Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 451
8.8 SL-циклы
8.8 SL-циклы
Основы
С помощью SL-циклов можно составлять сложные контуры,
состоящие из вплоть до 12 подконтуров (карманов или островов).
Отдельные подконтуры вводите в качестве подпрограмм. На
основании списка подконтуров (номеров подпрограмм), заданных
в цикле 14 КОНТУР, УЧПУ рассчитывает общий контур.
Свойства подпрограмм
Пересчёты координат допускаются. Если они программируются
в подконтурах, то действуют также в последующих
подпрограммах
, однако не надо их сбросывать после вызова
цикла
УЧПУ игнорирует подачи F и дополнительные функции M
УЧПУ распознавает карман, если отрабатываются проходы
вокруг внутри контура, нпр. описание контура по часовой
стрелке с коррекцией на радиус RR
УЧПУ распознавает остров, если отрабатываются проходы на
наружии, нпр. описание контура по часовой стрелке с
коррекцией
на радиус RL
Подпрограммы не должны содержать координат на оси
шпинделя
В первом наборе координат подпрограммы определяете
плоскость обработки. Вспомогательные оси U,V,W
разрешаются только в соответственном сочетании. В первом
кадре дефинировать всегда обе оси плоскости обработки
Если используются параметры Q, тогда соответсвенные
расчеты и присваивания выполнять только в пределах данной
подпрограммы контура
Пример: Схема
: отработка с помощью SL-
циклов
0 BEGIN PGM SL2 MM
...
12 CYCL DEF 140 КОНТУР ...
13 CYCL DEF 20 ДАННЫЕ КОНТУРА ...
...
16 CYCL DEF 21 ПРЕДСВЕРЛЕНИЕ ...
17 CYCL CALL
...
18 CYCL DEF 22 ЧЕРН .ОБРАБОТКА ...
19 CYCL CALL
...
22 CYCL DEF 23 ЧИСТОВАЯ ОБРАБ.ДНА ...
23 CYCL CALL
...
26 CYCL DEF 24 ЧИСТОВАЯ
ОБРАБ.СТОРОНЫ ...
27 CYCL CALL
...
50 L Z+250 R0 FMAX M2
51 LBL 1
...
55 LBL 0
56 LBL 2
...
60 LBL 0
...
99 END PGM SL2 MM
Память для одного SL-цикла (все подпрограммы
контура) ограничена. Количество возможных
элементов контура зависить от вида контура
(внутренний/наружный контур) и количества
подконтуров и составляет как максимум 8192
элементов контура.
SL-циклы выполняют в системе обширные и
комплексные расчеты а на их основе операции
обработки. Из-за соображений безопасности
выполнить в любом случае
перед отработкой
графический тест программы ! Таким образом можно
относительно простым способом установить,
выполняет ли УЧПУ обработку правильно или нет.
452 8 Программирование: циклы
8.8 SL-циклы
Свойства циклов обработки
УЧПУ позиционирует перед каждым циклом автоматически на
безопасное расстояние
Каждый уровень глубины фрезеруется без подъёма
инструмента; острова обходятся со стороны
Для избежания маркировки при выходе из материала, УЧПУ
включает на не тангенциальных "внутренних углах" глобально
дефинируемый радиус закругления. Записываемый в цикле 20
радиус закругления действует на траекторию центра
инструмента
, значит при необходимости увеличивает
дефинированное радиусом инструмента закругление
(действует при зачистке и боковой чистовой обработке)
При чистовой обработке сторон УЧПУ подводится к контуру по
тангенциальной круговой траектории
В случае чистовой обработки на глубине УЧПУ подводит
инструмент также по тангенциальной круговой траектории к
загатовке (нпр.: ось шпинделя Z: круговая траектория на
плоскости Z/X)
УЧПУ обрабатывает контур непрерывно попутным движением
или встречным
Данные о размерах для обработки, как глубина фрезерования,
припуски и безопасное расстояние вводите центрально в цикле
20 как ДАННЫЕ КОНТУРА.
С MP7420 определяете, куда УЧПУ позиционирует
инструмент в конце циклов от 21 до 24.
HEIDENHAIN iTNC 530 453
8.8 SL-циклы
Обзор SL-циклов
Расширённые циклы:
Цикл Softkey Страница
14 КОНТУР (объязательно требуется) Страница
454
20 ДАННЫЕ КОНТУРА (объязательно
требуется)
Страница
458
21 ПРЕДСВЕРЛЕНИЕ (используется
на выбор)
Страница
459
22 ПРОТЯГИВАНИЕ (объязательно
требуется)
Страница
460
23 ЧИСТОВАЯ ОБРАБОТКА НА
ГЛУБИНЕ (используется на выбор)
Страница
463
24 ЧИСТОВАЯ ОБРАБОТКА НА
СТОРОНЕ (используется на выбор)
Страница
464
Цикл Softkey Страница
25 ВЫДЕЛЕНИЕ КОНТУРА Страница
465
27 ОБРАЗУЮЩАЯ ЦИЛИНДРА Страница
468
28 ОБРАЗУЮЩАЯ ЦИЛИНДРА
фрезерование пазов
Страница
470
29 ОБРАЗУЮЩАЯ ЦИЛИНДРА
фрезерование стенки
Страница
473
39 ОБОЛОЧКА ЦИЛИНДРА
фрезерование внешнего контура
Страница
475
454 8 Программирование: циклы
8.8 SL-циклы
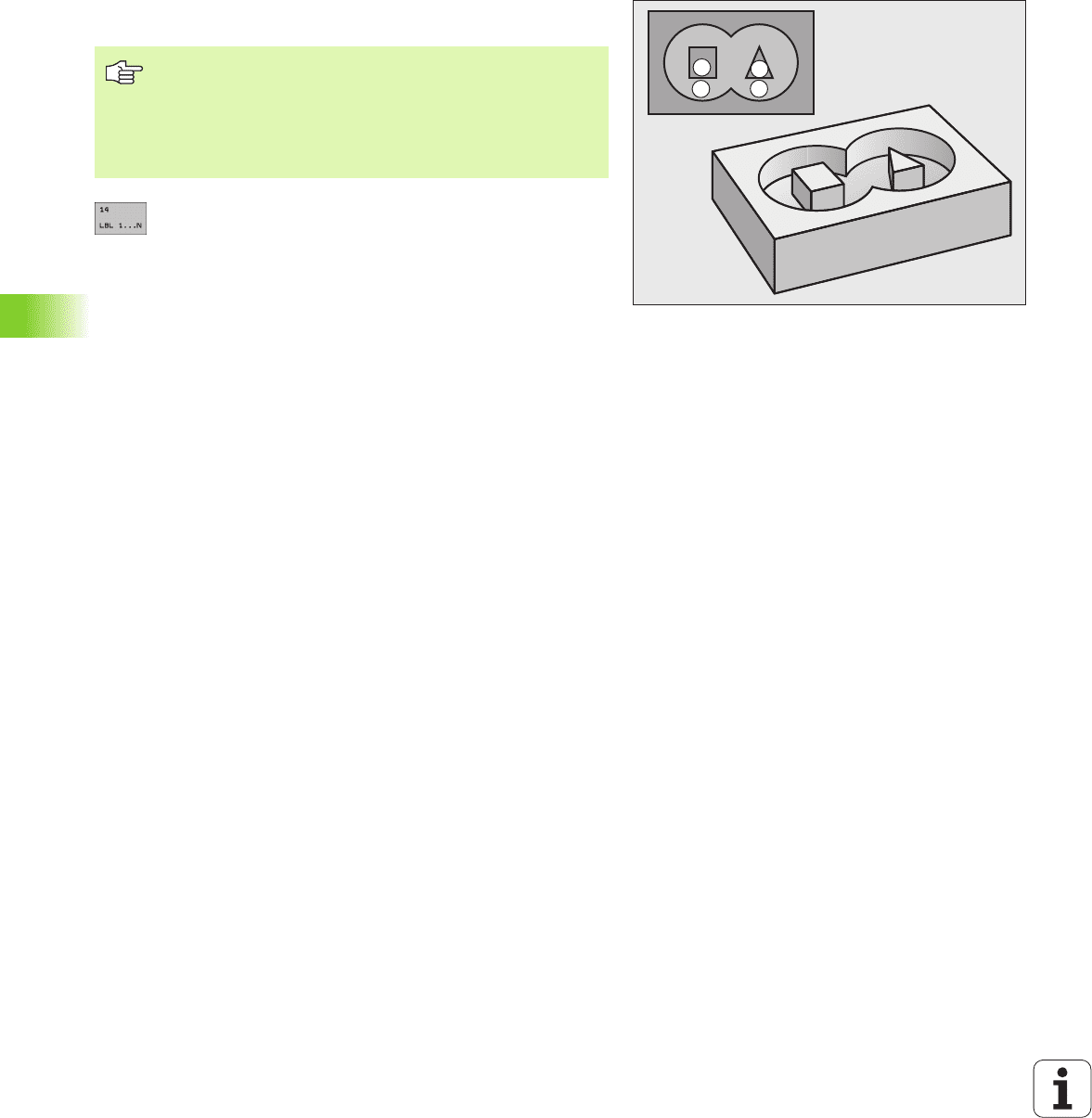
КОНТУР (цикл 14)
В цикле 14 КОНТУР приводятся все подпрограммы, которые
должны включаться в общий контур.
Label-номера для контура: ввести все номера
меток отдельных подпрограмм, которые должны
образовать общий контур. Подтвердить каждый
номер с помощью клавиши ENT и окончить ввод с
помощью клавиши END.
A
C
D
B
Обратите внимание перед программированием
Цикл 14 является DEF-активным, что означает, он
действует с его определения в программе.
В цикле 14 можно привести максимально 12
подпрограмм (подконтуров).
HEIDENHAIN iTNC 530 455
8.8 SL-циклы
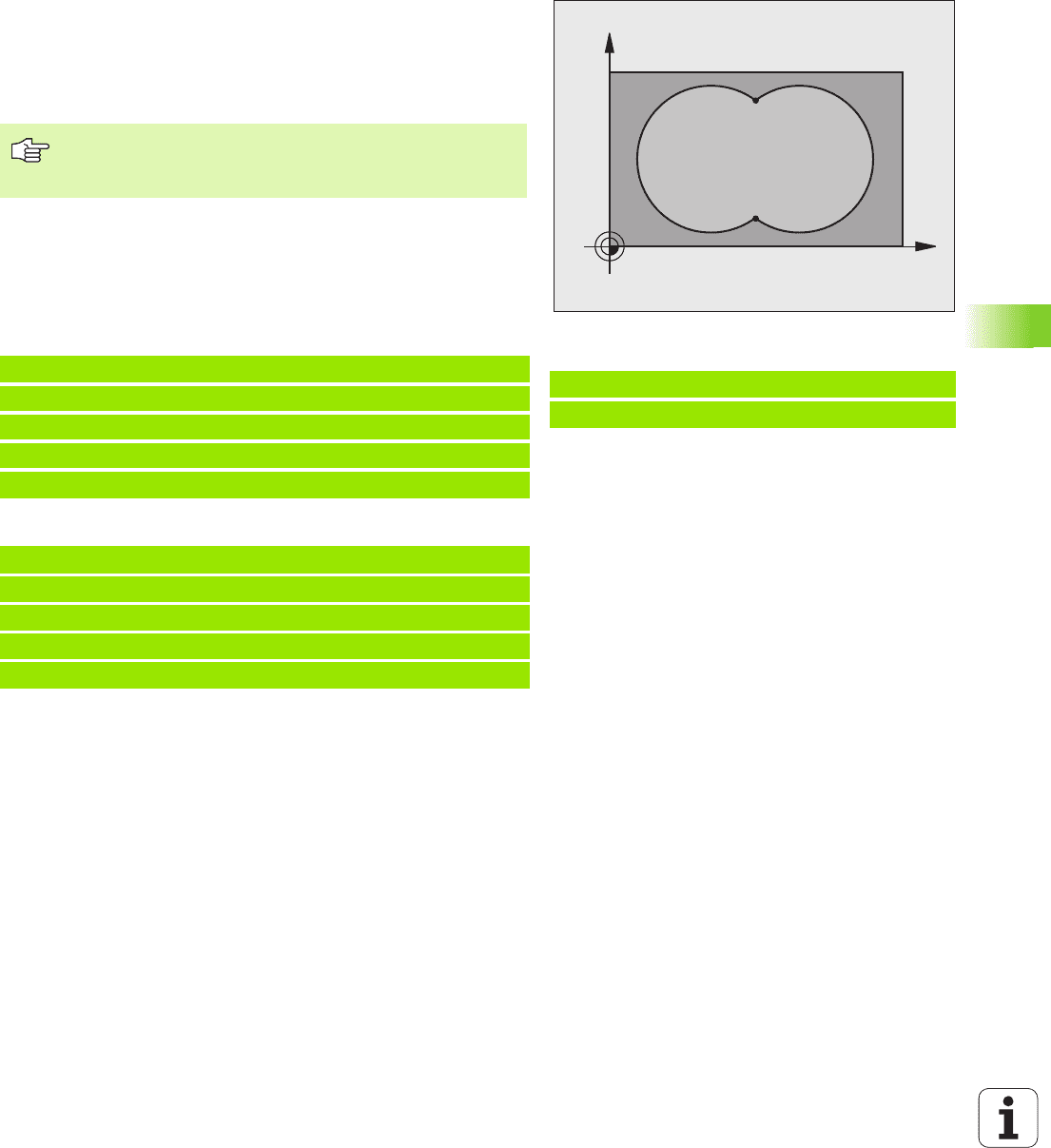
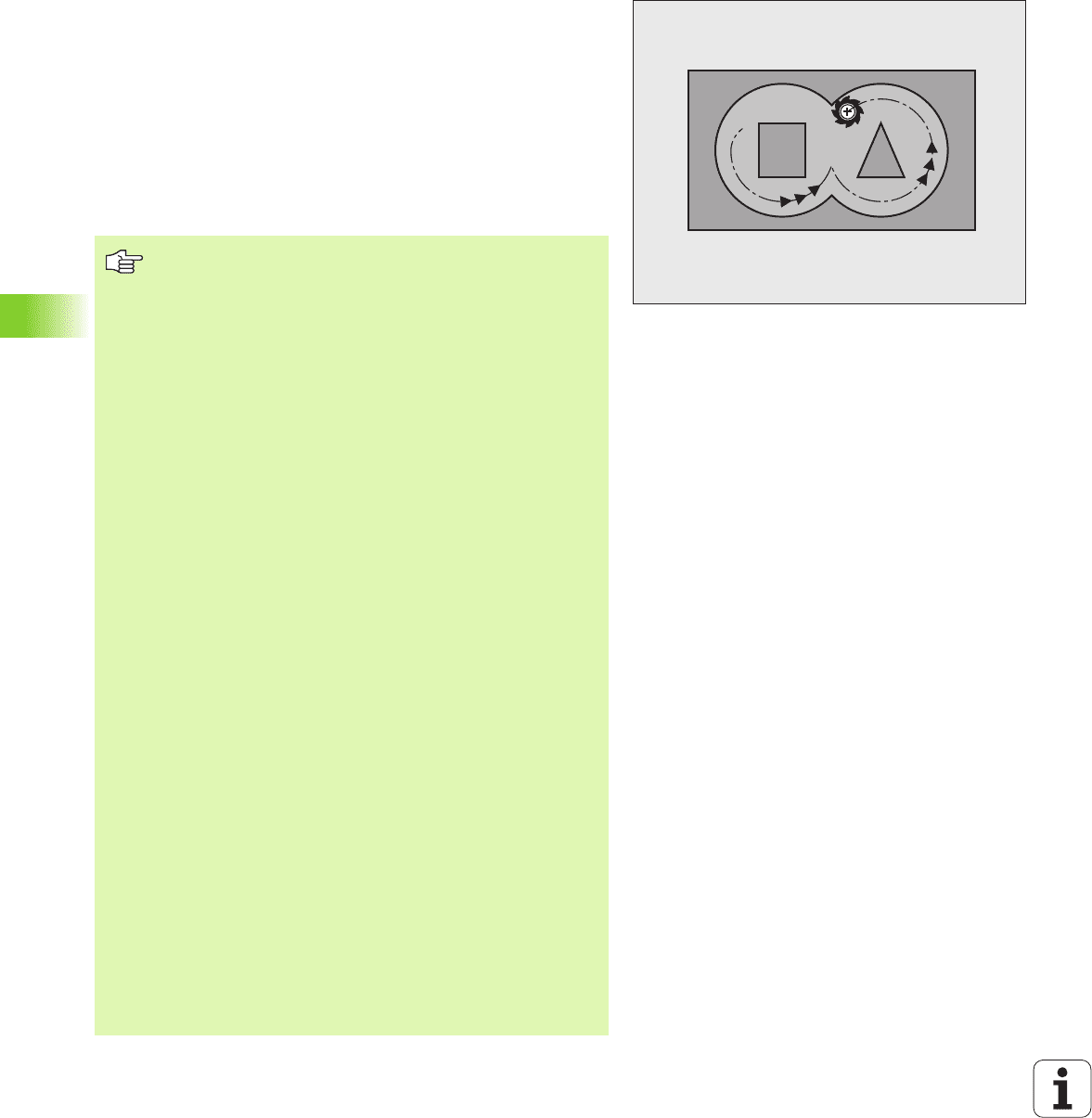
Перекрывающиеся контуры
Карманы и острова можете соединять друг с другом, образуя
новый контур. Таким образом можно увеличивать поверхность
кармана путём наложения другово кармана или уменьшать
размеры острова.
Подпрограммы: перекрывающиеся карманы
Карманы A и B перекрываются.
УЧПУ рассчитывает точки пересечения S
1
и S
2
, не надо их
программировать.
Карманы программируются как полные круги.
Подпрограмма 1: карман A
Подпрограмма 2: карман B
Пример: NC-кадры
12 CYCL DEF 14.0 КОНТУР
13 CYCL DEF 14.1 МЕТКА КОНТУРА 1/2/3/4
X
Y
AB
S
1
S
2
В последующих примерах программирования
находятся подпрограммы контура, вызываемые в
главной программе циклом 14 КОНТУР.
51 LBL 1
52 L X+10 Y+50 RR
53 CC X+35 Y+50
54 C X+10 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RR
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0
456 8 Программирование: циклы
8.8 SL-циклы
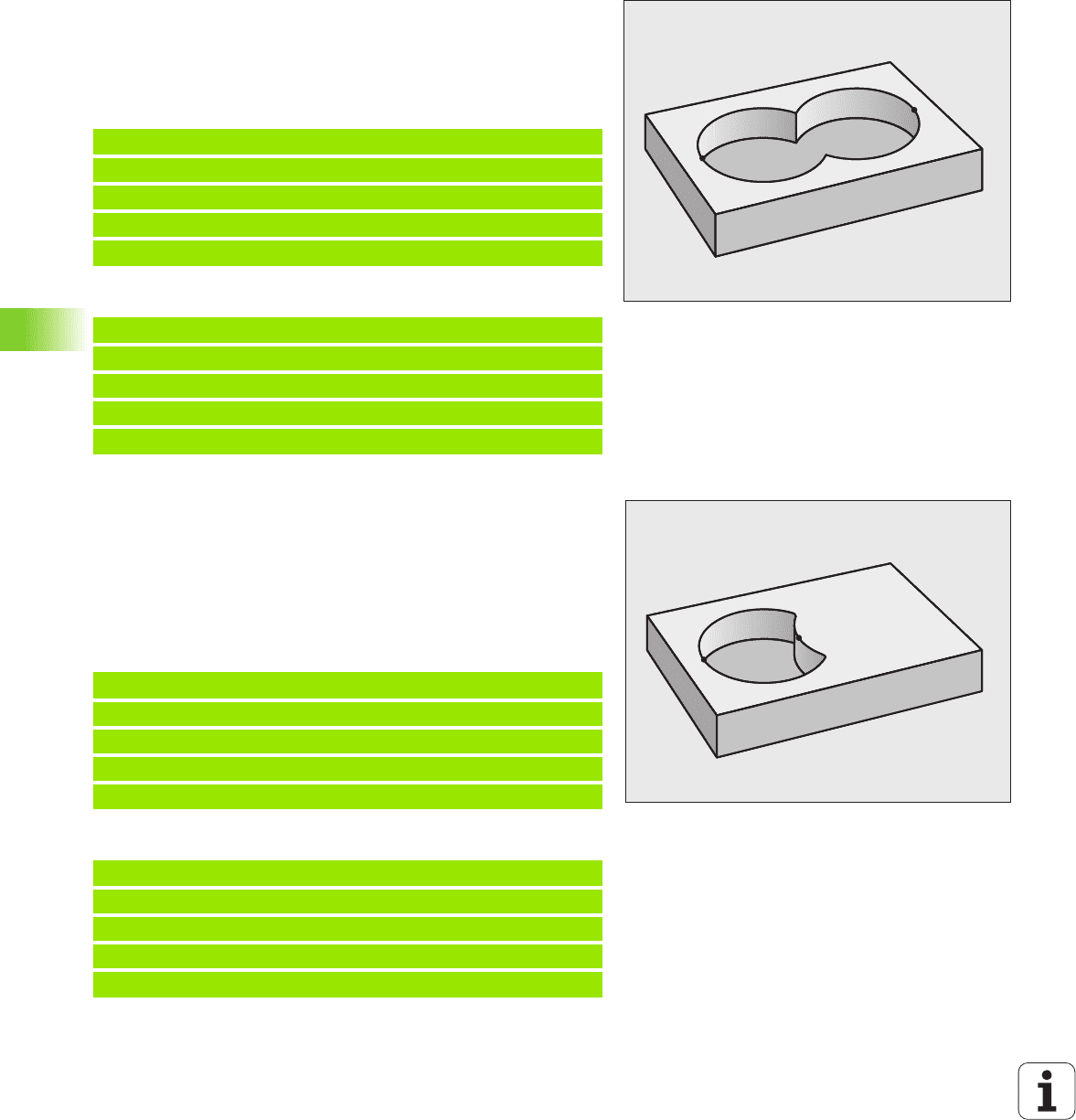
“Суммарная ”-площадь
Обе составные поверхности A и B, включая совместную
поверхность перекрытия должны обрабатываться:
Поверхности A и B должны быть карманами.
Первый карман (в цикле 14) должен начинаться вне второго.
Поверхность A:
Площадь B:
“Разностная” площадь
Поверхность A должна обрабатываться без перекрытого
поверхостью B участка:
Поверхность A должна быть карманом и B должна быть
островом.
A должна начинатся вне B.
B
должна начинаться в пределах A
Поверхность A:
Площадь B:
A
B
51 LBL 1
52 L X+10 Y+50 RR
53 CC X+35 Y+50
54 C X+10 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RR
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0
A
B
51 LBL 1
52 L X+10 Y+50 RR
53 CC X+35 Y+50
54 C X+10 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RL
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0
HEIDENHAIN iTNC 530 457
8.8 SL-циклы
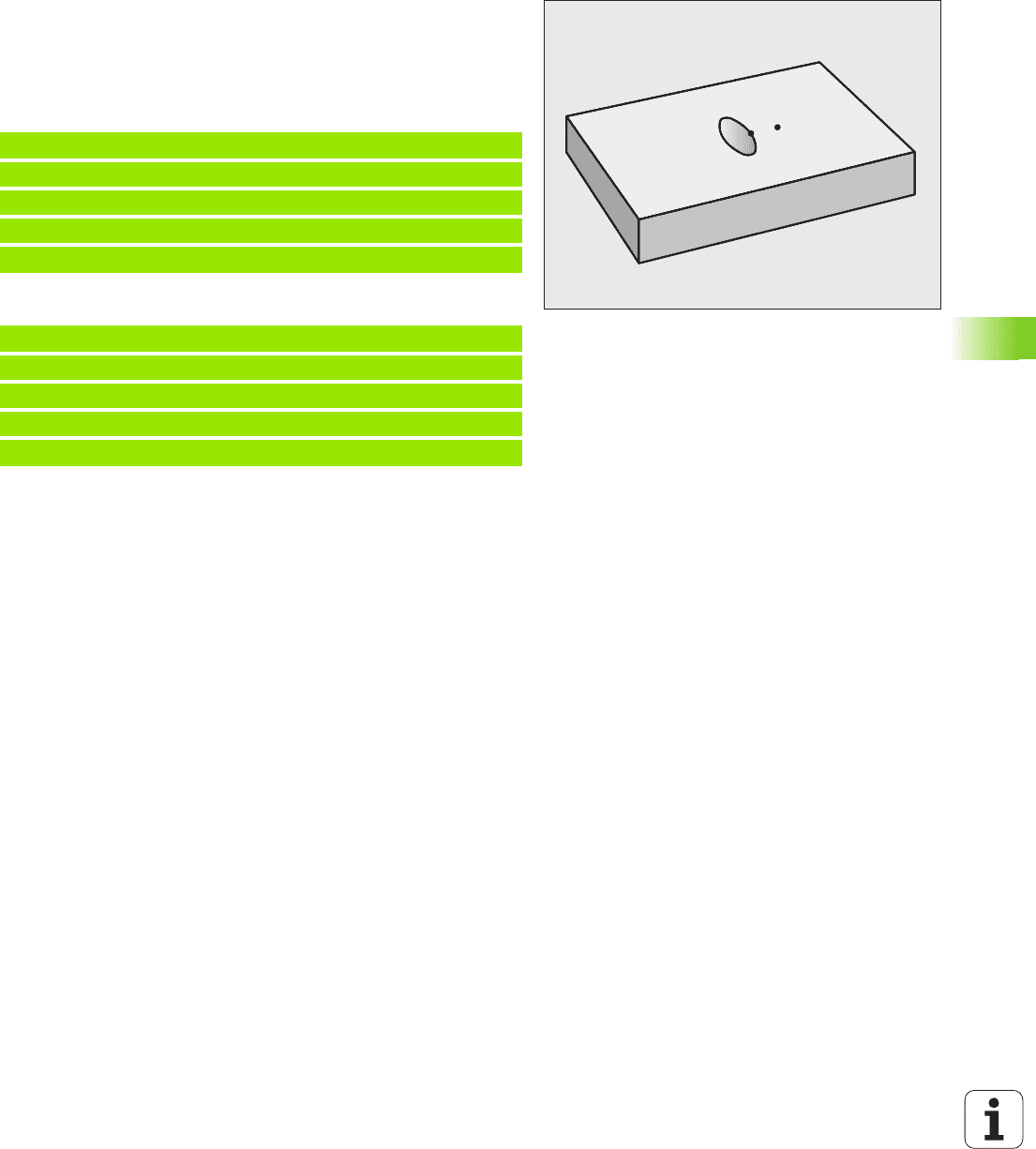
Площадь «пересечения»
Перекрытая A и B площадь должна обрабатываться. (Просто
перекрытые площади должны оставаться необработанными).
A и B должны быть карманами.
A должна начинаться в пределах B.
Поверхность A:
Площадь B:
A
B
51 LBL 1
52 L X+60 Y+50 RR
53 CC X+35 Y+50
54 C X+60 Y+50 DR-
55 LBL 0
56 LBL 2
57 L X+90 Y+50 RR
58 CC X+65 Y+50
59 C X+90 Y+50 DR-
60 LBL 0

458 8 Программирование: циклы
8.8 SL-циклы
ДАННЫЕ КОНТУРА (цикл 20)
В цикле 20 вводите информацию о обработке для подпрограмм с
подконтурами.
Глубина фрезерования Q1 (инкрементно):
расстояние поверхность заготовки – дно кармана.
Перекрытие траектории коэфицент Q2: Q2 x
радиус инструмента даёт врезание со стороны k.
Припуск на чистовую обработку стороны Q3
(инкрементно): припуск на чистовую обработку на
плоскости обработки.
Припуск на чистовую обработку на глубине Q4
(инкрементно): припуск на чистовую обработку
для глубины.
Координата поверхности заготовки Q5
(абсолютная): абсолютная координата
поверхности заготовки
Безопасное расстояние Q6 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью заготовки
Безопасная высота Q7 (абсолютная):
абсолютная высота, на которой не может
произойти столкновение с загатовкой (для
промежуточного позиционирования и возврата в
конце цикла)
Радиус закругления внутри Q8: радиус
закругленя на внутренних “углах”; заданное
значение относится к траектории центра
инструмента
Направление вращения? Q9: направление
обработки для карманов
Q9 = -1 встречная обработка для карманов и
островов
Q9 = +1 попутная обработка для карманов и
островов
Можете проверить параметры обработки при прервании
программы и при необходимости их переписывать.
Пример: NC-кадры
57 CYCL DEF 20 ДАННЫЕ КОНТУРА
Q1=-20 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q2=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q3=+0.2 ;ПРИПУСК СО СТОРОНЫ
Q4=+0.1 ;ПРИПУСК НА ГЛУБИНЕ
Q5=+30 ;КООРД. ПОВЕРХ.
Q6=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q7=+80 ;БЕЗОПАСНАЯ ВЫСОТА
Q8=0.5 ;РАДИУС ЗАКРУГЛЕНИЯ
Q9=+1 ;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5
Обратите внимание перед программированием
Цикл 20 является DEF-активным, что означает, он
действует с его определения в программе обработки.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
глубину = 0, то УЧПУ выполняет соответственный цикл
на глубине 0.
Указанная в цикле 20 информация о обработке
действует для циклов от 21 до 24.
Если применяете SL-цикли в программах
с Q-
параметрами, то Вам нельзя использоать параметров
от Q1 до Q20 в качестве параметров программы.
HEIDENHAIN iTNC 530 459
8.8 SL-циклы
ПРЕДСВЕРЛЕНИЕ (цикл 21)
Отработка цикла
1 Инструмент сверлит с введённой подачей F от актуальной
позиции до первой глубины врезания
2 Затем УЧПУ отводит инструмент на ускоренном ходе FMAX
обратно и снова на первую глубину врезания, уменьшённую на
значение расстояения опережения t.
3 Управление самостоятельно установливает расстояние
опережения:
Глубина сверления до 30 мм: t = 0,6 мм
Глубина сверления больше 30 мм: t = глубина сверления/50
Максимальное расстояние опережения: 7 мм
4 Потом инструмент сверлит с введённой подачей F на значение
следующей глубины врезания
5 УЧПУ повторяет эту операцию (1 до 4), пока будет достигнута
заданная глубина сверления
6 На дне отверстия УЧПУ отводит инструмент, после времени
пребывания для выхода из материала, с FMAX обратно на
позицию старта
Применение
Цикл 21 ПРЕДСВЕРЛЕНИЕ учитывает для пунктов врезания
припуск для читсовой обработки со стороны и припуск для
чистовой обработки на глубине, как и радиус протяжного
инструмента. Пункты врезания являются одновременно точками
старта для протягивания.
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается (знак
числа при отрицательном направлении обработки
“–”)
Подача врезания Q11: подача при сверлении в
мм/мин
Номер протяжного инструмента Q13: номер
инструмента для протяжного инструмента
Пример: NC-кадры
58 CYCL DEF 21 ПРЕДСВЕРЛЕНИЕ
Q10=+5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q13=1 ;ИНСТР.ЧЕ РНО ВОЙ ОБРАБ.
X
Y
Обратите внимание перед программированием
УЧПУ не учитывает программированного в TOOL
CALL-кадре значения дельта DR для расчёта точек
врезания в материал.
При узкостях УЧПУ может в данном случае не
выполнить предсверления с помощью инструмента,
который больше чернового инструмента.
460 8 Программирование: циклы
8.8 SL-циклы
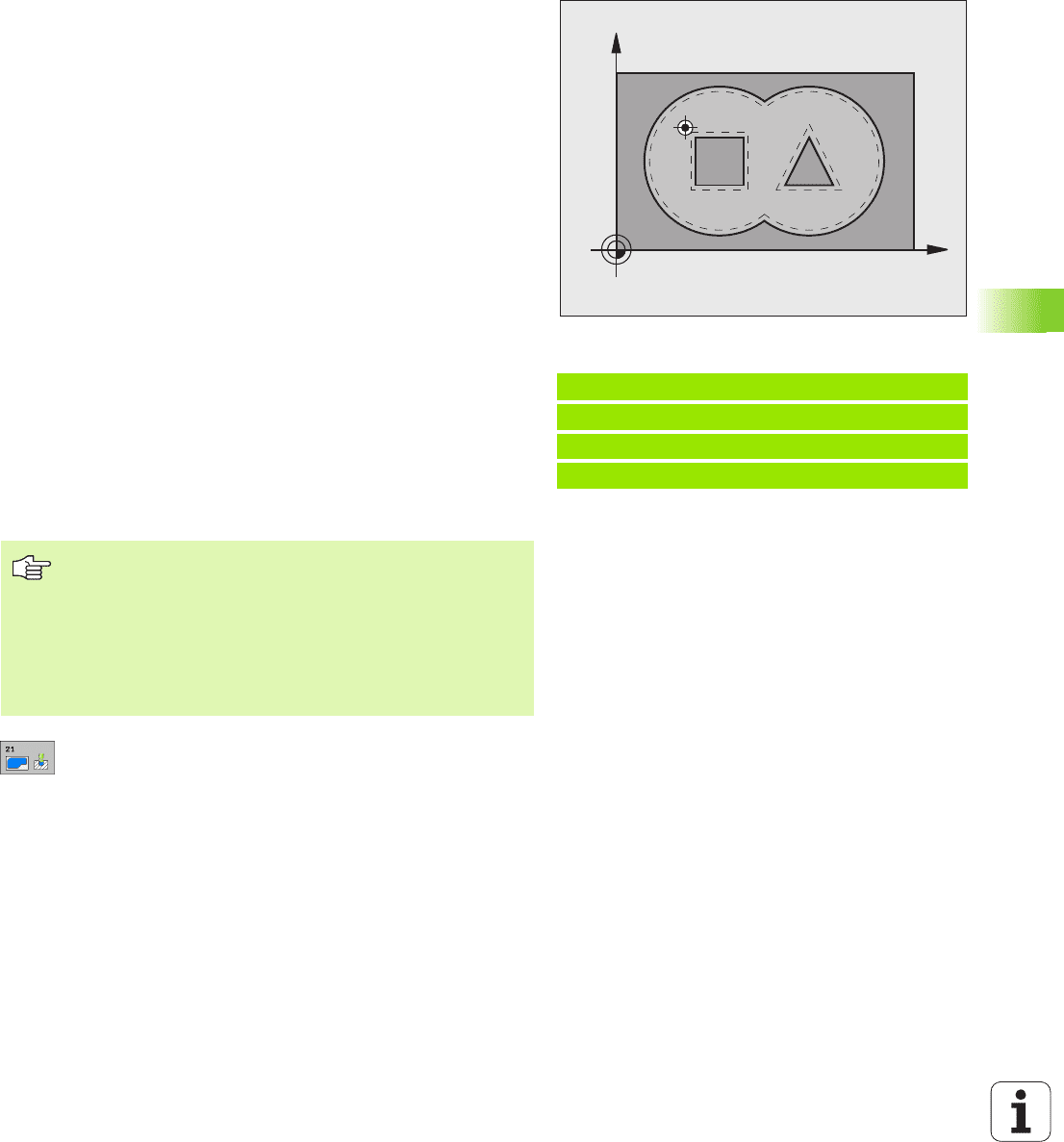
ПРОТЯГИВАНИЕ (цикл 22)
1 УЧПУ позиционирует инструмент над пунктом врезания; при
этом учитывается припуск на чистовую обработку со стороны
2 На первой глубине врезания инструмент фрезерует контур из
внутри к наружии с рабочей подачей Q12
3 При этом свободно фрезеруются контуры осторовов (здесь: C/
D) с приближением к контуру кармана (здесь: A/B)
4 На следующем этапе УЧПУ перемещает инструмент на
следующую глубину врезания и повторяет операцию
расчищания, до момента достижения программируемой
глубины
5 Затем УЧПУ отводит инструмент на безопасную высоту
Обратите внимание перед программированием
При необходимости использовать фрезу с режущим по
середине торцовым зубом (ДИН 844) или
предсверлите с помощью цикла 21.
Поведение при погружении цикла 22 определяется с
помощью параметра Q19 и в таблицы инструментов в
графах ANGLE и LCUTS:
Если Q19=0, то УЧПУ погружается принципиально
перпендикулярно, даже если дефинировался угол
погружения (ANGLE) для активного инструмента
Если дефинируется
ANGLE=90°, УЧПУ погружается
перпендикулярно. В качестве подачи погружения
используется подача качающего движения Q19
Если дефинировалась подача качающего движения
Q19 в цикле 22 и ANGLE составляет от 0.1 до 89.999
в таблицы инструментов, то УЧПУ погружается с
определенным ANGLE по винтовой линии
Если подача качающего движения в цикле 22
определена и нет ANGLE в таблицы инструментов,
тогда УЧПУ выдает сообщение
об ошибках
Если геометрические условия такие, что нельзя
погружаться по винтовой линии (геометрия канавки),
тогда УЧПУ пробует погружаться качающим
движением. Длина качения расчитывается тогда из
LCUTS и ANGLE (длина качения = LCUTS / tan
ANGLE)
В случае конутров карманов с острыми внутренними
углами может оставаться остаток материала при
выборке, если используется коэффицент перекрытия
больше 1. Особенно самаю нутреннюю
траекторию
следует проверить используя тестовую графику и при
необходимости в небольшой степени изменить
коэффицент перекрытия. Таким образом достигается
другово распределения рабочих проходов, что дает
часто желаемый результат.
При дополнительной чистовой обработке TNC не
учитывает определенного значения износа DR
инструмента.