Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 421
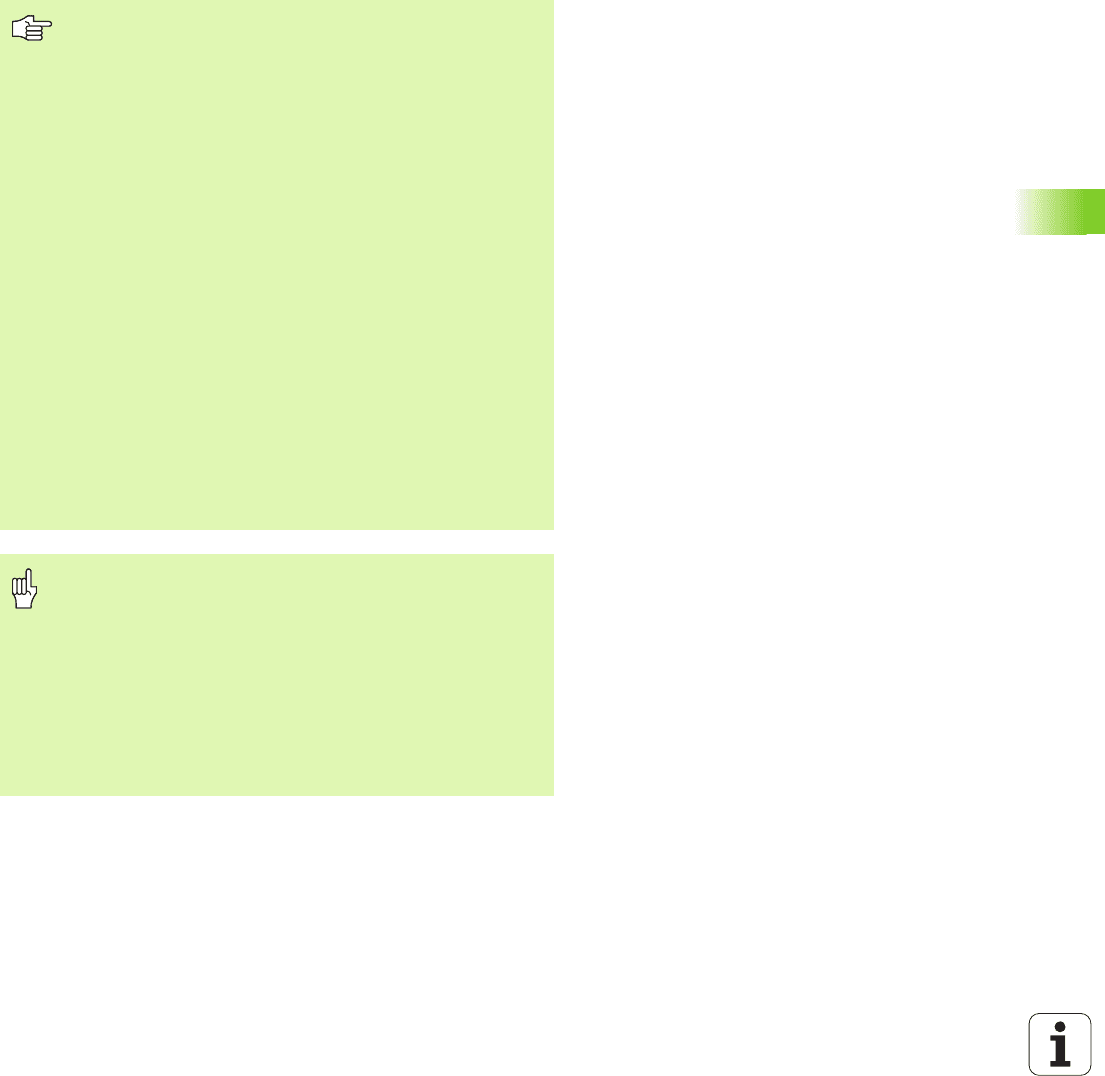
8.6 Циклы для фрезерования карманов, стоек и пазов
Чистовая обработка
5 Если определены припуски на чистовую обработку, УЧПУ
обработывает сначала начистую стенки кармана, если
введено несколькими подводами. Стенка кармана наезжается
тангенциально
6 Затем УЧПУ выполняет чистовую обработку дна кармана из
внутри на наружие. Дно кармана наезжается тангенциально
Обратите внимание перед программированием
Предпозиционировать инструмент на позицию старта
(центр окружности) на плоскости обработки с
коррекцией радиуса R0.
УЧПУ выполняет цикл на осях (плоскость обработки), с
помощью которых Вы наехали позицию старта. Нпр. на
X и Y, если с CYCL CALL POS X... Y... и в U и V, если
CYCL CALL POS U... V... было программировано.
УЧПУ предпозиционирует инструмент на оси
инструментов
автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
УЧПУ позиционирует инструмент в конце цикла
обратно на позицию старта.
УЧПУ позиционирует инструмент в конце операции
очистки на ускоренном ходе обратно в центр кармана.
Инструмент находится при этом на
расстояние
безопасной высоты на актуальной глубиной подвода.
Так ввести безопасное расстояние, что инструмент не
заклинивается при возврате между снятой стружкой.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
422 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
Обьём обработки (0/1/2) Q215: определение
обьёма обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка бока и чистовая обработка на
глубине выполняются только, если данный
припуск на чистовую обработку (Q368, Q369)
определен
Диаметр кармана Q223: диаметр обработанного
полностью кармана
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1= фрезерование встречное
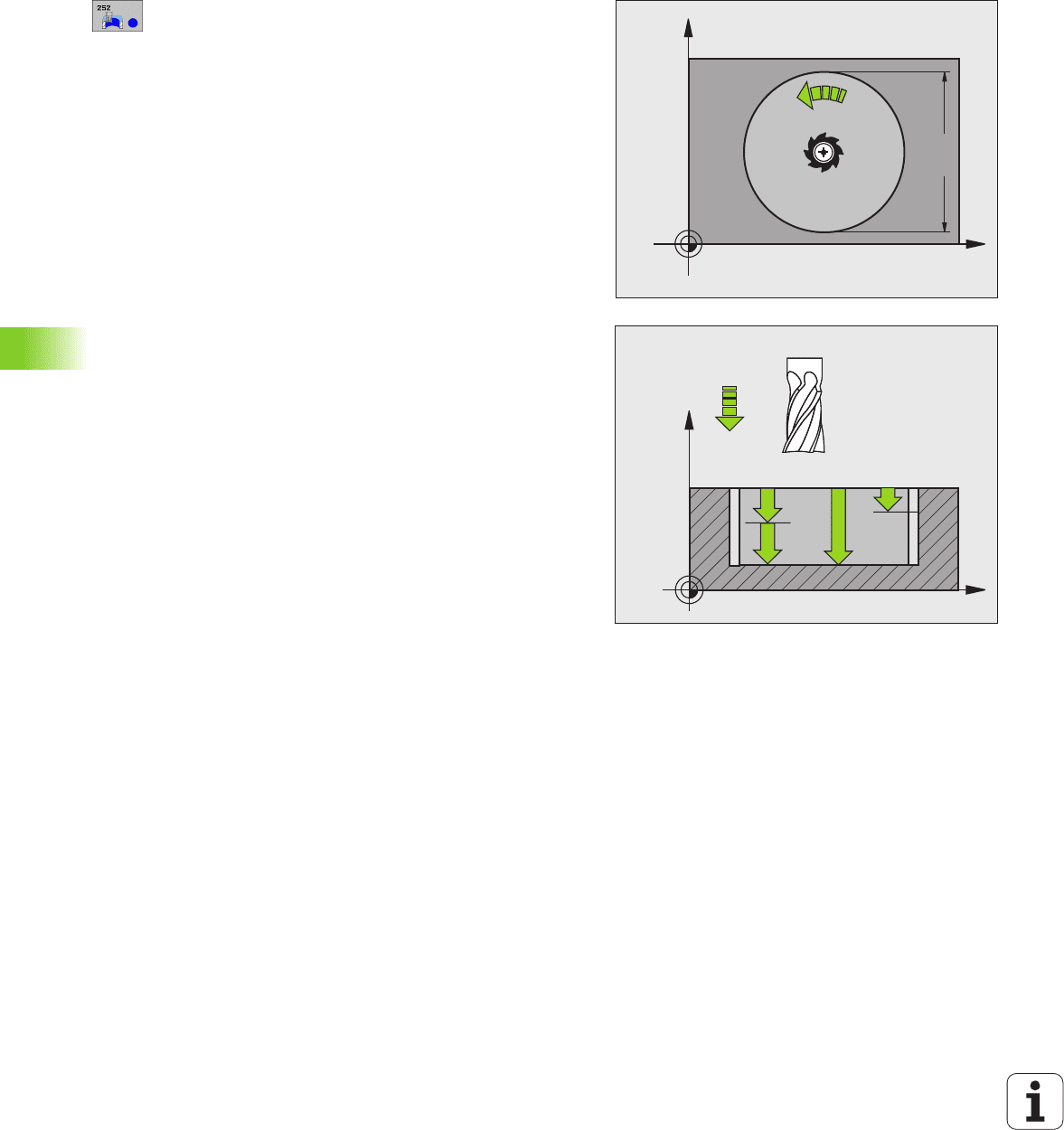
Глубина Q201 (инкрементно): расстояние
поверхность заготовки – дно кармана
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз подводится инструмент;
ввести значение больше 0.
Припуск на чистовую обработку на глубине
Q369 (инкрементно): припуск на чистовую
обработку для глубины
Подача входа на глубину Q206: скорость
перемешения инструмента при перемещении на
глубину в мм/мин
Врезание для чистовой обработки Q338
(инкрементно): размер, на который врезается
инструмент на оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка одним
врезанием
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338
HEIDENHAIN iTNC 530 423
8.6 Циклы для фрезерования карманов, стоек и пазов
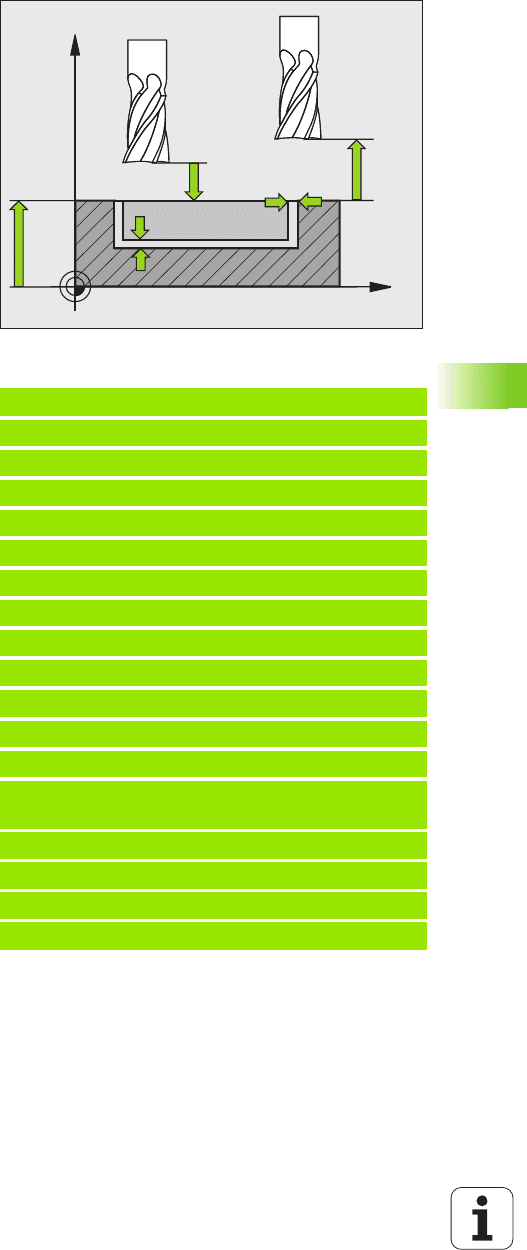
Безопасное расстояние Q200 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Коэффицент перекрытия траектории Q370:
Q370 x радиус инструмента даёт врезание со
стороны k. Максимальное значение ввода: 1,9999
Стратегия погружения Q366: вид стратегии
врезания:
0 = перпендикулярное погружение. Независимо
от дефинированного в таблицы инструментов
угла погружения кромки ANGLE УЧПУ
погружает инструмент перпендикулярно в
материал
1 = погружение по винтовой линии. В таблицы
инструментов угол погружения для активного
инструмента должен ANGLE быть определен
неравный 0. В другом случае УЧПУ выдает
сообщение об ошибках
Подача чист.обработки Q385: скорость
перемещения инструмента при чистовой
обработке боков и дна в мм/мин
Пример: NC-кадры
8 CYCL DEF 252 КРУГЛЫЙ КАРМАН
Q215=0 ;ОБЪЕМ ОБРАБОТКИ
Q223=60 ;ДИАМЕТР ОКРУЖНОСТИ
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q369=0.1 ;ПРИПУСК ГЛУБИНА
Q206=150 ;ПОДАЧА ВХОДА НА ГЛУБ.
Q338=5 ;ВРЕЗАНИЕ ЧИ СТ.ОБРАБ.
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q370=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q366=1 ;ВРЕЗАНИЕ
Q385=500 ;ПОДАЧА ЧИ СТ.ОБР.
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36
424 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
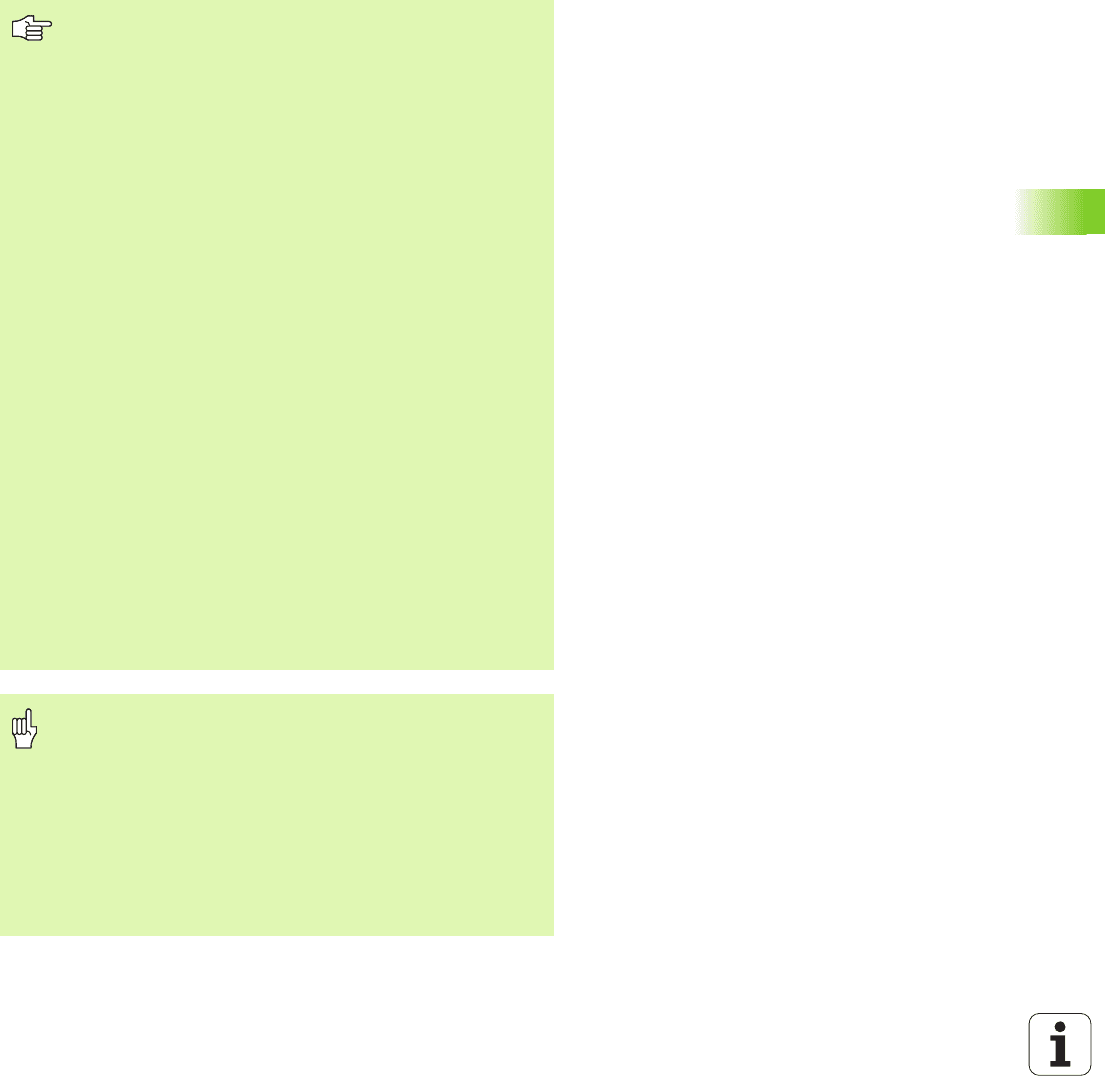
ФРЕЗЕРОВАНИЕ ПАЗОВ (цикл 253)
С помощью цикла прямоугольных карманов 253 можете
полностью обрабатывать прямоугольный карман. В зависимости
от параметров цикла в распоряжении находятся следующие
альтернативы обработки:
Полная обработка: черновая, чистовая глубины, чистовая
боковой поверхности
Только черновая обработка
Только чистовая обработка на глубине и чистовая обработка
бока
Только чистовая обработка дна
Только чистовая обработка со стороны
Черновая
обработка
1 Инструмент перемещается качающим движением от левого
центра канавки с определенным в таблицы инструментов
углом погружения на первую глубину подвода. Стратегию
погружения определяете с помощью параметра Q366
2 УЧПУ очищает канавку из внутри на наружие при учете
припусков на чистовую обработку (параметры Q368 и Q369)
3 Эта операция повторяется, пока будет достигнута глубина
канавки
При неработающей таблицы инструментов следует
всегда погружаться в материал перпендикулярно
(Q366=0), так как невозможно дефинировать угол
погружения.
HEIDENHAIN iTNC 530 425
8.6 Циклы для фрезерования карманов, стоек и пазов
Чистовая обработка
4 Если определены припуски на чистовую обработку, УЧПУ
обработывает сначала начистую стенки канавки, если введено
несколькими подводами. Стенка канавки наезжается
тангенциально в правой окружности канавки
5 Затем УЧПУ выполняет чистовую обработку дна канавки из
внутри на наружие. Дно канавки наезжается тангенциально
Обратите внимание перед программированием
Предпозиционировать инструмент на позицию старта
(центр окружности) на плоскости обработки с
коррекцией радиуса R0. Учитывать параметр Q367
(положение канавки).
УЧПУ отрабатывает цикл в осях (плоскость
обработки), с помощью которых оператор подводил к
позиции старта. Нпр. в X и Y, если с CYCL CALL POS
X... Y... и в U и V, если CYCL CALL POS U... V... было
программировано.
УЧПУ
предпозиционирует инструмент на оси
инструментов автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
В конце цикла ЧПУ позиционирует инструмент на
плоскости обработки обратно на позицию старта
(центр канавки). Исключение: если длина канавки
определена не равной 0, тогда ЧПУ позиционирует
инструмент на оси инструмента на 2-ое безопасное
расстояние. В таких случаях программировать всегда
абсолютные
движения перемещения после вызова
цикла.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Если ширина канавки является больше двойного
диаметра инструмента, УЧПУ выполняет расщищание
канавки из внутри на наружие. Таким образом
оператор в состоянии также с помощью небольших
инструментов фрезеровать любые канавки.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
426 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
Обьём обработки (0/1/2) Q215: определение
обьёма обработки:
0: черновая и чистовая обработка
1: только черновая обработка
2: только чистовая обработка
Чистовая обработка бока и чистовая обработка на
глубине выполняются только, если данный
припуск на чистовую обработку (Q368, Q369)
определен
Длина канавки Q218 (значение паралелльно
главной оси плоскости обработки): ввести более
длинную сторону паза
Ширина канавки Q219 (значение паралелльно
вспомогательной оси плоскости обработки):
ввести ширину паза; если вводится ширина паза
равна диаметру инструмента, то УЧПУ выполняет
только черновую обработку (фрезерование
продольного паза) Максимальная ширина канавки
при черновой обработке: двойной диаметр
инструмента
Припуск на чистовую обработку стороны Q368
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
Поворот Q224 (абсолютно): угол, на который
поворочивается целый паз. Центр вращения
лежит на позиции, на которой находится
инструмент при вызове цикла.
Lage der Nut (0/1/2/3/4)Q367: Lage der Nut bezogen
auf die Position des Werkzeuges beim Zyklus-Aufruf:
0: Werkzeugposition = Nutmitte
1: Werkzeugposition = Linkes Ende der Nut
2: Werkzeugposition = Zentrum linker Nutkreis
3: Werkzeugposition = Zentrum rechter Nutkreis
4: Werkzeugposition = Rechtes Ende der Nut
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Frдsart Q351: Art der Frдsbearbeitung bei M3:
+1 = попутное фрезерование
–1 = Gegenlauffrдsn
X
Y
Q219
Q218
Q374
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4

HEIDENHAIN iTNC 530 427
8.6 Циклы для фрезерования карманов, стоек и пазов
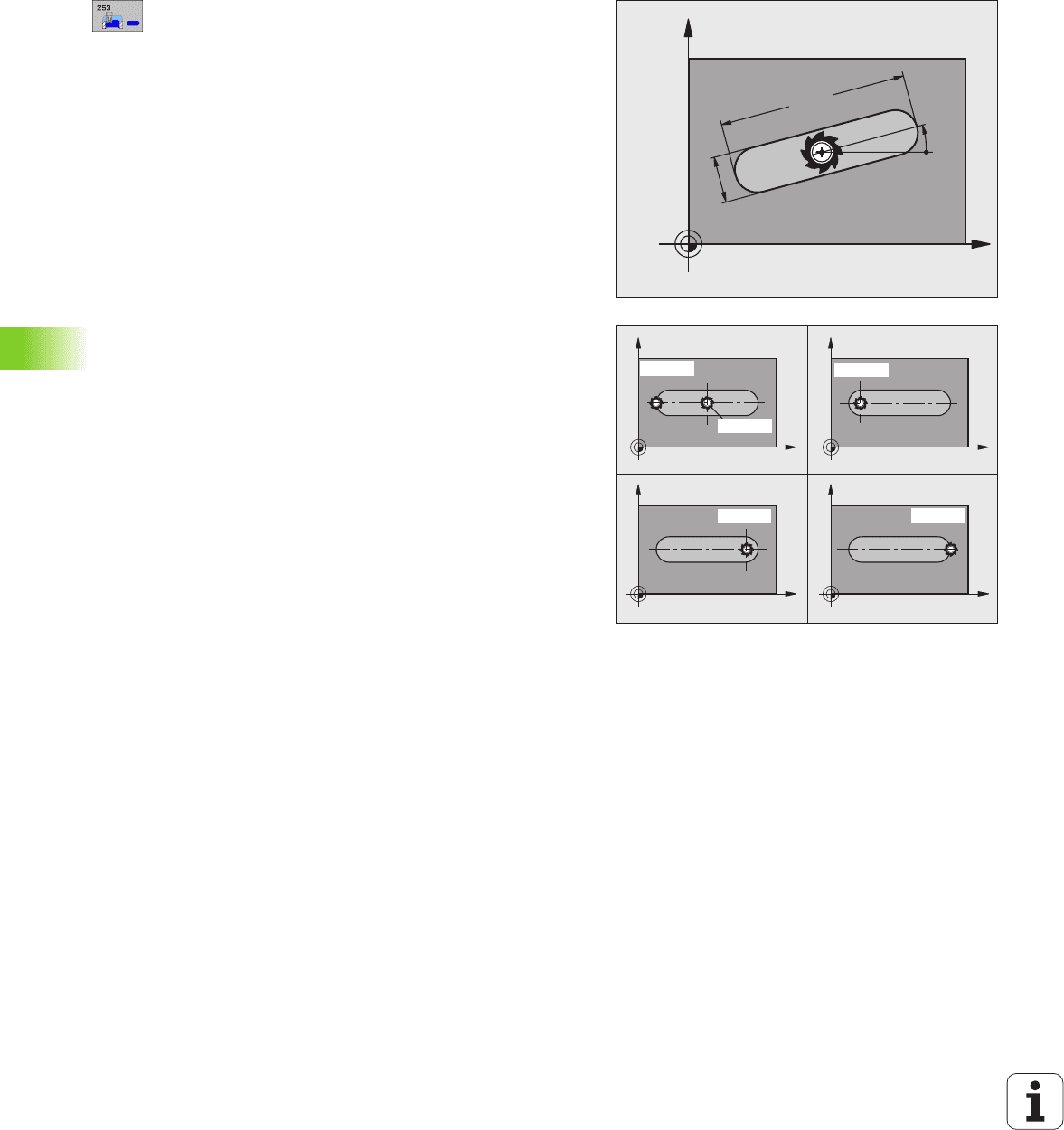
Глубина Q201 (инкрементно): расстояние
поверхность заготовки – дно паза
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз подводится инструмент;
ввести значение больше 0.
SchlichtaufmaЯ Tiefe Q369 (inkremental): Schlicht-
AufmaЯ fьr die Tiefe
Vorschub Tiefenzustellung Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
auf Tiefe in mm/min
Врезание для чистовой обработки Q338
(инкрементно): размер, на который врезается
инструмент на оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка одним
врезанием
X
Z
Q201
Q206
Q202
Q338
428 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
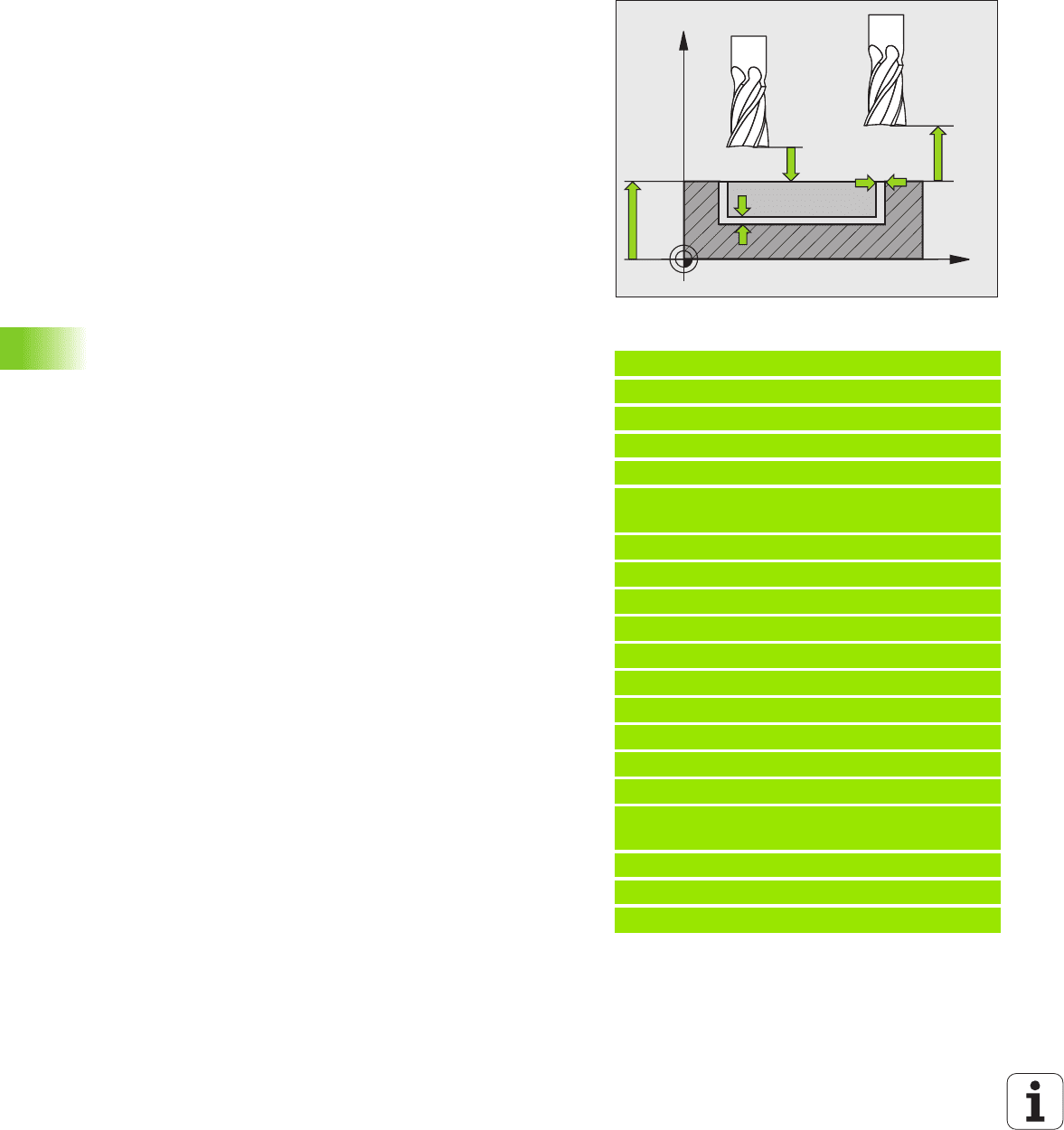
Безопасное расстояние Q200 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Стратегия погружения Q366: вид стратегии
врезания:
0 = перпендикулярное погружение. Независимо
от дефинированного в таблицы инструментов
угла погружения кромки ANGLE УЧПУ
погружает инструмент перпендикулярно в
материал
1 = погружение по винтовой линии. В таблицы
инструментов угол погружения для активного
инструмента должен ANGLE быть определен
неравный 0. В другом случае УЧПУ выдает
сообщение об ошибках. Погружать
только по
винтовой линии, если достаточно места
2 =погружение качающим движением. В
таблицы инструментов угол погружения для
активного инструмента должен ANGLE быть
определен неравный 0. В другом случае УЧПУ
выдает сообщение об ошибках
Подача чист.обработки Q385: скорость
перемещения инструмента при чистовой
обработке боков и дна в мм/мин
Пример: NC-Sдtze
8 CYCL DEF 253 ФРЕЗЕРОВАНИЕ КАНАВОК
Q215=0 ;ОБЪЕМ ОБРАБОТКИ
Q218=80 ;ДЛИНА КАНАВКИ
Q219=12 ;ШИРИНА ПАЗА
Q368=0.2 ;ПРИПУСК СО СТОРОНЫ
Q224=+0 ;ПОЛОЖЕНИЕ ПРИ
ВРАЩЕНИИ
Q367=0 ;ПОЛОЖЕНИЕ КАНАВКИ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q201=-20 ;ГЛУБИНА
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q369=0.1 ;ПРИПУСК ГЛУБИНА
Q206=150 ;ПОДАЧА ВХОДА НА ГЛУБ.
Q338=5 ;ВРЕЗАНИЕ ЧИ СТ.ОБРАБ.
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+0 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q366=1 ;ВРЕЗАНИЕ
Q385=500 ;ПОДАЧА ЧИ СТ.ОБР.
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36
HEIDENHAIN iTNC 530 429
8.6 Циклы для фрезерования карманов, стоек и пазов
КРУГЛАЯ КАНАВКА (цикл 254)
С помощью цикла 254 можете полностью обрабатывать круглую
канавку. В зависимости от параметров цикла в распоряжении
находятся следующие альтернативы обработки:
Полная обработка: черновая, чистовая глубины, чистовая
боковой поверхности
Только черновая обработка
Только чистовая обработка на глубине и чистовая обработка
бока
Только чистовая обработка дна
Только чистовая обработка со стороны
Черновая обработка
1 Инструмент
перемещается качающим движением в центре
канавки с определенным в таблицы инструментов углом
погружения на первую глубину врезания. Стратегию
погружения определяете с помощью параметра Q366
2 УЧПУ очищает канавку из внутри на наружие при учете
припусков на чистовую обработку (параметры Q368 и Q369)
3 Эта операция повторяется, пока будет достигнута глубина
канавки
При неработающей таблицы инструментов следует
всегда погружаться в материал перпендикулярно
(Q366=0), так как невозможно дефинировать угол
погружения.
430 8 Программирование: циклы
8.6 Циклы для фрезерования карманов, стоек и пазов
Чистовая обработка
4 Если определены припуски на чистовую обработку, УЧПУ
обработывает сначала начистую стенки канавки, если введено
несколькими подводами. Стенка канавки наезжается
тангенциально
5 Затем УЧПУ выполняет чистовую обработку дна канавки из
внутри на наружие. Дно канавки наезжается тангенциально
Обратите внимание перед программированием
Предпозиционировать инструмент на плоскости
обработки с коррекцией радиуса R0. Параметр Q367
(База для длины канавки) соответственно
определить.
УЧПУ выполняет цикл на осях (плоскость обработки), с
помощью которых Вы наехали позицию старта. Нпр. на
X и Y, если с CYCL CALL POS X... Y... и в U и V, если
CYCL CALL POS U... V... было программировано.
УЧПУ предпозиционирует инструмент на
оси
инструментов автоматически. Параметр Q204 (2-ое
безопасное расстояние) учитывать.
В конце цикла ЧПУ позиционирует инструмент на
плоскости обработки обратно на позицию старта
(центр сегмента окружности). Исключение: если длина
канавки определена не равной 0, тогда ЧПУ
позиционирует инструмент на оси инструмента на 2-ое
безопасное расстояние. В таких случаях
программировать всегда абсолютные движения
перемещения
после вызова цикла.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Если ширина канавки является больше двойного
диаметра инструмента, УЧПУ выполняет расщищание
канавки из внутри на наружие. Таким образом
оператор в состоянии также с помощью небольших
инструментов фрезеровать любые канавки.
Если используется цикл
254 Круглая канавка вместе с
циклом 221, тогда положение канавки 0 не
допускается.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!