Лукашук В.С. Нестандартное оборудование вагоносборочного производства. Конструкция, проектирование, расчет
Подождите немного. Документ загружается.


50
Винтовые прижимы (по аналогии с упорами) могут быть неподвиж-
ными, поворотными, откидными. Поворотные и откидные прижимы сле-
дует применять лишь в тех случаях, когда применение неподвижных при-
жимов может привести к их повреждению при закладке в стенд тяжелых
составных частей технологического узла, а также когда они затрудняют
доступ к местам сборки и сварки или не позволяют извлечь собранный
узел из сборочного стенда. Применение откидных прижимов иногда по-
зволяет уменьшить длину завинчивания (или отвинчивания) винта и тем
самым сократить время на закрепление детали.
В качестве примеров на рис. 4.2—4.6 и в табл. 4.1—4.4 приведены
конструкции наиболее распространенных в средних и тяжелых стендах
винтовых прижимных элементов. Для других случаев они могут быть
разработаны по аналогичным схемам.
В заключение отметим, что винты рекомендуется изготовлять из ста-
ли 45 с последующей закалкой и отпуском до твердости рабочего конца
HRC 33...38. Корпус гайки (см. рис. 4.1) изготовляют из любой малоуг-
леродистой стали, например из стали Ст.3 или Ст.5, допускающей креп-
ление корпуса к другим элементам прижима сваркой. Резьбовую втулку
рекомендуется изготовлять из бронзы, например из алюминиевой бронзы
марки БрА9ЖЗЛ. Это позволит уменьшить силу трения в резьбовом со-
единении и повысить его износостойкость.
Рис. 4.2. Винты нажимные с подвижной рукояткой, пятой
и трапецеидальной нарезкой

51
Таблица 4.1
Параметры конструкции нажимного винта
d l L D h D
1
h
1
d
1
Т
r
24×5
110
135
160
185
235
185
248 36 35 40 30 20
Т
r
30×6
135
165
200
250
300
298 45 35 40 40 20
Т
r
40×6
170
220
270
320
370
346 62 40 55 45 25
Т
r
50×8
225
275
325
400
396 72 50 70 50 25
Рис. 4.3. Примеры применения откидных винтовых прижимов

52
Рис. 4.4. Узел к откидной конструкции прижима
Таблица 4.2
Параметры конструкции узла откидного винтового прижима
D L l d В b
Т
r
24×5 193 250 20 50×50 40
Т
r
30×6 225 320 20 60×60 50
Т
r
36×6 262 360 22 70×70 62
Т
r
40×6 290 400 25 75×75 68

53
Рис. 4.5. Узел поворотного прижима с вертикальным расположением винта
Таблица 4.3
Параметры конструкции узла поворотного прижима
с вертикальным расположением винта
d l
1
l
2
l
3
l
4
l
5
В R
d
1
Т
r
24×5 145 130 70 50 40 50×50
80 36
Т
r
30×6 170 150 80 63 50 60×60
90 42
Т
r
36×6 195 170 95 72 62 70×70
100 48
Т
r
40×6 220 190 110 75 68 75×75
110 54
54
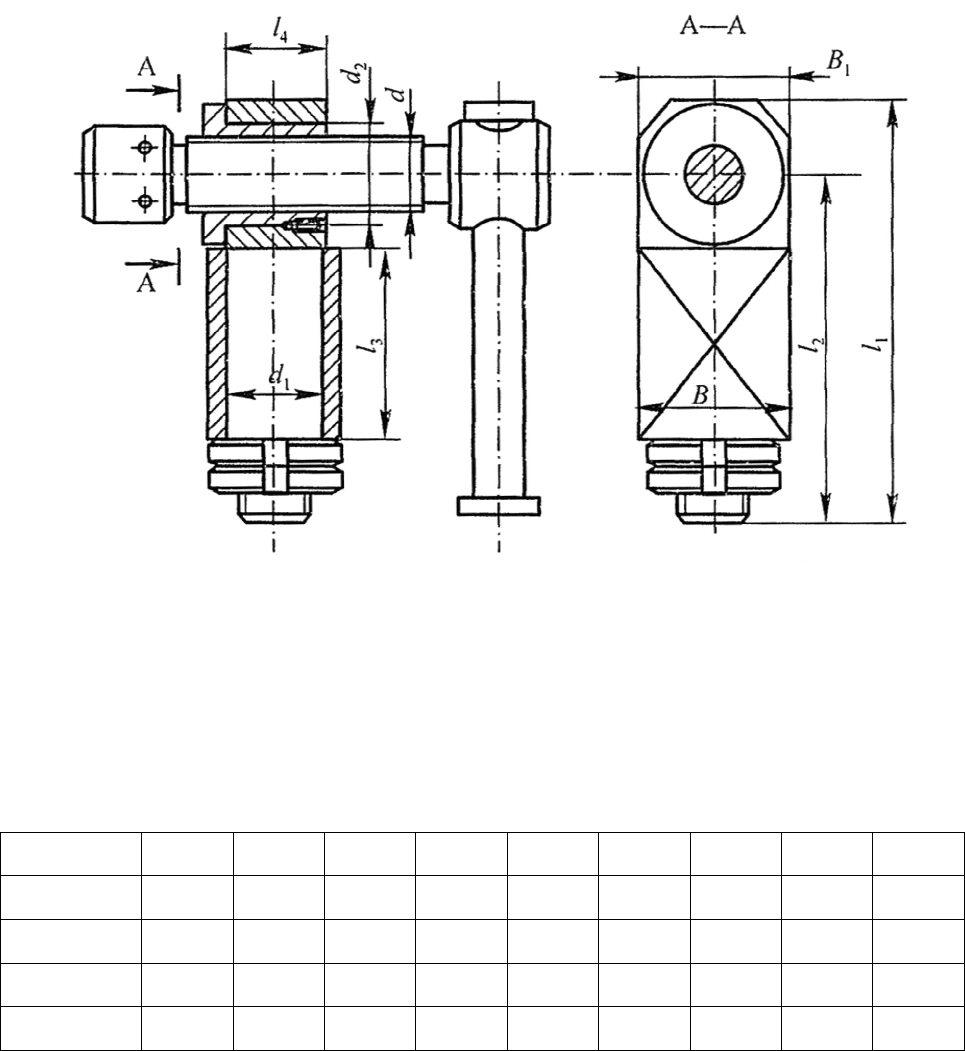
Рис. 4.6. Узел поворотного прижима с горизонтальным расположением винта
Таблица 4.4
Параметры конструкции поворотного прижима
с горизонтальным расположением винта
d l
1
l
2
l
3
l
5
В d
1
d
2
В
1
l
4
Т
r
24×5 145 125 70 40 50×50
36 36 50 40
Т
r
30×6 170 140 80 50 60×60
42 42 60 50
Т
r
36×6 200 165 95 62 70×70
48 48 70 60
Т
r
40×6 225 185 110 68 75×75
54 54 75 65
4.2. Эксцентриковые прижимы
Эксцентриковые (кулачковые) прижимы относятся к категории быст-
родействующих ручных прижимов. Применяют их чаще всего в легких
стендах для закрепления деталей малой изгибной жесткости (листов, полос)
или жестких деталей небольшой массы (до 30 кг), если число точек поджа-
тия в одном направлении не превышает двух.

55
Рис. 4.7. Схема эксцентрикового прижима:
1 — эксцентрик; 2 — рукоятка;
3 — закрепляемые детали; 4 — упор;
5 — цапфа
Исходными данными для рас-
чета основных размеров эксцен-
трикового прижима (рис. 4.7) яв-
ляются: сумма допусков δ на раз-
меры закрепляемых деталей (раз-
меры А и Б); возможный угол по-
ворота кулачка от его начального
положения α; сила закрепления
детали Q.
Основные размеры круглых
эксцентриков определены ГОСТ
9061-68. Поэтому при проектиро-
вании приспособлений достаточ-
но выбрать величину эксцентри-
ситета е, по нему подобрать диа-
метр эксцентрика D, а затем про-
верить силу на рукоятке Р. Если
эта сила превышает 150 Н, то не-
обходимо перейти к большему
диаметру эксцентрика и вновь
проверить силу на рукоятке.
Принятые в ГОСТ 9061-68 размеры эксцентриков обеспечивают условие
самоторможения прижимов, т.е. сохранения рабочего состояния после сня-
тия усилия с рукоятки.
Если компоновочная схема приспособления допускает поворот кулачка
на угол α = 180°, то
2е =
++
.(4.8)
где S
1
— монтажный зазор для свободной установки детали под эксцентрик;
δ — допуск (или сумма допусков) на соответствующий размер детали;
S
2
— запас хода эксцентрика, предохраняющий его от перехода через
мертвую точку (учитывает износ эксцентрика и зазоры в цапфе).
В сборочных приспособлениях принимают S
2
= 0,4...1,0 мм; S
2
=0,4...0,6 мм.
В выражении (4.8) отсутствует член, который учитывал бы упругую подат-
ливость системы крепления эксцентрика. Эта величина обычно мала и ком-
пенсируется монтажным зазором.
Если угол поворота эксцентрика α меньше 180°, то
е =
+
1−cosα
.(4.9)

56
Рис. 4.8. Схема к силовому расчету
эксцентрика
Силу на рукоятке найдем
из условия равновесия систе-
мы (рис. 4.8). В процессе зак-
репления на эксцентрик дей-
ствуют три силы: сила на ру-
коятке Р, реакция закрепляе-
мой детали Т и реакция цапфы
S. Под действием этих сил
система находится в равнове-
сии. Реакция Т представляет
собой равнодействующую си-
лы прижатия детали Q и силы
трения F. Условие равновесия
системы имеет вид
Рℓ−еsinαʹ−(+еcosαʹ)−ρ=0,
где ℓ — расчетная длина рукоятки;
f — коэффициент трения между эксцентриком и закрепляемой деталью;
ρ — радиус круга трения в цапфе;
αʹ =180° – α.
Радиус круга трения определяется равенством
ρ=ʹ,
где f ʹ — коэффициент трения покоя в цапфе;
r — радиус цапфы.
В парах трения с ограниченной смазкой fʹ = 0,12...0,14.
Принимая во внимание то, что сила S мало отличается по величине от
нормальной силы Q и ℓ ≈ L + R, где L — длина рукоятки, имеем
Р =
+
[+ʹ+(sinαʹ+cosαʹ)].
Из приведенного выражения с учетом указанных ограничений силы на
рукоятке получим условие для расчета минимальной длины рукоятки:
=6,7∙10
[+ʹ+(sinαʹ+cosαʹ]−,(4.10)
где Q — сила прижатия, Н;
линейные размеры L
min
, R и r в мм.
57
В заключение отметим, что эксцентрики обычно изготовляют из стали
20Х по ГОСТ 4543-71 с цементацией рабочей поверхности и поверхности
цапфы на глубину 0,8...1,2 мм и последующей закалкой до твердости
HRC 55...60.
Пример 4.2. Выбрать параметры эксцентрикового прижима для закрепления
деталей в приспособлении для сборки рамки (см. рис. 4.7) при следующих ис-
ходных данных: потребная сила закрепления деталей Q = 1,2 кН; угол поворота
эксцентрика неограничен (α = 180°); размеры деталей А = 10±0,3; Б = 500±1; мон-
тажный зазор S
1
= 1 мм; запас хода эксцентрика S
2
= 0,5 мм.
Решение
По принятой на рис. 4.7 схеме сборки допуск размера В равен сумме допусков
размеров деталей δ = 0,6 + 2 + 0,6 = 3,2 мм. По выражению (4.8) определяем экс-
центриситет е = (1 + 3,2 + 0,5) 12 = 2,35 мм. По ГОСТ 9061-68 принимаем круг-
лый эксцентриковый кулачок диаметром D = 50 мм с эксцентриситетом 2,5 мм.
Диаметр отверстия под рукоятку — 12 мм; диаметр отверстия цапфы — 12 мм.
Закрепляемые детали не обработаны, поэтому принимаем коэффициент тре-
ния в зоне контакта кулачка и детали f = 0,3. По выражению (24) с учетом того,
что αʹ = 0, находим минимальную длину рукоятки:
L = 6,7 ∙ 10
-3
∙ 1,2 ∙ 10
3
(0,3 ∙ 25 + 0,14∙6 + 2,5 ∙ 0,3) – 25 = 48 мм.
По ГОСТ 8923-69 выбираем стандартную цилиндрическую рукоятку с диа-
метром посадочного конца 12 мм. Длина стандартной рукоятки L = 100 мм.
Замечание 4.2. Длина рукоятки, рассчитанная по выражению (4.10),
может оказаться отрицательной величиной (при незначительной силе
прижатия). В этом случае в конструкции прижима может быть ис-
пользован нестандартный кулачок с рукояткой, закрепленной на его плос-
кости (аналогично конструкции запорного сектора механизма запирания
крышек люков полувагона), хотя применение стандартного кулачка с лю-
бой длиной рукоятки тоже не исключается.
4.3. Конструкции пневматических прижимов
Пневматические прижимы относятся к категории быстродействующих
механических прижимных устройств, работающих по принципу преобра-
зования энергии сжатого воздуха в механическую энергию. Они не требуют
больших физических усилий человека на закрепление деталей, могут осу-
ществлять одновременное прижатие во многих точках, приводят к мини-
мальной трудоемкости сборочных работ. Однако пневматические прижимы
сложны по конструкции, громоздки, требуют наличия сжатого воздуха.

58
Применяют пневматические прижимы в основном в условиях серийного
и массового производства в средних и тяжелых сборочных стендах при
большом числе (более 5) точек прижатия.
Основным силовым элементом пневматического прижима может быть
пневмоцилиндр, пневмокамера или пневмошланг.
Наибольшее распространение получили прижимы с силовыми элемен-
тами в виде пневмоцилиндров двойного действия без торможения (рис. 4.9).
Такие цилиндры могут работать как в толкающем, так и в тянущем режимах.
Цилиндры с торможением позволяют замедлить скорость перемещения
поршня на подходе к крайним положениям и исключить удар поршня о
фланцы. Такие цилиндры в сборочных приспособлениях практически не
применяются.
При работе в толкающем режиме сила на штоке пневмоцилиндра равна
Р
шт
=ρ
4
,(4.11)
а при работе в тянущем режиме она несколько меньше
Р
шт
=ρ
(
−
)
4
,(4.12)
где k — коэффициент, учитывающий потери на трение (для пневмоци-
линдров k = 0,8)
Рис. 4.9. Конструкция пневматического цилиндра: 1 — передний фланец;
2 — гильза; 3 — задний фланец; 4 — стяжка; 5 — поршень; 6 — шток
59
ρ — давление сжатого воздуха (в цеховых пневмомагистралях
ρ = 0,5±0,05 МПа);
D и d — соответственно внутренний диаметр гильзы цилиндра и диаметр
штока.
Основные параметры пневматических цилиндров определены ГОСТ
15608-81 (табл. 4.5).
На металлоконструкции сборочного стенда пневмоцилиндры крепят од-
ним из следующих способов: на удлиненных стяжках на переднем или зад-
нем фланцах, на лапах, на проушине заднего фланца, на цапфах. Первые два
способа представляют собой схемы жесткого (неподвижного) крепления,
третий и четвертый допускают возможность поворота оси цилиндра относи-
тельно некоторых точек (шарнирное крепление).
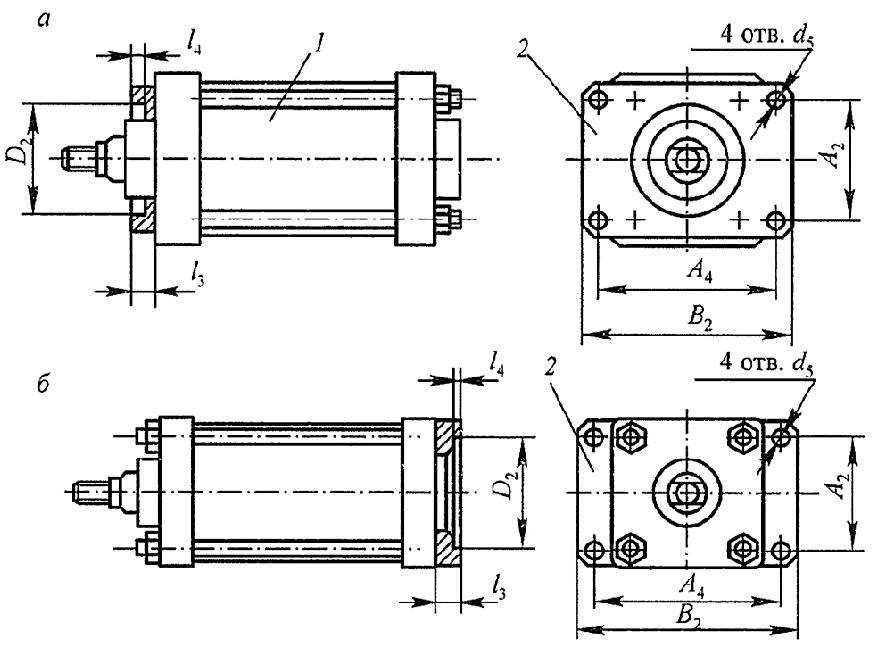
При креплении цилиндра на переднем или заднем фланцах (рис. 4.10,
табл. 4.6) в комплект цилиндра включается крепежная плита, которую вме-
сте с фланцем (передним или задним) подтягивают к гильзе цилиндра удли-
ненными стяжками. В плите предусмотрено четыре дополнительных отвер-
стия, которые используют для крепления ее вместе с цилиндром на металло-
конструкции стенда или корпусе прижима.
Рис. 4.10. Пневмоцилиндры с креплением на фланцах:
а — переднем; б — заднем; 1 — пневмоцилиндр; 2 — крепежная плита