Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

test part were measured. The bottom surfaces, where
the geometry was replicated from machmed surfaces,
had root mean square
(RMS)
roughness of 0.5-0.7pm.
The upper surfaces, where the casting features were cut
off by manual machining of the green part, had
RMS
roughness of 1.3-1.8 pm. These values compare fa-
vorably with values of
4
pm reported for ceramic parts
produced by stereolithography
[6].
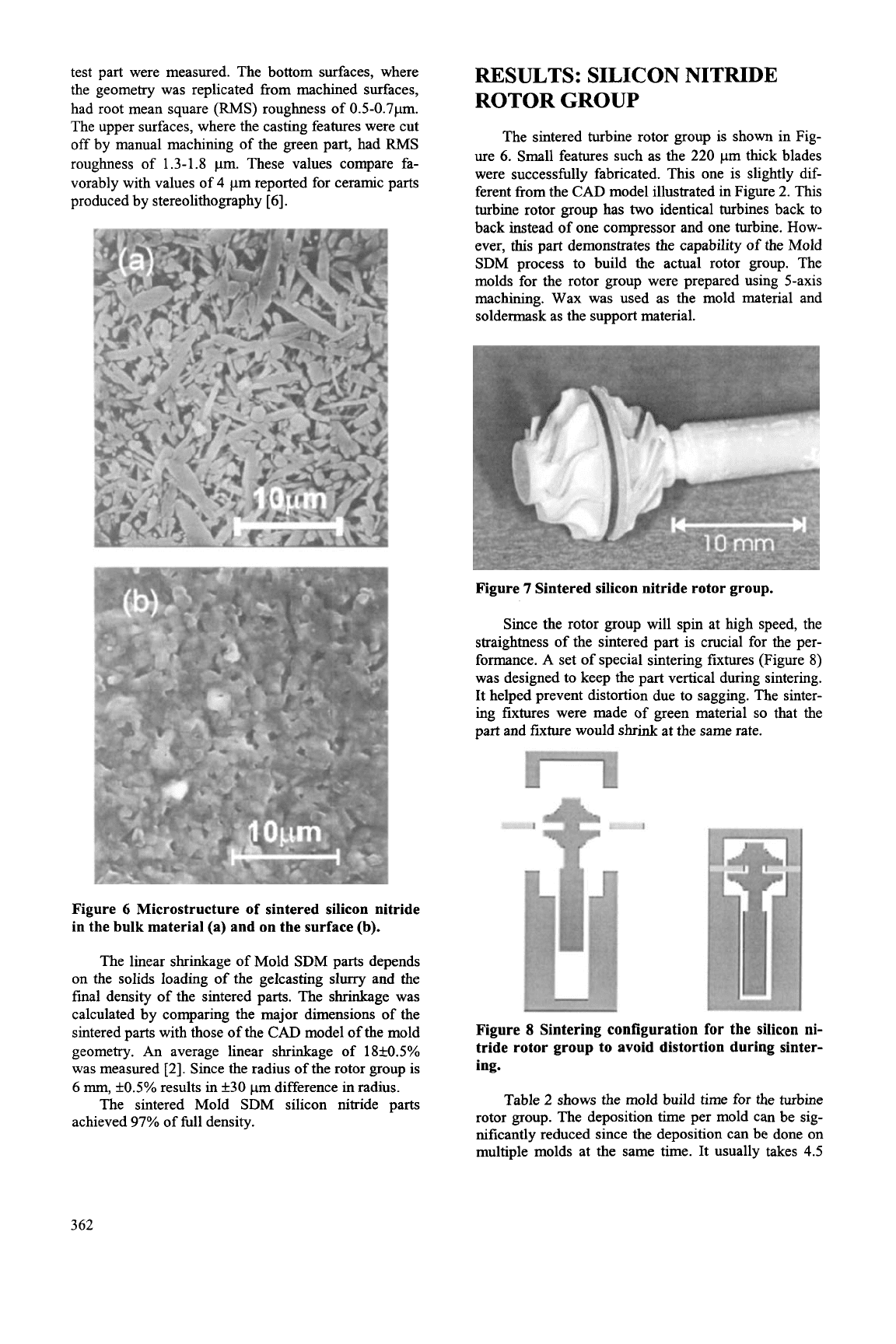
Figure
6
Microstructure
of
sintered silicon nitride
in the bulk material
(a)
and on the surface (b).
The linear shrinkage of Mold SDM parts depends
on the solids loading of the gelcasting slurry and the
final density of the sintered parts. The shrinkage was
calculated by comparing the major dimensions of the
sintered parts with those of the
CAD
model of the mold
geometry. An average linear shrinkage of 18f0.5%
was measured
[2].
Since the radius of the rotor group is
6
111111,
f0.5%
results in
f30
pm difference in radius.
The sintered Mold SDM silicon nitride parts
achieved 97% of full density.
RESULTS: SILICON NITRIDE
ROTOR GROUP
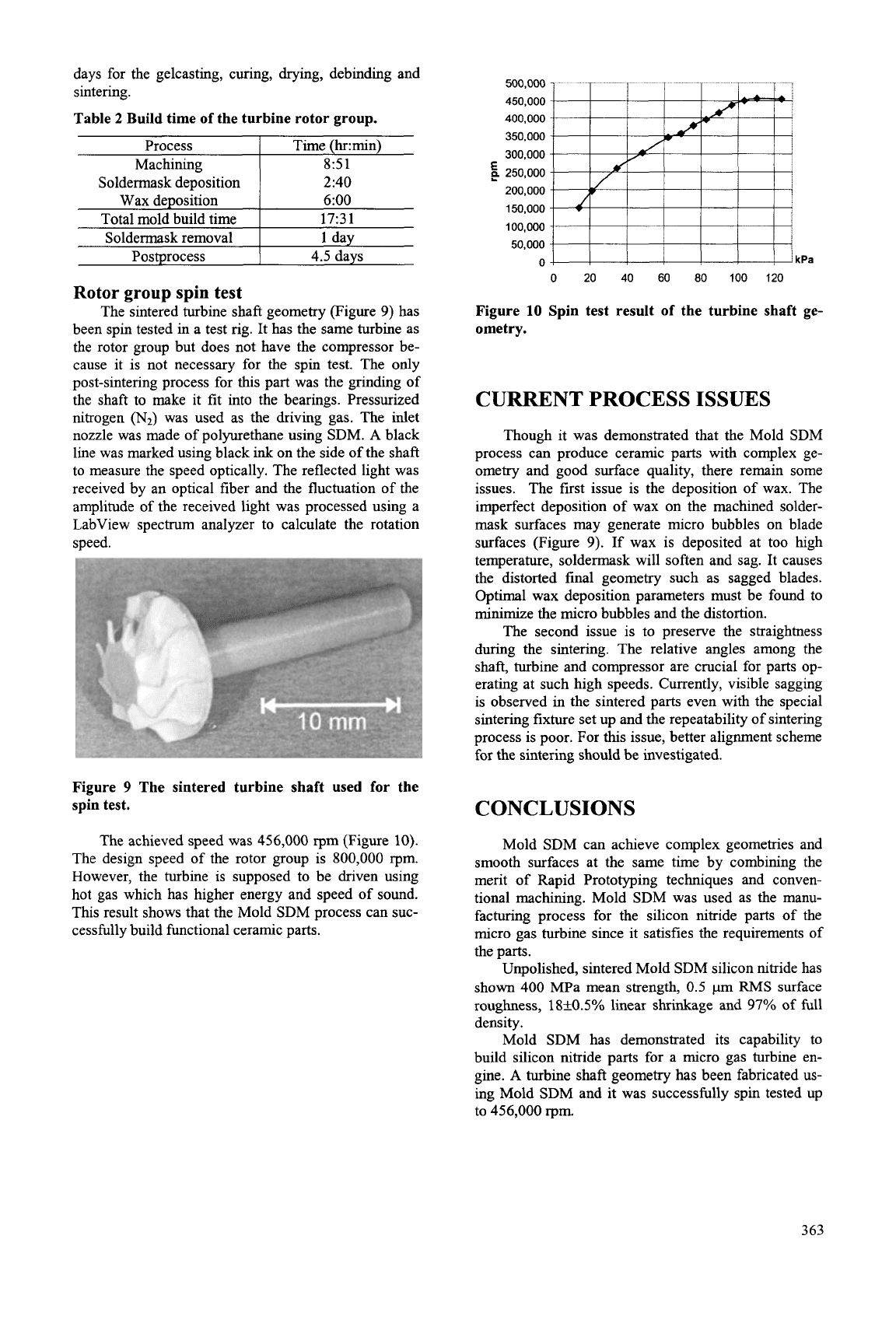
The sintered turbine rotor group is shown in Fig-
ure
6.
Small features such as the
220
pm thick blades
were successfully fabricated.
This
one is slightly dif-
ferent from the CAD model illustrated in Figure
2.
This
turbine rotor group has
two
identical turbines back to
back instead of one compressor and one turbine. How-
ever,
this
part demonstrates the capability of the Mold
SDM process to build the actual rotor group. The
molds for the rotor group were prepared using 5-axis
machining. Wax was used as the mold material and
soldermask as the support material.
Figure
7
Sintered silicon nitride rotor group.
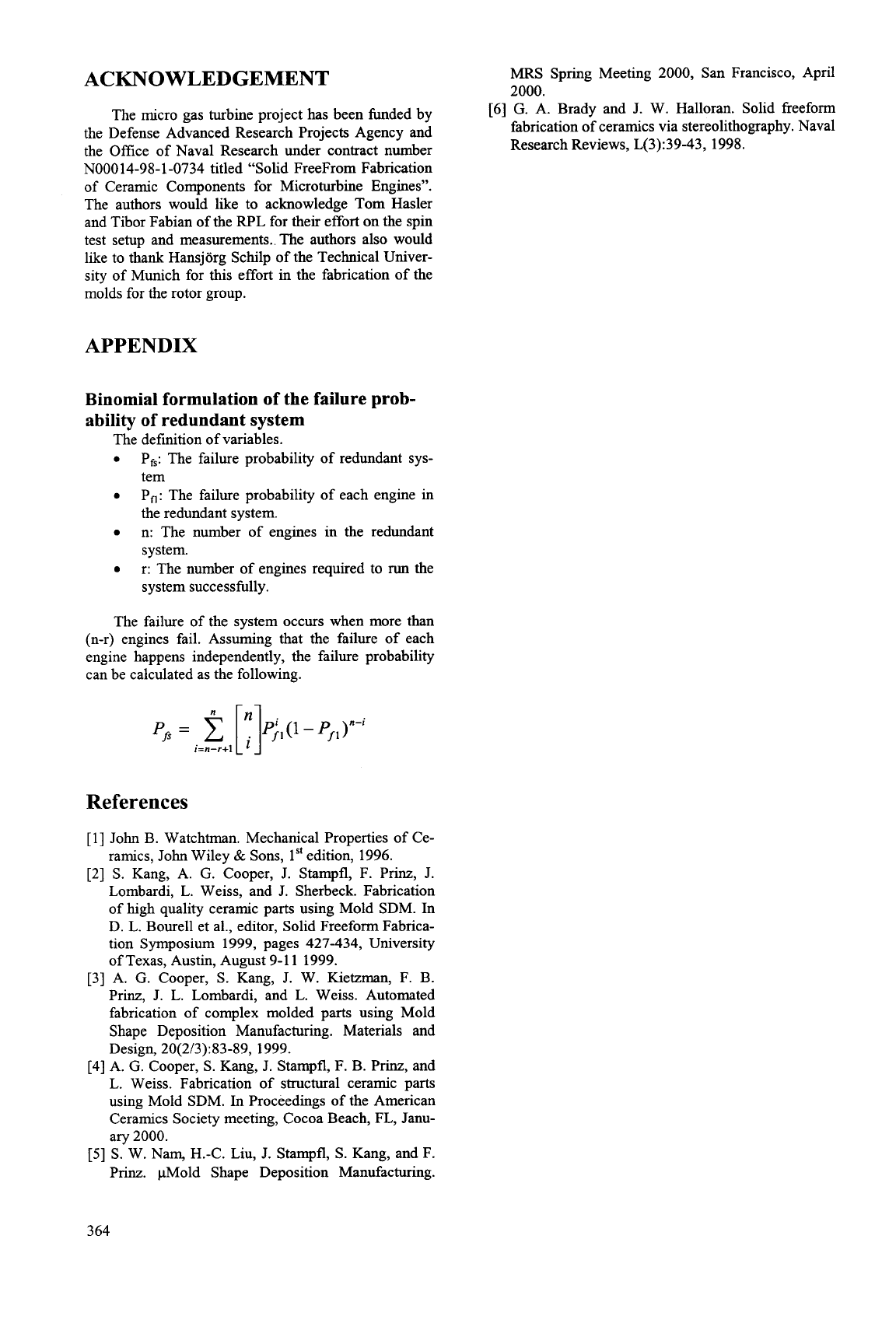
Since the rotor group will spin at high speed, the
straightness of the sintered part is crucial for the per-
formance. A set of special sintering fixtures (Figure
8)
was designed to keep the part vertical during sintering.
It helped prevent distortion due to sagging. The sinter-
ing fixtures were made of green material
so
that the
part and fixture would
shrink
at the same rate.
Figure
8
Sintering configuration for the silicon
ni-
tride rotor group to avoid distortion during sinter-
ing.
Table
2
shows the mold build time for
the
turbine
rotor group. The deposition time per mold can be sig-
nificantly reduced since the deposition can be done on
multiple molds at the same time. It usually takes
4.5
362
days for the gelcasting, curing, drying, debinding and
sintering.
Table
2
Build time of the turbine rotor group.
Process
I
Time(hr:min)
Machining
8:5
1
Soldermask deposition
2:40
17:31
PostProcess
I
4.5
davs
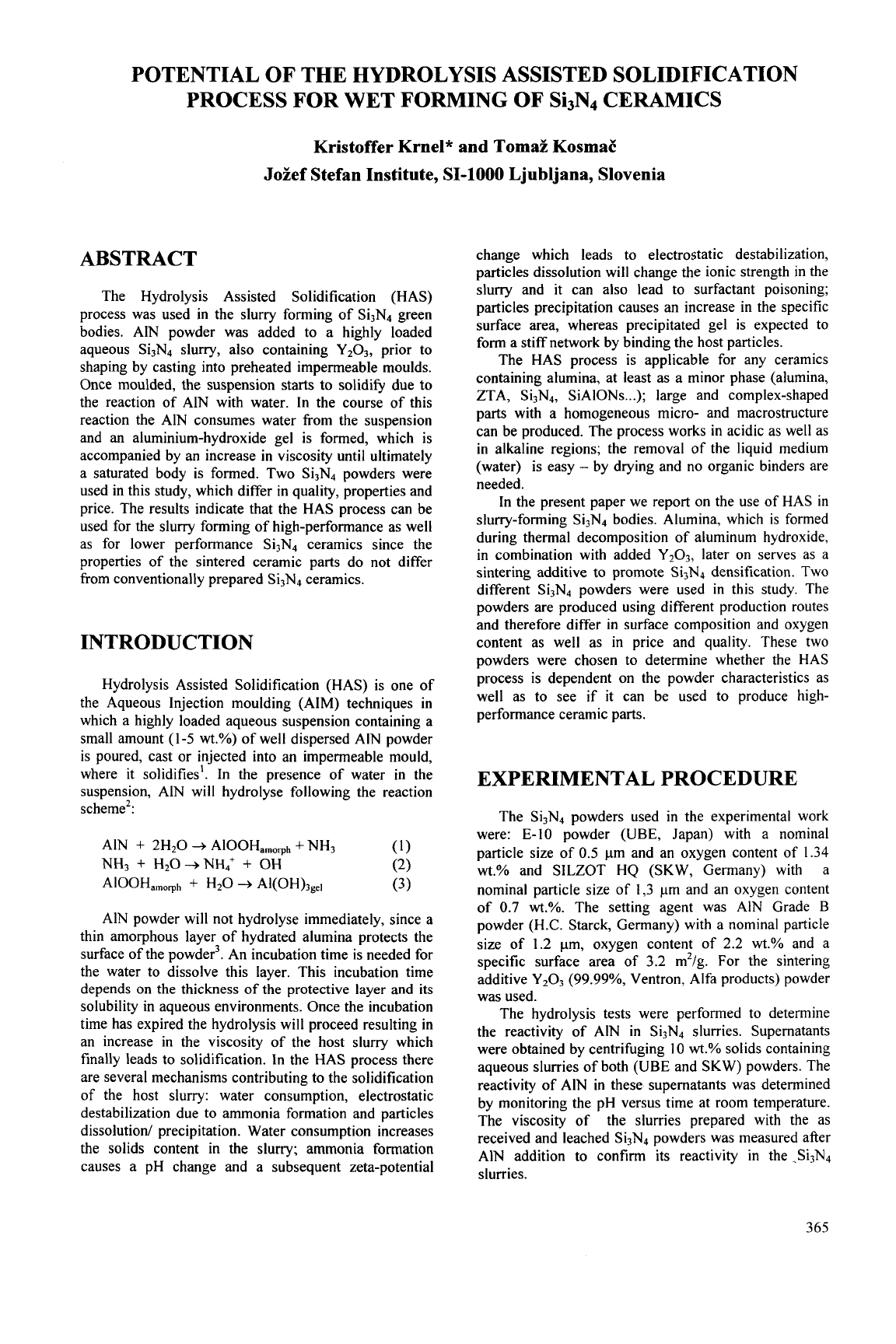
Rotor group spin test
The sintered turbine shaft geometry (Figure
9)
has
been spin tested in a test rig. It has the same turbine as
the rotor group but does not have the compressor be-
cause it is not necessary for the spin test. The only
post-sintering process for this part was the grinding of
the shaft to make it
fit
into the bearings. Pressurized
nitrogen
(N2)
was used as the driving gas. The mlet
nozzle was made of polyurethane using SDM.
A black
line was marked using black ink on the side of the shaft
to measure the speed optically. The reflected light was
received by an optical fiber and the fluctuation of the
amplitude of the received light was processed using a
LabView spectrum analyzer to calculate the rotation
speed.
Figure
9
The sintered turbine shaft used for the
spin test.
The achieved speed was
456,000
rpm (Figure 10).
The design speed of the rotor group is
800,000
rpm.
However, the turbine is supposed to be driven using
hot gas which has higher energy and speed of sound.
This result shows that the Mold SDM process can suc-
cessfully build functional ceramic parts.
500,OOo
450,000
400,000
350,000
300,000
250,000
200,000
150,000
100,000
50,000
0
kPa
0
20
40
60
80
100
120
Figure
10
Spin test result of the turbine shaft ge-
ometry.
CURRENT PROCESS ISSUES
Though it was demonstrated that the Mold SDM
process can produce ceramic parts with complex ge-
ometry and good surface quality, there remain some
issues. The first issue is the deposition of wax. The
imperfect deposition of wax on the machined solder-
mask surfaces may generate micro bubbles on blade
surfaces (Figure 9). If wax is deposited at too high
temperature, soldermask will soften and sag. It causes
the distorted final geometry such as sagged blades.
Optimal wax deposition parameters must be found to
minimize the micro bubbles and the distortion.
The second issue is to preserve the straightness
during the sintering. The relative angles among the
shaft, turbine and compressor are crucial for parts op-
erating at such high speeds. Currently, visible sagging
is observed in the sintered parts even with the special
sintering fixture set up and the repeatability of sintering
process is poor. For
hs
issue, better alignment scheme
for
the sintering should be investigated.
CONCLUSIONS
Mold SDM can achieve complex geometries and
smooth surfaces at the same time by combining the
merit of Rapid Prototyping techniques and conven-
tional machining. Mold SDM was used as the manu-
facturing process for the silicon nitride parts of the
micro gas turbine since it satisfies the requirements of
the parts.
Unpolished, sintered Mold SDM silicon nitride has
shown
400
MPa mean strength,
0.5
pm
RMS
surface
roughness,
18+_0.5%
linear shrinkage and 97% of full
density.
Mold SDM has demonstrated its capability to
build silicon nitride parts for a micro gas turbine en-
gine.
A turbine shaft geometry has been fabricated us-
ing Mold SDM and it was successfully spin tested up
to
456,000
rpm.
363
ACKNOWLEDGEMENT
MRS
Spring Meeting 2000, San Francisco, April
2000.
The micro gas turbine project has been bded by
the Defense Advanced Research Projects Agency and
the Office of Naval Research under contract number
NO00
14-98- 1-0734 titled “Solid FreeFrom Fabrication
of Ceramic Components for Microturbine Engines”.
The authors would like to acknowledge Tom Hasler
and Tibor Fabian of the FWL for their effort on
the
spin
test setup and measurements.. The authors also would
like to thank Hansjorg Schilp of the Technical Univer-
sity of Munich for this effort in the fabrication of the
molds for the rotor group.
[6]
G.
A. Brady and J. W. Halloran. Solid freeform
fabrication of ceramics via stereolithography. Naval
Research Reviews, L(3):39-43, 1998.
APPENDIX
Binomial formulation of the failure prob-
ability of redundant system
The definition of variables.
0
0
0
Pfs: The failure probability of redundant sys-
tem
Pfl: The failure probability of each engine
in
the redundant system.
n: The number of engines in the redundant
system.
r: The number of engines required to
run
the
system successfully.
The failure of the system occurs when more than
(n-r) engines fail. Assuming that the failure of each
engine happens independently, the failure probability
can be calculated as the following.
References
[l]
John B.
Watchtman. Mechanical Properties of Ce-
ramics,
John
Wiley
&
Sons,
1”
edition, 1996.
[2]
S.
Kang, A.
G.
Cooper, J.
Stampfl,
F. Prinz, J.
Lombardi, L. Weiss, and J. Sherbeck. Fabrication
of high quality ceramic parts using Mold SDM. In
D. L. Bourell et al., editor, Solid Freeform Fabrica-
tion Symposium 1999, pages 427-434, University
of Texas, Austin, August 9-1 1 1999.
[3] A. G. Cooper,
S.
Kang, J. W. Kietzman, F.
B.
Prim, J. L. Lombardi, and L. Weiss. Automated
fabrication of complex molded parts using Mold
Shape Deposition Manufacturing. Materials and
Design, 20(2/3):83-89, 1999.
[4] A.
G.
Cooper,
S.
Kang,
J.
Stampfl,
F. B.
Prinz,
and
L.
Weiss. Fabrication of structural ceramic parts
using Mold SDM. In Proceedings of the American
Ceramics Society meeting, Cocoa Beach, FL, Janu-
ary 2000.
[5]
S.
W. Nam, H.-C. Liu,
J.
Stampfl,
S.
Kang, and F.
Prim. pMold Shape Deposition Manufacturing.
3
64
POTENTIAL
OF
THE HYDROLYSIS ASSISTED SOLIDIFICATION
PROCESS FOR WET FORMING OF Si3N4 CERAMICS
Kristoffer Krnel* and Tomai KosmaE
Joief Stefan Institute,
SI-1000
Ljubljana, Slovenia
ABSTRACT
The Hydrolysis Assisted Solidification (HAS)
process was used in the slurry forming of Si3N4 green
bodies. AIN powder was added to
a
highly loaded
aqueous Si3N4 slurry, also containing Y2O3, prior to
shaping by casting into preheated impermeable moulds.
Once moulded, the suspension starts to solidify due to
the reaction of AIN with water. In the course of this
reaction the AIN consumes water from the suspension
and an aluminium-hydroxide gel
is
formed, which is
accompanied by an increase in viscosity until ultimately
a saturated body
is
formed. Two Si3N4 powders were
used in this study, which differ in quality, properties and
price. The results indicate that the HAS process can be
used for the slurry forming of high-performance as well
as for lower performance Si3N4 ceramics since the
properties of the sintered ceramic parts do not differ
from conventionally prepared Si3N4 ceramics.
INTRODUCTION
Hydrolysis Assisted Solidification (HAS)
is
one of
the Aqueous Injection moulding (AIM) techniques in
which a highly loaded aqueous suspension containing a
small amount (1-5
wt.%)
of well dispersed AIN powder
is poured, cast or injected into an impermeable mould,
where it solidifies'. In the presence of water in the
suspension, AlN will hydrolyse following the reaction
scheme2:
AIN powder will not hydrolyse immediately, since a
thin amorphous layer of hydrated alumina protects the
surface of the powder3. An incubation time
is
needed for
the water to dissolve this layer. This incubation time
depends on the thickness
of
the protective layer and
its
solubility in aqueous environments. Once the incubation
time has expired the hydrolysis will proceed resulting in
an increase in the viscosity of the host slurry which
finally leads to solidification. In the HAS process there
are several mechanisms contributing
to
the solidification
of the host slurry: water consumption, electrostatic
destabilization due to ammonia formation and particles
dissolution/ precipitation. Water consumption increases
the solids content in the slurry; ammonia formation
causes a pH change and a subsequent zeta-potential
change which leads to electrostatic destabilization,
particles dissolution will change the ionic strength in the
slurry
and it can also lead
to
surfactant poisoning;
particles precipitation causes an increase in the specific
surface area, whereas precipitated gel
is
expected to
form
a
stiff network by binding the host particles.
The HAS process is applicable for any ceramics
containing alumina, at least as
a
minor phase (alumina,
ZTA, Si3N4, SiAIONs
...);
large and complex-shaped
parts with
a
homogeneous micro- and macrostructure
can be produced. The process works in acidic as well as
in alkaline regions; the removal of the liquid medium
(water)
is
easy
-
by drying and no organic binders are
needed.
In the present paper we report on the use of HAS
in
slurry-forming Si3N4 bodies. Alumina, which is formed
during thermal decomposition of aluminum hydroxide,
in combination with added
Yr03,
later on serves as a
sintering additive to promote Si3N4 densification. Two
different Si3N4 powders were used
in
this study. The
powders are produced using different production routes
and therefore differ in surface composition and oxygen
content as well as in price and quality. These two
powders were chosen to determine whether the HAS
process is dependent on the powder characteristics as
well as to see if it can be used to produce high-
performance ceramic parts.
EXPERIMENTAL PROCEDURE
The Si3N4 powders used in the experimental work
were:
E-10
powder
(UBE,
Japan) with a nominal
particle size of
0.5
pm and an oxygen content of 1.34
wt.%
and SILZOT
HQ
(SKW, Germany) with a
nominal particle size of
1,3
pm and an oxygen content
of
0.7
wt.%.
The setting agent was A1N Grade
B
powder (H.C. Starck, Germany) with a nominal particle
size of 1.2 ym, oxygen content of 2.2 wt.% and a
specific surface area of
3.2
m2/g. For the sintering
additive Y203
(99.99%,
Ventron, Alfa products) powder
was used.
The hydrolysis tests were performed to determine
the reactivity of AIN in Si3N4 slurries. Supernatants
were obtained by centrifuging
10
wt.%
solids containing
aqueous slurries of both
(UBE
and SKW) powders. The
reactivity of AIN in these supernatants was determined
by monitoring the pH versus time at room temperature.
The viscosity of the slurries prepared with the as
received and leached Si3N4 powders was measured after
AIN addition to confirm its reactivity in the ,Si3N4
slurries.
365
A nominal starting composition of 85
wt.%
Si3N4,
8.6
wt.%Y,O,
and 6.4
wt.%
A1203 was chosen for the
preparation of sintered Si3N4 ceramics. Since it was
intended to obtain the A1203 from the thermally
decomposed Al(OH)3 reaction product formed during
the HAS process, the starting powder mixture in the
slurries consisted of 86
wt.%
Si3N4, 8.7
wt.%
of
Y2O3
and 5.3
wt.%
AlN.
To avoid premature hydrolysis of the admixed AIN
powder, this powder was added to the slurries after
milling of the Si3N4 powder and its homogenisation
with
Y203.
Si3N4 powders were leached to remove silica
from the Si3N4 powder surface. Afterwards, the slurries
were filtered and the cakes were washed, dried and
redispersed in deionised water. A commercial
polyelectrolyte, PC 33 (Zschimmer
&
Schwartz,
Germany) was added as
a
dispersant with a
concentration of
0.5
wt.%
of the total solids weight. The
pH of the suspensions was adjusted to a value of 10.5 by
the addition of ammonia.
Y203
powder was added and
the suspensions were well homogenised for
1
hour by
milling in a planetary mill. AIN powder was then
incrementally added and the slurries were milled for
another 15 minutes, followed by de-aring. The total
solids loading
in
the slurries (after AIN addition) was
50
vol.% for the
UBE El0
powder and 53 vol.% for the
SKW Silzot HQ powder.
Once homogenized, the slurry was poured into the
moulds (small round containers with
+
=
30 mm and
h
=
15
mm)
for the solidification tests at four different
temperatures (room temperature,
50,
60
and 70
"C).
The
time needed for solidification was estimated. After
being solidified, the specimens were demoulded and
dried in air at 80°C overnight and their fractional
density was measured. Samples with the highest green
densities were sintered
in
a
graphite crucible at 1780°C
for
2
hours in flowing nitrogen
gas.
The green densites of the HAS-formed parts were
measured geometrically. Distilled water was used as
an
immersion liquid for the sintered-density measurements.
Microstructural observations by
SEM
were performed
on the fracture surfaces of sintered samples.
leaching
method
RESULTS AND DISCUSSION
mixing in
milling in mixing
in
boiling water at
hot alkaline
water R.T.
solution
Our preliminary experiments using the HAS method
in the slurry forming of Si3N4 bodies failed, because
there was no reaction between the AIN and water and
consequently the suspension did not solidify in the
mould. Therefore, the hydrolysis tests were conducted
in supernatants obtained from the two Si3N4 powders to
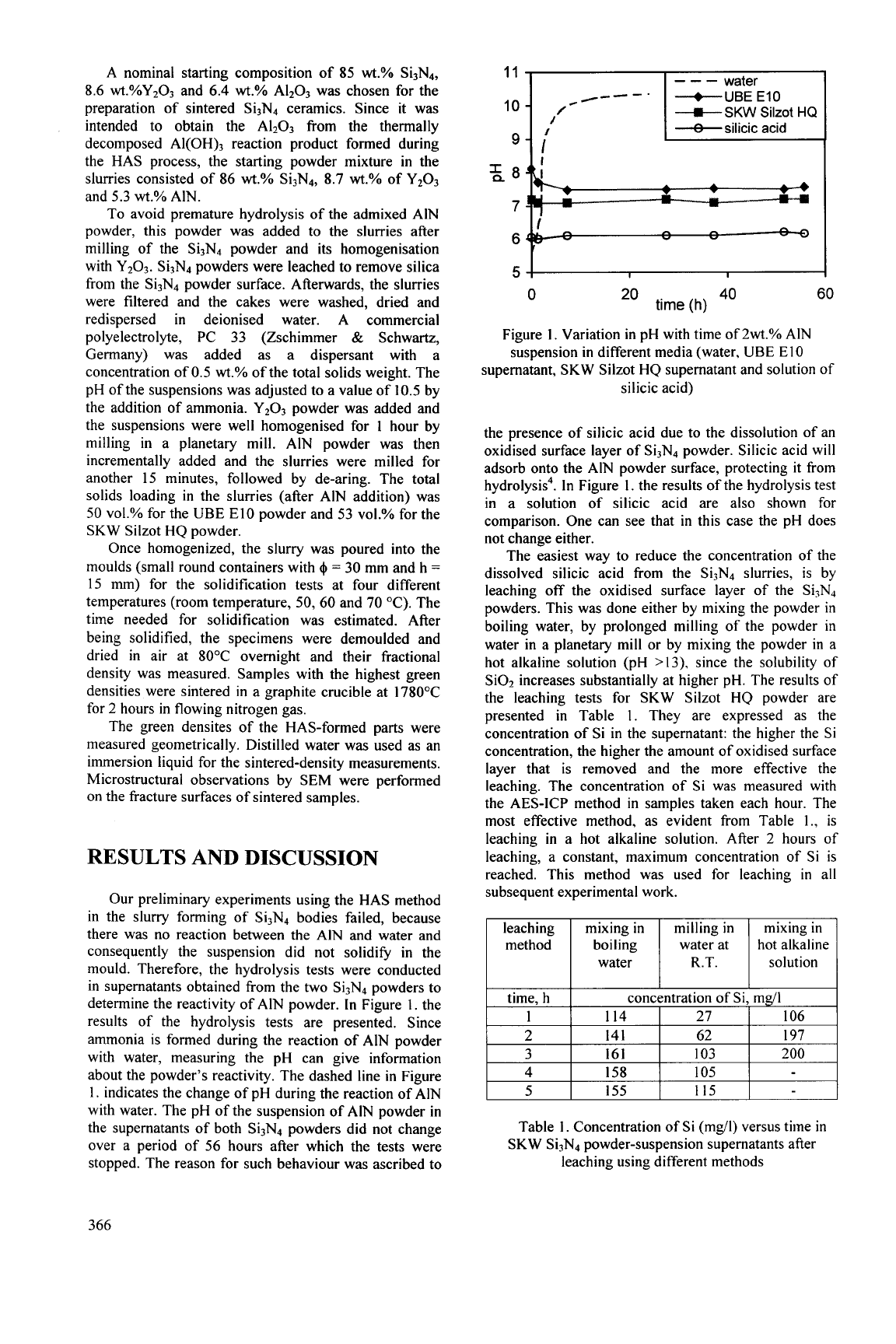
determine the reactivity of AIN powder. In Figure
1.
the
results of the hydrolysis tests are presented. Since
ammonia is formed during the reaction of AIN powder
with water, measuring the pH can give information
about the powder's reactivity. The dashed line in Figure
1.
indicates the change of pH during the reaction of AIN
with water. The pH of the suspension of AIN powder in
the supernatants of both Si3N4 powders did not change
over a period of 56 hours after which the tests were
stopped. The reason for such behaviour was ascribed to
time, h
1
2
3
4
5
water
+
SKW
Silzot
HQ
+
silicic
acid
concentration of Si, mg/l
1
I4
27 106
141 62 197
161 103 200
158
105
155
1
I5
5!
I
I
40
60
2o time(h)
0
Figure
1.
Variation
in
pH with time of 2wt.% AIN
suspension in different media (water,
UBE
El0
supernatant, SKW Silzot HQ supernatant and solution of
silicic acid)
Table
1.
Concentration of
Si
(mg/l) versus time
in
SKW Si3N4 powder-suspension supernatants after
leaching using different methods
366
90,oo
80,OO
70,OO
60,OO
50,OO
40,OO
30,OO
9
W
RT
time
Par
UBE El0
1
day
51
%
SKW Silzot HQ
1
day
57%
20,oo
50
60
70
2.3
h
50
Yo
2h
49 Yo
lh
47
Yo
2.5 h
56
Yo
2.3
h
54
Yo
1.3h 53
Yo
time
Par
time
Par
time
PC!
+T
("C)
+
UBE
El0
A.R.
-+-
UBE
El0
leached
-E+-SKW
Silzot
HQ
A.R.
0,70
0,60
0,50
0,40
0,30
5
0,20
0,lO
0,oo
h
W
>
0
u)
0,oo
20,oo
40,OO
60,OO
80,OO
100,OO
120,OO 140,OO
t
(min)
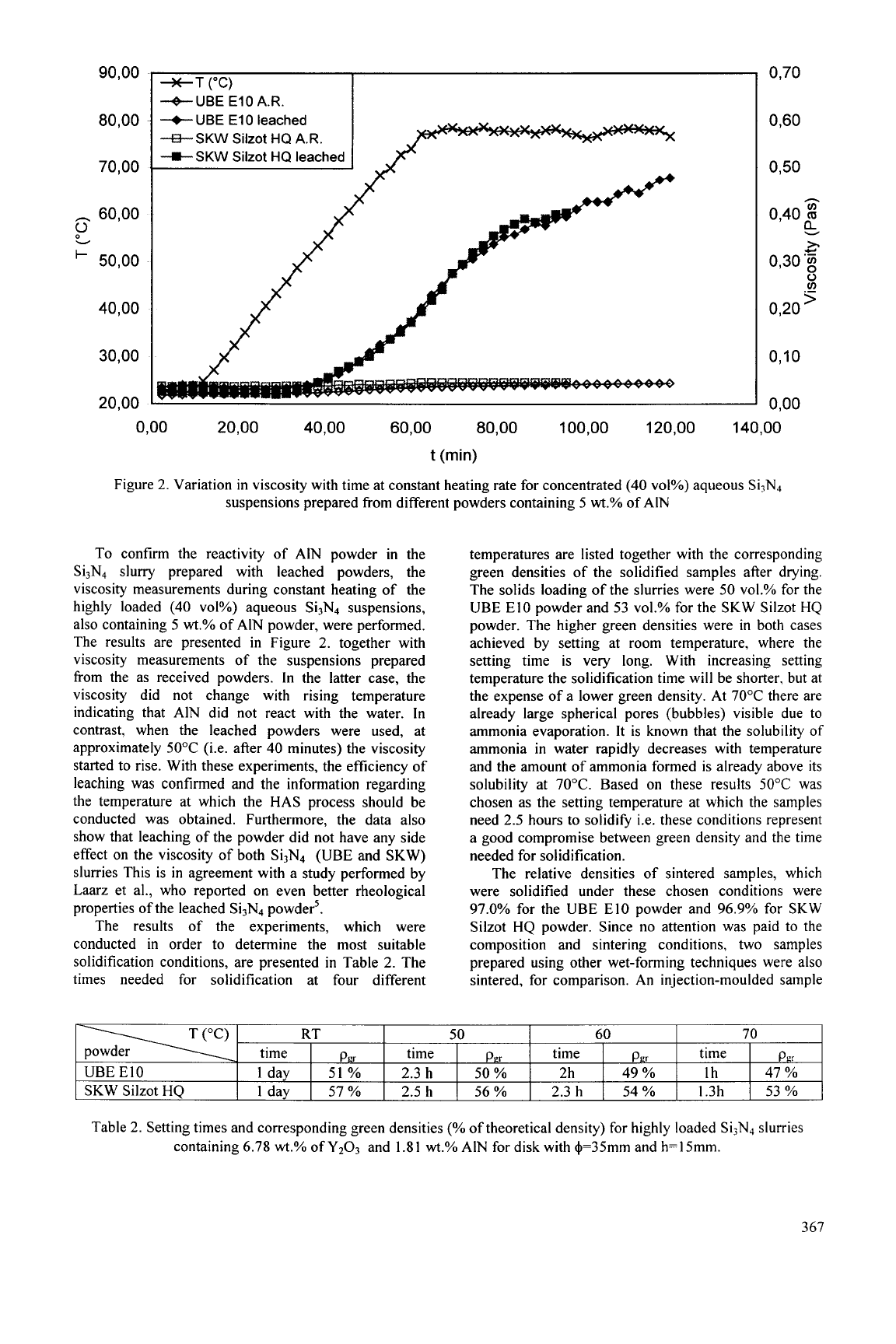
Figure 2. Variation in viscosity with time at constant heating rate for concentrated
(40
~01%)
aqueous Si3N4
suspensions prepared from different powders containing
5
wt.%
of AIN
To confirm the reactivity of AIN powder in the
Si3N4 slurry prepared with leached powders, the
viscosity measurements during constant heating of the
highly loaded
(40
~01%) aqueous Si3N4 suspensions,
also containing
5
wt.%
of AIN powder, were performed.
The results are presented
in
Figure 2. together with
viscosity measurements of the suspensions prepared
from the as received powders.
In
the latter case, the
viscosity did not change with rising temperature
indicating that AIN did not react with the water.
In
contrast, when the leached powders were used, at
approximately
50°C
(i.e. after
40
minutes) the viscosity
started to rise. With these experiments, the efficiency of
leaching was confirmed and the information regarding
the temperature at which the HAS process should be
conducted was obtained. Furthermore, the data also
show that leaching of the powder did not have any side
effect
on
the viscosity of both Si3N4 (UBE and
SKW)
slurries This is in agreement with a study performed by
Laarz et al., who reported
on
even better rheological
properties of the leached Si3N4 powder'.
The results of the experiments, which were
conducted in order to determine the most suitable
solidification conditions, are presented in Table 2. The
times needed for solidification at four different
temperatures are listed together with the corresponding
green densities of the solidified samples after drying.
The solids loading of the slurries were
50
vol.% for the
UBE El0 powder and 53 vol.% for the SKW Silzot HQ
powder. The higher green densities were
in
both cases
achieved by setting at room temperature, where the
setting time
is
very long. With increasing setting
temperature the solidification time will be shorter, but at
the expense of
a
lower green density. At
70°C
there are
already large spherical pores (bubbles) visible due to
ammonia evaporation. It is known that the solubility
of
ammonia
in
water rapidly decreases with temperature
and the amount of ammonia formed is already above its
solubility at
70°C.
Based
on
these results
50°C
was
chosen as the setting temperature at which the samples
need 2.5 hours to solidify i.e. these conditions represent
a good compromise between green density and the time
needed for solidification.
The relative densities of sintered samples, which
were solidified under these chosen conditions were
97.0%
for the UBE El0 powder and
96.9%
for SKW
Silzot HQ powder. Since
no
attention was paid to the
composition and sintering conditions, two samples
prepared using other wet-forming techniques were also
sintered, for comparison.
An
injection-moulded sample
Table 2. Setting times and corresponding green densities
(%
of theoretical density) for highly loaded Si3N4 slurries
containing
6.78
wt.% of
Y203
and
1.81
wt.%
AIN for disk with 9=35mm and h=15mm.
367
prepared from
UBE
El0
reached
98.0%
T.D. and the
sintered density of a sample prepared from
SKW
Silzot
HQ
powder using conventional slip casting was
98.1
YO
T.D.
The slightly lower sintered densities of HAS-
formed ceramics is most probably due to the somewhat
lower green density of the HAS formed bodies. It is
worth mentioning that these values are considerably
higher than
our
previous results obtained by
solidification at a higher
(8OOC)
temperature6.
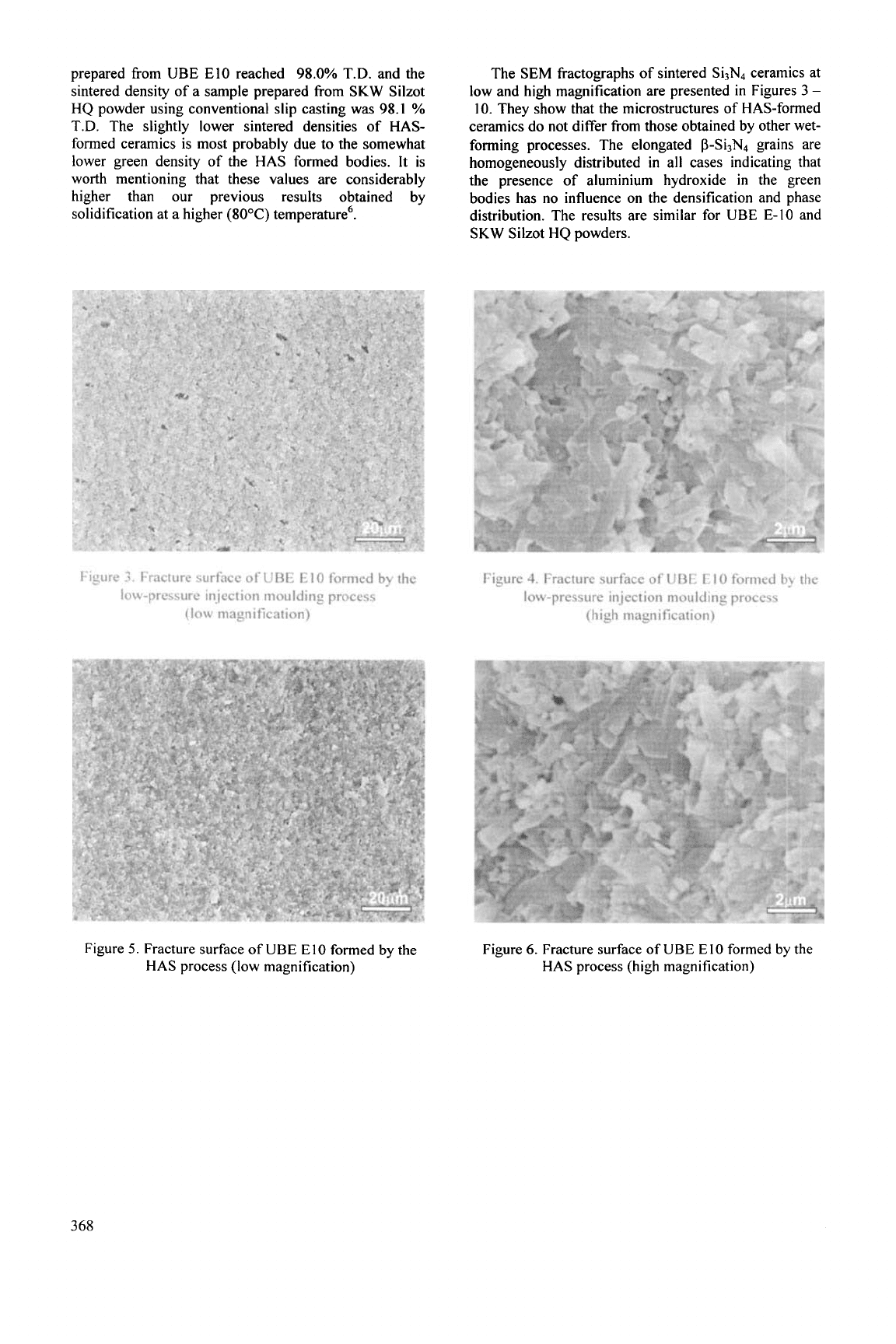
The
SEM
fractographs of sintered Si3N4 ceramics at
low and high magnification are presented
in
Figures 3
-
10.
They show that the microstructures of HAS-formed
ceramics do not differ from those obtained by other wet-
forming processes. The elongated P-Si3N4 grains are
homogeneously distributed
in
all cases indicating that
the presence
of
aluminium hydroxide
in
the green
bodies has no influence on the densification and phase
distribution. The results are similar for UBE
E-10
and
SKW
Silzot
HQ
powders.
Figure
3.
Fracture surface of UBE El0 formed by the
low-pressure injection moulding process
(low magnification)
Figure
4.
Fracture surface of UBE
E
10
formed
by
the
low-pressure injection moulding process
(high magnification)
Figure
5.
Fracture surface of UBE El0 formed by the
HAS process (low magnification)
Figure
6.
Fracture surface of UBE
E
I0
formed by the
HAS process (high magnification)
368
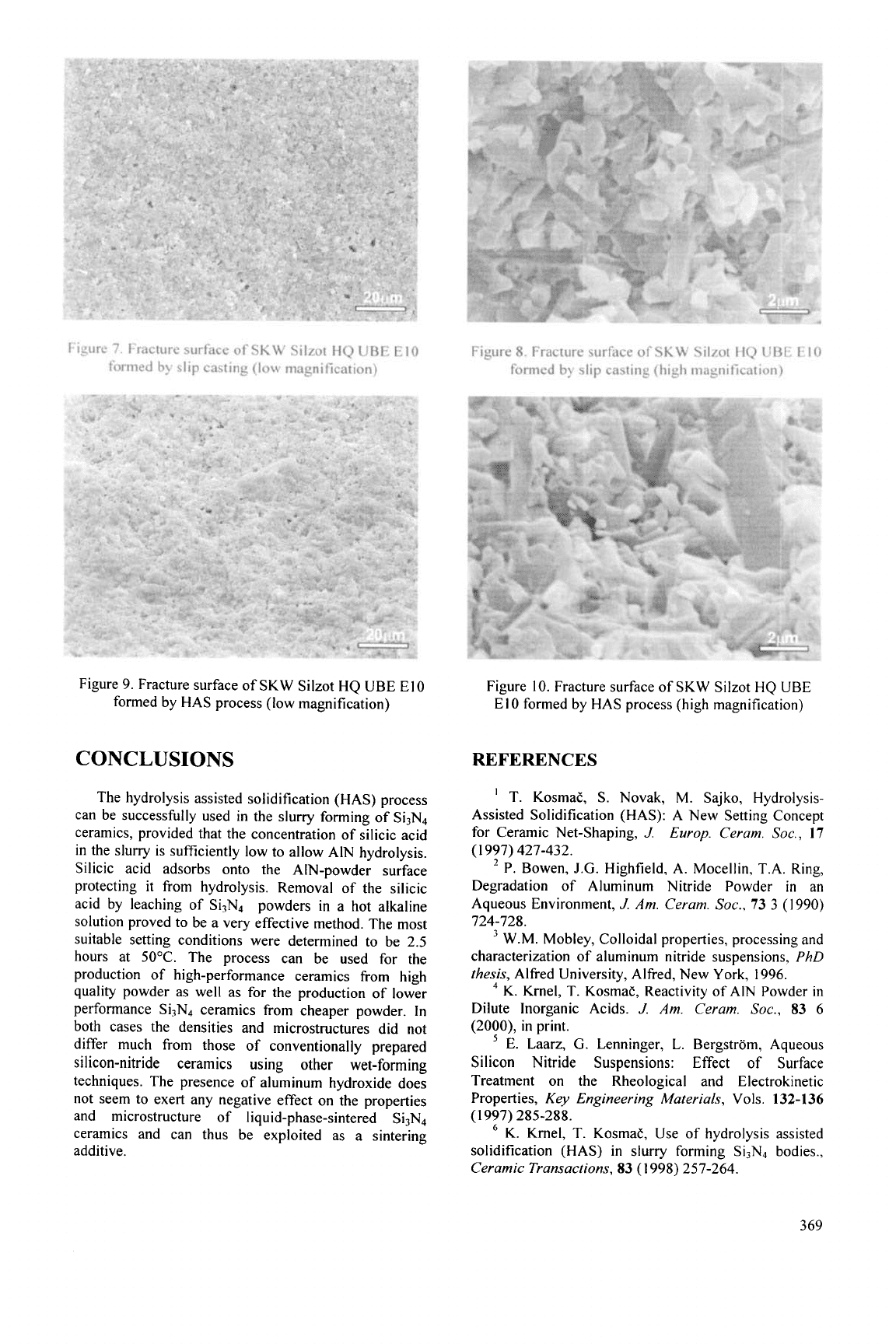
Figure 7. Fracture surface of SKW Silzot HQ UBE El0
formed by slip casting (low magnification)
Figure
8.
Fracture surface of SKW Silzot HQ UBE
El0
formed by slip casting (high magnification)
Figure 9. Fracture surface of SKW Silzot HQ UBE El0
formed by HAS process (low magnification)
CONCLUSIONS
The hydrolysis assisted solidification (HAS) process
can be successfully used in the slurry forming
of
Si3N4
ceramics, provided that the concentration of silicic acid
in the slurry is sufficiently low to allow AIN hydrolysis.
Silicic acid adsorbs onto the AIN-powder surface
protecting it from hydrolysis. Removal of the silicic
acid by leaching of Si3N4
powders
in
a hot alkaline
solution proved to be a very effective method. The most
suitable setting conditions were determined to be 2.5
hours at 50°C. The process can be used for the
production of high-performance ceramics from high
quality powder as well
as
for the production of lower
performance Si3N4 ceramics from cheaper powder. In
both cases the densities and microstructures did not
differ much from those of conventionally prepared
silicon-nitride
ceramics
using
other wet-forming
techniques. The presence of aluminum hydroxide does
not seem to exert any negative effect on the properties
and microstructure of liquid-phase-sintered Si3N4
ceramics and can thus be exploited as
a
sintering
additive.
Figure
10.
Fracture surface of SKW Silzot HQ UBE
El0 formed by HAS process (high magnification)
REFERENCES
I
T. KosmaE,
S.
Novak,
M.
Sajko, Hydrolysis-
Assisted Solidification (HAS): A New Setting Concept
for Ceramic Net-Shaping,
J.
Europ. Ceram.
SOC.,
17
’
P. Bowen,
J.G.
Highfield, A. Mocellin, T.A. Ring,
Degradation of Aluminum Nitride Powder
in
an
Aqueous Environment,
J.
Am. Ceram.
SOC.,
73
3
(1
990)
W.M.
Mobley, Colloidal properties, processing and
characterization of aluminum nitride suspensions,
PhD
thesis,
Alfred University, Alfred, New York, 1996.
K. Kmel, T. KosmaE, Reactivity of AIN Powder in
Dilute Inorganic Acids.
J.
Am. Ceram.
Soc.,
83
6
(2000),
in
print.
5
E. Laarz,
G.
Lenninger, L. Bergstrom, Aqueous
Silicon Nitride Suspensions: Effect
of
Surface
Treatment on the Rheological and Electrokinetic
Properties,
Key Engineering Materials,
Vols.
132-136
K. Krnel, T. KosmaE, Use of hydrolysis assisted
solidification (HAS)
in
slurry forming Si3Nj bodies.,
Ceramic Transactions,
83
(1
998) 257-264.
(1
997) 427-432.
724-728.
3
(1
997) 285-288.
369

This Page Intentionally Left Blank
Green Machining
of
Aluminum Oxide Ceramics
Fritz Klocke; Dietmar Pahler; Christoph Schippers; Christian Schmidt
Fraunhofer-Institute of Production Technology IPT,
D-52074
Aachen, Germany
Residual Moislure
f,
[%I
0.260.28
open
porosity
WMPa 32.7
p.
151
150MPa 30.7
210MPa 29.6
Dimanofks
d,,
84/82/79
(901150/210MF%)
4.
11O’Wunl
d,
28Cb‘262/234405/364/3G+
TrueDensity
P,
[@cM]
-3.60
Theo.
Densuy
P.
IglcM
1
-
3.70
Closed
porosity
P,
[a]
=
2.8
~aal
Pwosityp,
[a]
35.5-32.4
(fa
90-210
MPa)
Ratio
of
FracNre
ICI
45/65/80
Abstract
2.47
2.54
2.59
0.254.28
31.7
29.8
28.5
56/56/55
196/188/171253/232/214
I
=3,6l
=
3,70
=
2.5
34.2-31.0
15/25/40
The primary objective of the machining sequence prior to
ceramic sintering is to produce a contour similar to the
finished shape and a surface rim zone
free
from damage
so
that
it
is only functional faces which need to be refinished.
Although this strategy has been in industrial use
in
many
applications, where green machining constitutes an
important step
in
the production of the majority of ceramic
parts, there is, however, considerable development potential
with regard to the economic process. The reason for this is
mainly that the available results are predominantly based on
empirical research within companies. Furthermore, the
machining behaviour of ceramic green bodies is greatly
dependent on the respective company specific and
extremely complex material characteristics.
Introduction
process and of the characteristic material properties on the
machining process, the tool wear and the surface quality.
The aim is to develop an optimum technological process
design for economic machining in practical operation based
on these fundamental interrelationships.
Choice
of
Material
The
task
in hand made
it
necessary first of all to
demonstrate significant interrelationships between the
parameters of commercially available, thus representative
granulates and the characteristics of the resulting structural
arrangements. The main characteristics identified in this
context were the chemical composition of the powder, its
secondary grain size, the kind of added organic additives
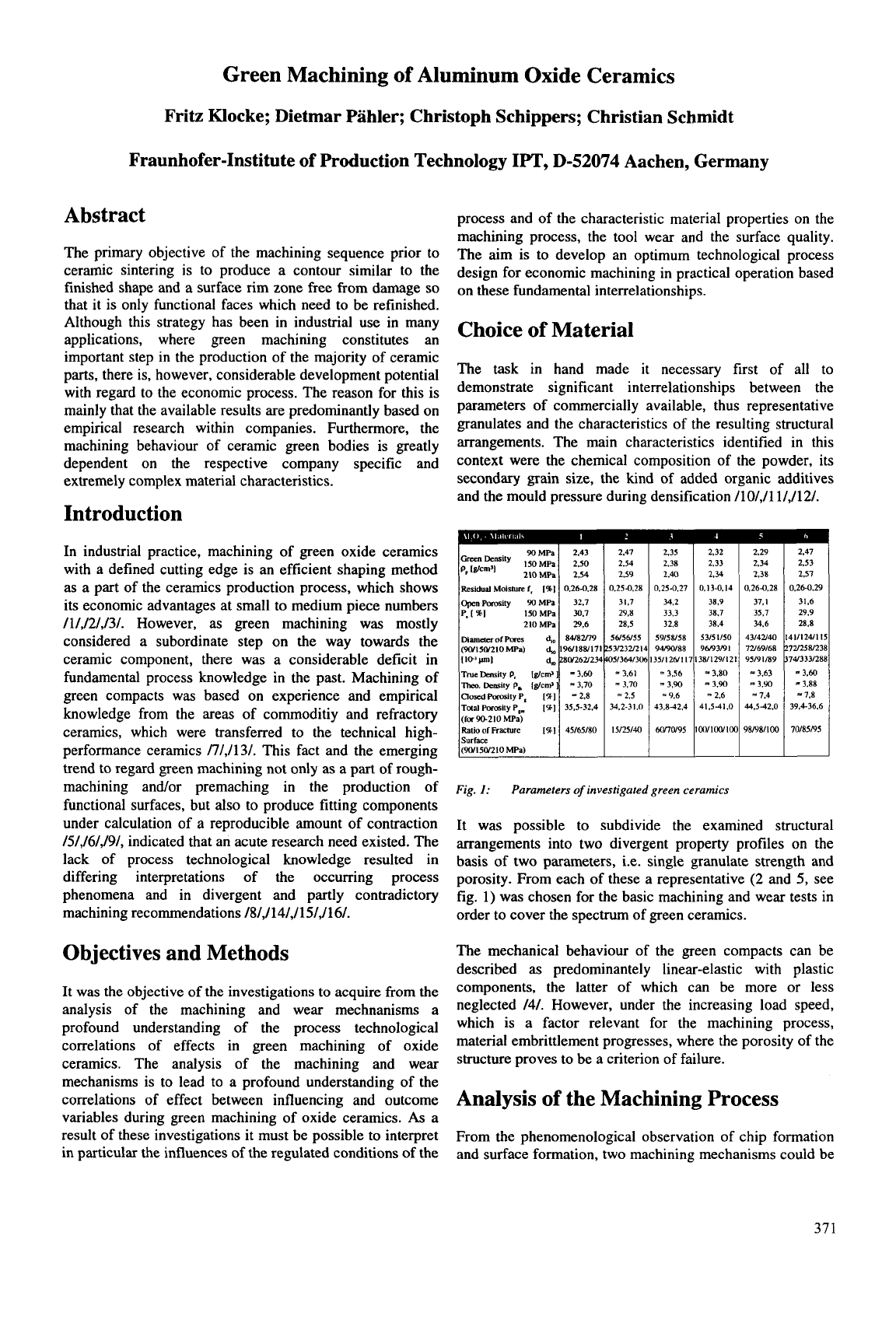
and the mould pressure during densification /10/,/11/,/12/.
In industrial practice, machining of green oxide ceramics
with a defined cutting edge is an efficient shaping method
as a part of the ceramics production process, which shows
its economic advantages at small to medium piece numbers
/1/,/2/,/3/. However, as green machining was mostly
considered a subordinate step on the way towards the
ceramic component, there was a considerable deficit in
fundamental process knowledge
in
the past. Machining of
green compacts was based on experience and empirical
knowledge from the areas of commoditiy and refractory
ceramics, which were transferred to the technical high-
performance ceramics i7/,/13/. This fact and the emerging
trend to regard green machining not only
as
a part of rough-
machining and/or premaching in the production of
functional surfaces, but also to produce fitting components
under calculation of a reproducible amount
of
contraction
/5/,/6/,/9/,
indicated that an acute research need existed. The
lack of process technological knowledge resulted in
differing interpretations of the occurring process
phenomena and in divergent and partly contradictory
machining recommendations /8/,/14/,/15/,/16/.
Objectives and Methods
It was the objective of the investigations
to
acquire from the
analysis of the machining and wear mechnanisms a
profound understanding of the process technological
correlations of effects in green machining of oxide
ceramics. The analysis of the machining and wear
mechanisms is to lead to a profound understanding of the
correlations of effect between influencing and outcome
variables during green machining of oxide ceramics. As a
result of these investigations it must be possible to interpret
in particular the influences of the regulated conditions of the
2.35
2.38
2.40
0.25-0.27
34.2
33.3
32.8
59/58/58
9W88
135/126/1
I
=
3.56
=
3.90
-9.6
43,842.4
mw95
0.13-0,
I4
53/51/50
96/93/91
-
3.80
=
3.90
=
2.6
41.541.0
2.29
2.34
2.38
o,260,2n
37.1
35.7
34.6
43/42/40
72/69/68
9519 1/89
3.63
=
3.90
-
7.4
44.542.0
98/Y8/100
0.26-0.29
31.6
29.9
72/258/238
743331288
-
3.60
=
3.88
-
7.8
39,636.6
Fig.
I:
Parameters
of
investigated green ceramics
It was possible to subdivide the examined structural
arrangements into two divergent property profiles on the
basis of two parameters, i.e. single granulate strength and
porosity. From each of these a representative (2 and
5,
see
fig. 1) was chosen for the basic machining and wear tests
in
order to cover the spectrum of green ceramics.
The mechanical behaviour of the green compacts can be
described as predominantely linear-elastic with plastic
components, the latter of which can be more or less
neglected
141.
However, under the increasing load speed,
which is a factor relevant for the machining process,
material embrittlement progresses, where the porosity of the
structure proves
to
be a criterion of failure.
Analysis
of
the Machining Process
From the phenomenological observation of chip formation
and surface formation, two machining mechanisms could be
371