Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.


This Page Intentionally Left Blank
CERAMIC ENGINEERING WITH PREFORMS FOR LOCALLY
REINFORCED LIGHT METAL COMPONENTS
I2008
I
120 kg A1
?
in average per car
I
Ilka Lenke", Gert Richter and Dirk Rogowski
CeramTec AG, D-73207 Plochingen, Germany
~
1993
1998
2008
Abstract
50
kg A1 in average per car
70
kg A1 in average per car
120 kg A1
?
in average per car
Light metal alloys (e.g. aluminium, magnesium and
titanium) show a fast increasing significance in mass
production especially for automotive applications
(I,
2). To use the advantages of weight reduction and to
eliminate mechanical, chemical or thermal
disadvantages reinforced light metal components and
their manufacturing are of rising interest
(3,4).
A
very promising way to reinforce light metal
components is the local modification realised by
infiltration
of
highly porous ceramic or metallic
particulate preforms. Those kinds of preforms can be
easily designed to meet the specific requirements of the
application's functional zone and offer the possibility
for cost effective manufacturing.
~
1993
1998
Light metal alloys for automotive
applications
The amount of light metal components for automotive
applications, especially made fiom aluminium, has
significantly increased during the last years and this
trend is expected to continue
(Tab.
1)
(A). The
motivation for using light metals is the wish to reduce
overall weight and thus to lower petrol consumption
and toxic/hydrocarbon emission. Moreover, it is
desired to reach a high recycling quote.
I
50
kg A1 in average per car
I
70
kg A1 in average Der car
Tab. 1
:
Increase
of
aluminium applications
(1).
However, new applications or cost effective
manufacturing may be limited by critical properties of
light metal alloys, such as low wear resistance, low
strength, Young's modulus, insufficient fiction
behaviour or high thermal expansion. In many cases
these properties are only critical in partial areas of the
component.
To
specifically improve these areas, a
highly porous ceramic or metallic preform can be
infiltrated and surrounded with light metal alloys
(5)
to
form a
so
called metal-matrix composite (MMC). This
way, only the critical area is modified.
Metal-Matrix Composites
The main motivations for using low-cost light MMC
materials in the automotive industry are
0
the reduction in
mass,
especially in engine parts
0
improved fiiction and wear properties
0
improved mechanical and thermal properties (e.g.
strength,
stifkess, coefficient
of
thermal
expansion,
...).
Therefore, the major goal
in
developing MMCs
is.
to
achieve improved material properties while retaining
low weight using a low-cost material.
(6).
Examples for applications are cylinder liners in the
Porsche Boxster engine block
(5,
7,
8)
or brake rotors
(7,
9).
Many fiuther ideas for MMC-components do
exist
(3,
5,
6,
8,
10).
However, if conventional
materials are replaced by MMCs, the construction of
the components often
has
to
be
changed and adapted to
the new material's properties.
Types of MMC
There are different
types
of Metal-Matrix Composites.
They can be categorised
as
follows
(7):
0
Particulate reinforced MMC
(PRM)
Dispersoid reinforced MMC
Cermets
0
0
Whisker reinforced MMC
(WRM)
0
0
Monofilament reinforced MMC (MFRM)
Short fibre reinforced MMC
(SFRM)
Continuous fibre reinforced MMC (CFRM)
In
the case of particulate reinforcement, the MMC
components can be produced by casting
an
alloy which
contains the particles or by infiltrated porous preforms
as described later on. Advantages of the infiltration
process are lower manufacturing costs and a more
homogenous arrangement
of
particles in the metal
matrix
(5).
Further on, the fabrication costs of
particulate reinforced MMCs are lower than the cost
for fibre reinforced MMCs because the fibres are
usually more expensive than the powders
(5).
Besides,
the fibre reinforced MMCs often show anisotropic and
worse recycling properties
(5).
383
An
example for a MMC application in the
automotive industry
One of the first practical application was realised with
the LOKASIL-composite technique for cylinder liners
in the aluminium engine block of the PORSCHE
Boxster
(8)
as illustrated in Figure
1.
The challenge
was to improve the tribological properties.
Fig.
1:
Pouros preforms for cylinder liners in the
aluminium engine block of the PORSCHE
Boxster.
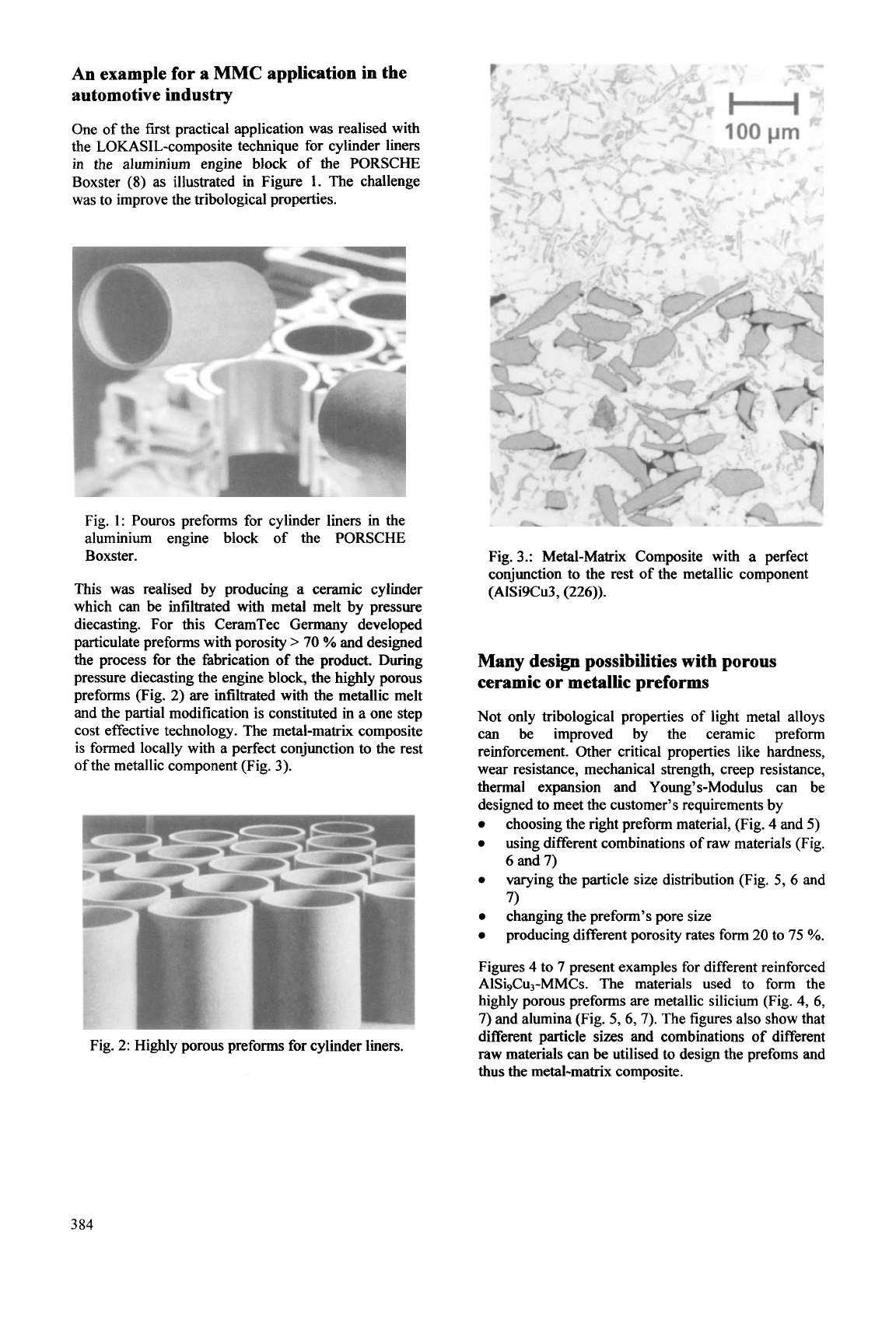
This was realised by producing a ceramic cylinder
which can be infiltrated with metal melt by pressure
diecasting. For this CeramTec Germany developed
particulate preforms with porosity
>
70
%
and designed
the process for the fabrication of the product. During
pressure diecasting the engine block, the highly porous
preforms (Fig.
2)
are infiltrated with the metallic melt
and the partial modification is constituted in a one step
cost effective technology. The metal-matrix composite
is formed locally with a perfect conjunction to the rest
of the metallic component (Fig.
3).
Fig.
2:
Highly porous preforms for cylinder liners.
Fig.
3.:
Metal-Matrix Composite with a perfect
conjunction to the rest of the metallic component
(AlSi9Cu3, (226)).
Many design possibilities with porous
ceramic or metallic preforms
Not only tribological properties of light metal alloys
can be improved by the ceramic preform
reinforcement. Other critical properties like hardness,
wear resistance, mechanical strength, creep resistance,
thermal expansion and Young’s-Modulus can be
designed to meet the customer’s requirements by
choosing the right preform material, (Fig.
4
and
5)
using different combinations of raw materials (Fig.
6 and 7)
varying the particle size distribution (Fig.
5,
6 and
changing the preform’s pore size
producing different porosity rates form 20 to 75
%.
Figures
4
to 7 present examples for different reinforced
A1Si9Cu3-MMCs. The materials used to form the
highly porous preforms are metallic silicium (Fig.
4,
6,
7) and alumina (Fig. 5,6,7). The figures also show that
different particle sizes and combinations of different
raw materials can
be
utilised to design the prefoms and
thus the metal-matrix composite.
7)
3
84
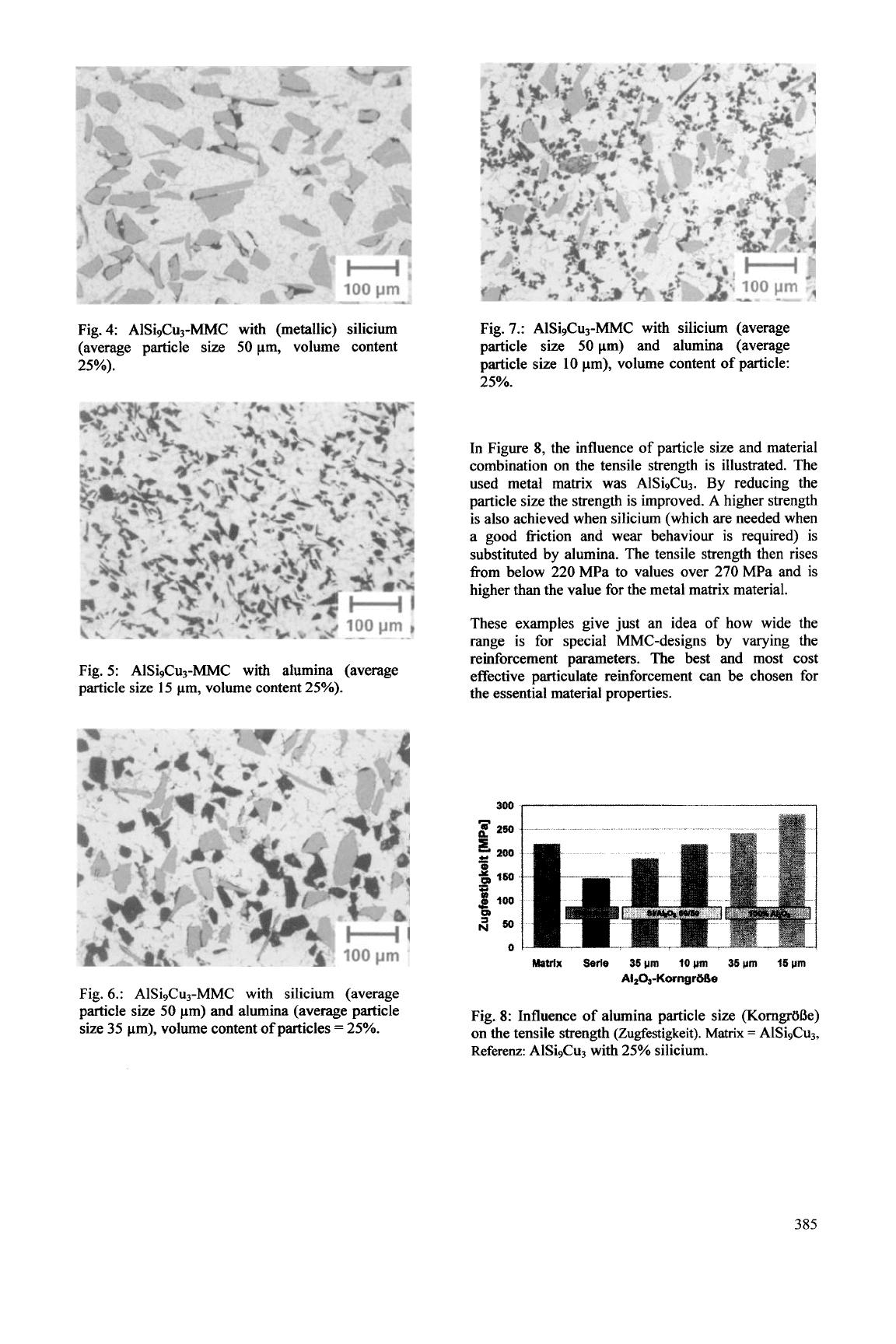
Fig.
4:
AISi9Cu3-MMC with (metallic) silicium
(average particle size
50
pm, volume content
25%).
Fig.
7.:
AISi9Cu3-MMC with silicium (average
particle size
50
pm) and alumina (average
particle size
10
pm), volume content of particle:
25%.
Fig.
5:
AISi9Cu3-MMC with alumina (average
particle size
15
pm, volume content
25%).
Fig.
6.:
AlSi9Cu3-MMC with silicium (average
particle size
50
pm) and alumina (average particle
size
35
pm), volume content of particles
=
25%.
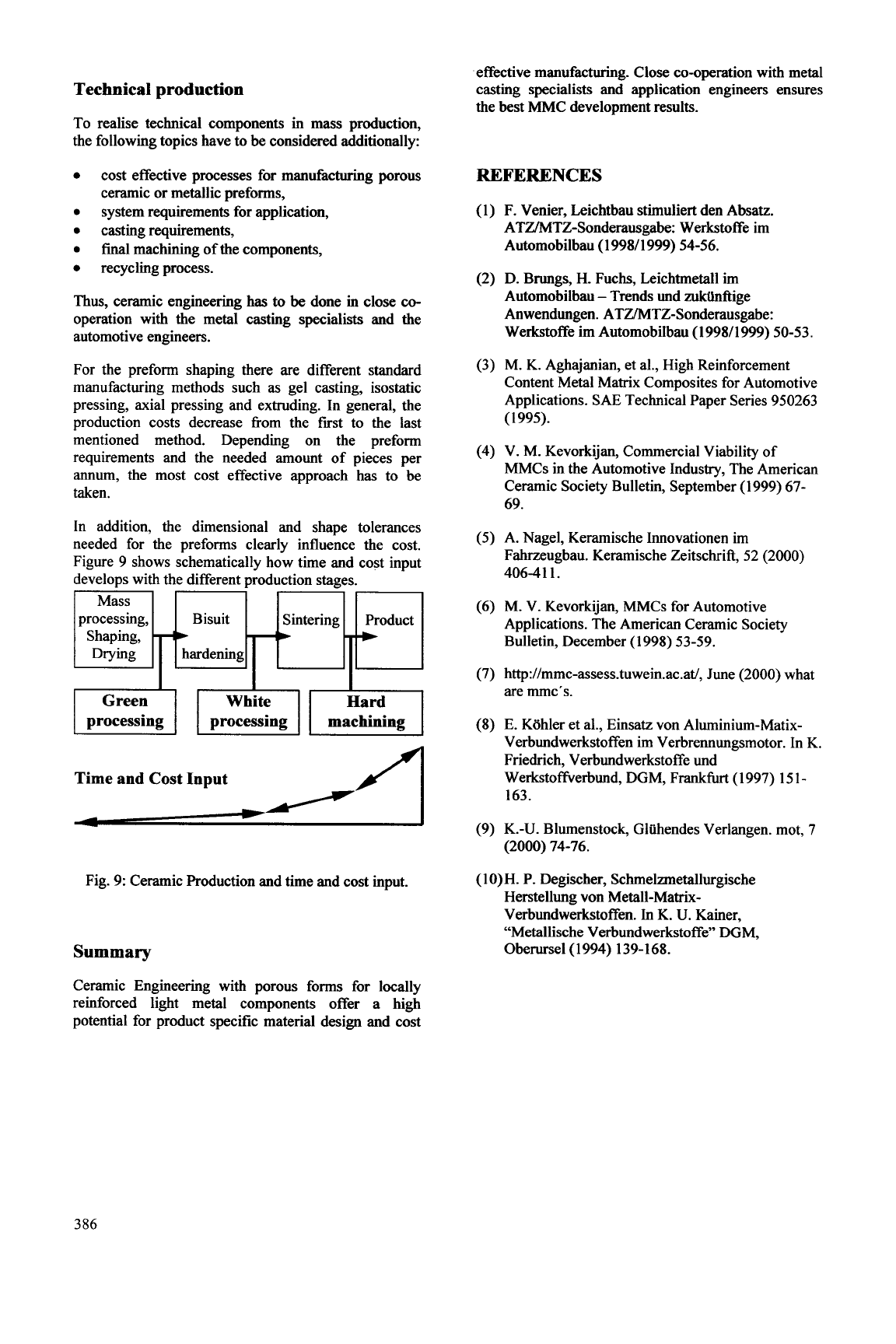
In Figure
8,
the influence
of
particle size and material
combination on the tensile strength is illustrated. The
used metal matrix was A1Si9Cu3.
By
reducing the
particle size the strength is improved. A higher strength
is also achieved when silicium (which are needed when
a good fiction and wear behaviour is required) is
substituted
by
alumina. The tensile strength then rises
fi-om below
220
MPa to values over
270
MPa and
is
higher than the value for the metal matrix material.
These examples give just an idea of how wide the
range is
for
special MMC-designs
by
varying the
reinforcement parameters. The best and most cost
effective particulate reinforcement can be chosen for
the essential material properties.
Matrix
Serle
35pm
10vm
3Svm
ISpm
Al,~-Korngr&Ee
Fig.
8:
Influence of alumina particle size (KomgrOBe)
on the tensile strength (Zugfestigkeit). Matrix
=
A1Si9Cu3,
Referenz: AISi9Cu3 with
25%
silicium.
385
Technical production
To realise technical components in mass production,
the following topics have to be considered additionally:
0
system requirements for application,
0
casting requirements,
0
recycling process.
Thus, ceramic engineering has
to
be
done in close
co-
operation with the metal casting specialists and the
automotive engineers.
For the preform shaping there are different standard
manufacturing methods such
as
gel casting, isostatic
pressing, axial pressing and extruding. In general, the
production costs decrease fiom the first to the last
mentioned method. Depending on the preform
requirements and the needed amount of pieces per
annum,
the most cost effective approach has to be
taken.
cost effective processes for manuhcturing
porous
ceramic or metallic preforms,
final machining of the components,
In addition, the dimensional and shape tolerances
needed for the preforms clearly influence the cost.
Figure
9
shows schematically how time and cost input
develops with the different production stages.
1
-
Mass
Shaping,
-b
b
Drying hardening
T”
processing, Bisuit Sintering Product
-
processing
Time
and
Cost
Input
A
Fig.
9:
Ceramic Production and time and cost input.
Summary
Ceramic Engineering with porous forms for locally
reinforced light metal components offer a high
potential for product specific material design and cost
effective manufacturing. Close co-operation with metal
casting specialists and application engineers ensures
the
best
MMC development results.
REFERENCES
(1)
F. Venier, Leichtbau stimuliert den Absatz.
ATUMTZ-Sonderausgabe: Werkstoffe im
Automobilbau
(1
998/1999) 54-56.
(2)
D. Brungs,
H.
Fuchs, Leichtmetall im
Automobilbau
-
Trends und zukUnftige
Anwendungen. ATZ/MTZ-Sonderausgabe:
Werkstoffe im Automobilbau
(1
998/1999) 50-53.
(3)
M. K. Aghajanian, et al., High Reinforcement
Content Metal Matrix Composites for Automotive
Applications.
SAE
Technical Paper Series
950263
(1
995).
(4)
V. M. Kevorkijan, Commercial Viability of
MMCs in the Automotive Industry, The American
Ceramic Society Bulletin, September
(1
999) 67-
69.
(5)
A. Nagel, Keramische Innovationen im
Fahrzeugbau. Keramische Zeitschrift,
52 (2000)
406-4
1
1.
(6)
M. V. Kevorkijan, MMCs for Automotive
Applications. The American Ceramic Society
Bulletin, December
(1
998) 53-59.
(7)
http://mmc-assess.tuwein.ac.at/,
June
(2000)
what
are mmc’s.
(8)
E. KiShler et al., Einsatz von Aluminium-Matix-
Verbundwerkstoffen im Verbrennungsmotor. In K.
Friedrich, Verbundwerkstoffe und
Werkstoffverbund, DGM, Frankfurt
(
1997)
15
1
-
163.
(9)
K.-U. Blumenstock, Gluhendes Verlangen. mot,
7
(2000) 74-76.
(10)H.
P.
Degischer, Schmelzmetallurgische
Herstellung von Metall-Matrix-
Verbundwerkstoffen.
In
K.
U.
Kainer,
“Metallische Verbundwerkstoffe”
DGM,
Oberursel
(
1994) 139- 168.
386
LASER BEAM WELDING OF
ALUh4INA-
A
NEW
SUCCESSFUL TECHNOLOGY
A.-M. Nagel,
H.
Exner
Laserinstitut Mittelsachsen e.V.
an
der Hochschule Mittweida,
University
of
Applied Sciences
D-
09648
Mittweida
Abstract
This paper describes a very successful new method of
laser welding of ceramics. The two
beam
laser welding
technology, an additive
free
procedure, allows to create
joints, e.g. of alumina parts, which have a strength of
85% of the original material.
It enables to join parts of various shapes in only a few
minutes without hrnaces and in a natural atmosphere.
The achieved results as well as the advantages of laser
material processing like small welding
seams,
high
flexibility, high productivity and a high degree of auto-
mation make this technology ideally suited for industrial
application.
Applications based on this technology are expected in
several branches, for instance for welding
tubes
or sen-
sor elements, for the protection of electronic compo-
nents against high temperatures, abrasion and or
chemical attacks.
Introduction
Ceramics are materials produced by a special sintering
process. Depending on the composition it leads to prop-
erties such as high temperature resistance, extremely
high hardness, low electrical conductivity and high
thermal insulation, high chemical resistance and a lower
density, compared with metals, can be achieved.
These excellent properties are the reason for applying
technical ceramics in wide fields of electronics, auto-
motive and chemical industries.
Currently there is no technology which produces joints
of satisfactory quality between ceramical parts, pre-
serving the excellent properties of
the
material.
Brazing and adhesive bonding reduce the thermal and
chemical stability of the system. These disadvantages
are based
on
an additional material (glue or solder) with
completely different mechanical, chemical and thermal
properties than those of ceramics. That means a critical
weak point is generated at the joint.
Furthermore, brazing is usually only possible after met-
allisation of the ceramics to improve their wettability.
This process needs time and
is
very expensive.
A
very good quality of the joint, for example,
can
be
achieved by diffusion welding. The joining mechanism
is based on diffusion processes at high temperatures.
That means diffusion welding needs a long processing
time of about one hour. The preparation of the material
is very expensive (high quality of the surface) and a
high bearing pressure is necessary (Therefore it is not
suitable for joining small parts.).
In
addition, diffusion
welding and brazing both make a vacuum atmosphere
necessary.
Our
presentation will demonstrate that the limits men-
tioned above may be overcome by a technique using
two laser beams. For the fust time it is now possible to
produce geometries previously not practicable.
Further development of this technology will lead to an
enormous expansion of the application
of
ceramics.
Experimental Procedures
Alumina
(a-
A&) substrates of
96.0%
purity and a
medium grain size of
3pm
were used in our experi-
ments. The substrates were
30
mm
long and 10 mm
wide, their thickness varied between 0.7mm and
1.2
mm.
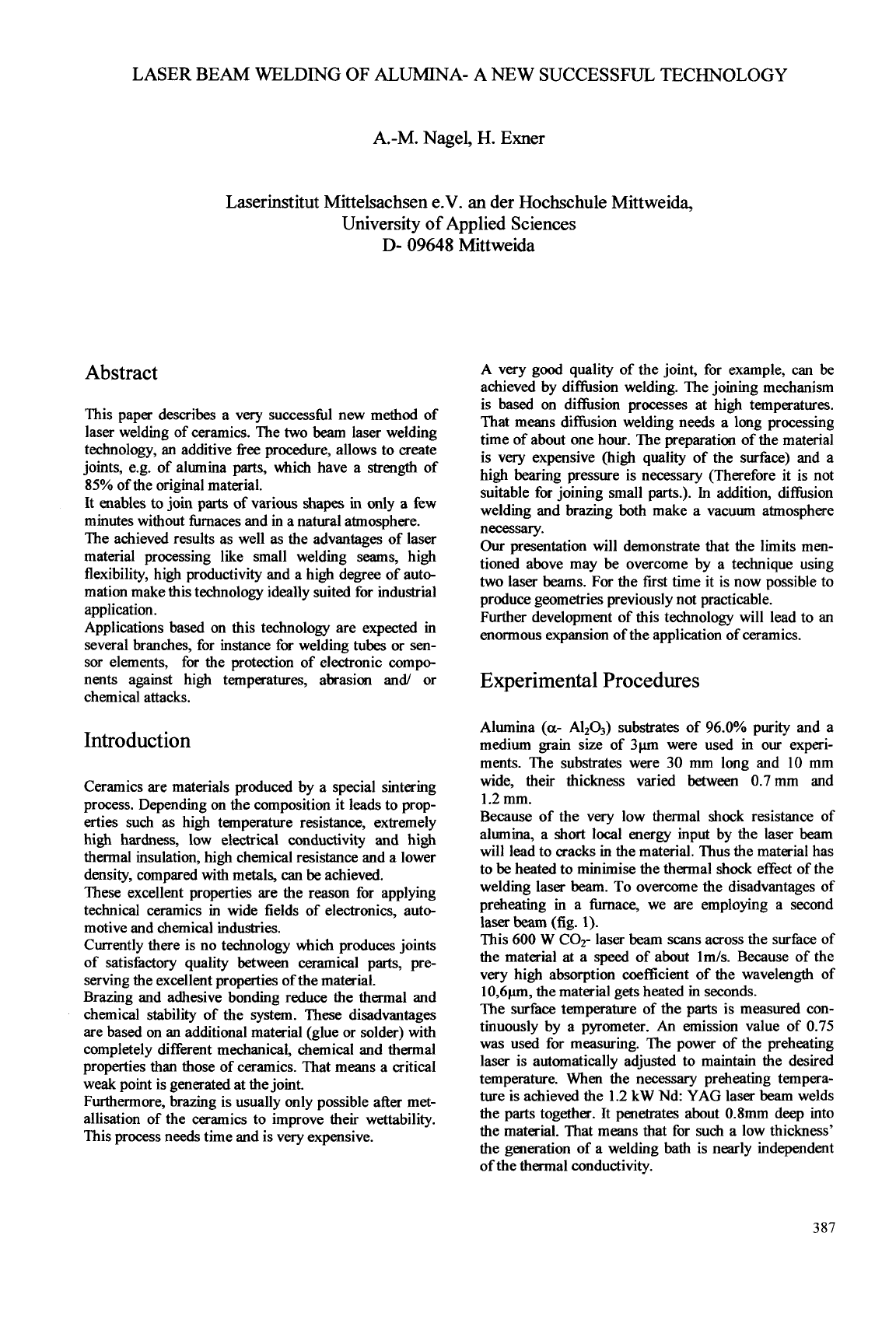
Because of the very low thermal shock resistance
of
alumina, a short local energy input by the laser beam
will lead to cracks in the material. Thus the material has
to
be
heated to minimise the thermal shock effect of the
welding laser
beam.
To
overme the disadvantages of
preheating in a furnace, we are employing a second
laser
beam
(fig.
1).
This
600
W C02- laser beam scans across the surface of
the material
at
a speed of about lm/s. Because of the
very high absorption coefficient of the wavelength of
10,6pm, the material gets heated
in
seconds.
The surface temperature
of
the parts is measured con-
tinuously by a pyrometer.
An
emission value of
0.75
was used for measuring. The power
of
the preheating
laser is automatically adjusted to maintain the desired
temperature. When
the
necessary preheating tempera-
ture is achieved the
1.2
kW Nd: YAG laser beam welds
the parts together. It penetrates about 0.8mm deep into
the material. That means that for such a low thickness'
the generation of a welding bath is nearly independent
of
the thermal conductivity.
387
C02-
laser
beam
fibre
*
I
Nd:
YAG-
laser
beam
w-
--
ceramics
I
J
Fig.
1:
Experimental setup used for laser welding of
ceramics
In order to optimise the quality of the welding seams
and to enhance the strength
of
the joints, investigations
were concentrated mainly on process, preheating and
welding parameters.
The surface
as
well
as
cross-
sections of the welding
seams were investigated by optical and scanning elec-
tron microscopy (SEM).
The strength of the joint was determined by the 4-point-
bending test.
Resu
I
ts
Preheating
Three major problems had to be solved:
1.
What minimum preheating temperature is necessary
to achieve crackfiee joints?
2. What maximum heating and cooling rate are possi-
ble?
3.
What maximum temperature gradients across the
surface are possible?
A locally homogenous preheating across the whole
substrate surface was carried out. The welding took
place after the final stationary temperature had been
achieved, which we varied in steps
of
100K. The joined
materials were investigated for cracks. It was found that
100% crackfiee joined materials were generated at a
preheating temperature
of
1500°C.
However, investigations
of
cross- sections
of
the weld-
ing seams showed a minimum of porosity at a preheat-
ing temperature of 1600°C. Lower preheating tempera-
tures as well as higher ones increased porosity within
the solidified welding
seam.
For
a cost effective technology the processing time is
of
special importance. Therefore the time
for
preheating
and cooling was minimised to a degree, which still
guaranteed a crackfiee result. It
was
not possible to
define a specific heating rate
for
achieving 1600°C. A
heating rate varying fiom
2OWs
to
30Ws
can
be used up
to
a temperature of 1400°C. The temperature range
around 1500°C is critical as the highest stresses occur
there.
A
hold time permits stress reduction by reorienta-
tion of the grains. After that the Nd:
YAG-
welding
laser
beam
can
generate crackfiee welded parts.
A
thermally influenced cooling of the welded specimens
is recommended in the upper temperature range above
1500°C. Below that temperature,
no
cracks were pro-
duced by normal cooling down in the surrounding air.
For
larger pieces lateral homogenous preheating is
un-
satisfactory because of the long processing time and
high energy demand. Therefore maximum temperature
gradients in relation to the distance to the welding seam
were determined in a one- dimensional direction across
the surface. The variation of the energy input was real-
ised by changing the scanning lines
of
the C02- laser
beam
per area with a maximum concentration at the
welding
seam.
As a result a maximum temperature
gradient
of
70
x
10Wm is possible across the surface.
At a distance of more than 20mm
fiom
the weld the
temperature is
less
than 500°C. Therefore, such pieces
can
be
clamped and moved by conventional methods.
In
a furnace special and expensive high-temperature-
resistant materials would be necessary.
Welding
The achievable quality
of
the joints depends, apart from
the wavelength, on four factors in general:
1.
2.
3.
4.
the velocity
of
welding.
the mode of the welding laser
beam
the focus position of the welding laser beam
the power of the laser welding beam
A
laser
beam
can
be generated as a continuous beam or
as a pulsed
beam.
Both variants are used in laser mate-
rial processing. The mode is very important for laser
welding of ceramics.
In
pulsed welding, more power is
needed for welding material of the same thickness as it
is necessary to compensate
for
the
breaks
between the
pulses. This affects the temperature distribution in the
welding seam as well as the solidification of the weld-
ing bath directly. The results are shown in figures 2 and
3.
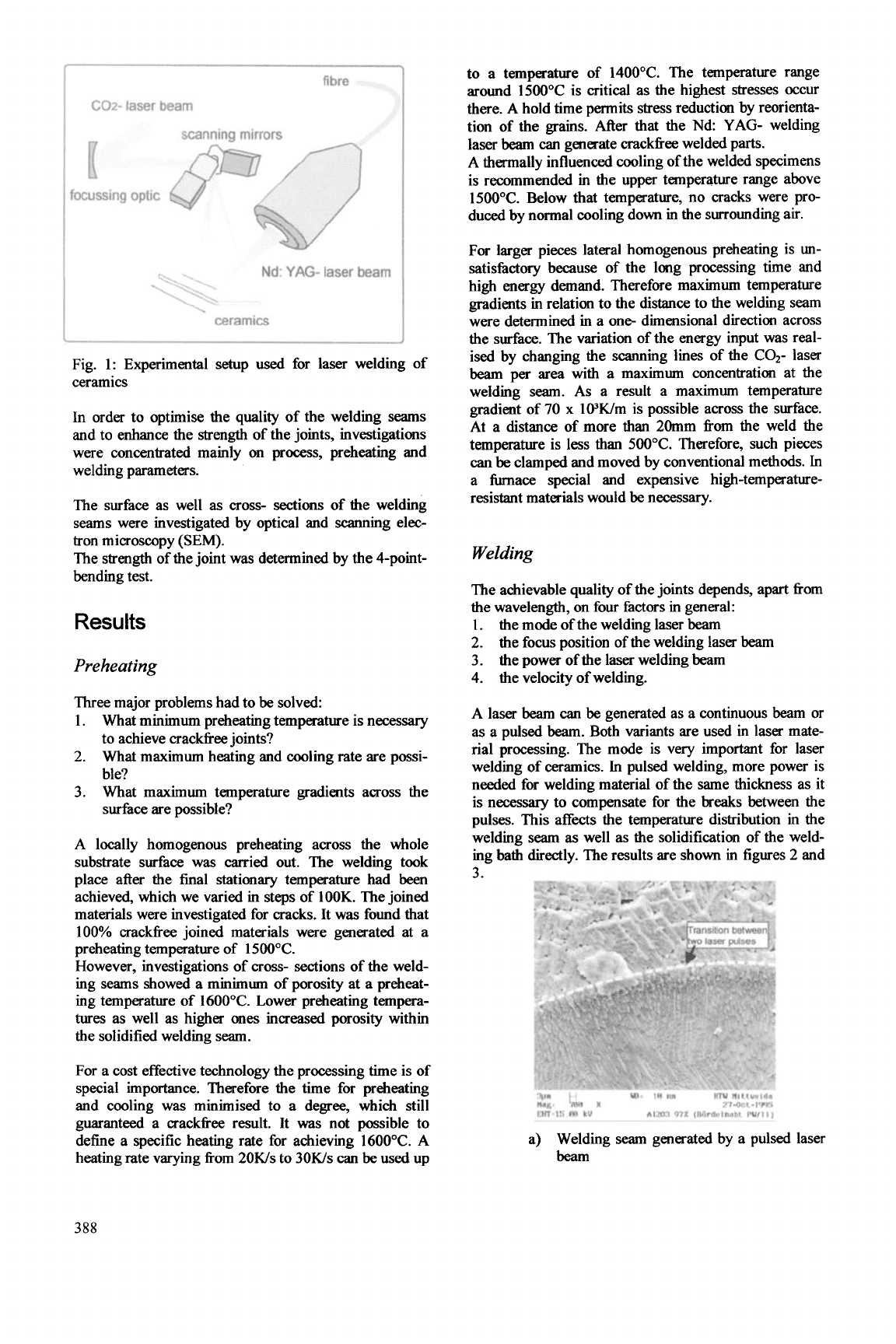
a) Welding seam generated by a pulsed laser
beam
388
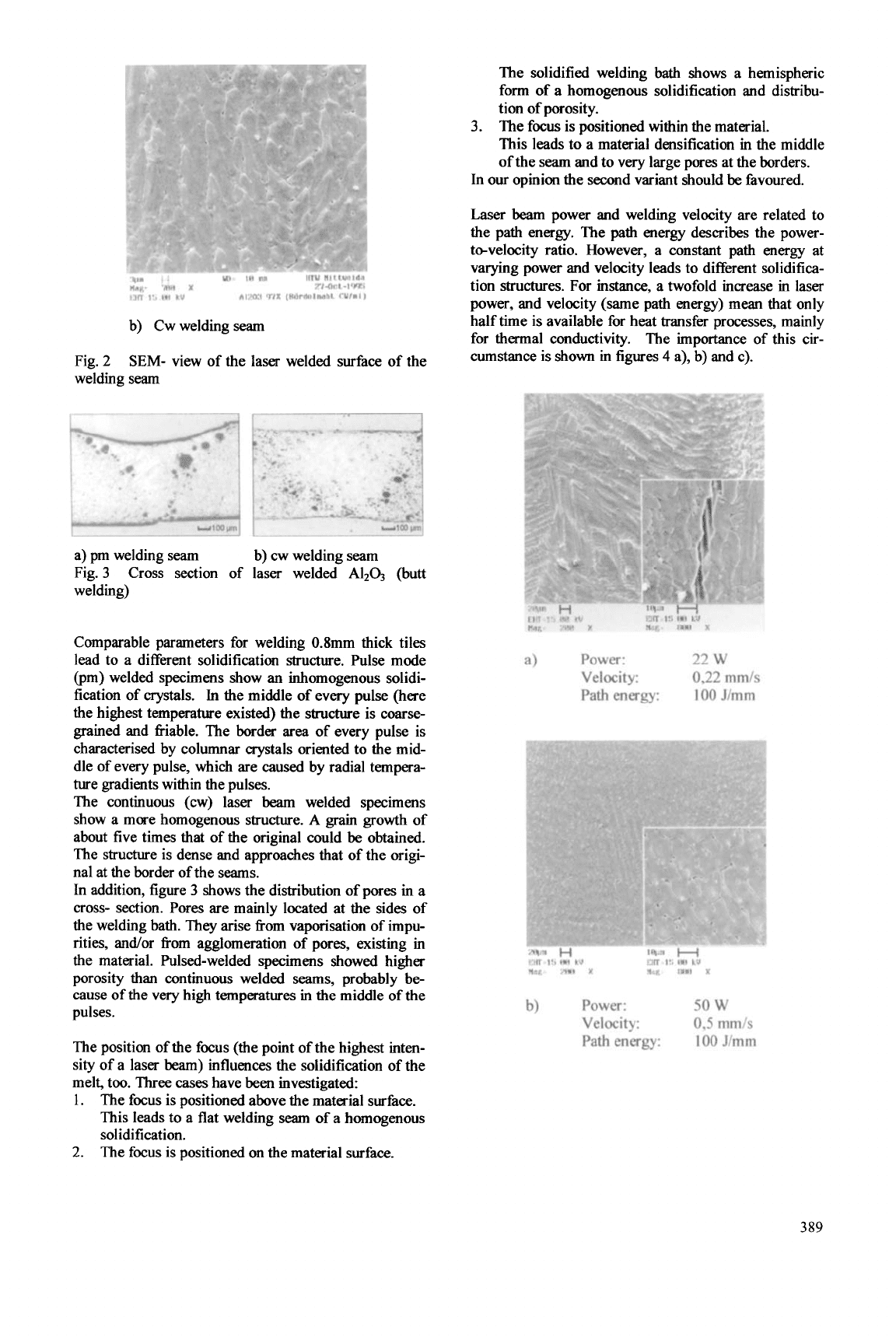
Fig.
2
welding seam
SEM-
view of the laser welded surface of the
a) pm welding seam
Fig.
3
Cross section of laser welded A12Q (butt
welding)
b) cw welding seam
Comparable parameters for welding 0.8mm thick tiles
lead to a different solidification structure. Pulse mode
(pm) welded specimens show an inhomogenous solidi-
fication of crystals.
In
the
middle of every pulse (here
the highest temperature existed) the structure is coarse-
grained and fiiable. The border area
of
every pulse is
characterised by columnar crystals oriented to the mid-
dle
of
every pulse, which are caused by radial tempera-
ture gradients within the pulses.
The continuous (cw) laser
beam
welded specimens
show a more homogenous structure.
A
grain growth of
about five times that of the original could
be
obtained.
The structure is dense and approaches that of the origi-
nal at the border
of
the
seams.
In addition, figure
3
shows the distribution of pores in a
cross- section. Pores are mainly located at
the
sides of
the welding bath. They arise 60m vaporisation of impu-
rities, and/or 60m agglomeration of pores, existing in
the material. Pulsed-welded specimens showed higher
porosity than continuous welded seams, probably be-
cause
of
the very high temperatures in
the
middle
of
the
pulses.
The position of the focus (the point of the highest inten-
sity
of
a laser
beam)
influences
the
solidification of the
melt, too.
Three
cases have been investigated:
1. The focus is positioned above
the
material surface.
This leads to a flat welding
seam
of a homogenous
solidification.
The focus is positioned on the material surface.
2.
The solidified welding bath shows a hemispheric
form of a homogenous solidification and distribu-
tion
of
porosity.
The focus is positioned within the material.
This leads to a material densification in the middle
of
the seam and to very large pores at the borders.
In
our
opinion the second variant should
be
favoured.
3.
Laser beam power and welding velocity
are
related to
the path energy. The path energy describes the power-
tevelocity ratio. However, a constant path energy at
varying power and velocity leads to different solidifica-
tion structures. For instance, a twofold increase in laser
power, and velocity (same path energy) mean that only
half time is available for heat transfer processes, mainly
for thermal conductivity. The importance of this cir-
cumstance is shown in figures
4
a), b) and c).
a) Power:
22
w
Velocity:
0,22
mm/s
Path energy: 100 J/mm
b) Power:
50
W
Velocity:
0,5
mm/s
Path energy:
100
J/mm
389
c) Power: 100
w
Velocity: 1
,O
mm/s
Path energy: 100 J/mm
Fig.4
and varying ratio of power and velocity
Surface morphology at constant path energy
Figure 4 a) shows a typical surface
for
flat welding
seams.
There is no root at the underside. Low laser
power and a low welding velocity lead to a rapid heat
transfer into the base material.
A
solidification starting
from the bath borders leads to the formation of colum-
nar crystals oriented to the centre of the bath. There
impurities will
be
concentrated melting at lower tem-
peratures. At the same time a contraction occurs at both
solidification fionts and leads to hot cracks
known
fiom
welding
of
metals.
In figure
4
b) a well-balanced ratio
between
energy
input and energy
losses
due to thermal conductivity
allows solidification in a homogenous and nearly
iso-
tropic manner. The cross-section of these joints is com-
parable with those shown in fig. 3 b). The crystal
growth is limited to the threefold value
of
the original.
These joints are
also
gas-tight.
In figure 4 c) the centre of the welding bath is
charac-
terised by big grains of up to
loop,
enclosed by high
porosity. This results
fiom
high temperatures induced
by the high welding velocity and the thereby minimised
thermal transfer. Impurities have
been
mostly vaporised.
The borders of the
seam
show columnar crystals up to a
length of 200pm.
Strength
The strength of the welded specimens
was
determined
by the
4-
point- bending method. Two pieces measuring
30x7x0.8mm3 were welded together at their fiont in a
pulsed and a continuous welding mode. The resulting
strength
(0)
compared with that
of
the original material
is shown in the following table:
Io,/Wa
I
o,*/
%
cw- welded mecimen
I
183
I85
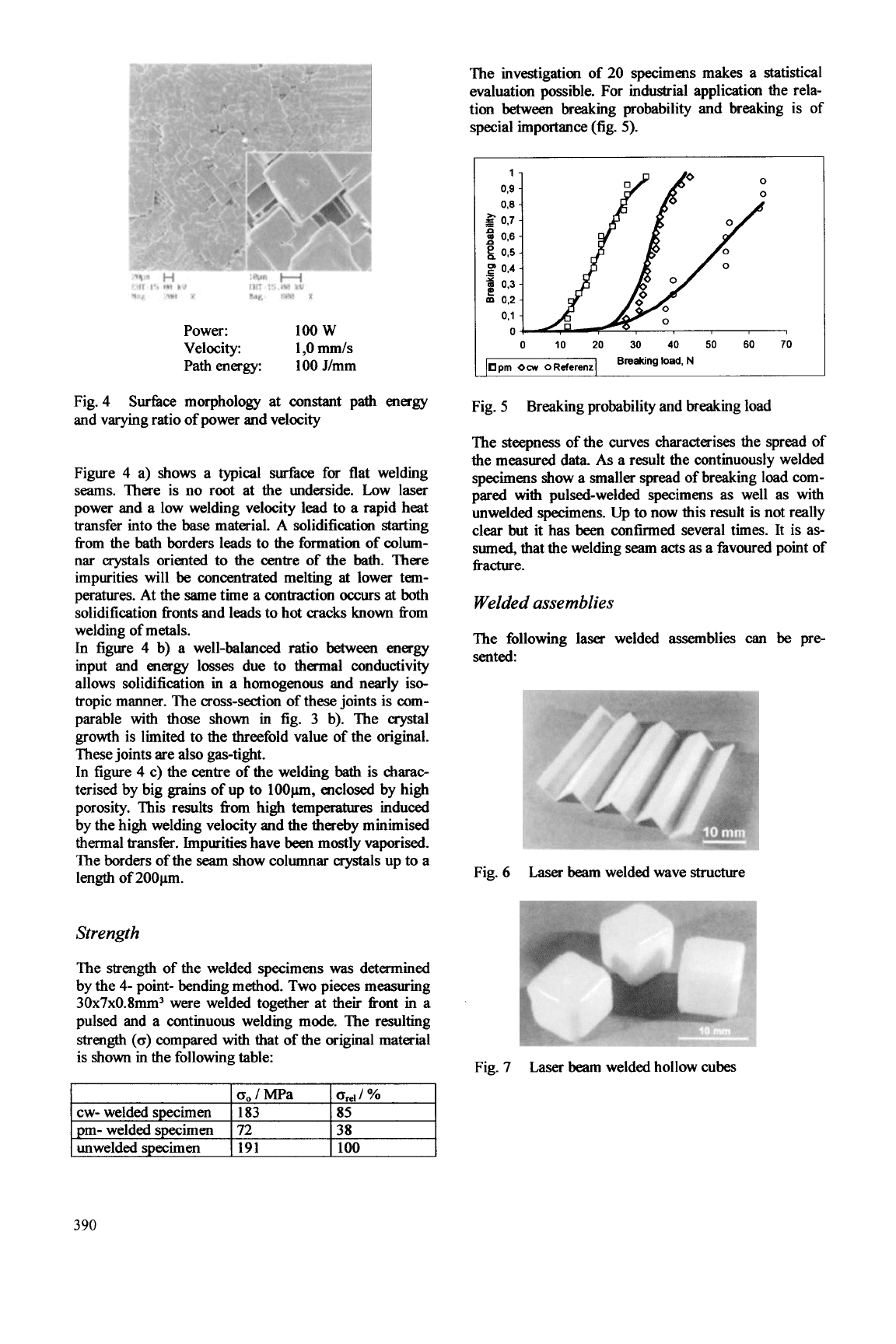
The investigation of
20
specimens makes a statistical
evaluation possible.
For
industrial application the rela-
tion
between
breaking probability and breaking is of
special importance (fig.
5).
0
10
20 30
40
50
60
70
I
pm
ow
0
Referenzl
BmMng
load’
Fig.
5
Breaking probability and breaking load
The steepness of the curves characterises the spread of
the measured
data.
As
a result the continuously welded
specimens show a smaller spread of breaking load com-
pared with pulsed-welded specimens as well as with
unwelded specimens. Up to now this result is not really
clear but it has
been
confirmed several times. It is as-
sumed,
that the welding seam acts as a favoured point of
fracture.
Welded
assemblies
The following laser welded assemblies
can
be
pre-
sented:
Fig.
6
Fig.
7
Laser
beam
welded wave structure
Laser
beam
welded hollow cubes
pm- welded specimen
I
72
I38
unwelded specimen
I
19
1
I100
390
Reference
Nagel, A.-M.: LaserstrahlschweiRen von Aluminium-
oxidkeramik,
TU
Ilmenau,
Fak.
f
Maschinenbau, Diss. (Theses)
1999
Fig.
8
Laser beam welded
tubes
Summary
Extensive investigations
of
laser welding
of
ceramics,
mostly alumina
of
a purity
of
96%,
by Nd: YAG laser
beam
were carried out
for
the first time.
The welding was done employing a
two
beam
laser
method.
The preheating
of
the material, necessary to achieve
crackfiee joints, was done by a second, scanning
C02-
laser
beam.
This technology is very well suited
for
the
laser welding technology. Particularly when compared
with the alternative method
of
preheating in a hace,
the advantages are obvious:
-
high processing speed
-
high flexibility
-
-
-
-
On
the other hand, material thickness is limited to about
2
mm
because
of
the low thermal conductivity
of
the
material used.
temperature fields
can
be
generated and varied very
quickly
creation
of
temperature gradients saves energy
material can
be
clamped by conventional methods
direct observation
of
the
process
is possible.
Furthermore it could be determined, that the wavelength
of
the Nd: YAG laser
beam
as well as the continuous
mode are very well suited
for
a homogenous solidifica-
tion structure within the welding
seam,
especially
for
thin materials. The reason is the absorption behaviour
of
alumina, the energy distribution typical
for
a laser
beam
transmitted by a fibre and the avoidance
of
a vapour-
phase.
The high quality is confirmed by a bending strength
of
85%
of
that
of
to the base material.
The mentioned results promise properties
of
the joints at
high temperatures and/or corrosive atmosphere near
them
of
the base material.
First
experiments
to
join
alumina
with
transparent
alu-
mina
of
a purity
of
more than
99,9%
and with some
metals were very promising, and should be fiuther
in-
vestigated.
Due to the technology-related limitation
of
the material
thickness and the very small welding
seams
of
about
lmm, multisectoral applications
for
small parts are
expected in a number of fields like the chemical indus-
try,
analytic, measuring, mechanical engineering, and
micro systems, leading to products and processes with
improved performance
for
the user.
39
1