (CD)
in Fig. 7.18. (Model courtesy of R. deWit [7.48])
known as the von Mises ellipse. Inside the ellipse, all
strain is assumed to be elastic. When the combination
of stresses touches the ellipse, plastic deformation be-
gins to take place. Plastic strain usually results in strain
hardening and this may change the size, shape, or po-
sition of the von Mises ellipse. After yielding, it may
no longer be elliptical. The description of this theory in
any more detail is beyond the scope of this article. The
reader is directed to one of the earliest and most im-
portant treatise on this subject [7.46] and to one of the
most recent texts [7.47]. The theory of plasticity has had
great success in the prediction of plastic deformation
Slip
vector
A
D
B
C
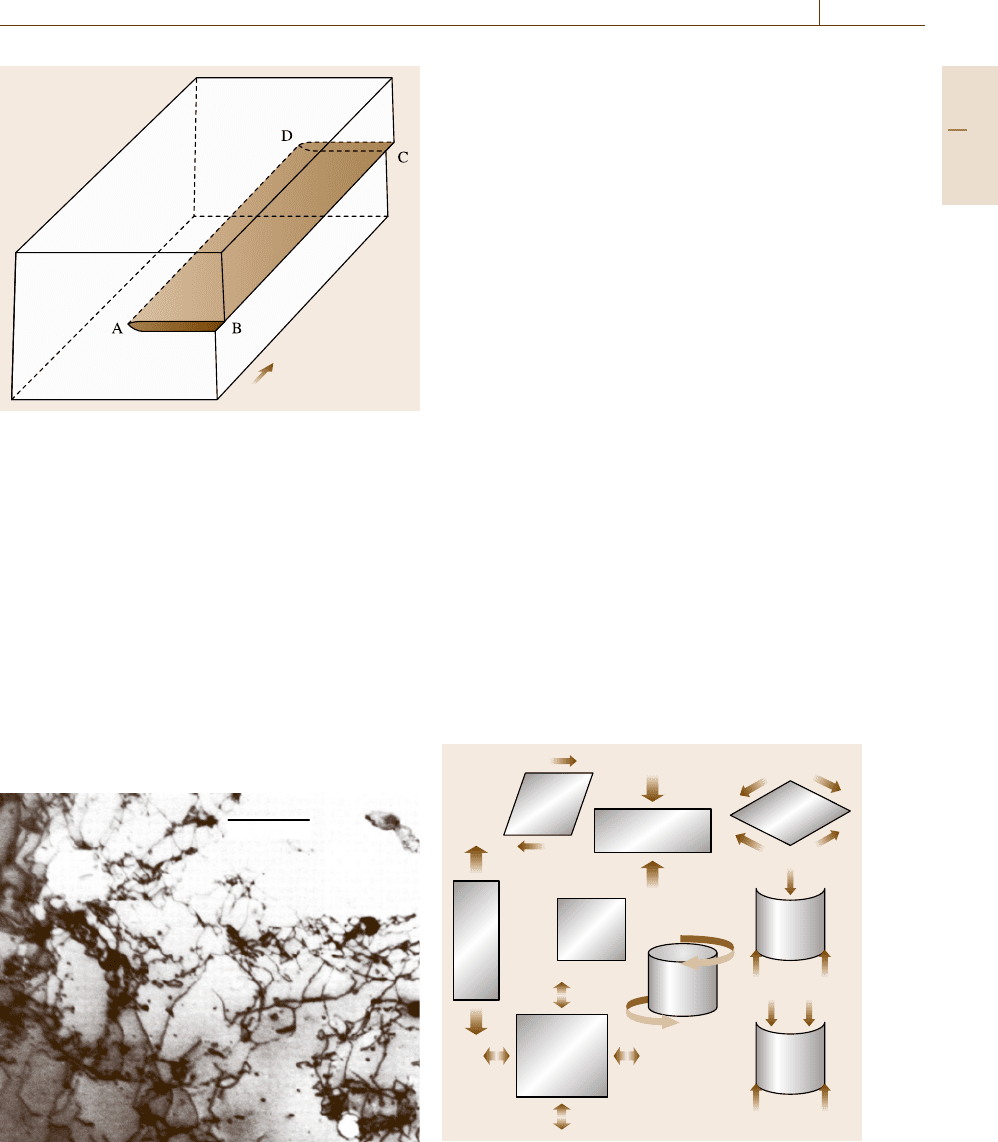
Fig. 7.18 The slip that produces an edge dislocation has
occurred over the area ABCD. The boundary CD of the
slipped area is the dislocation; it is perpendicular to the
slip vector
Fig. 7.17 Model
of a screw dis-
location viewed
perpendicular
to the disloca-
tion line CD
in Fig. 7.19.
(Model cour-
tesy of R.
deWit [7.48])
of materials. However, because of its phenomenological
basis, it requires an extensive number of measurements
and assumptions to accurately describe the behavior of
real materials undergoing complex deformation paths.
There are several physical phenomena that re-
sult in plasticity: movement of dislocations [7.49],
movement of atoms (Nabarro–Herring creep or Coble
creep) [7.50], phase transformations (TRIP)[7.51],
twinning (TWIP)[7.52], or clay plasticity [7.53]. The
predominant mechanism is movement of dislocations
and a brief description of how this results in plastic
behavior is appropriate here.
Dislocations as a source of plastic deformation in
crystals were postulated in the 1930s independently by
Taylor, Orowan, and Polanyi [7.54]. Quantum mechan-
ics was being developed at that time and at least one
of these three was searching for a quantum of plastic
deformation [7.55]. They sought something that could
explain the low yield strength as compared to the high
theoretical stress to slide a whole atomic plane over
another. It also had to be consistent with the behav-
ior of slip steps and etch pits with increasing plastic
strain. They proposed new kinds of crystal defects in the
crystal lattice, edge and screw dislocations (Figs. 7.16
and 7.17)[7.48], that could concentrate the applied
stress on a row of atoms.
Under the action of a stress much less that the theo-
retical shear stress, dislocations could move (Figs. 7.18
and 7.19), resulting in plastic deformation of a crystal
and the formation of slip steps.
The evidence supporting this at the time was
etch pits which resulted from stress-enhanced disso-
lution around the dislocation. Transmission electron
microscopy has now well established dislocations as the
primary source of plasticity (Fig. 7.20).
Part C 7.2
Mechanical Properties 7.2 Plasticity 357
Slip
vector
Fig. 7.19 The slip that produces a screw dislocation has oc-
curred over ABCD. The screw dislocation AD is parallel to
the slip vector
For significant plasticity to occur in a crystal, the
movement and interaction of 10
1
–10
4
km of disloca-
tion length must take place in every cubic millimeter
of material [7.56]. Furthermore, most materials of
commercial importance are polycrystalline and contain
enormous numbers of crystals that may be randomly
or nonrandomly oriented. Thus, the quantitative predic-
tion of plastic behavior in commercial materials based
on an understanding of dislocation mechanics is a diffi-
cult problem and has not yet been successful enough to
replace the phenomenological approach described pre-
viously and embodied in current analytical schemes.
1 μm
Fig. 7.20 Dislocations in niobium as viewed in the trans-
mission electron microscope
This situation is beginning to change [7.57–60]andmay
ultimately lead to great simplifications in what actually
must be measured.
7.2.2 Mechanical Loading Modes
Causing Plastic Deformation
As noted in the previous section, plasticity is extremely
insensitive to the mean stress (hydrostatic tension or
pressure). Thus, there is no test using purely hydro-
static tension or pressure to measure plasticity. That is
not to say there is no interest in the effect of super-
imposed hydrostatic tension or pressure. This invariant
of the stress tensor will greatly affect the fracture be-
havior of most materials. Bridgman used superimposed
hydrostatic pressure to suppress fracture in tensile bars
and achieve much larger elongations to fracture and
reductions in area [7.61]. He noted that plastic yield-
ing in tension occurred at roughly the same value of
shear stress as yielding in compression. Furthermore,
workhardening behavior was unaffected by pressure.
Since the effect of hydrostatic tension or pressure is
mainly on the factors that determine strength, it will not
be discussed in this section on plasticity.
Due to the fact that plasticity responds to the devi-
atoric components of the stress tensor, most tests are
designed to develop significant levels of shear stress.
In Fig. 7.21, commonly used mechanical modes of load-
ing are shown that may be used to measure the plastic
properties of materials. There are standard test methods
Shear
Compression
Pure
shear
3-point
bending
4-point
bending
Torsion
Biaxial/
multiaxial
tension or
compression
Initial
shape
T
e
n
s
i
o
n
Fig. 7.21 Modes of mechanical loading used to measure
plastic properties of materials
Part C 7.2