Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.

100
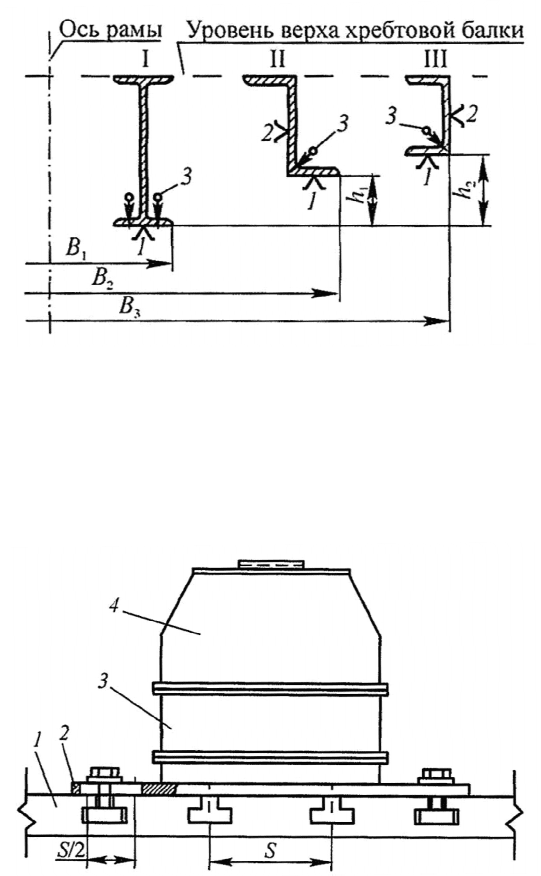
Рис. 5.2. Схема расположения и базирования боковых балок в конструкциях
рам трех типов: I—III — типы рам; В
1
, В
2
, В
3
— размеры ширины рам;
1, 2 — опорные точки на базах (1 — установочных; 2 — направляющих);
3 — прижимы
Рис. 5.3. Компоновочная схема модуля: 1 — основание стенда; 2 — промежуточ-
ная плита; 3 — дистанционная плита; 4 — рабочая часть модуля
жуточной плите необходимо предусмотреть два установочных штифта. Сле-
довательно, при первичной наладке сборочного стенда промежуточные пли-
ты необходимо выставить на плоскости основания, обеспечив при этом оп-
ределенное положение осей установочных штифтов.
Для того чтобы один и тот же модуль можно было использовать для ба-
зирования составных частей технологического узла на различной высоте
(см. рис. 5.2, установочные базы), в состав модуля (см. рис. 5.3) целесооб-
разно включить дистанционную плиту 3 (или набор дистанционных плит).
Применительно к схеме расположения балок рамы, показанной на
рис. 5.2, возможно два конструктивных решения компоновочной схемы мо-
дуля.
101
Первое решение — модуль укомплектован двумя сменными дистанци-
онными плитами, имеющими размер по высоте соответственно h
1
и h
2
. При
наладке стенда на изготовление рамы первого типа дистанционная плита в
состав модуля не включается. Для рамы второго типа используется дистан-
ционная плита высотой h
1
; для рамы третьего типа — дистанционная плита
высотой h
2
.
Второе решение — модуль укомплектован набором из двух дистанци-
онных плит с размерами по высоте h
1
и (h
2
– h
1
). В этом случае для сборки
рамы второго типа используется дистанционная плита высотой h
1
, а при пе-
реналадке стенда на изготовление рам третьего типа к предыдущей дис-
танционной плите добавляется плита высотой (h
2
– h
1
).
Для обеспечения возможности быстрой переналадки стенда на изготов-
ление рамы другой ширины в нижних фланцах дистанционных плит и рабо-
чей части модуля необходимо предусмотреть систему установочных отвер-
стий, позволяющих выполнять дискретную перестановку рабочей части мо-
дуля отдельно или вместе с дистанционной плитой по промежуточной пли-
те.
Для того чтобы промежуточную плиту можно было закрепить в любом
месте основания стенда, необходимо ее крепить к сборочной плите через
систему овальных отверстий длиной S/2, где S — шаг пазов сборочной
плиты (см. рис. 5.3). Использование овальных отверстий длиной, равной по-
ловине шага пазов сборочной плиты, в сочетании с возможностью пере-
становки промежуточной плиты вдоль паза или на очередной паз позволяет
установить промежуточную плиту в любой точке основания стенда.
Рассмотренные требования к конструкции модулей гибкого универ-
сального сборочного оборудования являются основными. Применительно к
конкретной производственной ситуации они могут быть частично изменены
или расширены. Однако суть требований к конструкции модулей в любом
случае должна сводиться к обеспечению возможности быстрой переналадки
сборочного стенда.
5.4. Способы обеспечения гибкости универсального
сборочного оборудования
Обобщение требований к конструкции модулей гибкого переналажи-
ваемого сборочного оборудования, рассмотренных в п. 5.3, позволяет
выработать способы обеспечения гибкости такого оборудования. Возмож-
ные подходы к обеспечению гибкости сборочного оборудования рассмот-
рим на примере стенда, основание которого набрано из сборочных плит,
102
причем плиты установлены в поперечном направлении (последнее имеет
смысл лишь для стендов прямоугольной формы в плане, длина которых
значительно больше ширины).
Сборочные стенды, компоновочные схемы которых удовлетворяют из-
ложенным требованиям, могут обладать следующими уровнями гибкости.
Первый уровень — плавная перестановка модуля совместно с проме-
жуточной плитой вдоль пазов основания стенда. Такая перестановка по-
зволяет выполнить первичную наладку стенда на изготовление узла лю-
бой ширины.
Второй уровень — плавная перестановка модуля совместно с проме-
жуточной плитой поперек пазов в пределах размеров овального отвер-
стия. Такая перестановка в большей степени применима для модулей ти-
па: угловой; концевой средний; боковой, промежуточный и центральный
шкворневые; боковой и средний промежуточные. Она позволяет произве-
сти переналадку стенда на изготовление технологического узла, в кото-
ром расположение поперечных элементов (балок рамы, стоек боковых
стен, дуг крыши) несущественно отличается от расположения таких же
элементов в технологическом узле, собираемом по предшествующей на-
ладке стенда.
Третий уровень — дискретная перестановка модулей на любой паз ос-
нования стенда. Она применима к любому модулю и используется для пе-
реналадки стенда на изготовление технологического узла, существенно
отличающегося от предыдущего габаритными размерами и расположени-
ем поперечных элементов.
Четвертый уровень — дискретная перестановка рабочей части модуля
(или рабочей части модуля совместно с набором дистанционных плит) по
промежуточной плите на другие установочные отверстия (по установоч-
ным штифтам промежуточной плиты). Этот уровень гибкости целесооб-
разно использовать для переналадок стенда на изготовление технологиче-
ских узлов другой ширины, так как анализ конструкции вагонов различ-
ных типов показывает, что для большинства вагонов ширина кузова нахо-
дится в пределах 2900—3200 мм. Высота боковых стен изменяется от
2600 до 2900 мм.
Пятый уровень — дискретное изменение положения плоскости уста-
новочных платиков, расположенных на рабочей части модуля, путем ус-
тановки или изъятия дистанционных плит, закрепляемых между промежу-
точной плитой и рабочей частью модуля. Этот вид переналадки целесооб-
разно использовать, если возникает необходимость базировать в модуле
профиль с другим расположением установочный базы.
103
Шестой уровень — использование прижимов с изменяемой геомет-
рией рычажной системы.
Способы переналадки сборочного стенда с использованием некоторых
из рассмотренных уровней гибкости проследим на примере переналадки
модуля базирования боковых балок рам вагонов трех типов (см. рис. 5.2).
Схемы переналадки модуля показаны на рис. 5.4.
Пусть первичная наладка (рис. 5.4, а) стенда выполнена для сборки
рамы шириной В
1
(см. рис. 5.2) с боковой балкой из двутавра № 45. Для
переналадки стенда на изготовление рамы шириной В
2
с боковой балкой
из зетового профиля высотой 310 мм (рис. 5.4, б) необходимо выполнить
следующие работы:
отсоединить рабочую часть модуля от промежуточной плиты;
установить на промежуточную плиту по штифтам дистанционную
плиту высотой h
1
= 140 мм; для установки дистанционной плиты исполь-
зовать отверстия, обеспечивающие размер В
2
;
установить на дистанционную плиту по штифтам рабочую часть мо-
дуля;
отсоединить от штока пневмоцилиндра левый рычаг и закрепить его
технологической осью в точке Б;
закрепить шток пневмоцилиндра осью в точке А;
установить в рабочее положение левый откидной упор.
Для переналадки стенда на изготовление рамы шириной В
3
с боковой
балкой из швеллера № 20 (рис. 5.4, в) необходимо:
переставить дистанционную плиту по промежуточной плите на оче-
редное установочное отверстие;
установить дополнительную дистанционную плиту высотой
h
2
– h
1
= 110 мм;
восстановить исходное положение левого рычага прижима;
правый рычаг отсоединить от пневмоцилиндра и закрепить в точке
Г;
закрепить пневмоцилиндр в точке В;
установить правый откидной упор в рабочее положение.
Рассмотренные примеры наладок сборочного стенда приведены лишь
для иллюстрации возможностей гибкого быстропереналаживаемого сбо-
рочного оборудования. В конкретных производственных условиях могут
встретиться другие задачи, но основные принципы решения этих задач
могут быть приняты такими же.
104
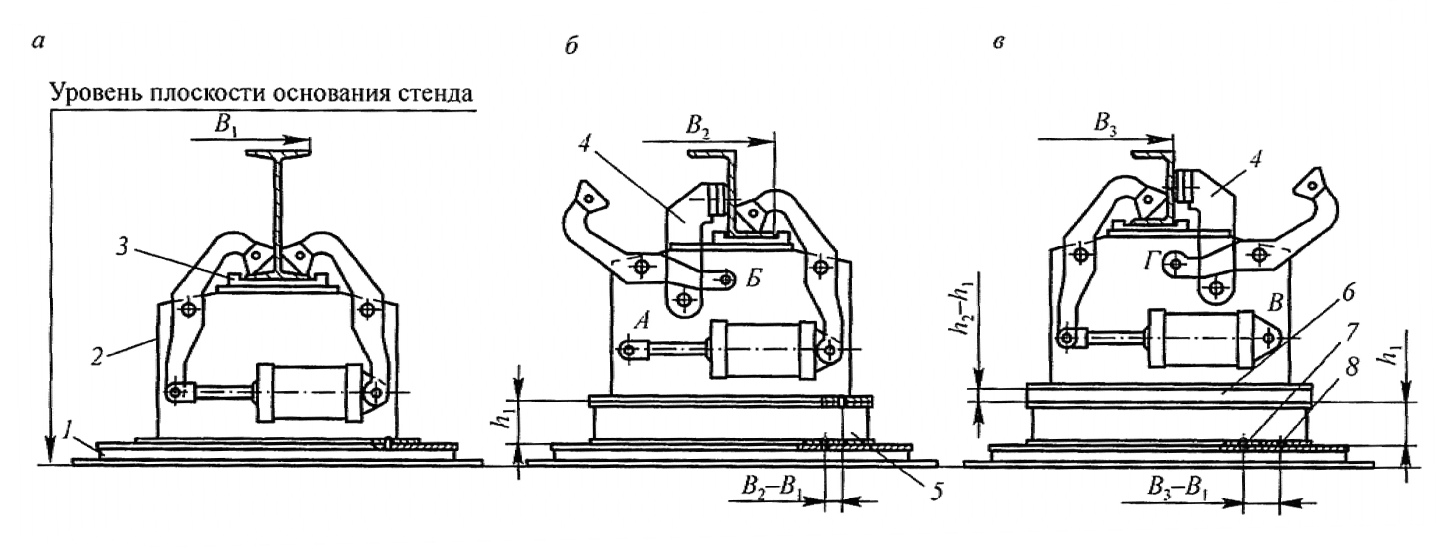
Рис. 5.4. Схемы наладки сборочного стенда на изготовление рам вагонов трех типов: а, б, в — варианты наладок;
1 — промежуточная плита; 2 — рабочая часть модуля; 3 — фиксатор двутавра; 4 — откидной упор; 5, 6 — дистанцион-
ные плиты; 7 — установочный штифт; 8 — установочное отверстие
105
Основные положения главы 5
Технологическая подготовка производства вагонов малыми и средними
сериями требует различных подходов в организации технического оснаще-
ния процессов сборки основных сборочных единиц.
В зависимости от общности конструктивных и технологических призна-
ков сборочных единиц вагонов различных типов для их изготовления могут
быть применены специализированные, специализированные многоцелевые
или универсальные быстропереналаживаемые сборочные приспособления.
Универсальные сборочные приспособления целесообразно проекти-
ровать с использованием модульных принципов.
Каждый модуль сборочного приспособления должен иметь строго опре-
деленное назначение. Конструкция модулей должна допускать возможность
быстрой переналадки приспособления на изготовление технологического
узла вагона другого типа. Новое положение модуля в конструкции приспо-
собления должно обеспечиваться системой собственного базирования моду-
лей без выполнения контрольных замеров.
Вопросы для самоконтроля
1. В чем заключаются особенности технического оснащения сборочных
процессов на современном этапе?
2. Какими способами можно повысить производительность универ-
сального сборочного оборудования?
3. Предложите структурную схему универсального сборочного стенда
модульного типа для сборки боковых стен вагонов, торцовых стен, крыш.
4. Каковы основные требования к конструкции модулей гибкого пере-
налаживаемого оборудования?
5. В чем сущность обеспечения многоуровневой гибкости перенала-
живаемого сборочного оборудования?
106
ГЛАВА 6
ОПРЕДЕЛЕНИЕ РАСЧЕТНЫХ УСИЛИЙ
ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ В СБОРОЧНЫХ
И СБОРОЧНО-СВАРОЧНЫХ СТЕНДАХ
Из практики проектирования сборочных технологических процессов
Подавляющее большинство технологических процессов изготовления круп-
ных технологических узлов вагонов предусматривают операции правки узлов
после их сборки и сварки. Правка сварных конструкций требует значитель-
ных затрат времени рабочих высокой квалификации. Этого можно было бы
избежать, если бы при сборке и сварке узла усилия закрепления деталей и
размещение базирующих элементов в стенде позволяли компенсировать сва-
рочные деформации узла.
6.1. Усилия зажатия деталей в сборочных стендах
Как отмечалось в п. 1.1 в сборочных стендах выполняют сборку тех-
нологических узлов на прихватках (коротких временных сварных швах).
Следовательно, основное назначение прижимных элементов стенда в дан-
ном случае должно заключаться в надежном закреплении составных частей
технологического узла в необходимом (для обеспечения точности сборки)
положении до наложения прихваток.
Вопрос определения необходимых усилий закрепления деталей в сбо-
рочных приспособлениях в настоящее время мало изучен. При проекти-
ровании новых приспособлений проектировщики обычно исходят из прак-
тики эксплуатации аналогичных конструкций и назначают усилия зак-
репления составных частей технологических узлов на основе инженерного
опыта. Однако во многих случаях потребные силы закрепления деталей при
сборке узла можно определить с достаточной для практики точностью по
простейшим расчетным схемам.
Прижимные элементы должны обеспечивать такую силу прижатия,
при которой сила трения в местах контакта поверхностей деталей и ба-
зирующих элементов стенда (платиков, упоров и др.) была бы достаточ-
ной для сохранения неизменного положения детали. Положение детали
в стенде может нарушиться под воздействием различных факторов: вибра-
107
ции основания стенда из-за работы расположенного поблизости техно-
логического оборудования (особенно ковочных молотов и прессов, фре-
зерных и строгальных станков и др.); случайные толчки от инструмента, пе-
реносных приспособлений и при установке в стенд других тяжелых деталей;
угловые деформации при наложении прихваток и др.
Практика эксплуатации сборочных приспособлений показывает, что для
сохранения неизменного положения детали в приспособлении достаточно
создать силу трения, примерно равную весу закрепляемой детали.
Кроме рассмотренного, во многих случаях прижимные элементы исполь-
зуются также для того, чтобы устранить начальные искажения формы дета-
лей, например, начальные прогибы листов, профилей, сварных балок и др.
При закреплении деталей в сборочном стенде приходится преодолевать
силы трения, полученные при предыдущих поджатиях. Например, при сбор-
ке хребтовой балки (рис. 6.1) профили сначала прижимают горизонтальны-
ми прижимами к боковому упору, а затем вертикальными прижимами к ус-
тановочным платикам. Следовательно, вертикальные прижимы должны пе-
реместить профили до устранения возможного зазора между полками про-
филей и рабочими плоскостями платиков. Для этого необходимо преодолеть
силу трения в зоне контакта стенки профиля с боковым упором.
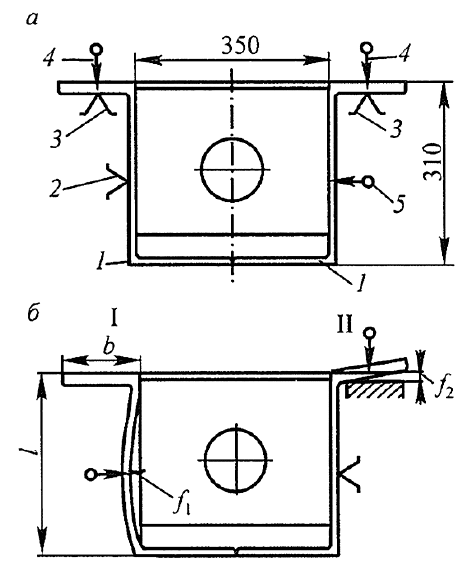
Рис. 6.1. Схемы закрепления профилей хребтовой балки: а — общая; б — с устране-
нием отклонений формы сечения профиля (I — неплоскостности, II — неперпен-
дикулярности); 1 — профили; 2 — боковой упор; 3 — установочный платик;
4 — вертикальный прижим; 5 — горизонтальный прижим
108
В общем случае потребную силу закрепления детали в сборочном при-
способлении можно представить суммой
=
+
+
,(6.1)
где Q
1
— составляющая, необходимая для создания силы трения;
Q
2
— составляющая, необходимая для устранения начальных откло-
нений формы детали;
Q
3
— составляющая, необходимая для преодоления силы трения пре-
дыдущих закреплений.
Конкретная величина силы Q зависит от принятой схемы закрепления
детали. Рассмотрим возможные схемы закрепления деталей на примере ба-
лочных конструкций.
При закреплении балки двумя прижимами (рис. 6.2, а) сила трения соз-
дается на каждой из двух опор стенда. Следовательно, в каждой из двух то-
чек балку необходимо прижать такой силой, чтобы силы трения F
тр
= G/2,
где G — вес балки. Поскольку F
тр
= f
тр
Q
1
где f
тр
— коэффициент трения в
месте прилегания балки к базирующим элементам стенда, то составляющая
силы прижатия Q
1
будет равна
=/2
тр
.(6.2)
Для пар трения сталь по стали без смазочного материала в случае, когда
хотя бы одна деталь не обработана, коэффициент трения можно принять
равным 0,20...0,25. Подставив эти значения в выражение (6.2) и выполнив
преобразования, получим
=
1
2
(4…5).(6.3)
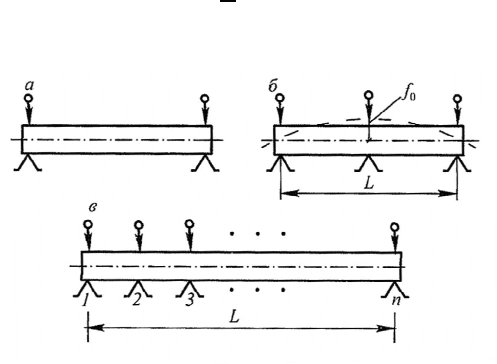
Рис. 6.2. Схемы закрепления детали балочного типа: а — двумя прижимами;
б — тремя прижимами; в — большим числом прижимов
109
Выражение (6.3) показывает, что для получения силы трения, удержи-
вающей деталь в сборочном приспособлении в состоянии покоя, ее необхо-
димо прижать силой, в четыре-пять раз превышающей вес детали.
Составляющая силы прижатия Q
2
для рассматриваемой схемы закрепле-
ния балки будет равна нулю, так как начальные искажения формы балки
(прогибы) здесь не устраняются.
Составляющая силы прижатия Q
3
назначается только в конкретных слу-
чаях, когда схема закрепления детали и последовательность срабатывания
прижимов соответствует изложенному выше. Следовательно, при закрепле-
нии детали в двух точках силу прижатия ее в каждой точке можно принять
равной
=
1
2
(4…5).(6.4)
Рассмотрим схему закрепления балки в трех точках (рис. 6.2, б). По ана-
логии с выражением (6.3) для составляющей силы прижатия Q
1
в этом слу-
чае будем иметь
=
1
3
(4…5).(6.5)
Пусть балка имеет начальный прогиб f
0
, который необходимо устранить
в сборочном стенде. Для определения составляющей силы прижатия Q
2
вос-
пользуемся известной зависимостью между деформацией и нагрузкой для
балки на двух опорах, нагруженной сосредоточенной силой посередине:
=
48
,(6.6)
где L — длина балки (расстояние между крайними опорами);
Е — модуль упругости материала;
I — момент инерции поперечного сечения балки относительно оси, пер-
пендикулярной плоскости изгиба.
Из выражения (6.6) для составляющей Q
2
получим
=
48
.(6.7)
Окончательно сила прижатия в каждой точке для рассматриваемого слу-
чая закрепления балки будет равна
=
1
3
(4…5)+
48
.(6.8)