Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

identified for green oxide materials, which were defined as
fracture and shearing
/lW.
In the fracture-type separation
process the elastic energy imparted to the material by the
cutting edge is reduced in the shape of macrofissures when
critical states of stresses are exceeded. The instable fissures
run ahead of the cutting edge, always going deeper than the
set cutting depths
so that the created component surface
is
characterised by macroscopic break-outs.
It was possible to describe the fracture progression in detail
by describing the cutting edge engagement in the form
of
a
mechanical fracturing substitution model
as
a superimposed
mixed-mode-stress, after it had been possible to prove the
creep brittle behaviour of green ceramics, by assigning it to
a known brittle fracture criterion, and thus an adequate
presentation of the regularitites of linear-elastic fractu
mechanics.
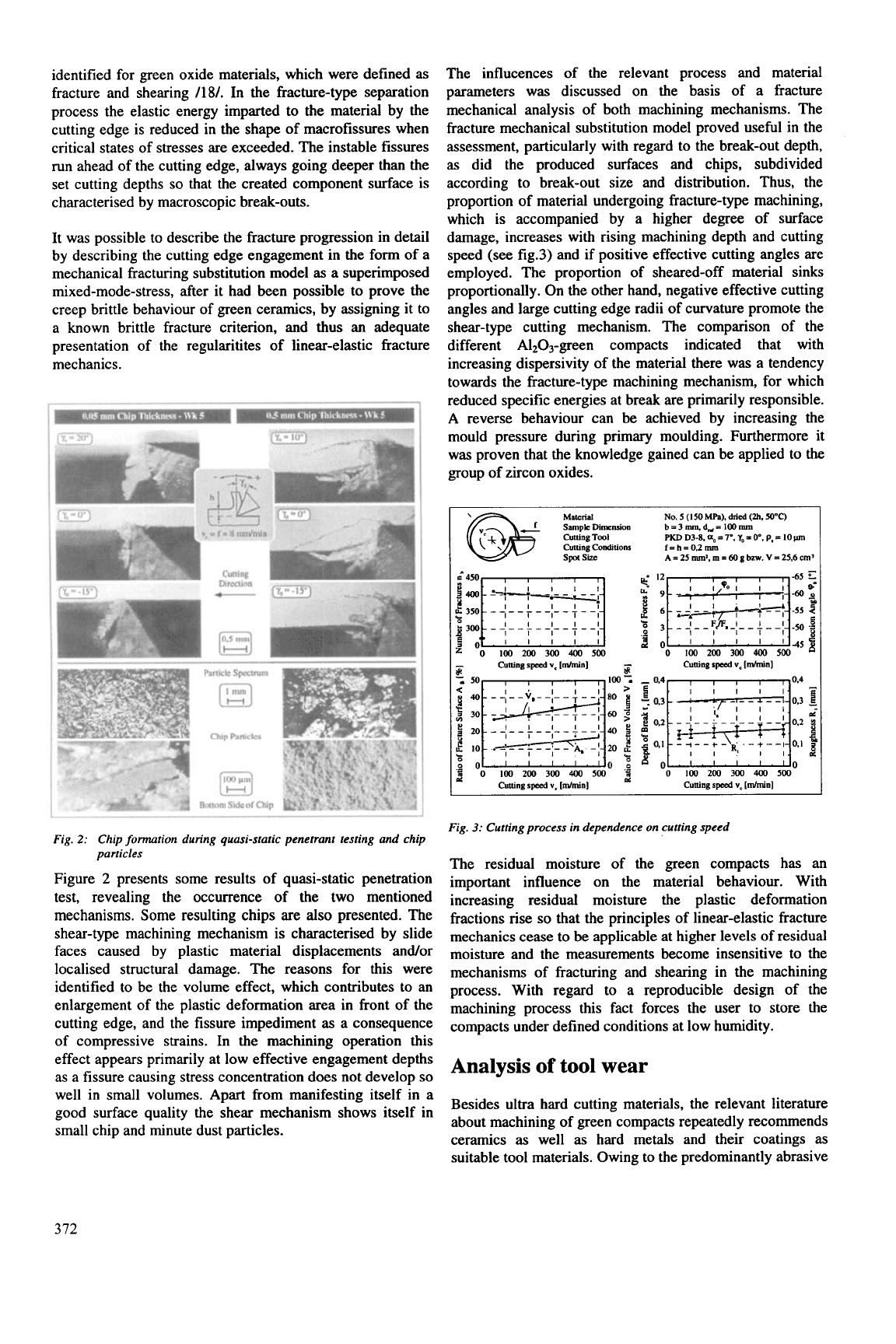
Fig.
2:
Chip formation during quasi-static penetrant testing and chip
particles
Figure
2
presents some results of quasi-static penetration
test, revealing the occurrence of the two mentioned
mechanisms. Some resulting chips are
also
presented. The
shear-type machining mechanism is characterised by slide
faces caused by plastic material displacements and/or
localised structural damage. The reasons for this were
identified to be the volume effect, which contributes to an
enlargement of the plastic deformation area in front of the
cutting edge, and the fissure impediment
as
a consequence
of compressive strains. In the machining operation this
effect appears primarily at low effective engagement depths
as a fissure causing stress concentration does not develop
so
well in small volumes. Apart from manifesting itself in a
good surface quality the shear mechanism shows itself in
small chip and minute dust particles.
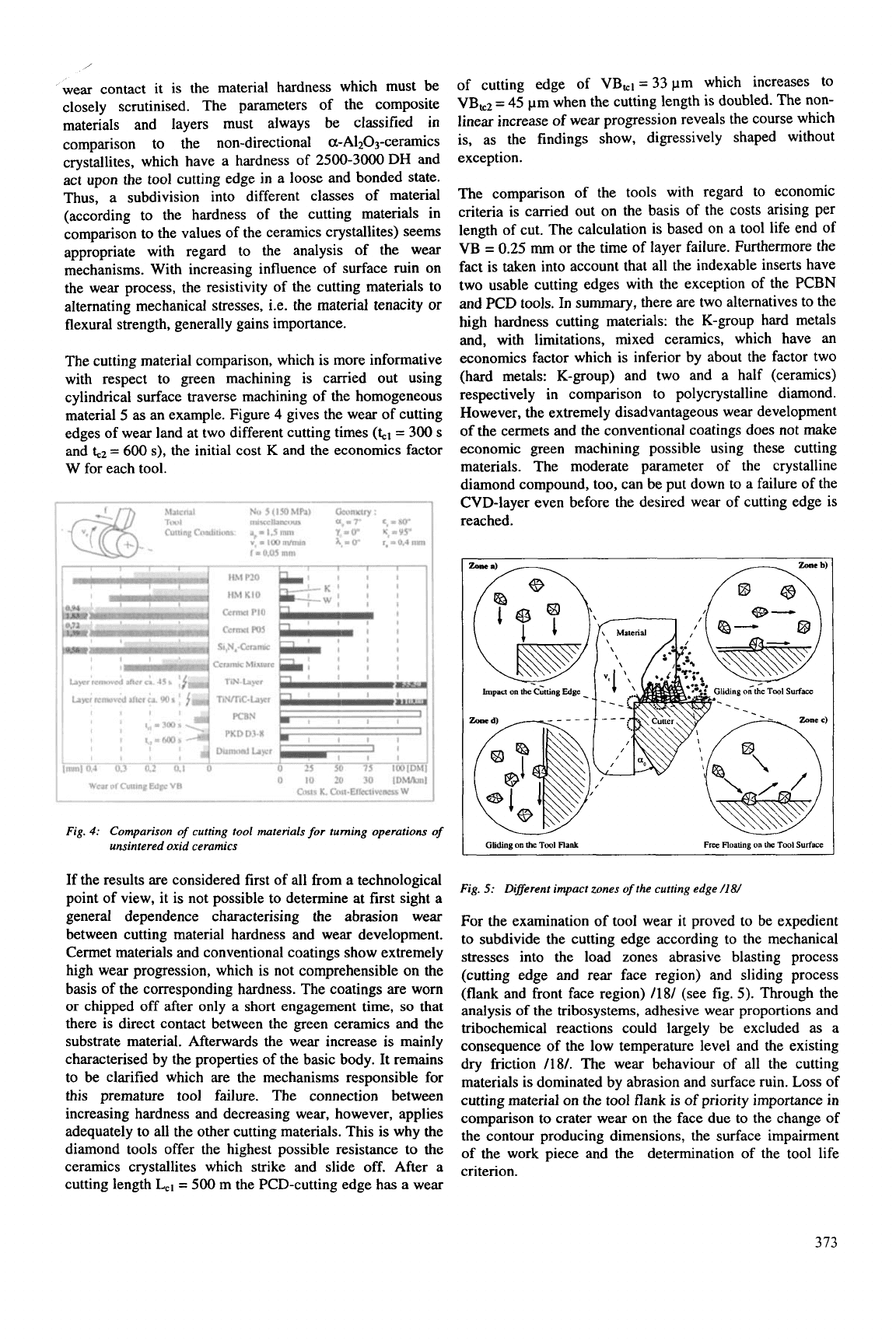
The influcences of the relevant process and material
parameters was discussed on the basis of a fracture
mechanical analysis
of
both machining mechanisms. The
fracture mechanical substitution model proved useful in the
assessment, particularly with regard to the break-out depth,
as
did the produced surfaces and chips, subdivided
according to break-out size and distribution. Thus, the
proportion of material undergoing fracture-type machining,
which is accompanied by a higher degree of surface
damage, increases with rising machining depth and cutting
speed (see fig.3) and if positive effective cutting angles are
employed. The proportion of sheared-off material sinks
proportionally. On the other hand, negative effective cutting
angles and large cutting edge radii
of
curvature promote the
shear-type cutting mechanism. The comparison of the
different A1203-green compacts indicated that with
increasing dispersivity of the material there was a tendency
towards the fracture-type machining mechanism, for which
reduced specific energies at break are primarily responsible.
A reverse behaviour can be achieved by increasing the
mould pressure during primary moulding. Furthermore it
was proven that the knowledge gained can be applied to the
group of zircon oxides.
Cuning speed v. Imhniol
Fig.
3:
Curring process in dependence
on
cutting speed
The residual moisture of the green compacts has an
important influence on the material behaviour. With
increasing residual moisture the plastic deformation
fractions rise
so
that the principles of linear-elastic fracture
mechanics cease to be applicable at higher levels of residual
moisture and the measurements become insensitive to the
mechanisms of fracturing and shearing in the machining
process. With regard to a reproducible design of the
machining process this fact forces the user to store the
compacts under defined conditions at low humidity.
Analysis
of
tool wear
Besides ultra hard cutting materials, the relevant literature
about machining of green compacts repeatedly recommends
ceramics
as
well
as
hard metals and their coatings as
suitable tool materials. Owing to the predominantly abrasive
372
/
wear contact it is the material hardness which must
be
closely scrutinised. The parameters of the composite
materials and layers must always be classified
in
comparison to the non-directional a-AI2O3-ceramics
crystallites, which have a hardness of 2500-3000DH and
act upon the tool cutting edge
in
a loose and bonded state.
Thus, a subdivision into different classes of material
(according to the hardness of the cutting materials in
comparison to the values of the ceramics crystallites) seems
appropriate with regard to the analysis of the wear
mechanisms. With increasing influence of surface ruin on
the wear process, the resistivity of the cutting materials to
alternating mechanical stresses, i.e. the material tenacity or
flexural strength, generally gains importance.
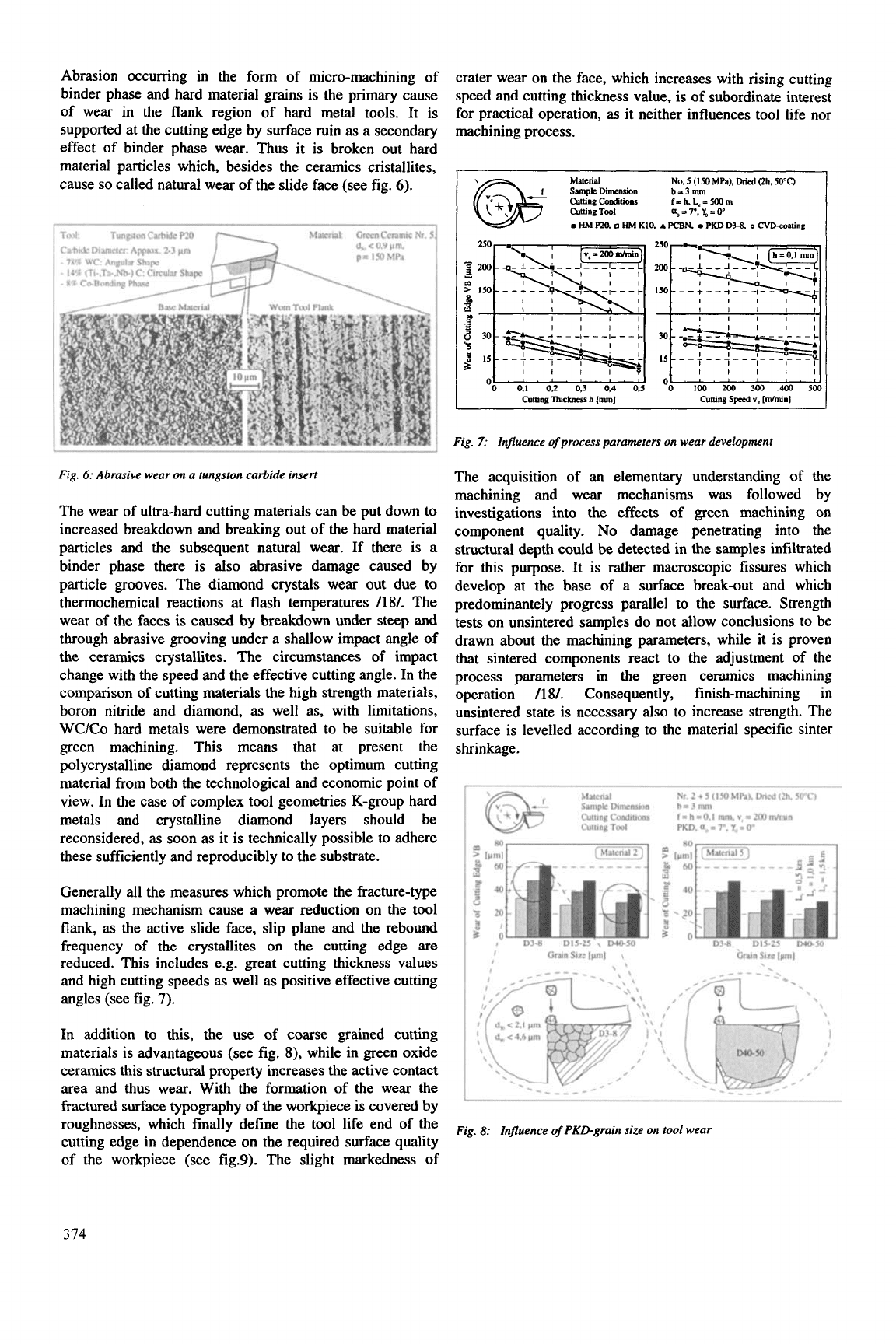
The cutting material comparison, which is more informative
with respect to green machining is carried out using
cylindrical surface traverse machining of the homogeneous
material
5
as an example. Figure
4
gives the wear of cutting
edges of wear land at two different cutting times
(GI
=
300
s
and
&2
=
600
s),
the initial cost
K
and the economics factor
W for each tool.
lml
0.4
0.3 0.2
0.1
0
0
25
SO
7S
IWlDMl
0
10
20
30
[DMhml
COSS
K.
cbsI-uTeaivencss
w
Wcnr
of
Cutting
Edge
VB
Fig.
4:
Comparison
of
cutting tool materials
for
turning operations
of
unsintered oxid ceramics
If the results are considered first of all from a technological
point of view, it is not possible to determine at first sight a
general dependence characterising the abrasion wear
between cutting material hardness and wear development.
Cermet materials and conventional coatings show extremely
high wear progression, which is not comprehensible on the
basis of the corresponding hardness. The coatings are worn
or
chipped off after only a short engagement time,
so
that
there is direct contact between the green ceramics and the
substrate material. Afterwards the wear increase is mainly
characterised by the properties of the basic body. It remains
to be clarified which are the mechanisms responsible for
this premature tool failure. The connection between
increasing hardness and decreasing wear, however, applies
adequately to all the other cutting materials. This is why the
diamond tools offer the highest possible resistance to the
ceramics crystallites which strike and slide off. After a
cutting length
L,,
=
500
m the PCD-cutting edge has a wear
of cutting edge
of
VB,,
=
33
pm which increases to
VBk2
=
45
pm when the cutting length is doubled. The non-
linear increase of wear progression reveals the course which
is, as the findings show, digressively shaped without
exception.
The comparison of the tools with regard to economic
criteria is carried out on the basis of the costs arising per
length of cut. The calculation is based on a tool life end of
VB
=
0.25
mm
or
the time of layer failure. Furthermore
the
fact is taken into account that all the indexable inserts have
two usable cutting edges with the exception of the PCBN
and
PCD
tools.
In summary, there are two alternatives to the
high hardness cutting materials: the K-group hard metals
and, with limitations, mixed ceramics, which have an
economics factor which is inferior by about the factor two
(hard metals: K-group) and two and a half (ceramics)
respectively in comparison to polycrystalline diamond.
However, the extremely disadvantageous wear development
of
the cermets and the conventional coatings does not make
economic green machining possible using these cutting
materials. The moderate parameter of the crystalline
diamond compound, too, can be put down to a failure of the
CVD-layer even before the desired wear of cutting edge is
reached.
Gliding
on
the
Tool
Flank
Free Floating
on
the
Tool
Surface
Fig.
5:
Different impact zones
of
the cutting edge
/18/
For the examination of tool wear
it
proved to be expedient
to subdivide the cutting edge according to the mechanical
stresses into the load zones abrasive blasting process
(cutting edge and rear face region) and sliding process
(flank and front face region)
/18/
(see fig.
5).
Through the
analysis of the tribosystems, adhesive wear proportions and
tribochemical reactions could largely be excluded as a
consequence of the low temperature level and the existing
dry friction
/18/.
The wear behaviour of all the cutting
materials is dominated by abrasion and surface ruin.
Loss
of
cutting material on the tool flank is of priority importance in
comparison to crater wear on the face due to the change of
the contour producing dimensions, the surface impairment
of the work piece and the
determination of the tool life
criterion.
373
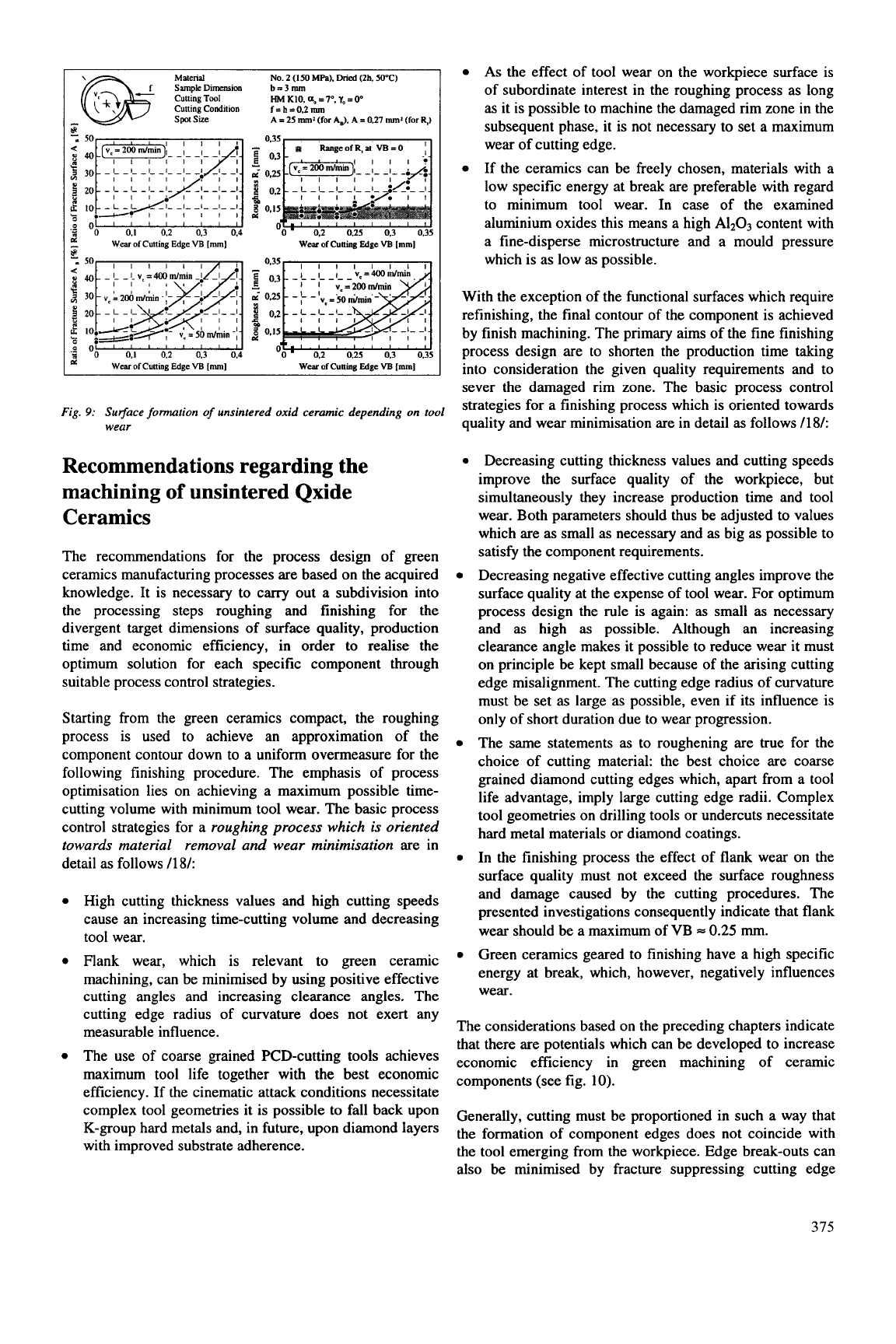
Abrasion occurring in the form of micro-machining of
binder phase and hard material grains is the primary cause
of wear in the flank region of hard metal tools. It is
supported at the cutting edge by surface ruin as a secondary
effect
of
binder phase wear. Thus it is broken out hard
material particles which, besides the ceramics cristallites,
cause
so
called natural wear of the slide face (see fig.
6).
Carbii
DiamCIec
Approl2-3
pm
-
78%
wc
.
14%
(Ti-
-
8%
c4%B
\
Yg.
6:
Abrasive wear on a tungston carbide insert
The wear of ultra-hard cutting materials can be put down to
increased breakdown and breaking out of the hard material
particles and the subsequent natural wear. If there
is
a
binder phase there is also abrasive damage caused by
particle grooves. The diamond crystals wear out due to
thermochemical reactions at flash temperatures
/18/.
The
wear of the faces is caused by breakdown under steep and
through abrasive grooving under a shallow impact angle of
the ceramics crystallites. The circumstances of impact
change with the speed and the effective cutting angle. In the
comparison of cutting materials the high strength materials,
boron nitride and diamond,
as
well as, with limitations,
WC/Co
hard metals were demonstrated to be suitable for
green machining. This means that at present the
polycrystalline diamond represents the optimum cutting
material from both the technological and economic point of
view. In the case of complex tool geometries K-group hard
metals and crystalline diamond layers should be
reconsidered, as soon
as
it is technically possible to adhere
these sufficiently and reproducibly to the substrate.
Generally all the measures which promote the fracture-type
machining mechanism cause a wear reduction on the tool
flank,
as
the active slide face, slip plane and the rebound
frequency of the crystallites
on
the cutting edge are
reduced. This includes e.g. great cutting thickness values
and high cutting speeds
as
well
as
positive effective cutting
angles (see fig.
7).
In addition to this, the use of
coarse
grained cutting
materials is advantageous (see fig.
8),
while in green oxide
ceramics this structural property increases
the
active contact
area and thus wear. With the formation
of
the wear the
fractured surface typography
of
the workpiece is covered by
roughnesses, which finally define the tool life end of the
cutting edge in dependence on the required surface quality
of the workpiece (see fig.9). The slight markedness of
crater wear on the face, which increases with rising cutting
speed and cutting thickness value, is of subordinate interest
for practical operation,
as
it neither influences tool life nor
machining process.
M*M
Sample
Dimension
Cutting
Conditions
rn
HM
€20,
0
HM
K10.
A
PCBN.
PKD D3-8,
o
CVD-coating
No.
5
(ISOMPa),
Dried
(2h.
50°C)
b
=
3
mm
f
=
h
Lc
=
MO
m
Cutting
Tool
a.
=
7*,
7,
=o*
Fig.
7:
Influence
of
process parameters
on
wear development
The acquisition of an elementary understanding of
the
machining and wear mechanisms was followed by
investigations into the
effects
of green machining on
component quality.
No
damage penetrating into the
structural depth could
be
detected in the samples infiltrated
for this purpose. It is rather macroscopic fissures which
develop at the base of a surface break-out and which
predominantely progress parallel to the surface. Strength
tests on unsintered samples do not allow conclusions to be
drawn about the machining parameters, while it is proven
that sintered components react to the adjustment of the
process parameters in the green ceramics machining
operation
I1
81.
Consequently, finish-machining
in
unsintered state is necessary also to increase strength. The
surface is levelled according to the material specific sinter
shrinkage.
Maferinl
@$
SampleDimension
b=3m
Cuning
Conditions
Nr.
2
+
5
(ISOMPa), Dried
(2h,
50°C)
f
=
h
=
0.1
nun
v.
=
2M
mlmin
Cutting
Tool
PKD.
a,
=
7-,
r,
=
oo
I
I
\
Grain
sizc
[pml
Fig.
8:
Influence
of
PKD-grain size
on
tool
wear
3
74
Material
Sampk
Dimension
Cuning
Tool
Cutting Condition
No.
2
(IS0
MPa).
Dried
(2h.
SOT)
b
=
3
nun
HM
KIO.
a,
=
7".
r,
=
0"
f
=
h
=
0.2
nun
As
the effect of tool wear on the workpiece surface is
of subordinate interest in the roughing process as long
as
it is possible to machine the damaged rim zone in the
subseauent Dhase.
it
is not necessarv to set a maximum
Spa
Size
A
=
25
mm*
(for
AJ. A
=
0.27
mml
(for
R,)
P
-
Wear
of
Cuning
Edge
VB
[mml
Wear
of
Cuning
Edge
VB
lmml
9:
Sugace
formation
of
unsintered oxid ceramic depending
on
tool
wear
wear of cutting edge.
If the ceramics can be freely chosen, materials with a
low specific energy at break are preferable with regard
to minimum tool wear. In case of the examined
aluminium oxides this means a high
A1203
content with
a fine-disperse microstructure and a mould pressure
which is as low as possible.
Recommendations regarding the
machining
of
unsintered Qxide
Ceramics
0
The recommendations for the process design of green
ceramics manufacturing processes are based on the acquired
knowledge. It is necessary to carry out a subdivision into
the processing steps roughing and finishing for the
divergent target dimensions of surface quality, production
time and economic efficiency, in order to realise the
optimum solution for each specific component through
suitable process control strategies.
Starting from the green ceramics compact, the roughing
process is used to achieve an approximation of the
component contour down to a uniform overmeasure for the
following finishing procedure. The emphasis of process
optimisation lies on achieving a maximum possible time-
cutting volume with minimum tool wear. The basic process
control strategies for a
roughing process which is oriented
towards material removal and wear minimisation
are in
detail as follows
/18/:
0
High cutting thickness values and high cutting speeds
cause an increasing time-cutting volume and decreasing
tool wear.
Flank wear, which is relevant to green ceramic
machining, can be minimised by using positive effective
cutting angles and increasing clearance angles. The
cutting edge radius of curvature does not exert any
__
With the exception of the functional surfaces which require
refinishing, the final contour of the component is achieved
by finish machining. The primary aims of the fine finishing
process design are to shorten the production time taking
into consideration the given quality requirements and to
sever the damaged rim zone. The basic process control
strategies for a finishing process which is oriented towards
quality and wear minimisation are
in
detail
as
follows
/18/:
Decreasing cutting thickness values and cutting speeds
improve the surface quality of the workpiece, but
simultaneously they increase production time and tool
wear. Both parameters should thus be adjusted to values
which are
as
small as necessary and
as
big as possible to
satisfy the component requirements.
Decreasing negative effective cutting angles improve the
surface quality at the expense of tool wear. For optimum
process design the rule is again:
as
small
as
necessary
and
as
high
as
possible. Although an increasing
clearance angle makes it possible to reduce wear it must
on principle be kept small because of the arising cutting
edge misalignment. The cutting edge radius of curvature
must be set as large as possible, even if its influence is
only of short duration due to wear progression.
The same statements as to roughening are true for the
choice of cutting material: the best choice are coarse
grained diamond cutting edges which, apart from a tool
life advantage, imply large cutting edge radii. Complex
tool geometries on drilling tools or undercuts necessitate
hard metal materials or diamond coatings.
In the finishing process the effect of flank wear on the
surface quality must not exceed the surface roughness
and damage caused by the cutting procedures. The
presented investigations consequently indicate that flank
wear should be a maximum of VB
=
0.25
mm.
Green ceramics geared to finishing have a high specific
energy at break, which, however, negatively influences
wear.
'lhe considerations based on the preceding chapters indicate
that there are potentials which can be developed to increase
in
green
machining
of
ceramic
components
(see
fig.
measurable influence.
maximum tool life together with the best economic
efficiency. If the cinematic attack conditions necessitate
The use of coarse grained PCD-cutting tools achieves
economic
geometries
it
is
possible
to
back
upon
and*
in
future* upon
diamond
layers
Generally, cutting must be proportioned in such a way that
the formation of component edges does not coincide with
K-grOuP hard
with improved substrate adherence.
the tool emerging from the workpiece. Edge break-outs can
also be minimised by fracture suppressing cutting edge
375
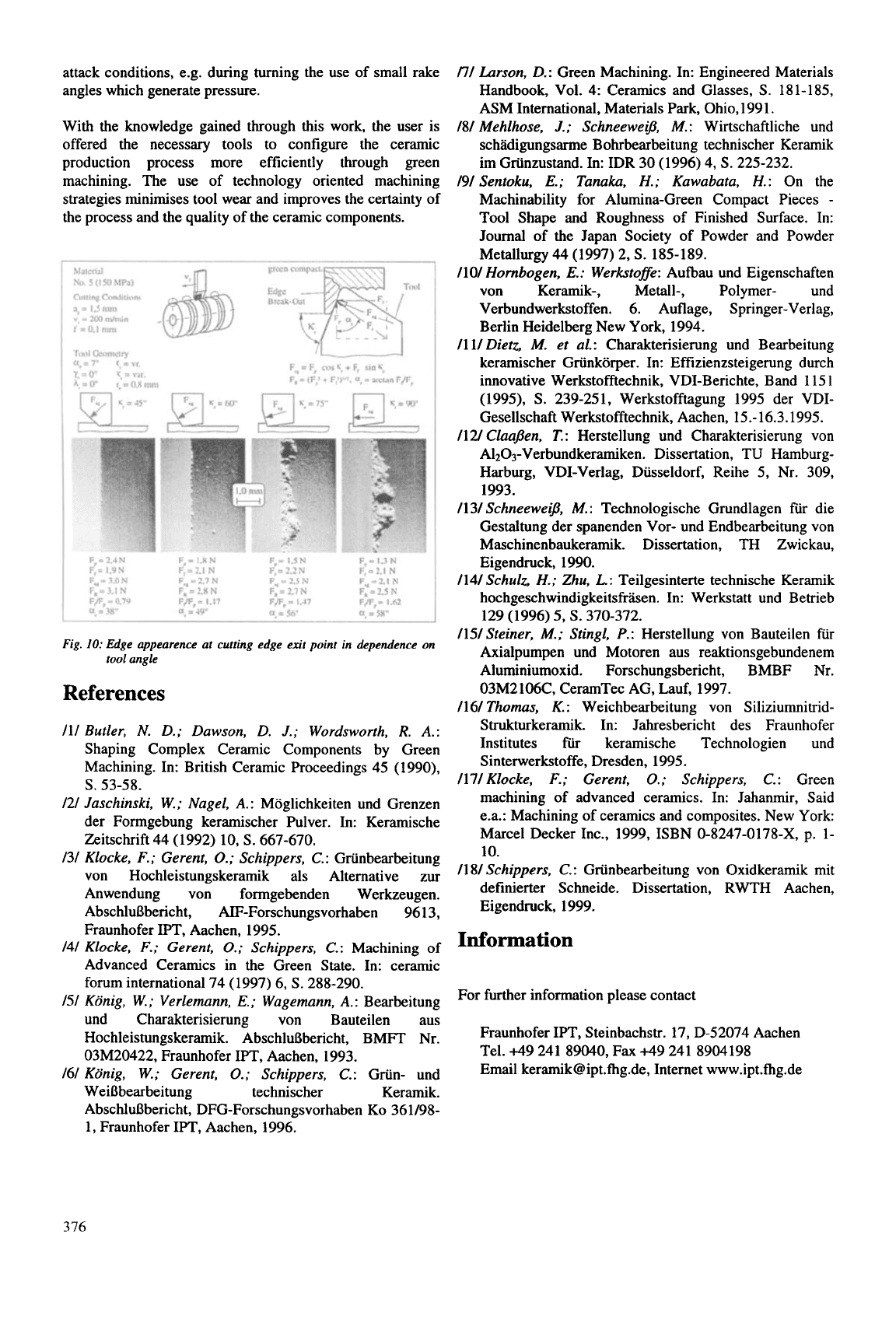
attack conditions, e.g. during turning the use of small rake
angles which generate pressure.
With the knowledge gained through this work, the user is
offered the necessary tools to configure the ceramic
production process more efficiently through green
machining. The use of technology oriented machining
strategies minimises tool wear and improves the certainty of
the process and the quality of the ceramic components.
F,=3.ON F,=27N F,-
21
N
F,=3.l
N FK-LSN F,=27N
F,=LSN
Fff.Po.79
FJF
P
1.17 FJF
=
1.47
Fff
=
1.62
Fig.
10:
Edge appearence
at
cutting edge exit point in dependence on
tool
angle
References
I11
Butler, N. D.; Dawson, D.
J.;
Wordsworth,
R.
A.:
Shaping Complex Ceramic Components by Green
Machining. In: British Ceramic Proceedings
45 (1990),
I21
Jaschinski, W.; Nagel,
A.:
Moglichkeiten und Grenzen
der Formgebung keramischer Pulver. In: Keramische
Zeitschrift
44 (1992) 10,
S.
667-670.
I31
Klocke,
F.;
Gerent,
0.;
Schippers,
C.:
Griinbearbeitung
von Hochleistungskeramik als Alternative zur
Anwendung von formgebenden Werkzeugen.
AbschluBbericht, AIF-Forschungsvorhaben
9613,
Fraunhofer IPT, Aachen,
1995.
141
Klocke,
F.;
Gerent,
0.;
Schippers,
C.:
Machining of
Advanced Ceramics in the Green State. In: ceramic
forum international
74 (1997) 6,
S.
288-290.
I51
Konig, W.; Verlemann,
E.;
Wagemann,
A.:
Bearbeitung
und Charakterisierung von Bauteilen aus
Hochleistungskeramik. AbschluBbericht, BMFT Nr.
03M20422,
Fraunhofer IPT, Aachen,
1993.
I61
Konig, W.; Gerent,
0.;
Schippers,
C.:
Griin- und
WeiBbearbeitung technischer Keramik.
AbschluBbericht, DFG-Forschungsvorhaben KO
361198-
1,
Fraunhofer IPT, Aachen,
1996.
S.
53-58.
I71
Lurson, D.:
Green Machining. In: Engineered Materials
Handbook, Vol.
4:
Ceramics and Glasses,
S.
181-185,
ASM International, Materials Park, Ohio,
199 1.
181
Mehlhose,
J.;
Schneeweg,
M.
:
Wirtschaftliche und
schadigungsarme Bohrbearbeitung technischer Keramik
im Griinzustand. In: IDR
30 (1996) 4,
S.
225-232.
191
Sentoku,
E.;
Tanaku,
H.;
Kawabata,
H.:
On the
Machinability for Alumina-Green Compact Pieces
-
Tool Shape and Roughness
of
Finished Surface. In:
Journal
of
the Japan Society of Powder and Powder
Metallurgy
44
(1997) 2,
S.
185-189.
I101
Hornbogen,
E.:
Werkstoffe:
Aufbau und Eigenschaften
von Keramik-, Metall-, Polymer- und
Verbundwerkstoffen.
6.
Auflage, Springer-Verlag,
Berlin Heidelberg New York,
1994.
I1 11
Dietz
M.
et al.:
Charakterisierung und Bearbeitung
keramischer Griinkorper. In: Effizienzsteigerung durch
innovative Werkstofftechnik, VDI-Berichte, Band
115
1
(1995),
S.
239-251,
Werkstofftagung
1995
der VDI-
Gesellschaft Werkstofftechnik, Aachen,
15
.-
16.3.1995.
/12/
Claaflen,
T.:
Herstellung und Charakterisierung von
A1203-Verbundkeramiken. Dissertation, TU Hamburg-
Harburg, VDI-Verlag, Dusseldorf, Reihe
5,
Nr.
309,
1993.
I131
Schneeweg, M.:
Technologische Grundlagen fur die
Gestaltung der spanenden Vor- und Endbearbeitung von
Maschinenbaukeramik. Dissertation, TH Zwickau,
Eigendruck,
1990.
1141
Schulz,
H.;
Zhu,
L:
Teilgesinterte technische Keramik
hochgeschwindigkeitsfrhen.
In: Werkstatt und Betrieb
I151
Steiner, M.; Stingl,
P.:
Herstellung von Bauteilen
fiir
Axialpumpen und Motoren aus reaktionsgebundenem
Aluminiumoxid. Forschungsbericht, BMBF Nr.
03M2106C,
CeramTec AG, Lauf,
1997.
1161
Thomas, K.:
Weichbearbeitung von Siliziumnitrid-
Strukturkeramik. In: Jahresbericht des Fraunhofer
Institutes
fiir
keramische Technologien und
Sinterwerkstoffe, Dresden,
1995.
1171
Klocke,
F.;
Gerent,
0.;
Schippers,
C.:
Green
machining of advanced ceramics. In: Jahanmir, Said
e.a.: Machining of ceramics and composites. New York:
Marcel Decker Inc.,
1999,
ISBN
0-8247-0178-X,
p.
1-
10.
I1 81
Schippers,
C.:
Griinbearbeitung von Oxidkeramik mit
definierter Schneide. Dissertation, RWTH Aachen,
Eigendruck,
1999.
129 (1996)
5,
S.
370-372.
Informa
tion
For further information please contact
Fraunhofer IPT, Steinbachstr.
17, D-52074
Aachen
Tel.
49 241 89040,
Fax
+49 241 8904198
Email keramik@ipt.fhg.de, Internet www.ipt.fhg.de
376
LASER-ASSISTED TURNING
OF'
SILICON-NITRIDE CERAMICS
F.
Klocke,
S.
Bausch*, T. Bergs
Fraunhofer-Institut fur Produktionstechnologie
IPT,
D-52074
Aachen, Germany
ABSTRACT
The production of high-precision parts made of silicon
nitride ceramic such as roller bearing rings
or
valves,
has required time and cost intensive finish-grinding
operations up to now. This situation has resulted
in
a
demand
for
more efficient machining techniques to be
developed and made available to manufacturing
industry. A prototype precision lathe with an integrated
high power diode for laser-assisted turning has been
developed at the Fraunhofer-IPT, which co-operated
closely with industrial partners. Continuous heating of
the workpiece via laser and the resultant localized
loss
of
material strength, make
it
possible to machine
ceramics using a geometrically defined cutting edge.
Complex silicon nitride parts can be manufactured
without cooling lubricant, considerably more flexibly
and with surface qualities of up to R,=0.3 pm.
INTRODUCTION
Advanced ceramics are gaining steadily
in
significance
due to increasingly exacting demands which technical
products have to meet. The driving force in this
development comes not only from the need to make
existing components more efficient but also from the
desire expressed by companies to access whole new
areas of application. Hybrid
or
even ceramic roller
bearings are now being manufactured, for example.
These enhance the sliding and emergency running
properties
in
high-frequency spindles and can withstand
exposure to extremely aggressive media. Pilot
applications are already in place in the engine building
sector. Valves made of silicon nitride ceramic are
significantly lighter
in
weight and boast considerably
higher levels
of
wear resistance than steel valves.
The comparatively high manufacturing cost of these
materials is limiting the more extensive use of these
materials. The costs are incurred firstly by the
manufacture of the sintered parts on one hand and on
the other, by the need for time-consuming and costly
end-machining operations. Unfavorable over-
dimensions on sometimes very complex contours,
usually require protracted grinding operations which are
not expected to achieve any notable increase in the
volume of material removal. From an ecological point
of view, the use of large amounts of cooling lubricant is
a further drawback
of
grinding. Since there have been
hardly any alternative processes
so
far, manufacturers
have simply had to put up with this situation
[1,2,3,6].
Intensive efforts focussing on both process and on
machine technology, have resulted
in
the development
of an innovative technique, laser-assisted turning,
referred to
in
the following as >>LATa, which is on the
threshold of industrial implementation. The higher
flexibility and the considerable reduction
in
setting up
time in comparison with conventional grinding
operations, are only some of the points
in
favor of this
technique. It also eliminates completely the need for
cooling lubricants.
The development of laser-assisted turning would not
have been possible without intensive co-operation
between the Fraunhofer-IPT, systems manufacturers and
industrial users
or
without the support of the German
Federal Ministry for Education and Research (BMBF).
An insight into the principle underlying this technique
will be given
in
the following as will the specific areas
of application and technological limits
in
the
manufacture of parts made of silicon-nitride ceramic.
LASER-ASSISTED TURNING
OF
SILICON-NITRIDE CERAMIC
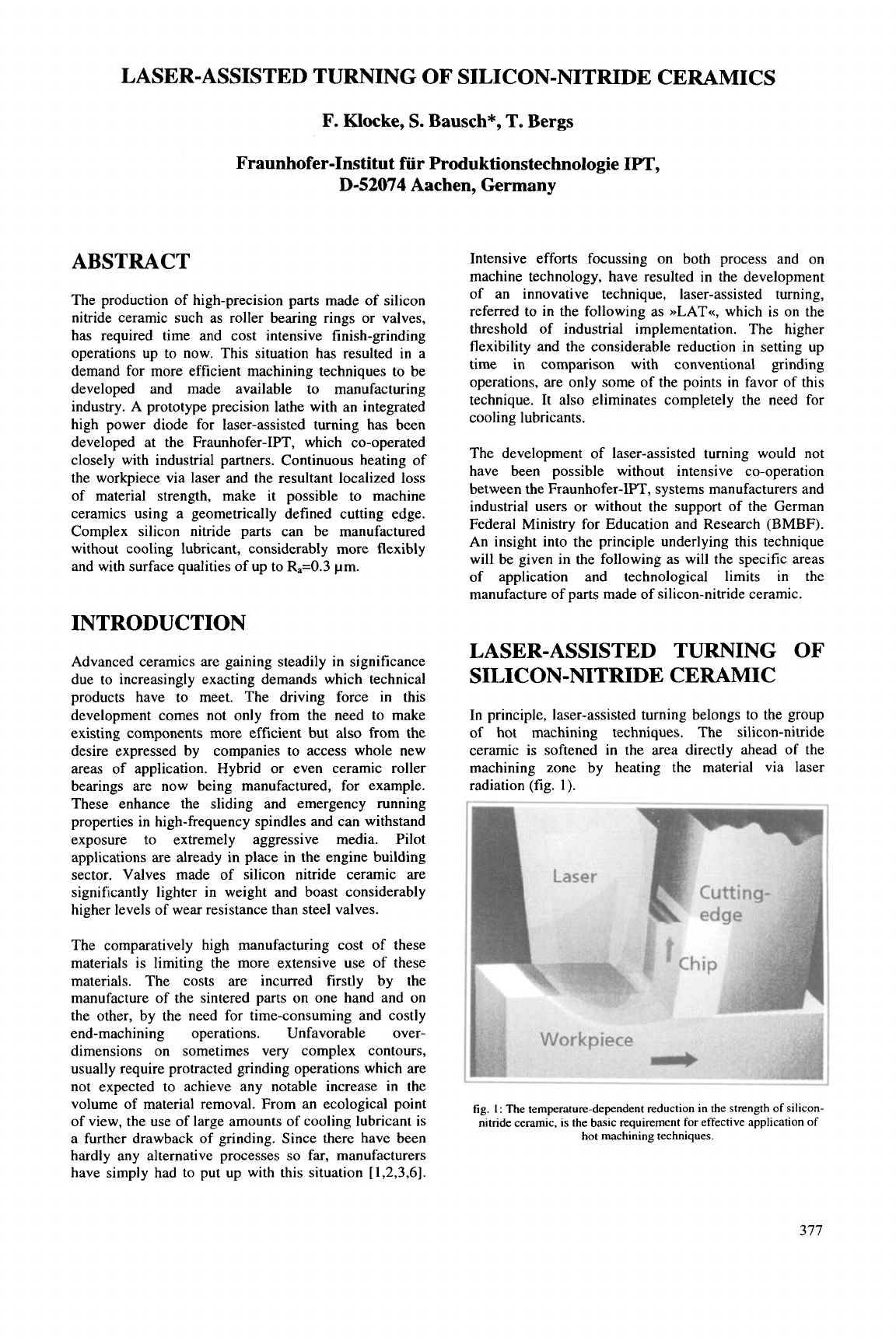
In principle, laser-assisted turning belongs to the group
of hot machining techniques. The silicon-nitride
ceramic is softened in the area directly ahead of the
machining zone by heating the material via laser
radiation (fig.
1).
fig.
I:
The temperature-dependent reduction in the strength of silicon-
nitride ceramic,
is
the basic requirement
for
effective application
of
hot machining techniques.
377
This is attributable mainly to the high-temperature
strength characteristics of the amorphous glass phase
surrounding the rod-shaped silicon-nitride crystals. It
looses its initial strength at any temperature in excess of
approx.
lo00
"C. The reduction in deformation
resistance
as
the temperature of the glass phase
increases, ultimately results in enhanced machining
characteristics. From the point of view of wear and
economic efficiency, it makes sense to machine silicon-
nitride ceramic using cutting tools with defined cutting
edge geometry, only after this point has been reached
[1,2,31.
Work carried out to identify suitable tools, has shown
that the combination of high levels of hardness in
conjunction with sufficient high-temperature strength is
the principle requirement for tool life oriented
machining. To date, these requirements have been met
only by high performance cutting materials made of
cubic boron nitride (CBN) and of polycrystalline
diamond (PCD). The types concerned, are all
commercially available.
Laser-assisted turning is closely related to conventional
turning in terms of the classical cutting parameters of
cutting speed, feed and cutting depth. However, only
additional variables, the so-called laser parameters, must
be taken into account when the process is designed to
reach a minimum level of heat. The level of laser power
as well as the shape and position of the focal spot must
be regulated
so
as to ensure that heat is generated
selectively and in a controlled manner since this is the
only means of ensuring a sufficiently high level of
process reliability. The complex three-dimensional
temperature profile which develops
as
a result of the
relative motion between the workpiece surface and the
focal spot, poses particular problems. The ultimate
objective
is
to ensure that the thermal conditions which
ensure good material machining characteristics are in
place within the machining zone which is usually a few
millimeters away from the focal spot.
The cutting and laser parameters interact directly with
one another. When, for example, the cutting speed is
reduced at a constant focal spot temperature, the
temperature level
in
the machining section drops,
because the material is exposed to a longer period of
cooling as a result of the lower speed at which it moves
between the laser focal point and the cutting edge.
Effects of this nature make it vital to ensure that the
parameters are balanced precisely to suit one another
(fig.
2).
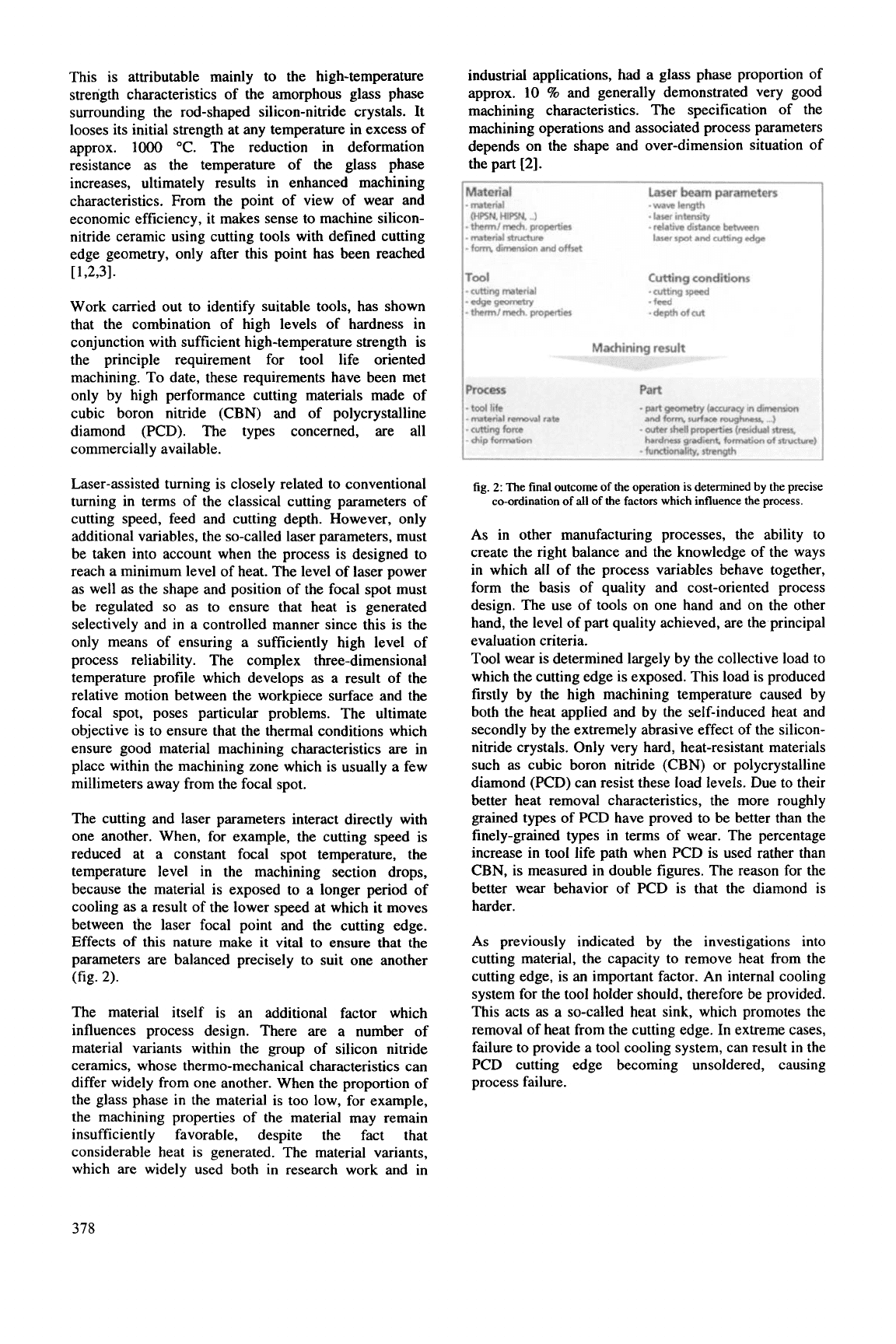
The material itself is an additional factor which
influences process design. There are a number of
material variants within the group of silicon nitride
ceramics, whose thermo-mechanical characteristics can
differ widely from one another. When the proportion of
the glass phase in the material is too low, for example,
the machining properties of the material may remain
insufficiently favorable, despite the fact that
considerable heat is generated. The material variants,
which are widely used both in research work and in
industrial applications, had a glass phase proportion of
approx. 10
96
and generally demonstrated very good
machining characteristics. The specification of the
machining operations and associated process parameters
depends on the shape and over-dimension situation of
the part [2].
fig.
2:
The final outcome of the operation
is
determined
by
the precise
co-ordination of
all
of the factors which influence the process.
As in other manufacturing processes, the ability to
create the right balance and the knowledge of the ways
in which all of the process variables behave together,
form the basis of quality and cost-oriented process
design. The use of tools on one hand and on the other
hand, the level of part quality achieved, are the principal
evaluation criteria.
Tool wear is determined largely by the collective load to
which the cutting edge is exposed. This load is produced
firstly by the high machining temperature caused by
both the heat applied and by the self-induced heat and
secondly by the extremely abrasive effect of the silicon-
nitride crystals. Only very hard, heat-resistant materials
such as cubic boron nitride (CBN)
or
polycrystalline
diamond (PCD) can resist these load levels. Due to their
better heat removal characteristics, the more roughly
grained types of PCD have proved to be better than the
finely-grained types in terms of wear. The percentage
increase in tool life path when PCD is used rather than
CBN, is measured in double figures. The reason for the
better wear behavior of PCD is that the diamond is
harder.
As
previously indicated by the investigations into
cutting material, the capacity to remove heat from the
cutting edge, is an important factor. An internal cooling
system for the tool holder should, therefore be provided.
This acts as a so-called heat sink, which promotes the
removal of heat from the cutting edge. In extreme cases,
failure to provide a tool cooling system, can result
in
the
PCD cutting edge becoming unsoldered, causing
process failure.
378
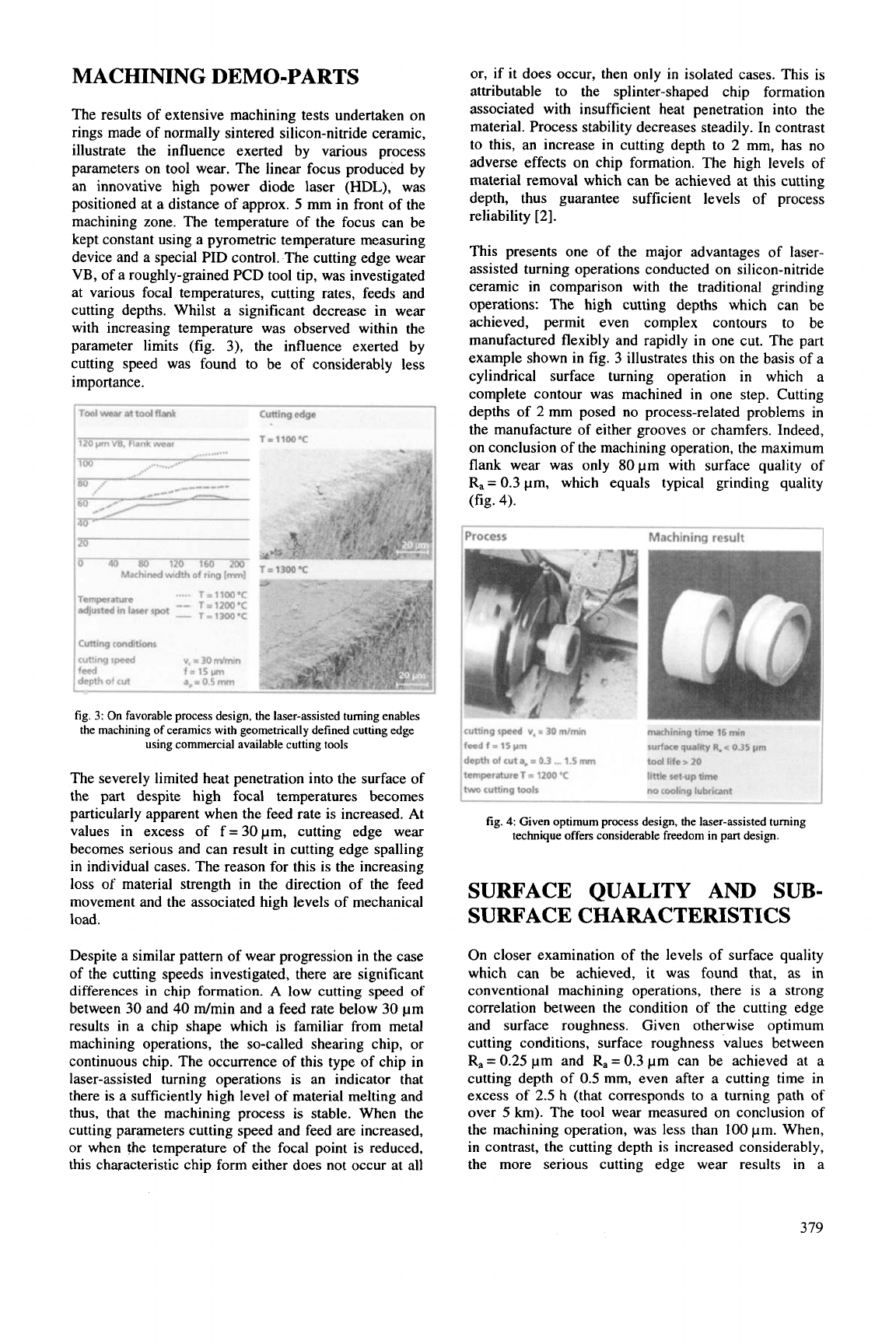
MACHINING DEMO-PARTS
The results of extensive machining tests undertaken on
rings made of normally sintered silicon-nitride ceramic,
illustrate the influence exerted by various process
parameters on tool wear. The linear focus produced by
an innovative high power diode laser
(HDL),
was
positioned at a distance of approx.
5
mm
in
front of the
machining zone. The temperature of the focus can be
kept constant using a pyrometric temperature measuring
device and a special PID control. The cutting edge wear
VB,
of a roughly-grained PCD tool tip, was investigated
at various focal temperatures, cutting rates, feeds and
cutting depths. Whilst a significant decrease in wear
with increasing temperature was observed within the
parameter limits (fig. 3), the influence exerted by
cutting speed was found to be of considerably less
importance.
fig.
3:
On favorable process design, the laser-assisted turning enables
the machining of ceramics with geometncally defined cutting edge
using commercial available cutting tools
The severely limited heat penetration into the surface of
the part despite high focal temperatures becomes
particularly apparent when the feed rate is increased. At
values in excess of f=30pm, cutting edge wear
becomes serious and can result in cutting edge spalling
in
individual cases. The reason for this is
the
increasing
loss
of
material strength in the direction of the feed
movement and the associated high levels of mechanical
load.
Despite a similar pattern of wear progression
in
the case
of the cutting speeds investigated, there are significant
differences
in
chip formation.
A
low cutting speed of
between 30 and
40
dmin and a feed rate below 30 pm
results in a chip shape which is familiar from metal
machining operations, the so-called shearing chip,
or
continuous chip. The occurrence of this type of chip
in
laser-assisted turning operations is an indicator that
there is a sufficiently high level of material melting and
thus, that the machining process
is
stable. When the
cutting parameters cutting speed and feed are increased,
or
when the temperature of the focal point is reduced,
this characteristic chip form either does not occur at all
or,
if it does occur, then only
in
isolated cases. This is
attributable to the splinter-shaped chip formation
associated with insufficient heat penetration into the
material. Process stability decreases steadily. In contrast
to this, an increase in cutting depth to 2 mm, has no
adverse effects on chip formation. The high levels of
material removal which can be achieved at this cutting
depth, thus guarantee sufficient levels of process
reliability [2].
This presents one of the major advantages of laser-
assisted turning operations conducted on silicon-nitride
ceramic in comparison with the traditional grinding
operations: The high cutting depths which can be
achieved, permit even complex contours to be
manufactured flexibly and rapidly
in
one cut. The part
example shown in fig. 3 illustrates this on the basis of a
cylindrical surface turning operation
in
which a
complete contour was machined
in
one step. Cutting
depths of
2
mm posed no process-related problems
in
the manufacture of either grooves
or
chamfers. Indeed,
on conclusion of the machining operation, the maximum
flank wear was only 80pm with surface quality of
R,
=
0.3 pm, which equals typical grinding quality
(fig.
4).
Process
Machining
result
cuttingrpawl
v.=Mmhnin
feedf
P
15pm
depth
of
cut
temperature
Tr
1200
Y
two
cutting
took
iz
0.3 ...
1.5
mn
fig.
4:
Given optimum process design, the laser-assisted turning
technique offers considerable freedom in
part
design.
SURFACE QUALITY AND SUB-
SURFACE CHARACTERISTICS
On closer examination of the levels of surface quality
which can be achieved, it was found that, as in
conventional machining operations, there is a strong
correlation between the condition of the cutting edge
and surface roughness. Given otherwise optimum
cutting conditions, surface roughness values between
Ra=0.25pm and Ra=0.3pm can be achieved at a
cutting depth of
0.5
mm, even after a cutting time
in
excess of 2.5 h (that corresponds to a turning path of
over
5
km).
The tool wear measured on conclusion of
the machining operation, was less than
100
pm. When,
in
contrast, the cutting depth
is
increased considerably,
the more serious cutting edge wear results
in
a
379
deterioration in surface quality to values of
approx.
0.6
pm. Since the process is always stable, pre-
machining or rough-machining operations, in
which
surface quality is of much less importance, can be
conducted under these conditions
[2,3].
The extremely high localized heating of the part,
presents the question
as
to the possibility of subsurface
part damage. To date, none of the investigations
conducted have confirmed any reduction in strength in
sample parts manufactured in laser-assisted operations.
In fact, the characteristic fracture strength was found to
be higher than that of the samples which had been
ground whilst the probability of fracture was virtually
identical (Weibull Modulus). The tribological
characteristics too, of rolling contact for example,
proved more favorable than in the case of the demo-
parts machined in a grinding operations. This applied
particularly to rolling stress in dry machining
operations. However, the part heating factor assumes
additional importance with regard to thermal expansion
and the resultant form errors. Although these have not
yet be measured in concrete terms, it can be assumed
from the low thermal expansion coefficients of silicon-
nitride ceramic, that these form errors lie within
acceptable boundaries
[3].
On the basis of the technological information acquired
so
far, the following conclusions can
be
drawn in
relation to the efficiency of the LAT technique: Despite
laser penetration, parts made of silicon-nitride ceramic
can be manufactured without exerting any adverse
influence on the mechanical characteristics. The surface
quality which can be achieved is comparable to that
achieved in grinding operations, and in some cases,
actually exceeds grinding quality. Greater cutting depths
permit the flexible manufacture of a wide range of
contours at high material removal rates.
The
use of
standard
PCD
tool tips is conducive to long tool life
times and, due to the defined cutting edge geometry,
CNC-controlled cutting operations. This operation does
not require the use of cooling lubricants. However, it is
important to ensure that the chips produced, can be
blown out of the beam path of the laser
[6].
At the same time as the technological development and
optimization, the development of a machine with all
process-specific components which would be suitable
for industrial application, was promoted within the
framework of the BMBF project in order to ensure that
all of these advantages could be exploited to the full by
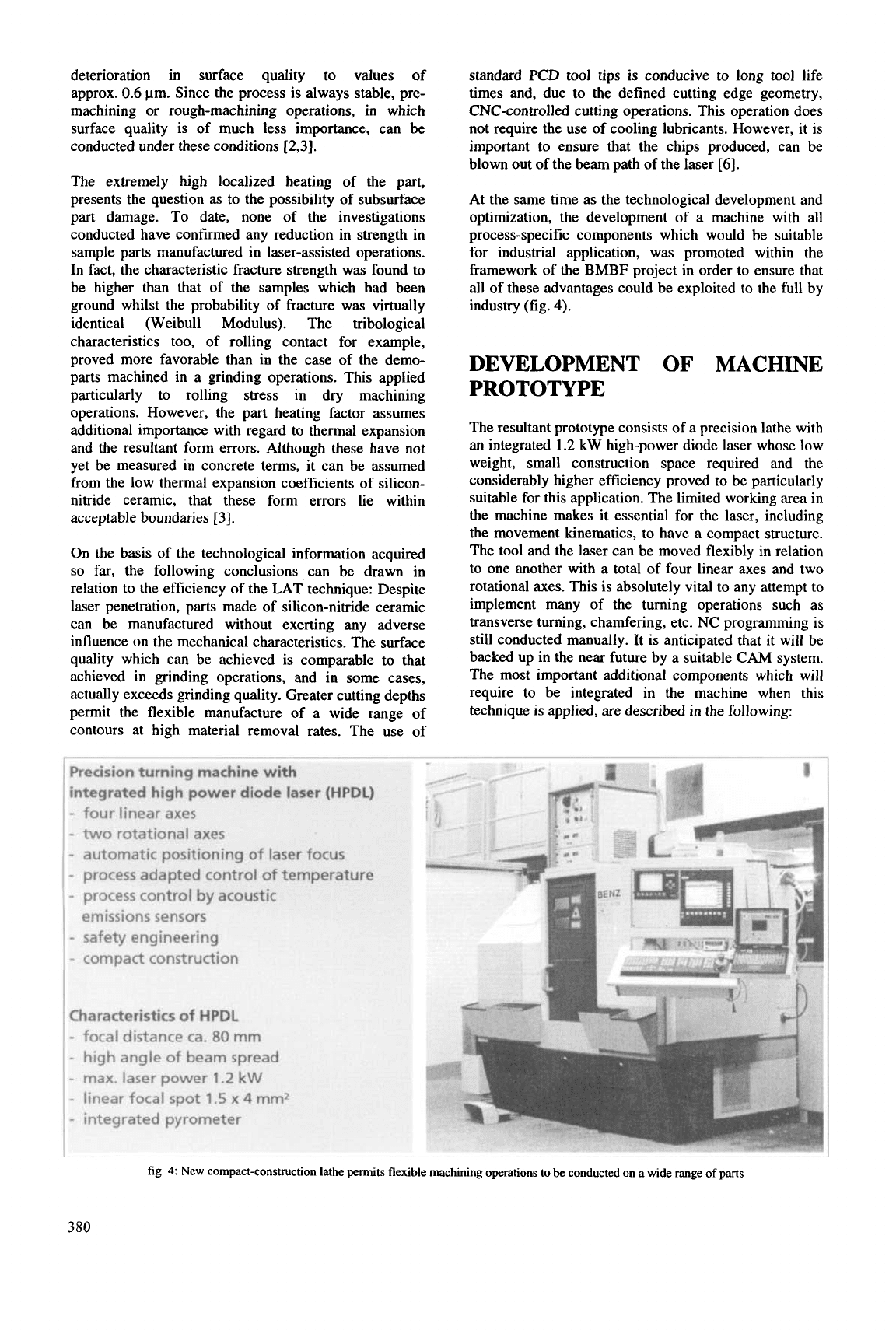
industry (fig.
4).
DEVELOPMENT
OF
MACHINE
PROTOTYPE
The resultant prototype consists of a precision lathe with
an integrated
1.2
kW high-power diode laser whose low
weight, small construction space required and the
considerably higher efficiency proved to be particularly
suitable for this application. The limited working area in
the machine makes it essential for the laser, including
the movement kinematics, to have a compact structure.
The tool and the laser can be moved flexibly in relation
to one another with a total of four linear axes and two
rotational axes. This is absolutely vital to any attempt to
implement many of the turning operations such as
transverse turning, chamfering, etc.
NC
programming is
still conducted manually. It is anticipated that it will be
backed up in the near future by a suitable
CAM
system.
The most important additional components which will
require to be integrated in the machine when this
technique is applied, are described
in
the following:
emlsJrorrpse~
-
safetycsngineering
-
compactco~ction
ChateCte-ofmL
-
focaf
distance
ca
80
mm
-
high
-
max.
-
linear
focal
spot
1.5
x4
md
-
integrated
pyrometer
'
fig.
4:
New compact-construction lathe permits flexible machining operations
to
be
conducted on
a
wide range
of
parts
;80
-
The use of specialized materials and special cooling
systems for the tool and the clamping chuck,
-
The integration of a pyrometer, a PID controller to
regulate the temperature of the focal point,
-
Direct, automated detection of the laser beam focus
position (comparable with tool length measurement),
-
Implementation of force and
structure-borne noise for additional process
monitoring,
-
Coupled emergency stop circuits,
-
Protection against laser radiation,
-
Various extraction facilities and
-
Implementation of in-process monitoring modules
with special sensor-assisted termination criteria and
safety routines to guarantee process reliability [5,6].
It has already been shown, within the preliminary test
phase, that with the exception of the need for a few,
relatively minor improvements, the machine is suitable
for deployment in a manufacturing environment.
The outcomes of the technology and machine tool
development are, a highly efficient machine prototype
and the availability of extensive process knowledge
about machining of silicon-nitride ceramic
in
laser-
assisted turning operations.
ACKNOWLEDGEMENTS
Financial support of this work by the German Federal
Ministry
for
Education and Research (BMBF) under
02PV72077 is gratefully acknowledged.
REFERENCES
[I1
Zaboklicki, A.:
Laserunterstutztes Drehen dichtgesinterter
Siliziumnitrid-Keramik,
Berichte aus der Produktionstechnik. Bd. 16, 98
Shaker Verlag GmbH, 1998
ISBN 1-8265-3934-6
[21
Klocke, F.; Bergs, T.:
Laserunterstutztes Drehen von Bauteilen aus
Siliziumnitrid-Keramik;
Werkstoffwoche'98, Munchen, 1998
[41
Konig, W.; Zaboklicki, A.:
Laserunterstutzte Drehbearbeitung von
Siliziumnitridkeramik,
VDI-Z, 1993
[51
Weck, M.; Kasperowski,
S.:
,,Wie Butter
in
der Sonne", Einsatz
von
Hochleistungsdiodenlasern
in
Werkzeugmaschinen,
fertigung, 1998
[71
Bergs, T.; Kasperowski,
S:
HeiBes Licht fur harte Keramik,
Tools, Informationen der Aachener
Produktionstechniker, Nr. 4, 1998
INFORMATION
For further information please contact:
Fraunhofer-Institut fur Produktionstechnologie IPT,
SteinbachstraBe 17
52074 Aachen
Phone: ++49
/(O)
2 411 89 04
-
0
Fax: ++49
/(O)
2 411 89
04
-
1 98
http://www.ipt.fhg.de
[31
Klocke, F.; Konig, W.; Zaboklicki, A.:
Einfluss der laserunterstutzten Drehbearbeitung auf die
Eigenschaften der Bauteile aus Siliziumnitridkeramik,
Werkstoffwoche'96, Stuttgart, 1996
381