Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.


This Page Intentionally Left Blank
ABSTRACT
Spray Drying
SRBSN MATERIAL DEVELOPMENT
FOR
AUTOMOTIVE
APPLICATIONS
Spray Drying
Biljana Mikijelj* and John Mangels
Fabrication
Nitriding
(3%
+
2Nz
9
Si3N4)
Gas
Pressure
Sintering
10.3
MPa (1500 psi)
Nz pressure
Ceradyne, Inc.
Costa Mesa, California
USA
Fabrication
Sintering
The development of a gas pressure sintered reaction
bonded silicon nitride
(SRBSN)
manufacturing process
capable of producing near net shape blanks for
automotive applications is discussed.
The effects of grinding parameters on material strength,
rolling contact fatigue life and friction were determined.
Based on this, cost-effective grinding and finishing
techniques required to finish components to automotive
application tolerances were developed.
Examples
of
high volume SRBSN automotive
components are presented. Components operating at high
Hertzian contact stresses for extended periods, where
metal components fail, have been proven
as
successful
automotive applications for SRBSN ceramics.
INTRODUCTION
Silicon nitride has been identified since the 1970’s as a
material that would find wide application for various
engine components due to its high temperature
mechanical properties, thermal shock resistance,
tribological and wear properties.
Katz’
summarizes a
number of engine components that did go into high
volume production including
glo
plugs, turbocharger
rotors and cam roller followers. However, the number of
production components is small when compared to the
number of prototypes that have been successfully
evaluated. Cost and reliability are the principal barriers
to introduction of silicon nitride components in high
volume automotive applications relative to components
made from metal or other advanced materials.
The principal factors affecting the cost
of
silicon nitride
components are the raw powder and component finishing
costs. Efforts to reduce cost often lead to compromises
that adversely affect the component reliability.
This paper will describe the development of sintered
reaction bonded silicon nitride (SRBSN) that has
successfully addressed the cost barriers and has
been
successful in high volume manufacturing of finished high
performance components.
SINTERED REACTION BONDED
SILICON NITRIDE (SRBSN)
SRBSN was developed on an R&D scale at the Ford
Motor CompanJ.’ in the late 1970’s, and was scaled up
for production by Ceradyne, Inc. in the late 1980’s.
Figure
1.
compares the SRBSN
to
the conventional
sintered silicon nitride (SSN) process.
SRBSN
I
SSN
Raw Materials
I
Raw Materials
i
I
(Silicon
+
Additives) (Silicon Nitride
+
Additives)
I I
The SRBSN process begins with the use of an
inexpensive raw material
-
silicon powder
-
providing a
significant cost advantage: silicon costs are far less than
$lOnCg, compared to over $Sokg for Si3N4
The SRBSN process also exhibits a significantly lower
shrinkage
(
10- 12% versus 17-2
1
%)
and better dimension
control than the SSN process. This results in a reduced
grind stock, and consequently lower machining costs.
Lower component shrinkage also allows more efficient
*
presenting author
393
use of high temperature furnace space relative to the
SSN
processing route, providing an additional cost advantage.
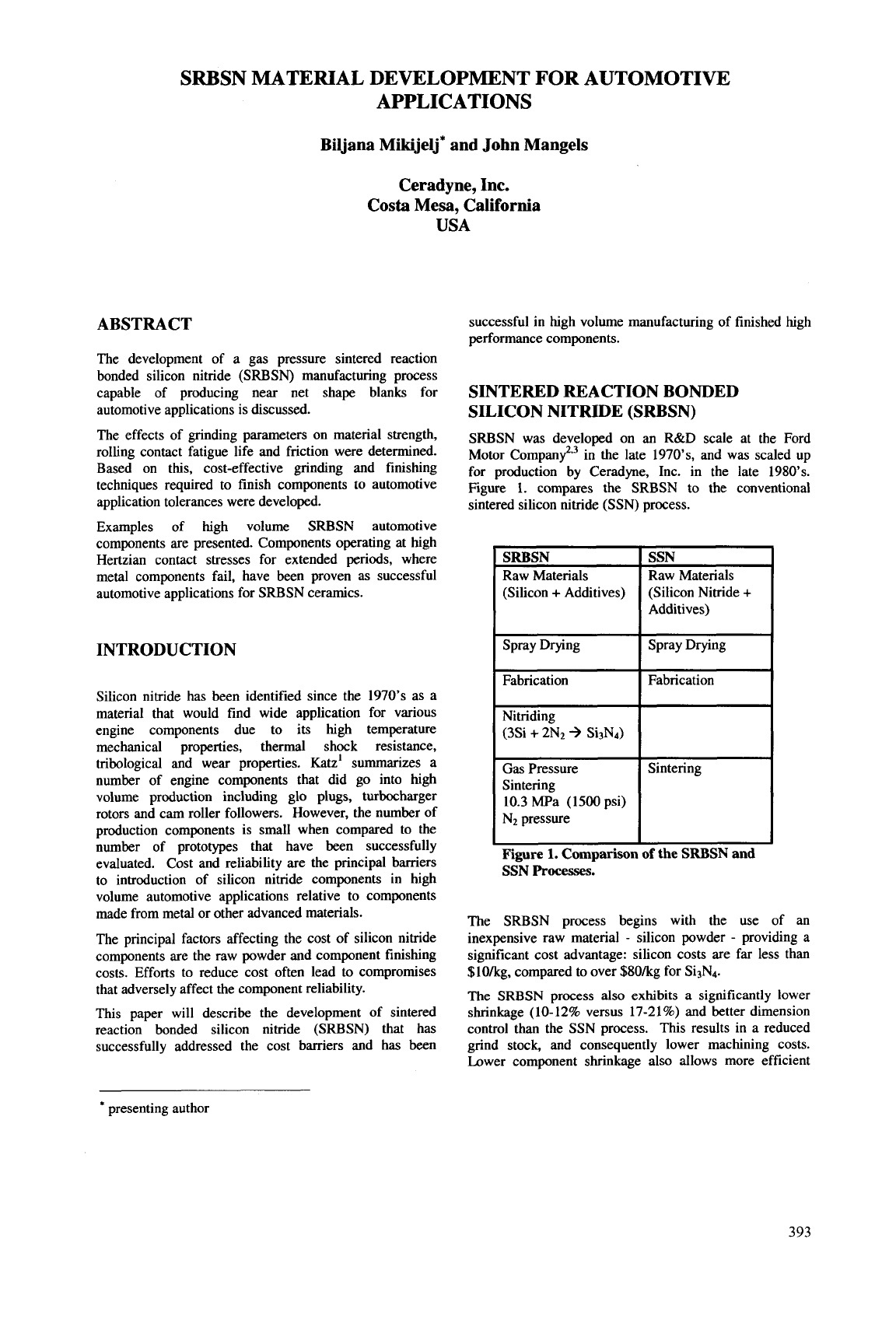
The gas pressure sintering process results in
a
material
having a density of
>99.3
%
of theoretical, along with a
microstructure composed of interlocking needles (Figure
2).
This structure is responsible for the excellent fracture
toughness
(5.5
-
7.0
MPa m
In)
exhibited by
SREJSN.
Grade
Density
Characteristic
Strength
Weibull Modulus
Hardness
W5)
Fracture Toughness
Thermal
Conductivity
Ceralloy@ 147-31N
3.21 dcm3
750-830
MPa
15-25
1500
kglmmz
5.5
-
6.5
MPa m
25
W/m
K
a.
b.
Figure
2.
Optical microstructure
of
147-31N
a.
polished,
b.
etched sample.
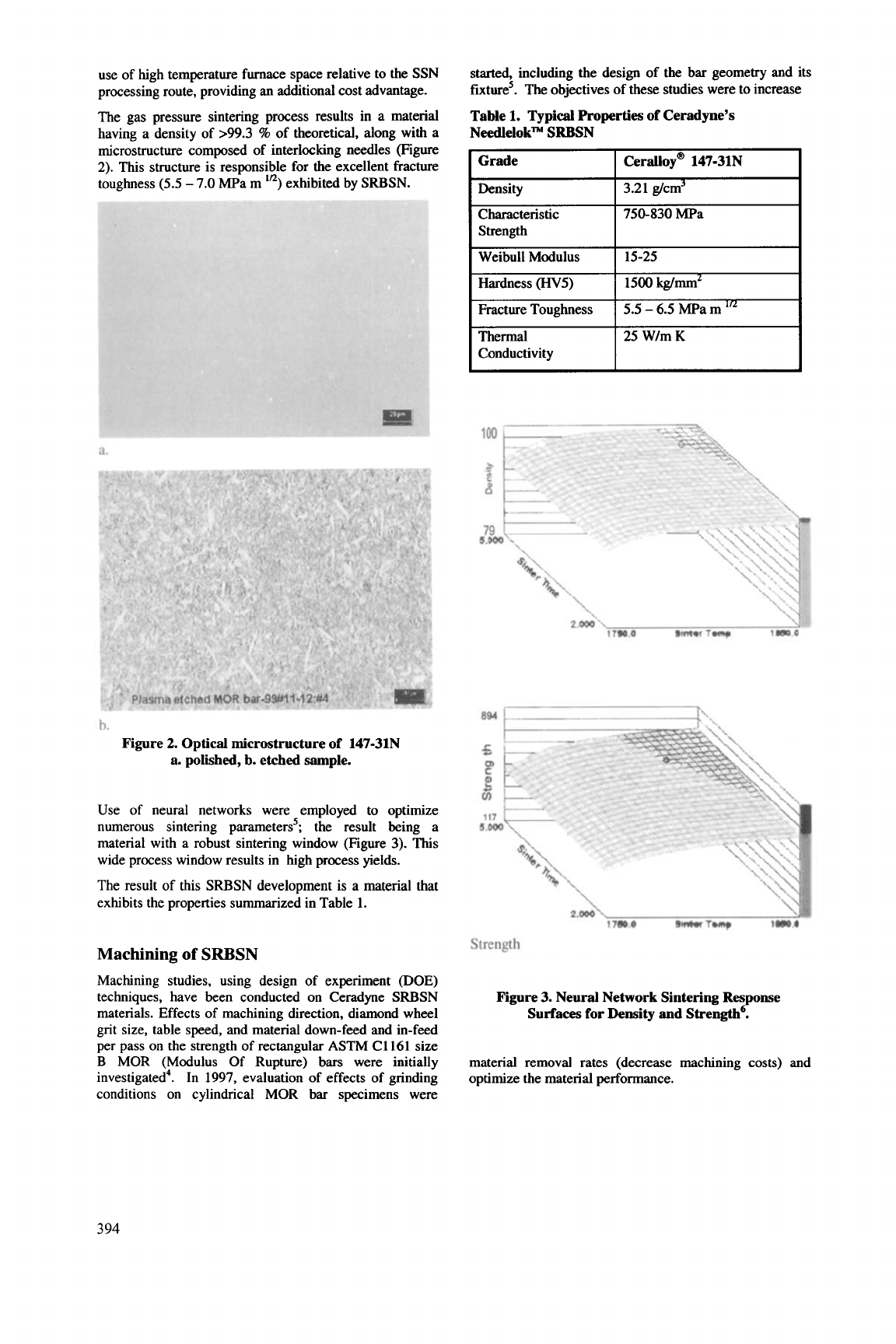
Use of neural networks were employed to optimize
numerous sintering parameters'; the result being a
material with a robust sintering window (Figure 3).
This
wide process window results in high process yields.
The result
of
this
SRBSN
development
is
a
material that
exhibits the properties summarized in Table
1.
Machining
of
SRBSN
Machining studies, using design of experiment
(DOE)
techniques, have been conducted on Ceradyne
SREJSN
materials. Effects
of
machining direction, diamond wheel
grit size, table speed, and material down-feed and in-feed
per pass on the strength of rectangular
ASTM
C1161 size
B
MOR (Modulus Of Rupture) bars were initially
investigated4.
In
1997,
evaluation
of
effects of grinding
conditions on cylindrical MOR bar specimens were
Strength
Figure
3.
Neural Network Sintering Response
Surfaces
for
Density
and
Strength6.
material removal rates (decrease machining costs) and
optimize the material performance.
3
94
It was found that strengths of
bars
machined
longitudinally were not sigmihntly affected by grinding
conditions.
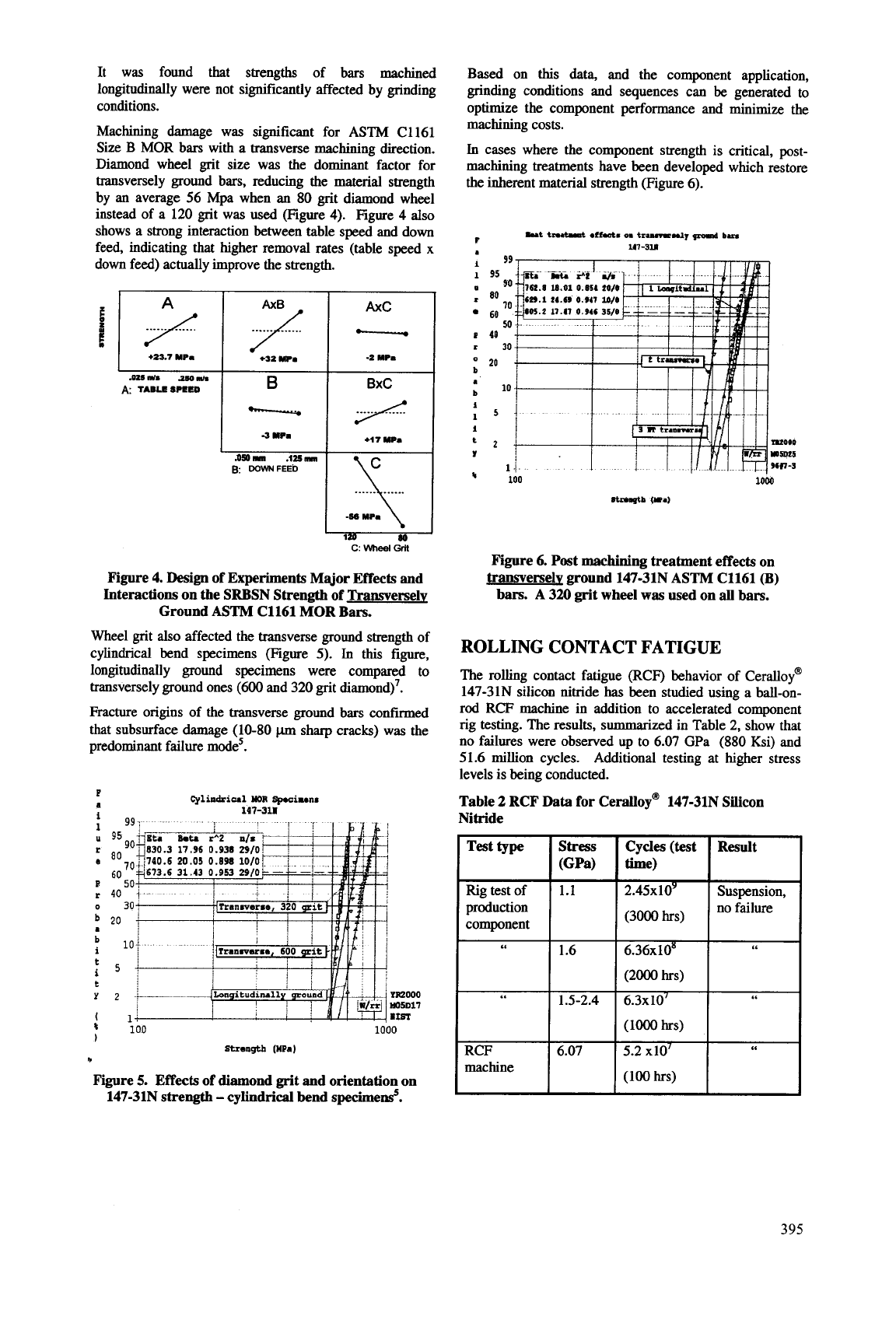
Machining damage was significant for
ASTM
C1161
Size B
MOR
bars with a transverse machining direction.
Diamond wheel grit size was the dominant factor for
transversely ground bars, reducing the material strength
by an average
56
Mpa when an
80
grit diamond wheel
instead of a
120
grit was
used
(Figure
4).
Figure
4
also
shows a strong interaction between table speed and down
feed, indicating that higher removal rates (table speed
x
down
feed)
actually improve the strength.
B
.Rzslws
a50nh
A:
TABLE
SPEED
AXC
+23.7
YPm
+a2
MP.
-2
YPm
BxC
Testtype
Rig
test of
+17
YPm
-3
YT.
B:
DOWFEEb
-ti6
MPa
Stress
Cydes(test Result
(GPa) time)
1.1
2.45~10~
Suspension,
I
(0'
c
Wheel
Grit
Figure 4. Design of Experiments
Major
Effects and
Interactions
on
the SRBSN Strength
of
Transversely
Ground
ASTM
C1161 MOR
Bars.
Wheel grit also affected the transverse ground strength of
cylindrical bend specimens (Figure
5).
In
this
figure,
longitudinally ground specimens were compared to
transversely ground ones
(600
and
320
grit diamond)'.
Fracture origins of the transverse ground bars confirmed
that subsurface damage
(10-80
pm
sharp
cracks) was the
predominant failure mode'.
Cylindrical
YOR
Sp.ciuni
I
a
147-311
llroooo
UOo5Dl7
EIST
100
1000
Strength
(ma)
h
Figure 5. Effects of diamond grit and orientation
on
147-31N strength
-
cylindrical bend specimed.
Based on
this
data, and the component application,
grinding conditions and sequences can
be
generated to
optimize the component performance and minimize the
machining costs.
In
cases where the component strength is critical, post-
machining treatments have been developed which restore
the inherent material strength (Figure
6).
c
a
1
1
95
m
60
e
40
20
c
80
C
a
b
1
I
15
r2
s
Figure 6. Post
machining
treatment effects
on
transversely ground 147-31N
ASTM
C1161
(B)
bars.
A
320 grit
wheel
was
used
on
all bars.
production
I
component
I
I
I
1.6 6.36~ 10'
I
I
I
I
1.5-2.4
I
6.3~10~
I
I
I
(lo00
hrs)
5.2 x10
(loo
hrs)
machine
395
FRICTION COEFFICIENTS AGAINST
STEEL
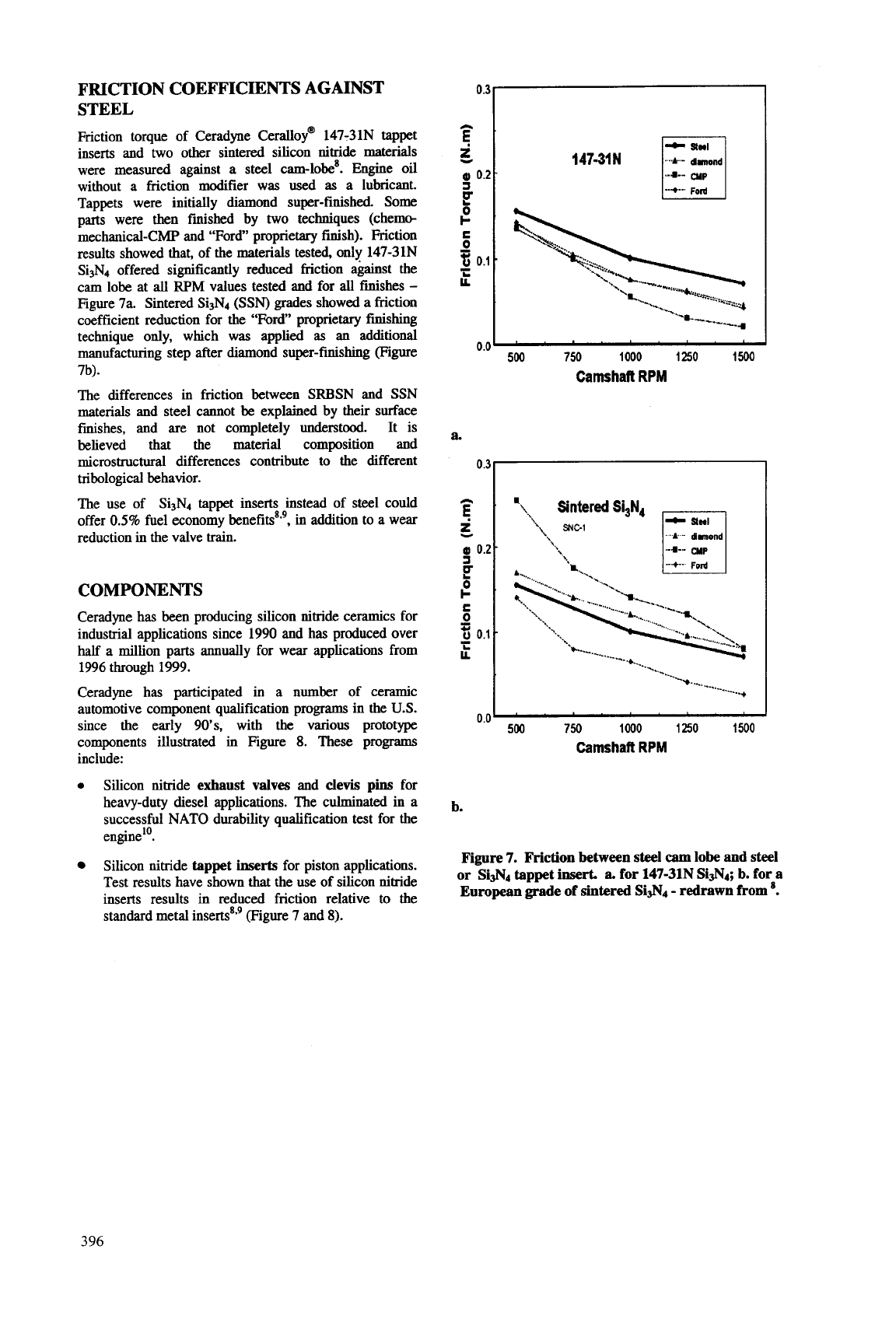
Friction torque of Ceradyne Ceralloy@ 147-31N tappet
inserts and two other sintered silicon nitride materials
were measured against a steel cam-lobe'. Engine
oil
without a friction modifier was
used
as
a lubricant.
Tappets were initially diamond super-finished. Some
parts were then finished by two techniques (chemo-
mechanical-CMP and "Ford" proprietary finish). Friction
results showed that, of the materials tested, only 147-31N
Si3N4 offered significantly reduced friction a&st the
cam lobe at all
RPM
values tested and for
all
finishes
-
Figure 7a. Sintered Si3N4
(SSN)
grades showed a friction
coefficient reduction for the "Ford" proprietary finishing
technique only, which was applied
as
an additional
manufacturing step after diamond super-finishing (Figure
7b).
The differences in friction between
SRBSN
and SSN
materials and steel cannot be explained by their surface
finishes, and are not completely understood. It is
believed that the material composition and
microstructural differences contribute
to
the different
tribological behavior.
The use of Si3N4 tappet inserts instead of steel could
offer
0.5%
fuel economy benefits'.', in addition to a wear
reduction
in
the valve
train.
2
zs
F
g
0.1
QI
0.2
3
I-
C
0
t
COMPONENTS
Ceradyne has
been
producing silicon nitride ceramics for
industrial applications since 1990 and has produced over
half
a million parts annually for wear applications from
1996 through 1999.
Ceradyne has participated
in
a number of ceramic
automotive component qualification programs in the
U.S.
since the early
~O'S,
with the various prototype
components illustrated in Figure
8.
These programs
include:
Silicon nitride
exhaust
valves
and
clevis
pins for
heavy-duty diesel applications. The culminated in a
successful NATO durability qualification test for the
engine".
Silicon nitride tappet
inserts
for piston applications.
Test results have shown that the use of silicon nitride
inserts results in reduced friction relative to the
standard metal
insert^"^
(Figure 7 and
8).
-
-
P'
z
QI
0.2.
a
c
i,
C
0
z
0
0.1
-
t
0.0''
''
"
"
"
500
750
I000
I250
1500
Camshaft RPM
'
a
0'3d
0.0''
"
"
'
500
750
1000
1250
1500
Camshaft RPM
b.
Figure
7.
Friction
between
steel
cam
lobe
and
steel
or
SiJN4
tappet
insert.
a
for
147-31N
Si&;
b.
for
a
European
grade of
sinkred
Si&
-
redrawn from
'.
396
a.
Figure
8.
Examples of prototype components made
from Ceradyne Ceralloy@ 147-31N.
Ceradyne has
been
successful in qualifying its silicon
nitride for high volume automotive production
applications. These include:
Silicon nitride
flat and radiused valve lifters
for
racing applications, Figure 9a.
The
customer is
selling these parts commercially for high
performance after-market applications in
both
drag
and stock car racing.
Silicon nitride
cam
rollers
for heavy-duty diesel
engines, Figure 9b. These components have been
tested at contact stresses of
2,400
Mpa for time
periods exceeding
loo0
hours.
Silicon nitride
rolling elements
for fuel pumps in
light duty diesel engines, Figure 9b. These
components have been tested at contact stress levels
of
1100-1600
ma.
These examples demonstrate that Ceradyne's Si3N4
material has the capability of routinely withstanding high
Hertzian stresses. This is a result of a virtually pore free
microstructure of its Si3N4, achieved by gas-pressure
sintering (Figure 2a). This combined with Ceradyne
silicon nitride's high fracture toughness, results in a
reliable material for high performance applications.
b.
Figure
9.
Examples
of
Ceradyne production
components manufactured from
Ceralloy@ 147-31N
a. Valve Lifters
b.
Cam Roller Followers
CONCLUSIONS
New emissions requirements for heavy-duty trucks will
require engines to operate at higher fuel injection and
cylinder pressures". This, combined with the trend for
longer warranty periods, often extending to
1
million
miles, will open up new opportunities for ceramic
components in the wear and tribology areas. Ceradyne
SRBSN
is a proven, cost-effective material for the above
demanding engine operating conditions.
Integration of cost-effective SRBSN manufacturing with
high production volume machining capabilities, and
experience in proven engine component applications,
make Ceradyne a leader in the field of high performance
automotive ceramics.
397
References
R.N.
Katz,
“Applications of Silicon Nitride Based
Ceramics”, Ind. Ceram. (Franza, Italy), 17[3] 158-64
(1997).
J.A. Mangels, G.J. Tennenhouse, “Method of
Densifying a Reaction Bonded Si3N4 Article”,
U.S.
Patent No. 4,285,895, 1981.
J.A. Mangels, G.J. Tennenhouse, “Densification of
reaction Bonded Silicon Nitride”,
Am.
Cer. SOC. Bull..
Vol. 59, N0.12 (1980). p.1216.
MST Ceramic Machining Consortium, Appendix to the
10” Program Review Meeting, Gaithersburg,
MA,
G. Quinn; L. Ives; P. Koshy; “Cylindrical Rod Flexure
Test Method and Results,” MST Ceramic Machining
Consortium, 14*
Program
Review Meeting,
Worthington,
OH,
April 15-16,1999
Neural Network design and training by NA
Technologies, 1997.
George Quinn, Lew Ives, “Cylindrical Bar Test Results
on Ceradyne SRBSN,” 16’ Program Review Meeting
NIST Ceramic Machining Consortium,
,
Costa Mesa,
G.M. Crosbie, R.L. Allor, A. Gangopadhyay, D.
McWatt, P.Willermet, “Surface Finish and
Composition Dependence of Valvetrain Friction with
Silicon Nitride Tappet Inserts”. Cer. Eng.
&
Sci.
Proceedings; Vol. 20, Issue 4. p25; ACS 1999.
A.
Gandopadyay et al.,
“
Effects of Composition and
Surface Finish of Silicon Nitride Tappet Inserts on
valve train Friction,” Proc. 25” Leeds-Lyon Symp.
On
Tribology, Sept 1998, Lyon France.
April 10-11, 1997
CA, April 18-20,2000.
lo
E. Schwartz et al. “NATO Qualification of Detroit
Diesel #8V71-TA Engine at 530 BHP with Advanced
Ceramic Components”
SAE
2000-01-0524 report.
“Heavy Vehicle Propulsion Materials Workshop”,
DOWORNL,
Knoxville,
TN,
August 1999
I1
398
PROCESS DESIGN FOR HIGH PERFORMANCE GRINDING OF
ADVANCED CERAMICS IN MASS PRODUCTION
L.
Schafer*,
K.
Eichgriin*,
T.
Magg**
*University of Kaiserslautern, Institute for Manufacturing Engineering and
Production Management
(FBK),
D-67653 Kaiserslautern, Germany
**Diamant-Gesellschaft Tesch GmbH, D-71610 Ludwigsburg, Germany
ABSTRACT
This article discusses the fields of measures for the
design of high performance grinding processes for a
competitive mass production of ceramic components
using the example of Si,N, engine valves. The process
design for these grinding processes has to take into
account the ceramic-specific characteristics of the blank,
the technological boundary conditions and the influen-
cing factors on the workpiece quality over the entire pro-
cess chain. By measures of optimisation in the fields of
blank accuracy, statistical quality assurance, process
supervision, tool development, adaption of the machine
system and process design and by employing methods
such as multidimensional statistical pattern recognition,
process simulation and in-process data analysis, the rea-
lisation of reliable and cost-effective production of
advanced ceramics is possible.
INTRODUCTION
Designing a grinding process for mass production of
components of advanced ceramics with high reproducea-
bility, low subsurface damage and high cost-efficiency is
a great technological challenge. Only the intensive, holi-
stic consideration of the process chain and all elements
of the grinding process leads to reproduceable results
with optimum quality and costs.
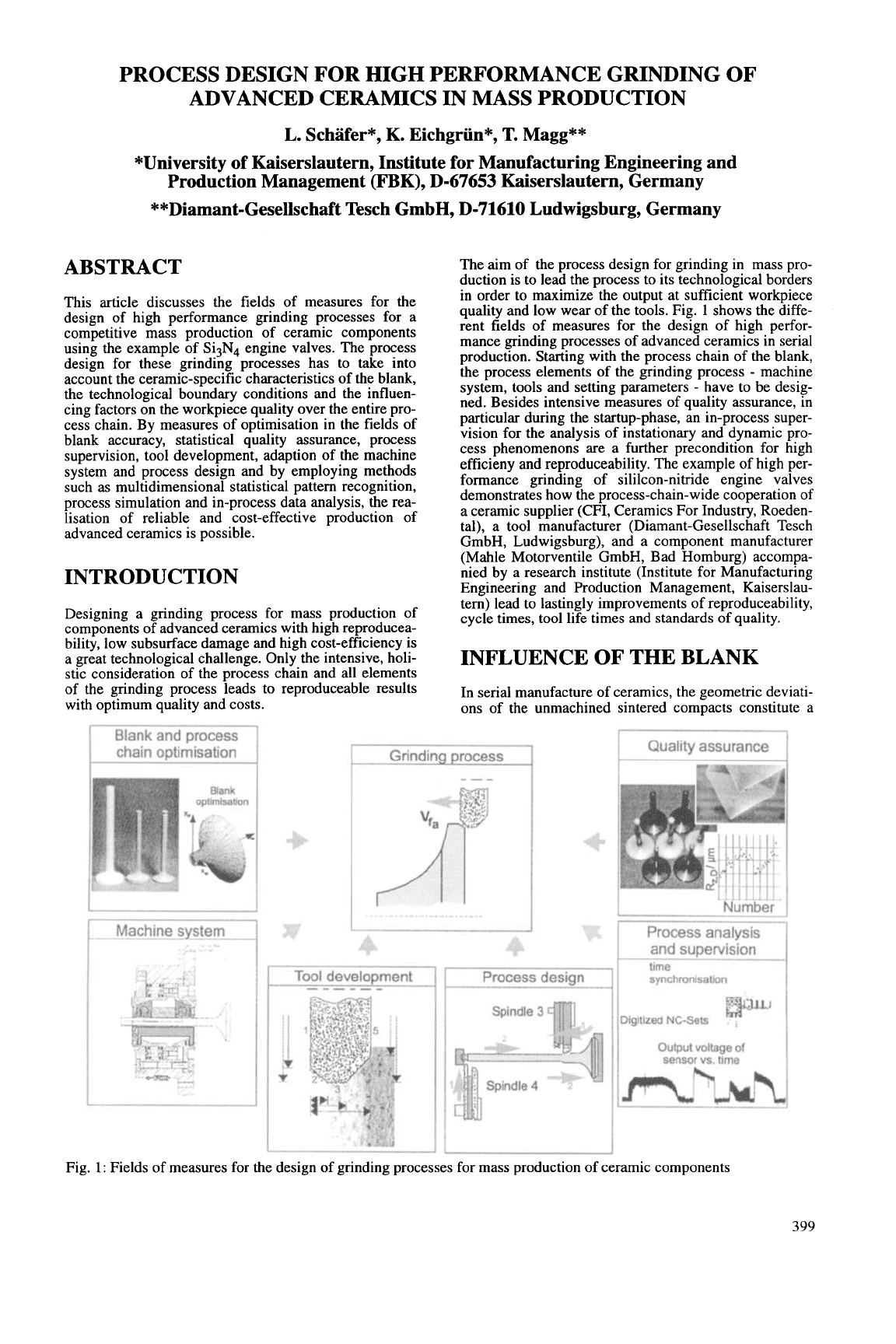
The aim of the process design for grinding in mass pro-
duction is to lead the process to its technological borders
in
order to maximize the output at sufficient workpiece
quality and low wear of the tools. Fig.
1
shows the diffe-
rent fields of measures for the design of high perfor-
mance grinding processes of advanced ceramics in serial
production. Starting with the process chain of the blank,
the process elements of the grinding process
-
machine
system, tools and setting parameters
-
have to be desig-
ned. Besides intensive measures of quality assurance, in
particular during the startup-phase, an in-process super-
vision for the analysis of instationary and dynamic pro-
cess phenomenons are a further precondition for high
efficieny and reproduceability. The example of high per-
formance grinding of sililcon-nitride engine valves
demonstrates how the process-chain-wide cooperation of
a ceramic supplier (CFI, Ceramics For Industry, Roeden-
tal), a tool manufacturer (Diamant-Gesellschaft Tesch
GmbH, Ludwigsburg), and a component manufacturer
(Mahle Motorventile GmbH, Bad Homburg) accompa-
nied by a research institute (Institute for Manufacturing
Engineering and Production Management, Kaiserslau-
tern) lead to lastingly improvements of reproduceability,
cycle times, tool life times and standards of quality.
INFLUENCE OF THE BLANK
In serial manufacture of ceramics, the geometric deviati-
ons of the unmachined sintered compacts constitute a
Blank and
process
I
Machine system
1
"--
I__
Grinding process
I
---
p'
1
Qualityassurance
1
I-
I
Number
I
Process
analysis
1
Process design
I
syndronisation
Digitized
NCSets
:
/I
I
I
1
Output
voltage
of
sensor
vs.
time
Fig.
1
:
Fields of measures for the design of grinding processes for mass production of ceramic components
399
major influence on the efficiency of the grinding pro-
cess. These deviations from the ideal geometry are typi-
cal of ceramics, but lead to variations of the clamping
situation of the machined parts in the clamping tools.
Radial runouts of the workpiece surfaces in relation to
the rotational axis are one of the consequences in cylind-
rical grinding. At the same time, large deviations from
the ideal geometry require large overmeasures on the
workpiece to ensure complete and accurate machining of
all surfaces. Both together lead to high wear load of the
tool due to dynamically varying depths of cut and conse-
quently to increased operating and nonproductive time.
In order to facilitate economic grinding, manufacturing
of the blanks has to
be
carried out with high accuracy
and reproduceability. Increased efforts in early steps of
the process chain can, therefore, lead to significant cost
reductions of the grinding process, thus reducing the
total workpiece costs. A major problem of reproduceable
ceramics manufacturing lies in the distortion of the
workpiece after sintering. For the reduction of work-
piece distortion all steps of the process chain, particu-
larly powder prepation, moulding process and sintering,
have to be analysed. A statistical analysis can contribute
effectively to finding and removing the causes for work-
piece distortion
[l].
If the reproduceability of the blank
geometry can be sufficiently assured, a near-net-shape
forming is economically feasible.
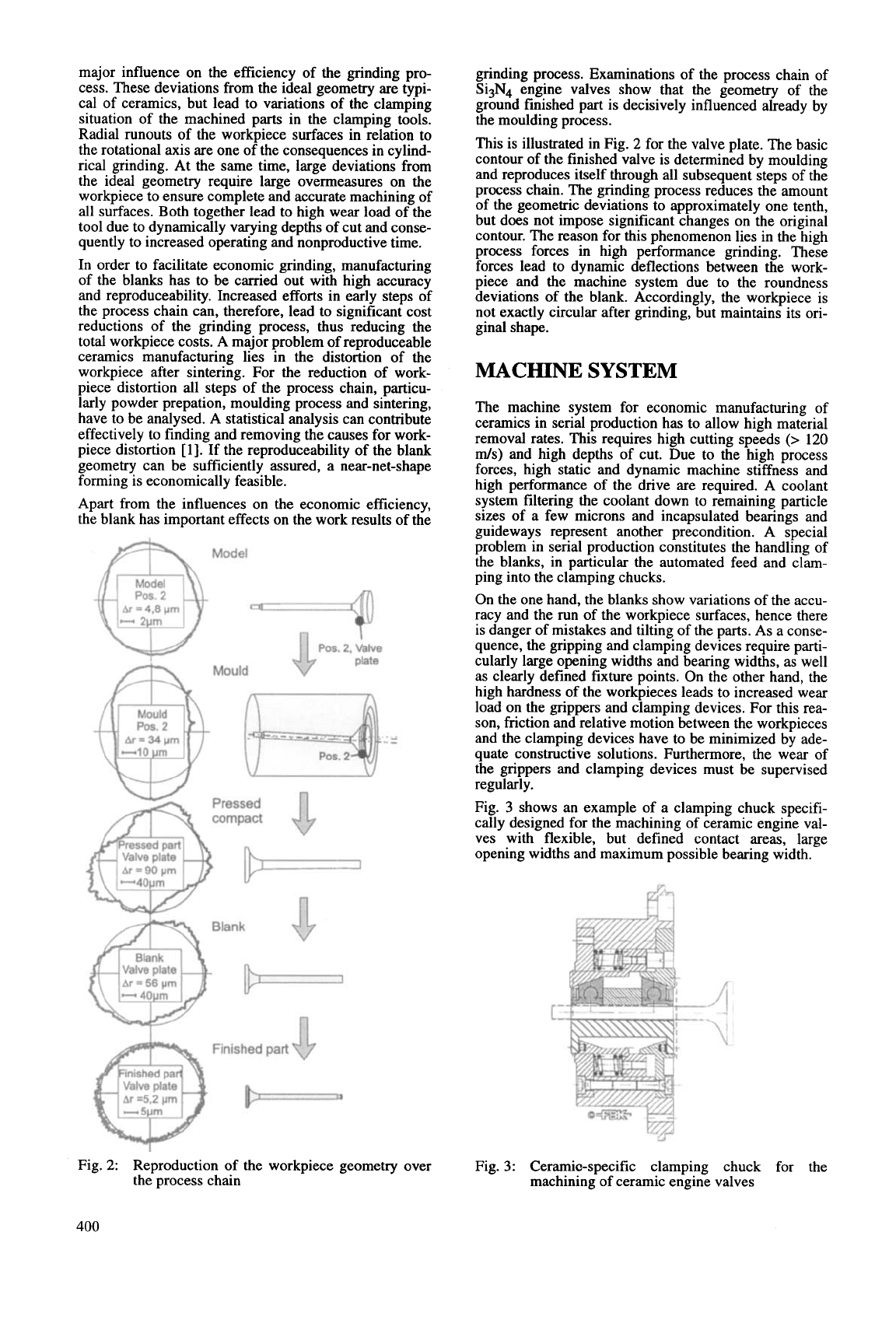
Apart from the influences on the economic efficiency,
the blank has important effects on the work results of the
A
Model
Blank
Fig.
2:
Reproduction of the workpiece geometry over
the process chain
grinding process. Examinations of the process chain of
Si3N4 engine valves show that the geometry of the
ground finished part is decisively influenced already by
the moulding process.
This is illustrated in Fig. 2 for the valve plate. The basic
contour of the finished valve is determined by moulding
and reproduces itself through all subsequent steps of the
process chain. The grinding process reduces the amount
of the geometric deviations to approximately one tenth,
but does not impose significant changes on the original
contour. The reason for this phenomenon lies in the high
process forces in high performance grinding. These
forces lead to dynamic deflections between the work-
piece and the machine system due to the roundness
deviations of the blank. Accordingly, the workpiece is
not exactly circular after grinding, but maintains its ori-
ginal shape.
MACHINE SYSTEM
The machine system for economic manufacturing of
ceramics in serial production has
to
allow high material
removal rates. This requires high cutting speeds
(>
120
ds)
and high depths of cut. Due to the high process
forces, high static and dynamic machine stiffness and
high performance of the drive are required. A coolant
system filtering the coolant down to remaining particle
sizes of a few microns and incapsulated bearings and
guideways represent another precondition. A special
problem in serial production constitutes the handling of
the blanks, in particular the automated feed and clam-
ping into the clamping chucks.
On the one hand, the blanks show variations of the accu-
racy and the run of the workpiece surfaces, hence there
is danger of mistakes and tilting of the parts. As a conse-
quence, the gripping and clamping devices require parti-
cularly large opening widths and bearing widths, as well
as
clearly defined fixture points. On the other hand, the
high hardness of the workpieces leads to increased wear
load on the grippers and clamping devices. For this rea-
son, friction and relative motion between the workpieces
and the clamping devices have to be minimized by ade-
quate constructive solutions. Furthermore, the wear of
the grippers and clamping devices must be supervised
regularly.
Fig.
3
shows an example of a clamping chuck specifi-
cally designed for the machining of ceramic engine val-
ves with flexible, but defined contact areas, large
opening widths and maximum possible bearing width.
Fig.
3:
Ceramic-specific clamping chuck for the
machining of ceramic engine valves
400
TOOLS
The grinding tools are a central element of an economic
serial production of ceramic components. The tools
influence the functional characteristics of the workpieces
with respect to rim zone, surface and geometry
functions. Furthermore, the tools essentially affect the
reproduceability and efficiency of the grinding process.
Due to this, the grinding tools must be developed conti-
nously
in
cooperation with an experienced tool supplier.
Frequent changes of the tool supplier should be avoided,
since supplier-specific grit and bond characteristics lead
to discontinuities in the behaviour of the grinding pro-
cess, thus increasing costs.
Tools for large scale production need high wear resi-
stance, consequently the bond requires high grit holding
loads. Metallic bonding systems fulfil this requirement
very well, but are only suitable, if the requirements on
profile accuracy of the workpiece are not too high. In
this case, a vitrified bond has to be selected. Increased
grit concentrations are also favourable with respect to
wear resistance, but lead to reduction of the chip space
volume and hence require good cooling conditions and
cleaning of the grinding wheel.
Small grit sizes offer the advantage of the absolute flatte-
ning of the grits remaining small, thus the sharpness of
the grinding wheel remains more constant and process
stability improves. Small grit sizes and higher concentra-
tions tend towards reducing the uncut chip thickness of
the single grits. This is essential for the machining of the
material with low subsurface damage. But these advan-
tages can only be used, if the tool preparation is perfor-
med with high accuracy, since run, profile accuracy and
topographie depend decisively on tool preparation.
Small grit sizes require high accuracy of the run of the
grinding wheel
in
axial and radial direction, and moreo-
ver the right amount of grit extend has to be guaranteed.
Therefore, detailed guidelines for mounting, dressing
and measuring of the tools need to be developed and
their fulfilment needs to be supervised.
SETTING PARAMETERS
The main criterion for the process layout and the selec-
tion of setting parameters is the machining with low
damage of the rim zone. Since break-outs on the edges
of the workpiece result from the unification of radial and
lateral subsurface cracks, the size and number of break-
outs give a good hint on the degree of subsurface
damage of the material due to machining. For the machi-
ning of ceramics with low subsurface damage, a ductile
regime cutting process must be achieved. This can be
realised basically by low uncut chip thicknesses of the
engaging grits in the contact zone. For this reason, high
cutting speeds and low feed rates are favourable for
machining,
so
deep grinding has to be preferred against
pendulum grinding. A machine system of high perfor-
mance and stiffness is a precondition
for
this.
Due
to
the combination of ultrahard tools, hard work-
piece materials and high machine stiffness, process
dynamics in grinding of advanced ceramics are
of
parti-
cular importance to the work result and its reproduceabi-
lity. Apart from tool wear and efficiency aspects, the
dynamic behaviour of the grinding wheel has to be
considered for the selection of process parameters. This
is influenced fundamentally by the grinding wheel hub
and by the type of bond. Simulations of the dynamic
behaviour of the grinding wheel can contribute to
avoiding critical revolution frequencies of workpiece
and tool.
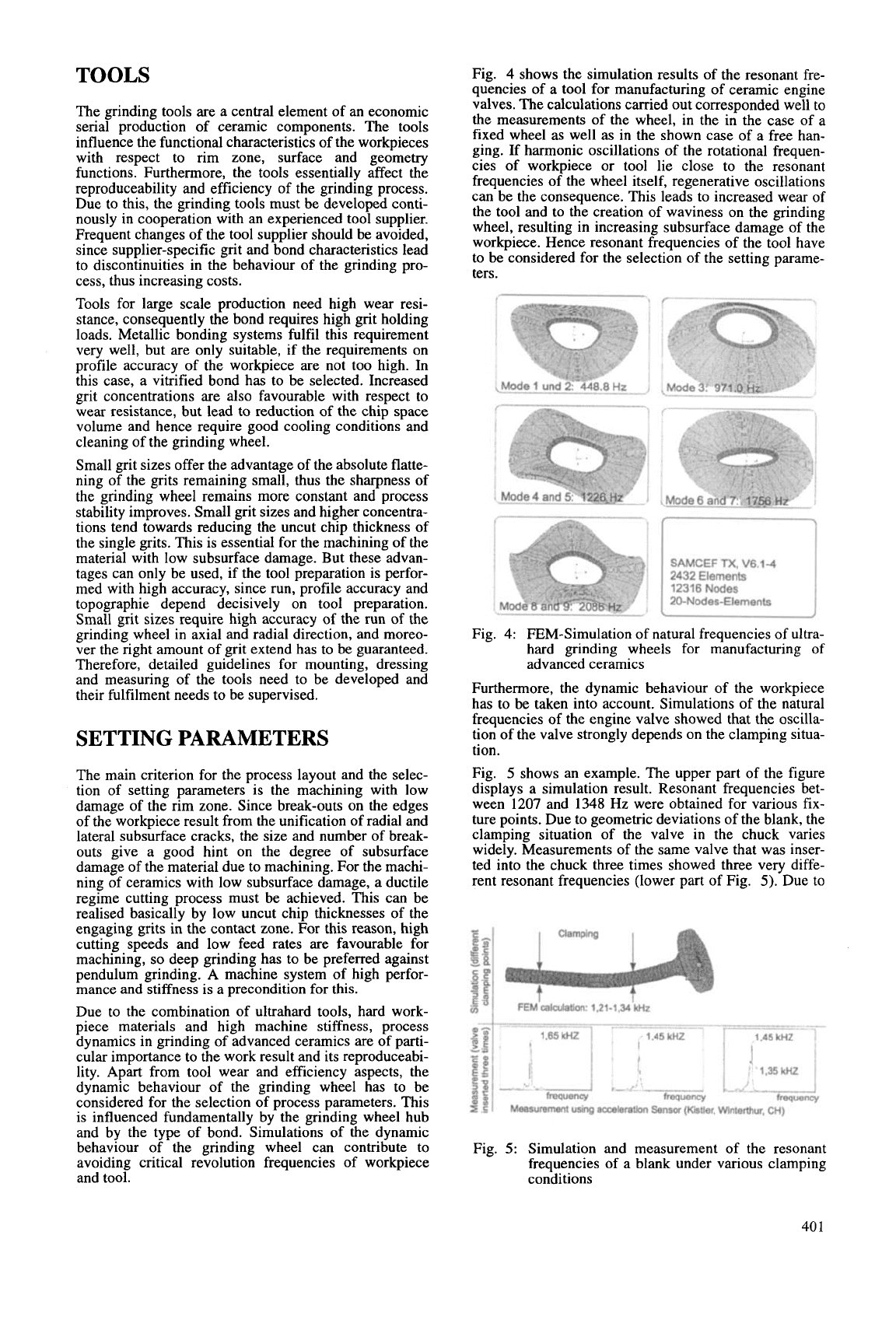
Fig.
4
shows the simulation results of the resonant fre-
quencies of a tool for manufacturing of ceramic engine
valves. The calculations carried out corresponded well to
the measurements of the wheel, in the in the case of a
fixed wheel as well
as
in
the shown case of a free han-
ging. If harmonic oscillations of the rotational frequen-
cies of workpiece
or
tool lie close to the resonant
frequencies of the wheel itself, regenerative oscillations
can be the consequence. This leads to increased wear of
the tool and to the creation of waviness on the grinding
wheel, resulting in increasing subsurface damage of the
workpiece. Hence resonant frequencies of the tool have
to be considered for the selection of the setting parame-
ters.
Fig.
4:
FEM-Simulation
of
natural frequencies of ultra-
hard grinding wheels for manufacturing of
advanced ceramics
Furthermore, the dynamic behaviour of the workpiece
has to be taken into account. Simulations of the natural
frequencies of the engine valve showed that the oscilla-
tion of the valve strongly depends on the clamping situa-
tion.
Fig.
5
shows an example. The upper part of the figure
displays a simulation result. Resonant frequencies bet-
ween
1207
and
1348
Hz were obtained for various fix-
ture points. Due to geometric deviations of the blank, the
clamping situation of the valve in the chuck varies
widely. Measurements of the same valve that was inser-
ted into the chuck three times showed three very diffe-
rent resonant frequencies (lower part of Fig.
5).
Due to
Fig.
5:
Simulation and measurement of the resonant
frequencies of a blank under various clamping
conditions
40
1