Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 431
8.6 Циклы для фрезерования карманов, стоек и пазов
Обьём обработки (0/1/2) Q215: определение
обьёма обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка бока и чистовая обработка на
глубине выполняются только, если данный
припуск на чистовую обработку (Q368, Q369)
определен
Ширина канавки Q219 (значение паралелльно
вспомогательной оси плоскости обработки):
ввести ширину паза; если вводится ширина паза
равна диаметру инструмента, то УЧПУ выполняет
только черновую обработку (фрезерование
продольного паза) Максимальная ширина канавки
при черновой обработке: двойной диаметр
инструмента
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
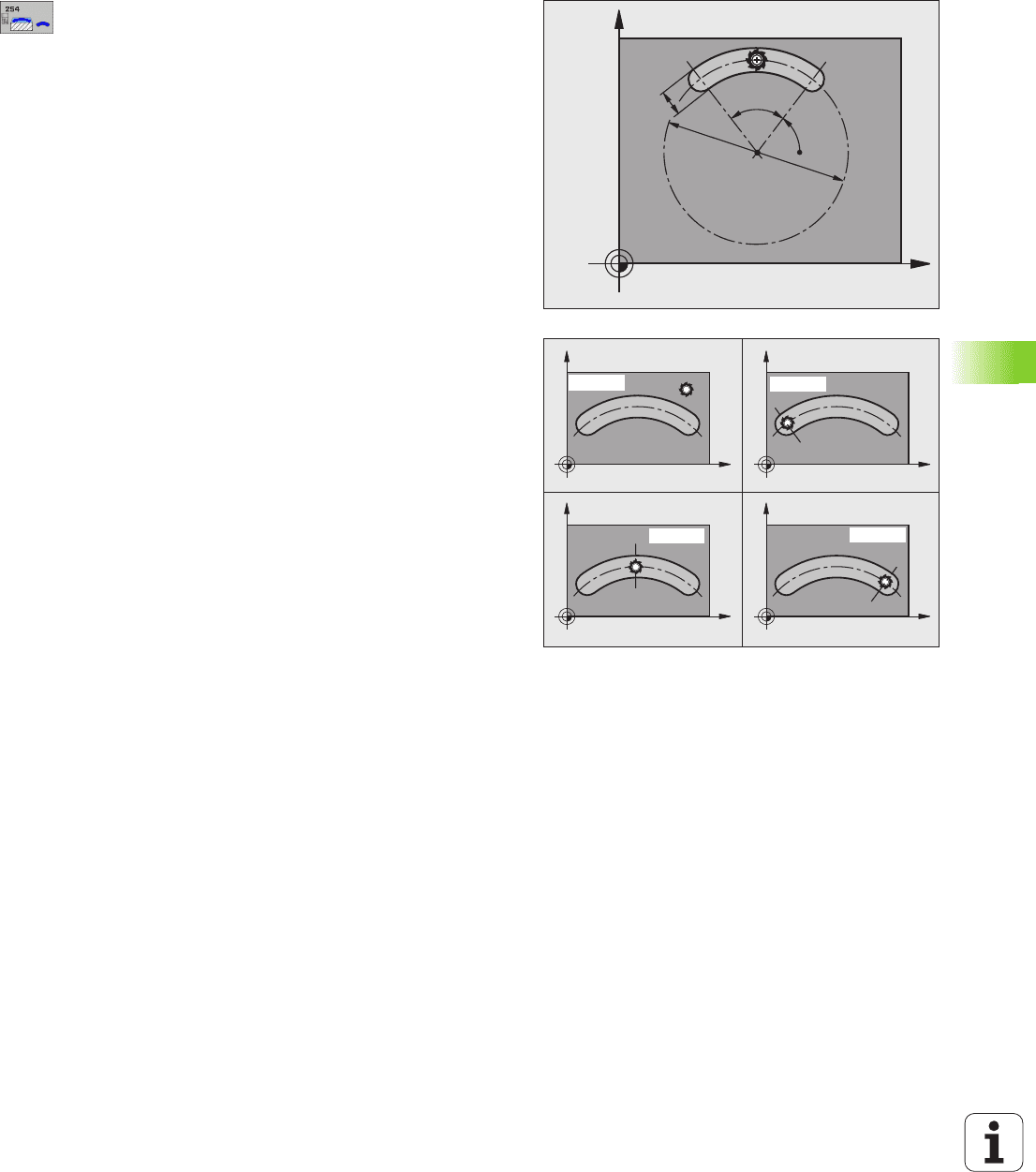
Диаметр делительной окружности Q375: ввести
диаметр делительной окружности
База для положения канавки (0/1/2/3) Q367:
положение кармана в отношении к позиции
инструмента при вызове цикла:
0: Позиция инструмента не учитывается.
Положение канавки рассчитывается из
введенного центра делительной окружности и
угла старта
1: Позиция инструмента = сентр левой окружности
канавки. Угол старта Q376 относится к этой
позиции. Введенный центр делительной
окружности не учитывается.
2: Позиция
инструмента = центр средней оси. Угол
старта Q376 относится к этой позиции. Введенный
центр делительной окружности не учитывается.
3: Позиция инструмента = центр правой
окружности канавки. Угол старта Q376 относится к
этой позиции. Введенный центр делительной
окружности не учитывается.
Центр 1-ой оси Q216 (абсолютый): центр сегмента
окружности на главной оси плоскости обработки
Действует только, если Q367 = 0
Центр 2-ой оси Q217 (абсолютный): центр
сегмента окружности на вспомогательной оси
плоскости обработки. Действует только, если
Q367 = 0
Угол старта Q376 (абсолютный): ввести полярный
угол точки старта
Угол раскрытия паза Q248 (инкрементно): ввести
угол раскрытия паза
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
432 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
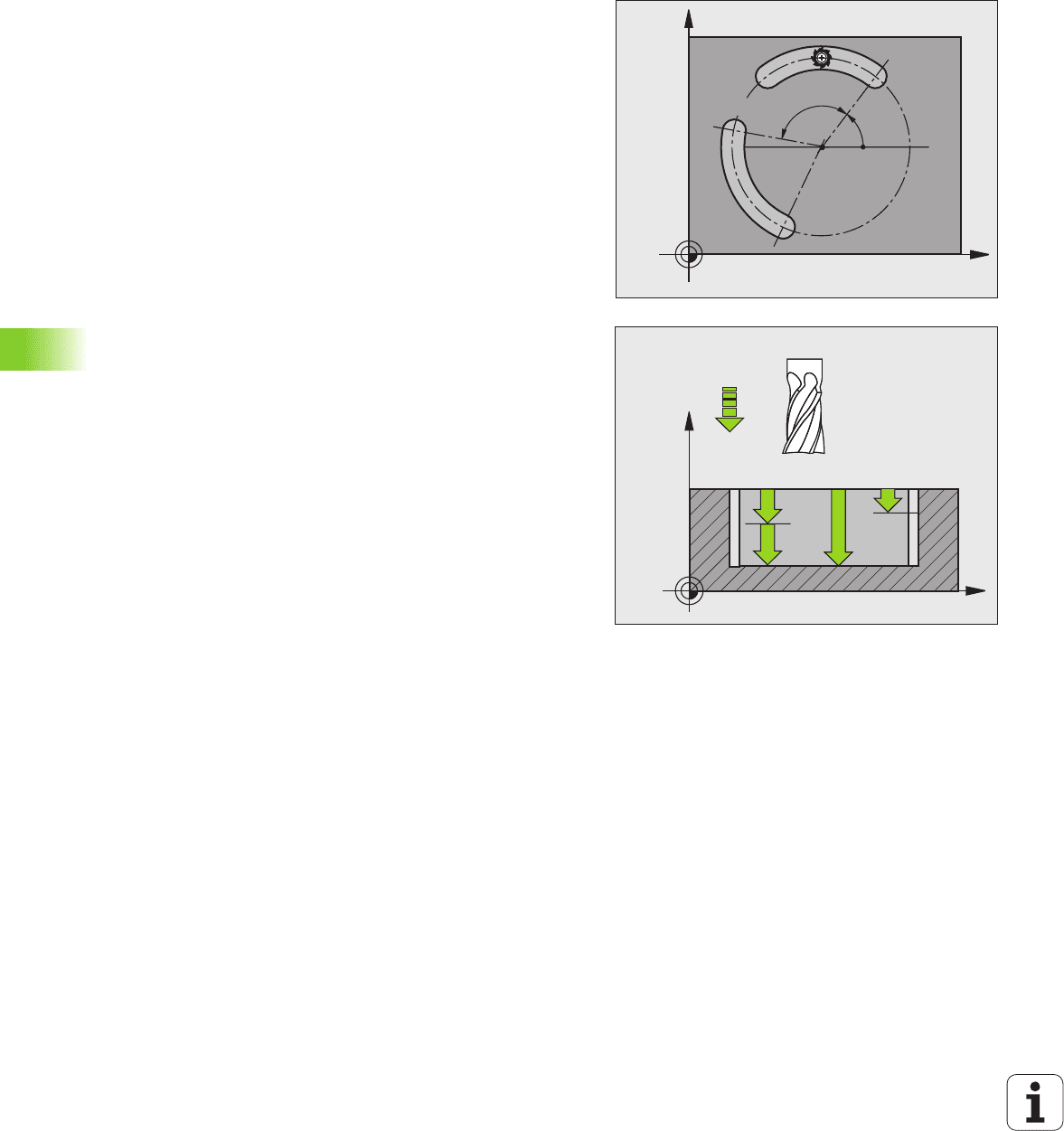
Шаг угла Q378 (в прирощениях): угол, на который
поворочивается целый паз. Центр вращения
лежить в центре делительной окружности
Количество проходов Q377: количество
проходов на делительной окружности
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
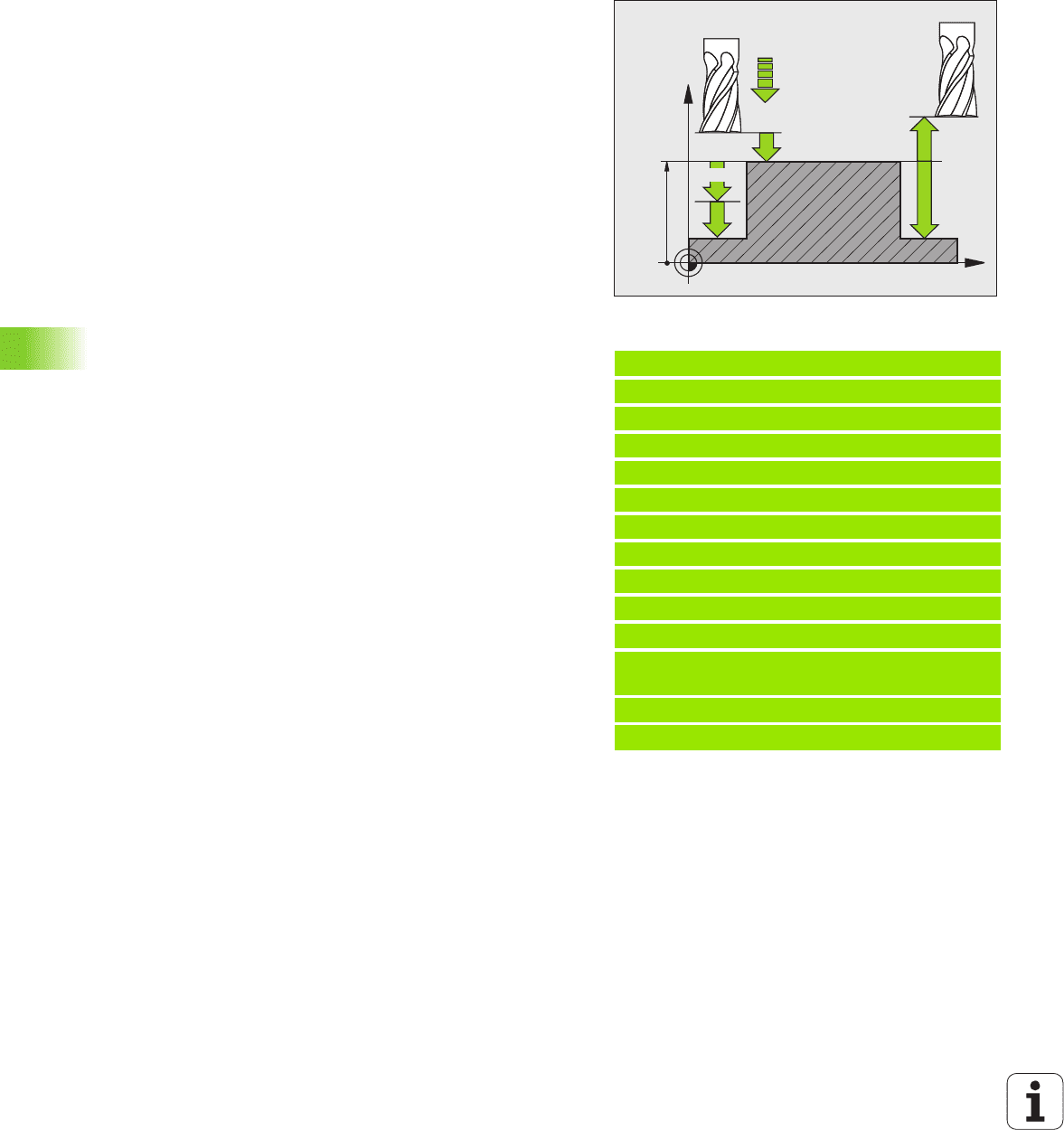
Глубина Q201 (инкрементно): расстояние
поверхность заготовки – дно паза
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз подводится инструмент;
ввести значение больше 0.
Припуск на чистовую обработку на глубине
Q369 (инкрементно): припуск на чистовую
обработку для глубины
Подача входа на глубину Q206: скорость
перемешения инструмента при перемещении на
глубину в мм/мин
Врезание для чистовой обработки Q338
(инкрементно): размер, на который врезается
инструмент на оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка одним
врезанием
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338
HEIDENHAIN iTNC 530 433
8.6 Циклы для фрезерования карманов, стоек и пазов
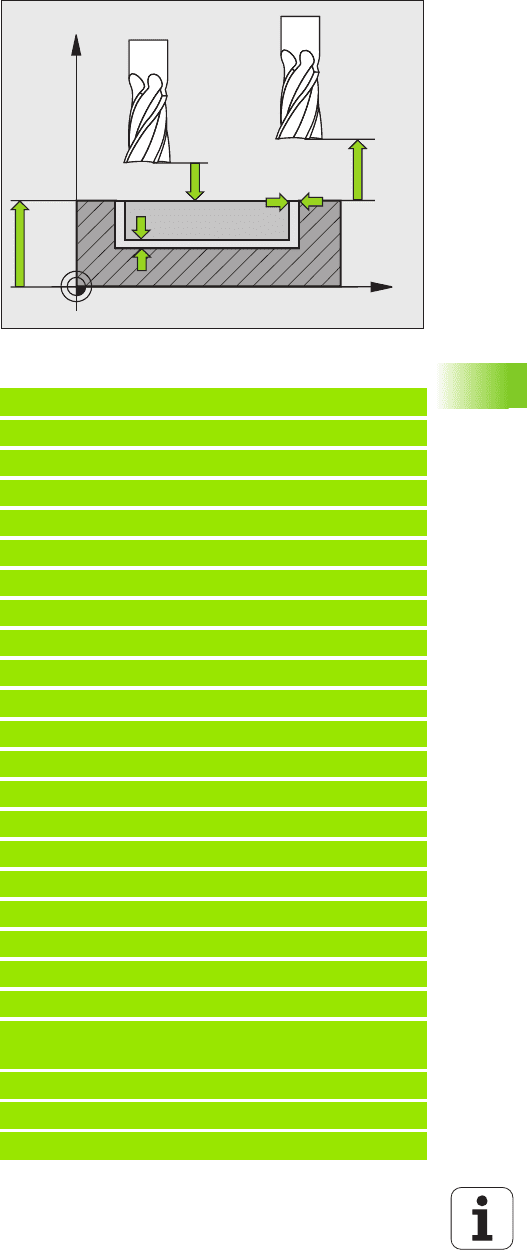
Безопасное расстояние Q200 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Стратегия погружения Q366: вид стратегии
врезания:
0 = перпендикулярное погружение. Независимо
от дефинированного в таблицы инструментов
угла погружения кромки ANGLE УЧПУ
погружает инструмент перпендикулярно в
материал
1 = погружение по винтовой линии. В таблицы
инструментов угол погружения для активного
инструмента должен ANGLE быть определен
неравный 0. В другом случае УЧПУ выдает
сообщение об ошибках. Погружать
только по
винтовой линии, если достаточно места
2 =погружение качающим движением. В
таблицы инструментов угол погружения для
активного инструмента должен ANGLE быть
определен неравный 0. В другом случае УЧПУ
выдает сообщение об ошибках. TNC может
выполнить врезание качательным движением,
если длина перемещения на сегменте
окружности составляет как минимум
трехкратное значение диаметра инструмента.
Подача чист.обработки Q385: скорость
перемещения инструмента при чистовой
обработке боков и дна в мм/мин
Пример: NC-кадры
8 CYCL DEF 254 КРУГЛАЯ КАНАВКА
Q215=0 ;ОБЪЕМ ОБРАБОТКИ
Q219=12 ;ШИРИНА ПАЗА
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q375=80 ;ДИАМЕТР ДЕЛ.ОКРУЖНОСТИ
Q367=0 ;БАЗА ПОЛОЖАНИЯ КАНАВКИ
Q216=+50 ;ЦЕНТР 1-ОЙ ОСИ
Q217=+50 ;ЦЕНТР 2-ОЙ ОСИ
Q376=+45 ;УГОЛ СТАРТА
Q248=90 ;УГОЛ РАСКРЫТИЯ
Q378=0 ;ШАГ УГЛА
Q377=1 ;КОЛИЧЕСТВО ПРОХОДОВ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q369=0.1 ;ПРИПУСК ГЛУБИНА
Q206=150 ;ПОДАЧА ВХОДА НА ГЛУБ.
Q338=5 ;ВРЕЗАНИЕ ЧИ СТ.ОБРАБ.
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q366=1 ;ВРЕЗАНИЕ
Q385=500 ;ПОДАЧА ЧИ СТ.ОБР.
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36
434 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
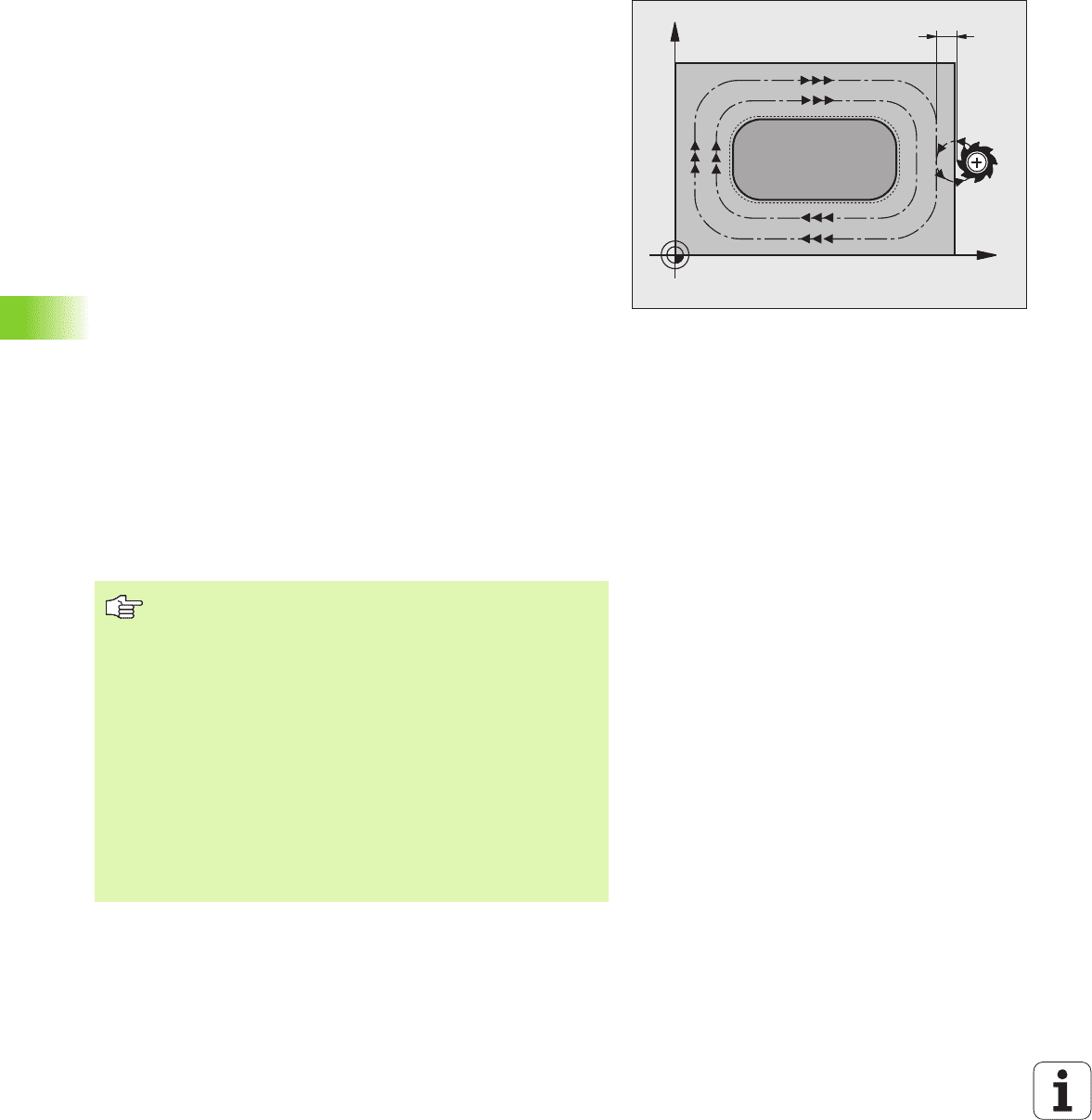
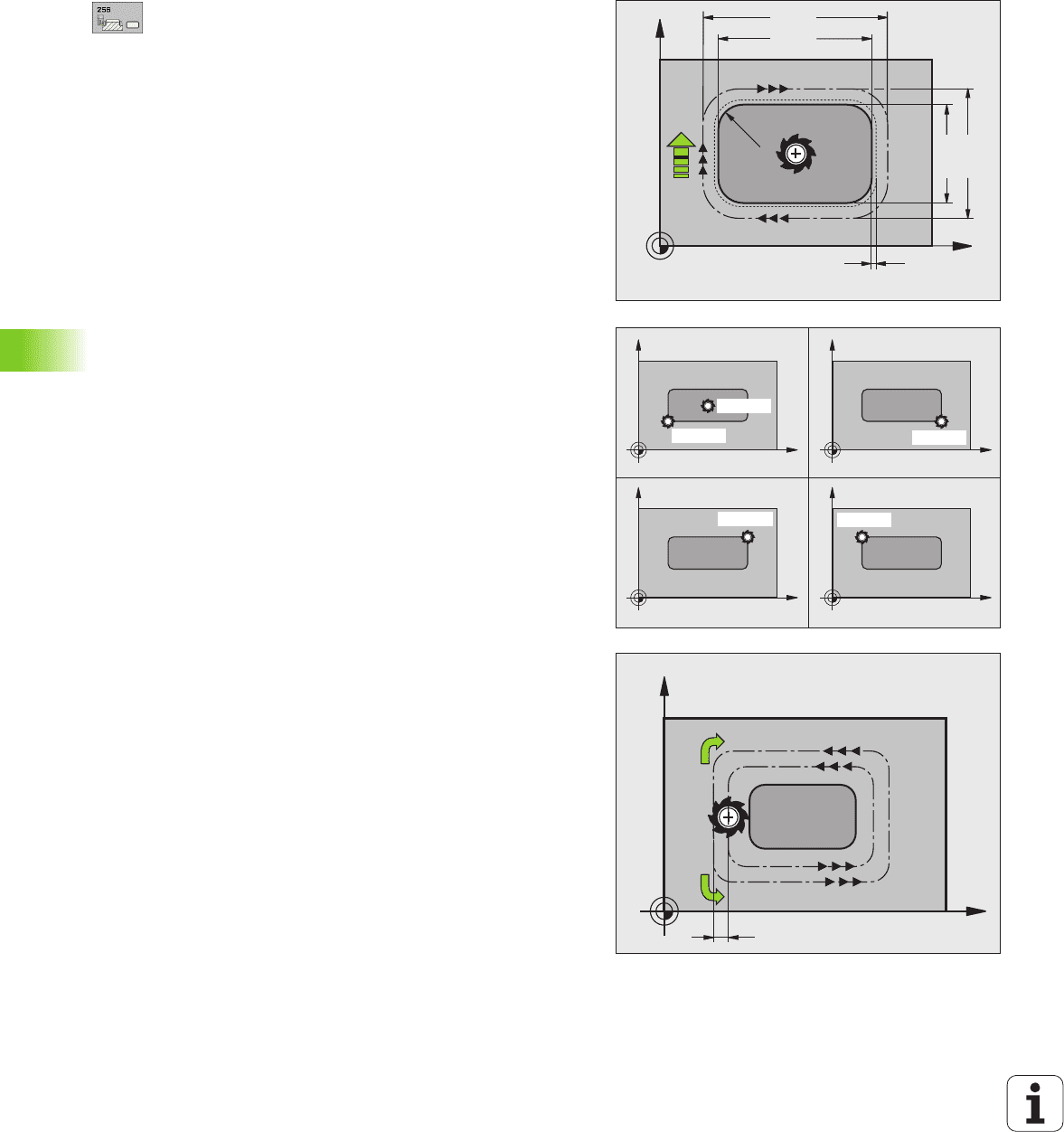
ПРЯМОУГОЛЬНАЯ СТОЙКА (цикл 256)
С помощью цикла прямоугольных стоек 256 можно полностью
обрабатывать прямоугольную стойку. Если размер заготовки
является больше максимального врезания со стороны, тогда ЧПУ
выполняет несколько врезаний со стороны вплоть до достижения
размера готовой детали.
1 Инструмент перемещается от позиции старта цикла (центр
стойки) в положительном направлении оси X на позицию
старта обработки стойки. Позиция
старта находится 2 мм
справа рядом с заготовкой стойки
2 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещает инструмент на ускоренной подачи FMAX на
безопасное расстояние и оттуда с подачей врезания на
первую глубину врезания
3 Затем инструмент перемещается тангенциально к контуру
стойки и фрезерует потом вокруг.
4 Если размер готовой стойки нельзя фрезеровать
одним
проходом, тогда TNC врезает инструментом с текущей
глубины со стороны и фрезерует еще раз вокруг. TNC
учитывает при этом размер заготовки, размер готовой детали
и допускаемое врезание со стороны. Эта операция
повторяется, пока будет достигнута определенный размер
готовой детали
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта обработки стойки
6 Затем
TNC перемещает инструмент на следующую глубину
врезания и обрабатывает стойку на этой глубине
7 Эта операция повторяется, пока будет достигнута
программированная глубина стойки
X
Y
2mm
Обратите внимание перед программированием
Предпозиционировать инструмент на позицию старта
(центр окружности) на плоскости обработки с
коррекцией радиуса R0. Уитывать параметр Q367
(длина стойки).
УЧПУ предпозиционирует инструмент на оси
инструментов автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
В
конце цикла УЧПУ перемещает инструмент на
ускоренной подачи на безопасное расстояние или –
если введено – на 2-ое безопасное расстояние.

HEIDENHAIN iTNC 530 435
8.6 Циклы для фрезерования карманов, стоек и пазов
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
Справа
рядом со стойкой оставить достаточно места
для движений подвода. Минимум: диаметр
инструмента + 2 мм.
436 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
1-ая длина стороны Q218: длина стойки,
паралелльно главной оси плоскости обработки
Размер заготовки длина стороны 1 Q424: длина
стойки, параллельно к главной оси плоскости
обработки. Размер заготовки длина стороны 1
ввести больше 1-ой длины стороны. TNC
выполняет несколько врезаний со стороны, если
разница между размером заготовки 1 и размером
готовой детали 1 является больше допускаемого
врезания со стороны (радиус инструмента
умножить на перекрытие траектории Q370). TNC
рассчитывает
всегда константное врезание со
стороны
2-ая длина стороны Q219: длина стойки,
паралелльно вспомогательной оси плоскости
обработки. Размер заготовки длина стороны 2
ввести больше 2-ой длины стороны. TNC
выполняет несколько врезаний со стороны, если
разница между размером заготовки 2 и размером
готовой детали 2 является больше допускаемого
врезания со стороны (радиус инструмента
умножить на перекрытие траектории Q370). TNC
рассчитывает всегда константное
врезание со
стороны
Размер заготовки длина стороны 2 Q425: длина
стойки, параллельно к вспомогательной оси
плоскости обработки
Радиус угла Q220: радиус угла стойки.
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки, оставляемый ЧПУ при
обработке
Поворот Q224 (абсолютно): угол, на который
поворочивается целая стойка. Центр вращения
лежит на позиции, на которой находится
инструмент при вызове цикла.
Положение стойки Q367: положение стойки в
отношении к позиции инструмента при вызове
цикла:
0: Позиция инструмента = центр стойки
1: позиция инструмента = левый нижний угол
2: позиция инструмента = правый нижний угол
3: позиция инструмента = правый верхний угол
4: позиция инструмента = левый верхний угол
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
X
Y
Q219
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= 1
Q351= +1
HEIDENHAIN iTNC 530 437
8.6 Циклы для фрезерования карманов, стоек и пазов
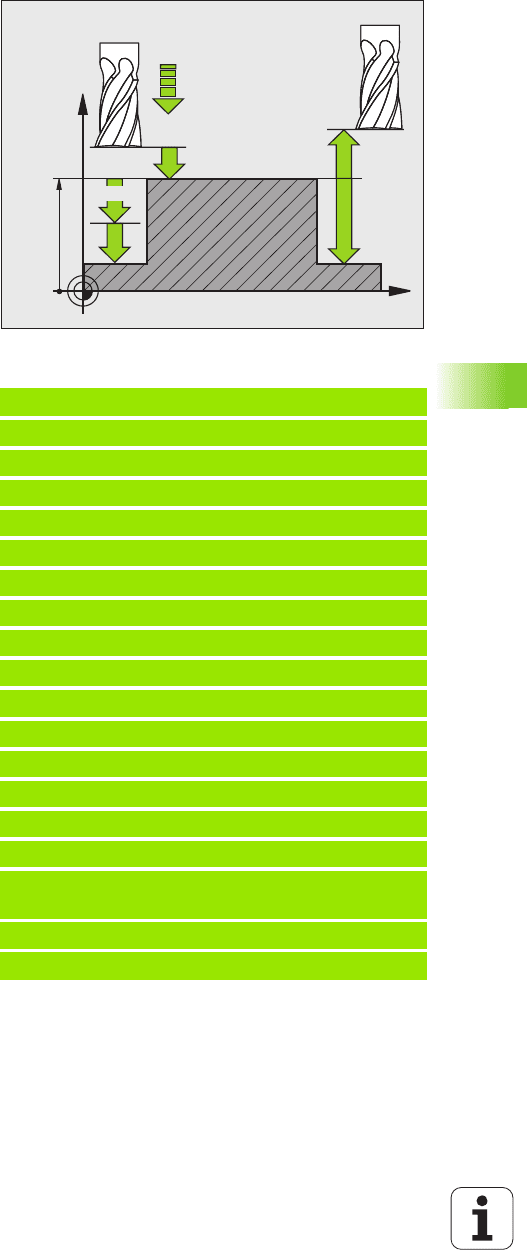
Глубина Q201 (инкрементно): расстояние
поверхность заготовки – дно стойки
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз подводится инструмент;
ввести значение больше 0.
Подача входа на глубину Q206: скорость
перемешения инструмента при перемещении на
глубину в мм/мин
Безопасное расстояние Q200 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Коэффицент перекрытия траектории Q370:
Q370 x радиус инструмента даёт врезание со
стороны k. Максимальное значение ввода: 1,9999
Пример: NC-кадры
8 CYCL DEF 256 ПРЯМОУГОЛЬНАЯ СТОЙКА
Q218=60 ;1-АЯ ДЛИНА СТОРОНЫ
Q424=74 ;РАЗМЕР ЗАГОТОВКИ 1
Q219=40 ;2-АЯ ДЛИНА СТОРОНЫ
Q425=60 ;РАЗМЕР ЗАГОТОВКИ 2
Q220=5 ;РАДИУС УГЛА
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q224=+0 ;УГОЛ ПОВОРОТА
Q367=0 ;ПОЛОЖЕНИЕ СТОЙКИ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q206=150 ;ПОДАЧА ВХОДА НА ГЛУБ.
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q370=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
438 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
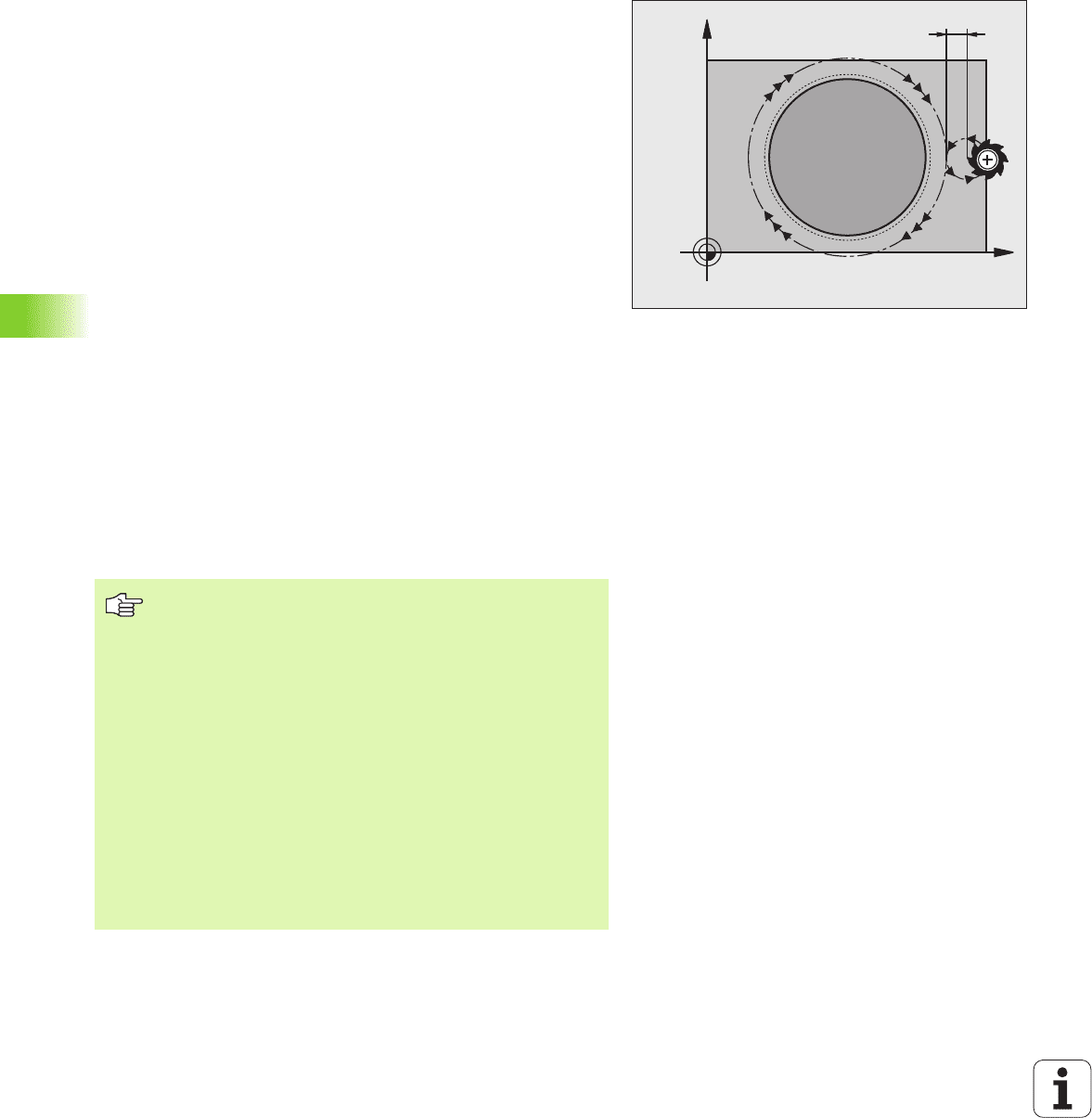
КРУГЛАЯ СТОЙКА (цикл 257)
С помощью цикла круговых стоек 257 можно полностью
обрабатывать круговую стойку. Если размер диаметра заготовки
является больше максимального врезания со стороны, тогда ЧПУ
выполняет несколько врезаний со стороны вплоть до достижения
размера готовой детали.
1 Инструмент перемещается от позиции старта цикла (центр
стойки) в положительном направлении оси X на позицию
старта обработки стойки.
Позиция старта находится 2 мм
справа рядом с заготовкой стойки
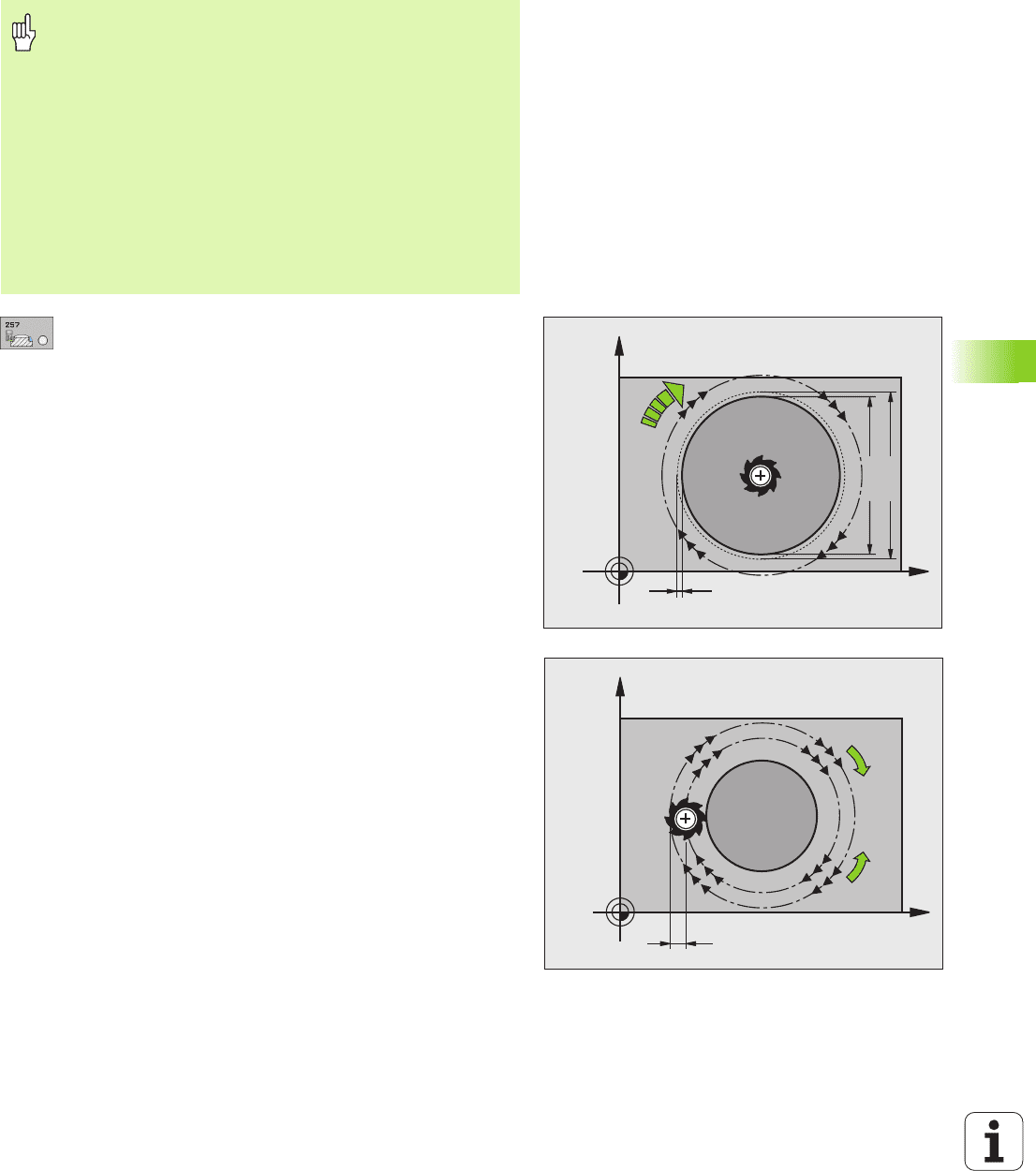
2 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещает инструмент на ускоренной подачи FMAX на
безопасное расстояние и оттуда с подачей врезания на
первую глубину врезания
3 Затем инструмент перемещается тангенциально к контуру
стойки и фрезерует потом вокруг.
4 Если размер диаметра готовой стойки
нельзя фрезеровать
одним проходом, тогда TNC врезает инструментом с текущей
глубины со стороны и фрезерует еще раз вокруг. TNC
учитывает при этом размер диаметра заготовки, размер
диаметра готовой детали и допускаемое врезание со стороны.
Эта операция повторяется, пока будет достигнут
определенный размер диаметра готовой детали
5 Потом инструмент перемещается назад тангенциально от
контура к
точке старта обработки стойки
6 Затем TNC перемещает инструмент на следующую глубину
врезания и обрабатывает стойку на этой глубине
7 Эта операция повторяется, пока будет достигнута
программированная глубина стойки
X
Y
2mm
Обратите внимание перед программированием
Предпозиционировать инструмент на позицию старта
(центр стойки) на плоскости обработки с коррекцией на
радиус R0.
УЧПУ предпозиционирует инструмент на оси
инструментов автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
УЧПУ позиционирует инструмент в конце цикла
обратно на позицию старта.
В конце цикла УЧПУ перемещает инструмент на
ускоренной подачи на безопасное расстояние или –
если введено – на 2-ое безопасное расстояние.
HEIDENHAIN iTNC 530 439
8.6 Циклы для фрезерования карманов, стоек и пазов
Диаметр готовой детали Q223: диаметр
обработанной полностью стойки
Диаметр заготовки Q222: диаметр заготовки.
Ввести диаметр заготовки больше диаметра
готовой детали. TNC выполняет несколько
врезаний со стороны, если разница между
размером диаметра заготовки и размером
диаметра готовой детали является больше
допускаемого врезания со стороны (радиус
инструмента умножить на перекрытие траектории
Q370). TNC рассчитывает всегда константное
врезание со стороны
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1= фрезерование встречное
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
Справа
рядом со стойкой оставить достаточно места
для движений подвода. Минимум: диаметр
инструмента + 2 мм.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1
440 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
Глубина Q201 (инкрементно): расстояние
поверхность заготовки – дно стойки
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз подводится инструмент;
ввести значение больше 0.
Подача входа на глубину Q206: скорость
перемешения инструмента при перемещении на
глубину в мм/мин
Безопасное расстояние Q200 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Коэффицент перекрытия траектории Q370:
Q370 x радиус инструмента даёт врезание со
стороны k. Максимальное значение ввода: 1,9999
Пример: NC-кадры
8 CYCL DEF 257 КРУГОВАЯ СТОЙКА
Q223=60 ;ДИАМЕТР ГОТ.ДЕТАЛИ
Q222=60 ;ДИАМ. ЗАГОТОВКИ
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q206=150 ;ПОДАЧА ВХОДА НА ГЛУБ.
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q370=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202