Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.

130
Поперечные балки конструкций рамного типа, как правило, достаточно
закрепить силами, методика расчета которых рассмотрена в п. 6.1.
Как видно из изложенного, при расчете потребных сил закрепления дета-
лей и узлов в стендах для сборки конструкций рамного типа основная слож-
ность состоит в определении возможных деформаций узла под действием
усадочных сил.
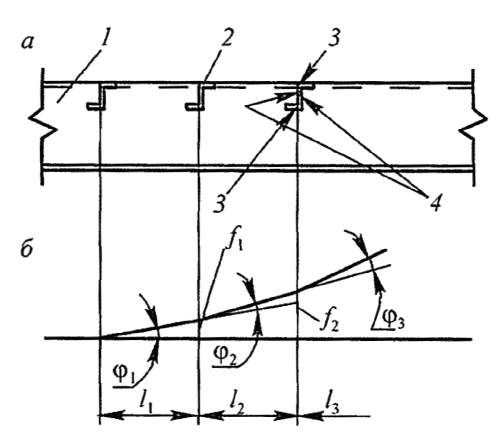
Продольные балки рам получают изгибные деформации из плоскости
рамы в основном из-за усадки сварных швов в соединениях продольных и
поперечных балок. Эти деформации возможны лишь в тех случаях, когда
сварные швы расположены несимметрично по отношению к нейтральным
осям поперечного сечения балки. В схеме, показанной на рис. 6.9, хребтовая
балка будет деформироваться из-за продольной усадки сварных швов 3 и
поперечной усадки сварных швов 4. Сварные швы 3 можно рассматривать
как два продольных прерывистых сварных шва, расположенных на разном
удалении от центра тяжести поперечного сечения балки. Сварные швы 4
являются обычными поперечными сварными швами, смещенными относи-
тельно нейтральных осей.
Используя методы теории сварочных деформаций, можно определить
угловую деформацию балки φʹ
i
от сварных швов 3 и угловую деформа-
цию φʹʹ
i
, от сварных швов 4. Сумма этих деформаций дает общую угловую
деформацию φ
i
. Зная угол поворота сечения балки и расположение сварных
швов (размеры ℓ
1
, ℓ
2
, …, ℓ
п
), можно определить прогибы балки f
i
(рис. 6.9, б)
в каждой точке и общий прогиб ее на всей длине.
Рис. 6.9. Схема деформирования хребтовой балки рамы вагона из-за усадки свар-
ных швов: а — расположение сварных швов; б — форма изогнутой оси балки;
1 —хребтовая балка; 2 — поперечные балки рамы; 3, 4 — сварные швы
131
При более сложных схемах расположения сварных швов затруднительно
точно рассчитать величины усадочных деформаций. Поэтому в практике
проектирования сборочно-сварочных стендов для изготовления сложных
сварных конструкций величину усадочных деформаций определяют исходя
из простейших схем, по ним с некоторым запасом назначают усилия закреп-
ления деталей, а после изготовления опытных образцов уточняют конструк-
цию стенда.
Основные положения главы 6
Основой для проектирования любого прижимного элемента сборочного
или сборочно-сварочного приспособления являются усилия закрепления де-
талей, которые должен обеспечивать прижимной элемент.
В стендах для сборки технологических узлов на прихватках принятые
усилия закрепления должны гарантировать надежное прилегание деталей и
узлов низших порядков к базирующим элементам стенда, неизменность по-
ложения их под действием случайных силовых факторов и, при необходи-
мости, устранение первоначальных отклонений формы и расположения по-
верхностей.
В стендах для сборки и сварки листовых конструкций усилия закреп-
ления листов должны исключать возможности выпучивания листов и об-
разования угловых деформаций типа «домик». При этом напряжения в свар-
ных швах не должны вызывать появление усадочных трещин.
В приспособлениях для сборки и сварки конструкций балочного типа
усилия закрепления деталей должны обеспечивать создание обратного вы-
гиба, предупреждающего остаточные изгибные деформации балок.
В стендах для сборки и сварки сложных крупногабаритных узлов ва-
гонов усилия закрепления деталей должны быть достаточными для пре-
дупреждения пространственных деформаций собираемых узлов.
Вопросы для самоконтроля
1. Рассчитайте потребную силу закрепления балки рамы вагона в стенде
для сборки рамы при следующих исходных данных:
а) погонная масса балки — 75 кг/м; длина — 2700 мм; число прижимов
— 2; допуск прямолинейности оси балки — 1 мм/м;
б) число прижимов — 3; остальные данные — те же;
в) длина — 12000 мм; число прижимов—8; остальные данные—те же.
2. Какие силы могут действовать в сборочно-сварочных стендах?
132
3. В чем сущность общей схемы расчета потребных сил закрепления лис-
тов в стендах для сборки и сварки полотнищ?
4. Из каких предпосылок определяют потребные силы закрепления дета-
лей в приспособлениях для сборки и сварки балок?
5. Какие способы предупреждения остаточных деформаций применяют
для конструкций балочного типа?
6. В чем сущность общей схемы определения усилий закрепления дета-
лей и узлов в стендах для сборки и сварки сложных крупногабаритных узлов
вагонов?
133
ГЛАВА 7
ТЕХНИКА ПРОЕКТИРОВАНИЯ НЕСТАНДАРТНОГО
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
7.1. Компоновочные схемы сборочных стендов
7.1.1. Стенды для сборки малогабаритных узлов
балочного типа
К малогабаритным узлам балочного типа можно отнести конструкции с
размерами по длине не свыше 3500 мм и по ширине — до 800 мм. Такими
узлами являются концевые, шкворневые и промежуточные балки рам ваго-
нов, продольные и поперечные балки рамы тележки, надрессорные балки
тележек, угловые стойки боковых и торцовых стен и др.
Для изготовления перечисленных технологических узлов применяют, как
правило, сравнительно несложные сборочно-сварочные приспособления. В
этих приспособлениях выполняют полную сборку и сварку тех-
нологического узла. Во многих случаях приспособления выполняют по-
воротными с ручным или механизированным приводом.
Основания рассматриваемых стендов выполняют в виде сварных рам,
набранных из стандартных горячекатаных профилей малой и средней изгиб-
ной жесткости. Рамы закрепляют на приварных стойках так, чтобы основ-
ные соединения собираемого в стенде технологического узла располагались
на высоте (700...800) мм от уровня пола. Стойки тоже изготовляют из ката-
ных профилей (уголки, швеллеры). Нижние торцы стоек перекрывают опор-
ными плитами из листов толщиной (10...20) мм.
Стенды для сборки малогабаритных балок обычно оборудуют винто-
выми или эксцентриковыми прижимами. Если балка собирается из жес-
тких профилей (швеллеры, двутавры № 20 и более) и толстолистового про-
ката (листы толщиной 16 мм и более) стенды целесообразно оборудовать
пневматическими и гидравлическими прижимами или их комбинацией с
винтовыми прижимами. Последняя рекомендация справедлива при круп-
носерийном и массовом производстве для любых конструкций балок.
134
На рис. 7.2, 7.3 в качестве примера приведена конструктивная схема по-
воротного приспособления для сборки и сварки шкворневой балки вагона
(рис. 7.1).
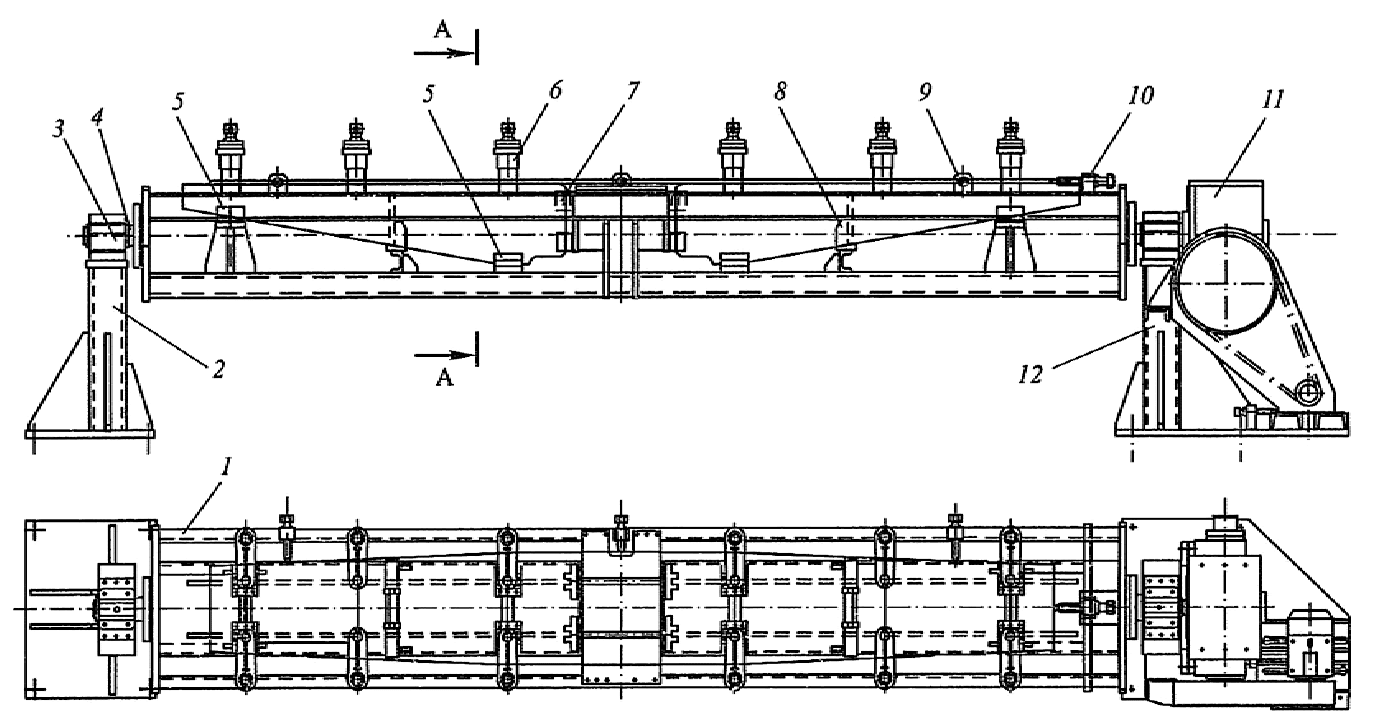
Основание приспособления выполнено в виде сварной рамы 1, на-
бранной из четырех продольных швеллеров № 10. По концам швеллеры
приварены к диафрагмам из листов. К диафрагмам прикреплены цапфы 4.
Рама цапфами закреплена в подшипниках 3, установленных на стойках 2 и
12.
На раме приспособления закреплены фиксаторы 5, предназначенные
для базирования вертикальных листов по установочной базе (плоскость
листа) в размер 220 мм (см. рис. 7.1) и по направляющей базе (нижняя
кромка листа). Фиксаторы 7 (см. рис. 7.2, 7.3) базируют вертикальные
листы по установочной и опорной базам (вертикальная кромка листа).
Для базирования ребер по установочной и направляющей базам предус-
мотрены упоры 8.
Верхний лист балки базируется по направляющей базе регулируемыми
упорами 9, а по опорной базе — таким же упором 10. Для прижатия верх-
него листа к вертикальным в приспособлении предусмотрено двенадцать
поворотных винтовых прижимов 6 (по шесть с каждой стороны).
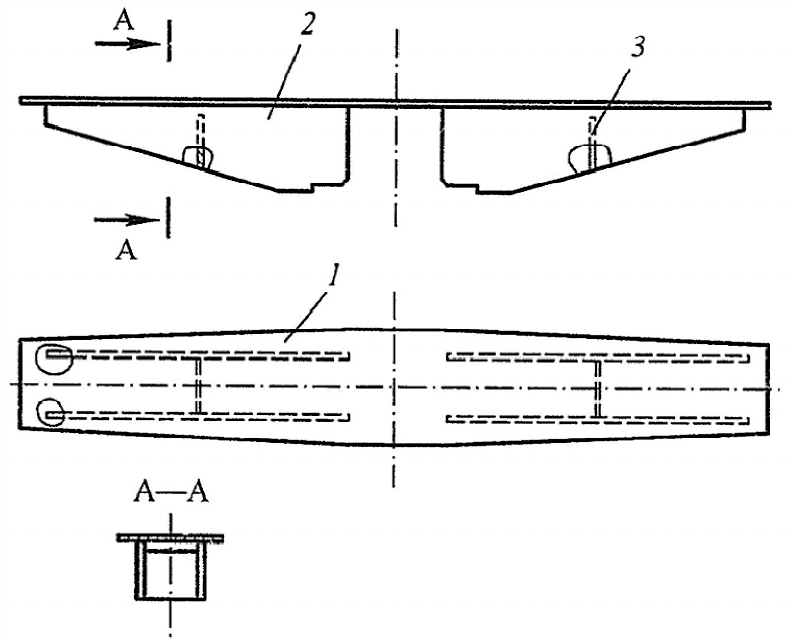
Рис. 7.1. Конструкция шкворневой балки рамы вагона: 1 — верхний лист;
2 — вертикальный лист; 3 — ребро
135
Рис. 7.2. Поворотный стенд для сборки и сварки шкворневой балки
(чертеж общего вида; разрез А—А см. рис. 7.3)
136
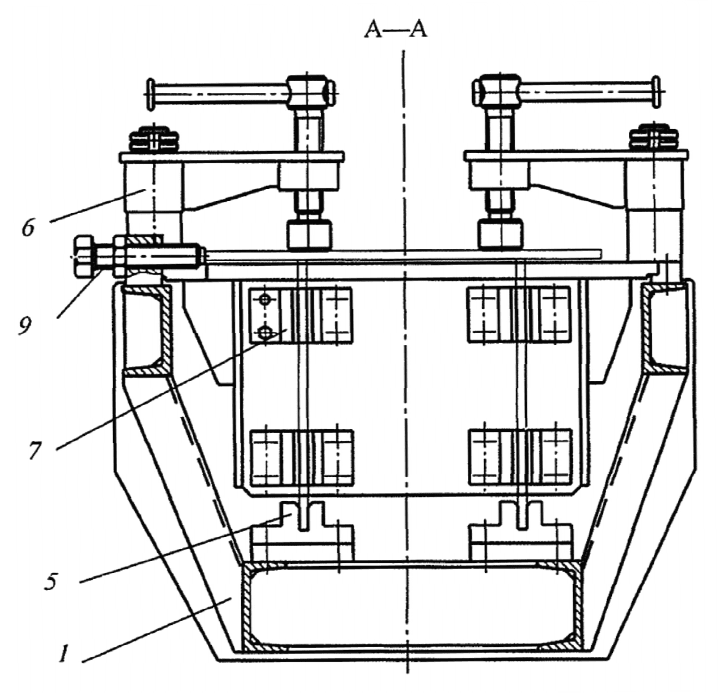
Рис. 7.3. Поворотный стенд для сборки и сварки шкворневой балки
(разрез А—А из рис. 7.2)
Привод поворота приспособления 11 механизированный и включа-
ет электродвигатель мощностью 1,5 кВт, клиноременную передачу с
передаточным числом i
1
= 4 и червячный редуктор с передаточным числом
i
2
= 50. Угловая скорость вращения рамы — 0,48 рад/с (4,6 об/мин).
В условиях крупносерийного и массового производства конструкции ба-
лочного типа часто изготовляют на поточно-механизированных линиях,
включающих накопители деталей и готовых сборочных единиц, позицию
сборки балки, одну-две позиции для сварки узла. В этом случае позицию
сборки оборудуют сборочным стендом, оснащенным дополнительно уст-
ройствами для перемещения узла на позицию сварки.
7.1.2. Стенды для сборки балок большой длины
Характерными для вагоностроения балками большой длины являют-
ся: хребтовые балки и сварные профили для них, сварные профили боко-
вых балок рамы, нижние и верхние обвязки боковых стен, обвязки крыш
137
вагонов. Эту группу балок можно разделить на два вида: балки малой из-
гибной жесткости и балки значительной изгибной жесткости.
Балки малой изгибной жесткости, как правило, представляют собой
конструкции, сваренные из двух профилей (см. рис. 6.6), или выполнен-
ные из одного профиля, в который вварены ребра, диафрагмы, кронш-
тейны и другие поперечные элементы.
Компоновочные схемы сборочно-сварочных приспособлений для та-
ких балок аналогичны рассмотренным в п. 7.1.1. Различие может состоять
лишь в следующем.
Для обеспечения достаточной изгибной жесткости основания стенда
его раму опирают дополнительно на некоторое число промежуточных
стоек. В связи с этим приспособления редко выполняют поворотными.
Из-за большой длины рассматриваемые балки могут иметь значи-
тельные изгибные деформации как результат усадки сварных швов. По
этой причине расположение базирующих элементов на раме приспо-
собления должно предусматривать возможность предупреждения уса-
дочных деформаций узла путем придания свариваемым конструкциям об-
ратного выгиба.
Балки значительной изгибной жесткости могут изготавливаться по
двум вариантам технологического процесса: сборка узла на прихватках в
одном приспособлении, сварка — в других приспособлениях (хребтовые
балки) и сборка и сварка (полная или частичная) в одном и том же при-
способлении (сварные профили хребтовых балок, боковых балок рамы и
др.).
В любом случае основание сборочного или сборочно-сварочного стен-
да для изготовления таких конструкций выполняют в виде сварной балки,
набранной из горячекатаных двутавров или швеллеров № 40 и более, зе-
товых профилей. В местах расположения базирующих и прижимных уст-
ройств стенда балку перекрывают листами, приваривают к ней полки,
кронштейны, проушины и другие конструктивные элементы, необхо-
димые для закрепления указанных устройств.
В стендах для сборки и сварки или только сварки предусматривают
устройства для создания обратного выгиба свариваемых узлов.
В качестве прижимных устройств в рассматриваемых стендах при-
меняют пневматические или гидравлические прижимы. Учитывая боль-
шие массу и изгибную жесткость закрепляемых составных частей тех-
138
нологических узлов, для таких стендов эффективными оказываются ки-
нематические схемы прижимов с рычажными усилителями.
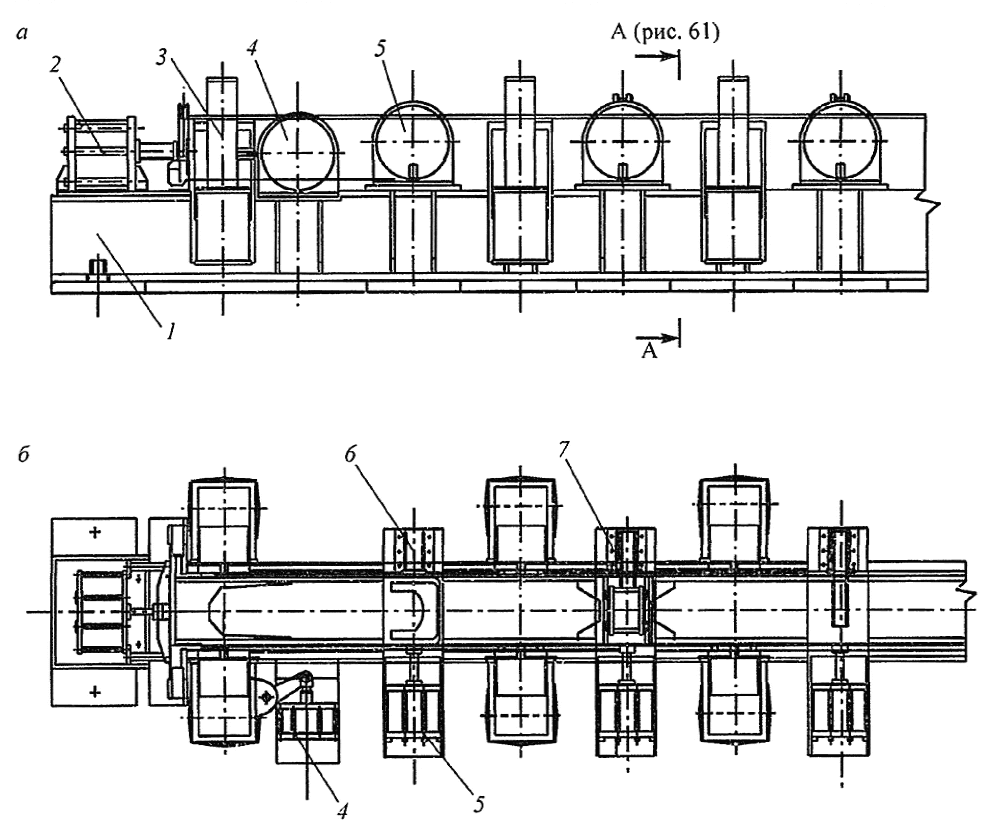
На рис. 7.5, 7.6 для примера приведена концевая часть стенда для сбор-
ки хребтовой балки вагона (рис. 7.4). Сборочное положение хребтовой
балки в стенде — «низом вверх».
Основание 1 стенда выполнено в виде сварной балки из двух двутав-
ров № 45, соединенных между собой диафрагмами. К двутаврам прива-
рены кронштейны 10 (см. рис. 7.6) для крепления установочных платиков
9 и вертикальных прижимов 3. На приварных полках закреплены не-
подвижные боковые упоры 6 (см. рис. 7.5) для зетовых профилей и при-
жимы: розетки автосцепки 2, поперечные концевые 4 и поперечные про-
межуточные 5. Поперечные прижимы расположены в тех местах, где в
хребтовой балке имеются внутренние элементы: передние и задние упоры
автосцепки, надпятники (шкворневые диафрагмы), промежуточные диа-
фрагмы. Таким образом прижатие левого и правого профилей хребтовой
балки в горизонтальном направлении к боковым упорам 6 осуществляется
поперечными прижимами 4 и 5 через закладные элементы балки (отливки
и диафрагмы).
Для базирования диафрагм в стенде имеются откидные упоры 7. Все
детали хребтовой балки соединяют на прихватках. Сварка балки выпол-
няется в других приспособлениях.
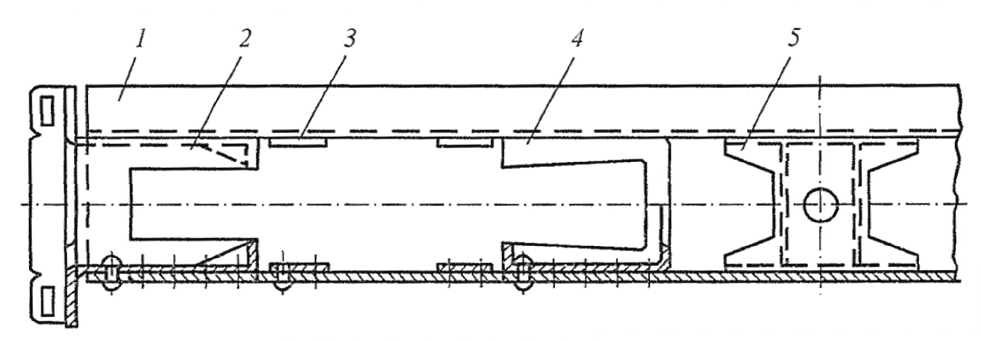
Рис. 7.4. Конструкция концевой части хребтовой балки рамы вагона:
1 — профиль; 2 — передний упор автосцепки; 3 — предохранительная планка;
4 — задний упор автосцепки; 5 — надпятник
139
Рис. 7.5. Концевая часть стенда для сборки хребтовой балки