Сборник трудов конференции Павловские чтения 2010
Подождите немного. Документ загружается.

Секция 3. Трубное производство
280
СРАВНИТЕЛЬНЫЙ АНАЛИЗ НАПРАВЛЯЮЩЕГО ИНСТРУМЕНТА СТАНОВ
ВИНТОВОЙ ПРОКАТКИ
Латкин Д.И., Романцев Б.А., Гончарук А.В.
Россия, НИТУ МИСиС, latkiin@mail.ru
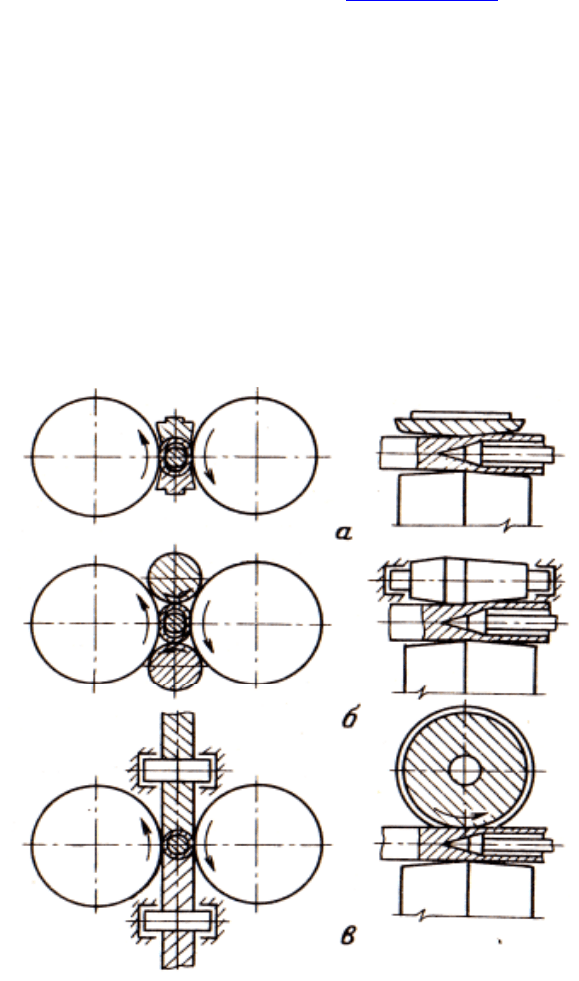
Как правило, в качестве направляющего инструмента на станах винтовой прокатки
используют линейки (рисунок 1а), которые просты по конструкции и легко заменяются при
переходе на прокатку заготовок другого диаметра. Кроме того, линейки образуют с валками
плотнозамкнутый калибр и позволяют изготавливать тонкостенные гильзы и трубы. Однако
неподвижные линейки интенсивно изнашиваются, из-за чего часто нарушается процесс прокатки и
ухудшается качество гильз и труб. При прошивке толстостенных гильз, сплавов, склонных к
налипанию, в качестве направляющего инструмента применяют холостые ролики (рисунок 1б),
которые, являясь инструментом качения, изнашиваются меньше, чем линейки, но обладают
низкой механической прочностью.
Рисунок 1 - Направляющий инструмент станов винтовой прокатки
За рубежом на раскатных двухвалковых станах винтовой прокатки, а в настоящее время и
на прошивных станах направляющим инструментом служат приводные диски (станы Дишера).
Диски образуют с рабочими валками более замкнутый калибр чем направляющие ролики (рисунок
1в), и вращаясь со скоростью, в три-четыре раза больше окружной скорости рабочих валков, ин-
тенсифицируют процесс прокатки. Однако, станы Дишера имеют достаточно сложную
конструкцию, а также требуют много времени на замену дисков при переходе на прокатку другого
типоразмера труб и высокого уровня квалификации обслуживающего персонала.

Секция 3. Трубное производство
281
В МИСиС совместно с ОАО ЭЗТМ была создана новая конструкция рабочей клети
прошивного стана с направляющими дисками на подшипниках качения, размещенными в
специальных вставках на месте линейкодержателей. Диаметр дисков для прошивки заготовок из
прутка диаметром до 160 мм составляет 1300 мм. Во время прокатки диски приводятся во
вращение силами трения между диском и заготовкой - гильзой. Диск представляет собой бандаж
из высокопрочного чугуна, надетый на ступицу.
Из анализа условий трения на контактной поверхности металла с различным
направляющим инструментом следует, что в области больших углов подачи применение
неприводных дисков целесообразнее, чем линеек, и преимущества дисков возрастают с
увеличением углов подачи. При использовании же линеек и роликов повышается сопротивление
перемещению металла в осевом направлении, значит, уменьшается скорость прокатки. Очевидно,
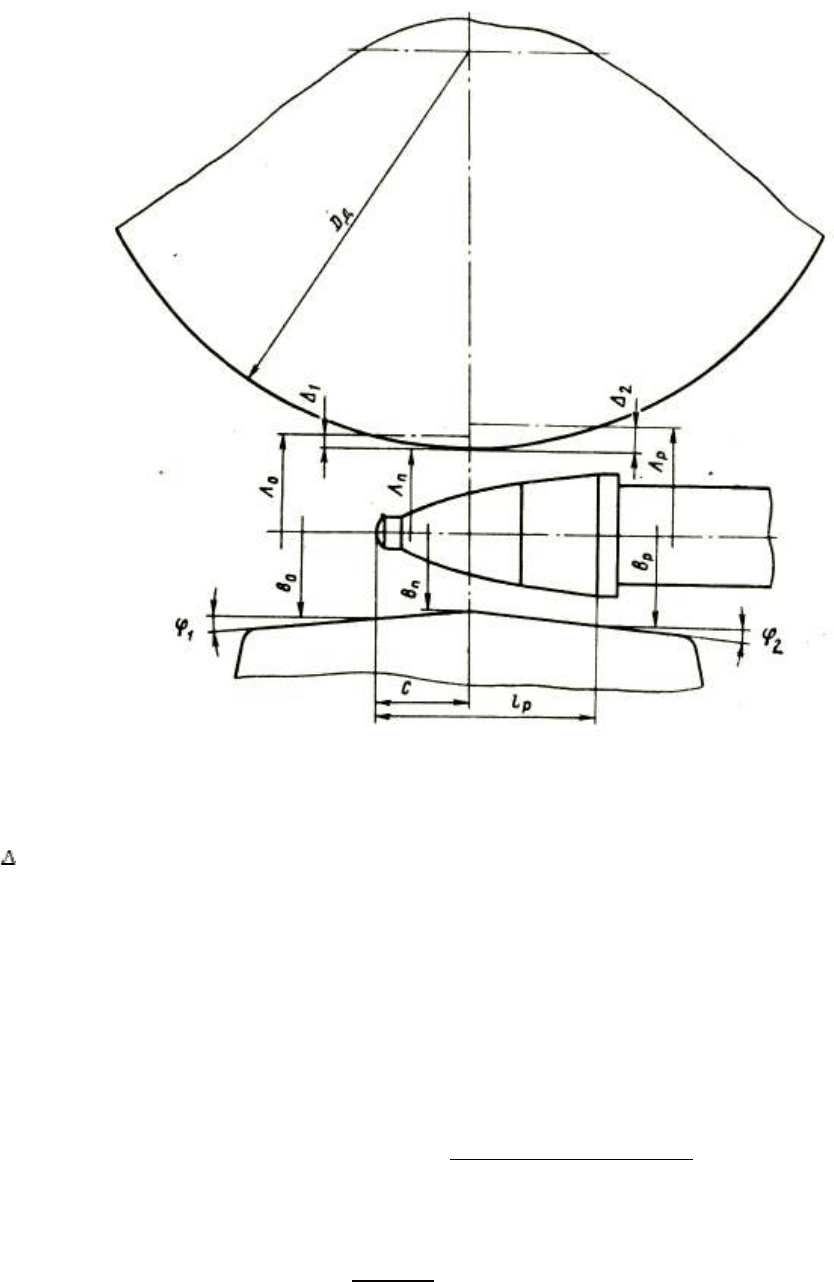
диски должны образовывать очаг деформации, идентичный очагу деформации с линейками
(рисунок 2), т.е. длина контактной поверхности в обоих случаях должна совпадать.
Обычно сечение касания заготовки с направляющим инструментом примерно совпадает с
носком оправки, т.е. длина контактной поверхности металла с диском на входном участке равна
выдвижению оправки за пережим С, которое определяется по формуле
=
(
п
−
)
2tan
,
где
п
и
– относительное обжатие заготовки в сечении носка оправки и в пережиме
соответственно;
- угол наклона образующей входного конуса валка.
В выходном конусе металл выходит из контакта с направляющим инструментом примерно
в сечении, совпадающем с концом раскатного конуса оправки, т.е. на расстоянии от пережима
=
р
− =
р
−
(
п
−
)
2tan
,
где
р
– длинна рабочей части оправки.
Секция 3. Трубное производство
282
Рисунок 2 – Сечение очага деформации по направляющему диску
Определим диаметр диска из геометрических соображений по формуле
д
=
∆,
⁄
где – высота полусегмента, на полухорде которого происходит контакт металла с диском.
Значение ∆ чаще всего различно для входного и выходного конусов деформации. Во
входном конусе ∆
определяется как половина разности расстояния между дисками в пережиме Л
п
и перед носком оправки Л
о
:
Л
п
=
п
п
=
п
(
1−
п
)
;
Л
о
=
о
о
=
о
(
1−
о
)
,
где
п
и
о
– коэффициенты овализации в сечениях носка оправки и в пережиме;
п
и
о
-
расстояния между валками в сечении носка оправки и в пережиме соответственно.
Таким образом, диаметр диска, удовлетворяющий условиям контакта во входном конусе:
д
=
(!
п
"!
#
)
$
%&'
$
(
)
[+
о
(
"!
о
)
"+
п
(
"!
п
)
]
. (1)
В выходном конусе значение ∆
равно полуразности расстояния между дисками Л
в
в
сечении выхода металла из контакта с ними и в пережиме:
∆
=
Л
в
−Л
п
2
=0,5
(
в
в
−
п
п
)
,
где
в
и
в
– коэффициенты овализации и расстояние между валками в сечении выхода металла из
контакта с дисками соответственно.
Секция 3. Трубное производство
283
Выразим значение
в
через технологические параметры
в
=
п
+
2 (
2
−)
tan
=
(
1−
п
)
+
2
р
tan
−(
п
−
о
)
tan
tan
,
Тогда
∆
=
1
2
3
в
4
(
1−
п
)
+
2
р
tan
−
(
п
−
о
)
tan
tan
5−
п
(
1−
п
)
6,
диаметр диска, удовлетворяющий условиям контакта в выходном конусе:
д
=
%&'(
$
[7
р
%&'(
)
"
(
!
п
"!
о
)
]
$
%&'(
)
{+
в
9
%&'(
)
%&'(
$
(
"!
п
)
:7
р
%&'(
)
"
(
!
п
"!
о
)
;
"+
п
(
"!
п
)
%&'(
)
%&'(
$
}
. (2)
Из выражений (1) и (2) видно, что диаметр диска есть функция аргументов
п
,
о
,
п
,
о
,
,
,
р
, изменяющихся в пределах, известных из практики ведения
технологического процесса. При расчете
д
по формулам (1) и (2) может возникнуть существенная
разница. Уточнение значений перечисленных технологических параметров достигается решением
задачи минимизации функции = =
д
−
д
, т.е. разницы значений диаметра диска,
определенных для входного и выходного конусов очага деформации.
Выражениями (1) и (2) можно пользоваться и отдельно. Для прошивки гильз, диаметр
которых меньше или равен диаметру заготовки, т.е. для толстостенных гильз и гильз со средней
толщиной стенки (
>
⁄
≤8…9), диаметр диска достаточно определять из условий контакта
металла во входном конусе по выражению (1). В этом случае диаметр диска прошивного стана
необходимо выбирать равным 8…12 диаметрам заготовки.
При прошивке тонкостенных гильз (
>
⁄
>8…9)определяющим являются условия в
выходном конусе очага деформации и диаметр диска находится из выражения (2) и составляет
14…18 d.
Увеличение диаметра направляющего диска до 18ти диаметров заготовки приведет к
значительному увеличению габаритных размеров станины прошивного стана и снижению ее
жесткости. В связи с этим созрела необходимость, используя преимущества прошивки с
направляющими дисками, приблизить массу оборудования стана с дисками к массе оборудования
стана с линейками. Одним из вариантов решения этой задачи является применение устройства
«
диск-сектор»
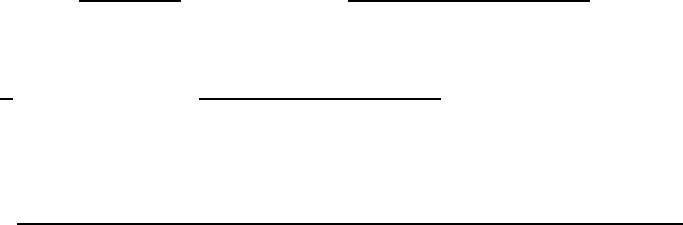
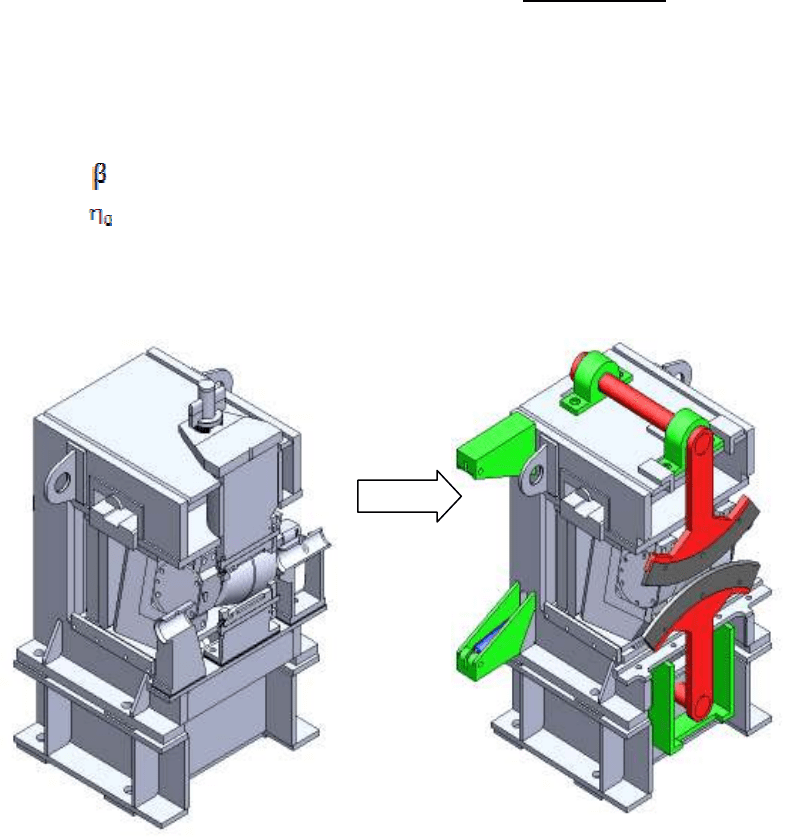
Диск-сектор - направляющий инструмент, содержащий ось, опорную ступицу, элементы
качения и профилированный бандаж, выполнен в виде сектора диска и снабженный приводом в
виде гидроцилиндра.
Изобретение иллюстрируется на рисунке 3 ,где изображен направляющий инструмент диск-
сектор. На рисунке 3 приняты следующие обозначения: 1- рама, 2-подшипники качения, 3-
приводная ось, 4-ступица, 5-бандаж, 6-привод вращения.
Секция 3. Трубное производство
284
Рисунок 3 – «Диск-сектор»
Направляющий инструмент стана винтовой прокатки, включает раму 1, закрепленную
через элементы качения 2 на ней ось 3, на которой установлена, с возможностью вращения,
ступица 4 с бандажом 5 и привод вращения 6. Приводная ось закреплена в эксцентриковых
втулках с возможностью регулирования в вертикальном положении. Ступица имеет Т-образную
форму с посадочным местом под бандаж в виде сектора. Длина приводного рычага равна 0,5-0,8
радиуса диск-сектора.
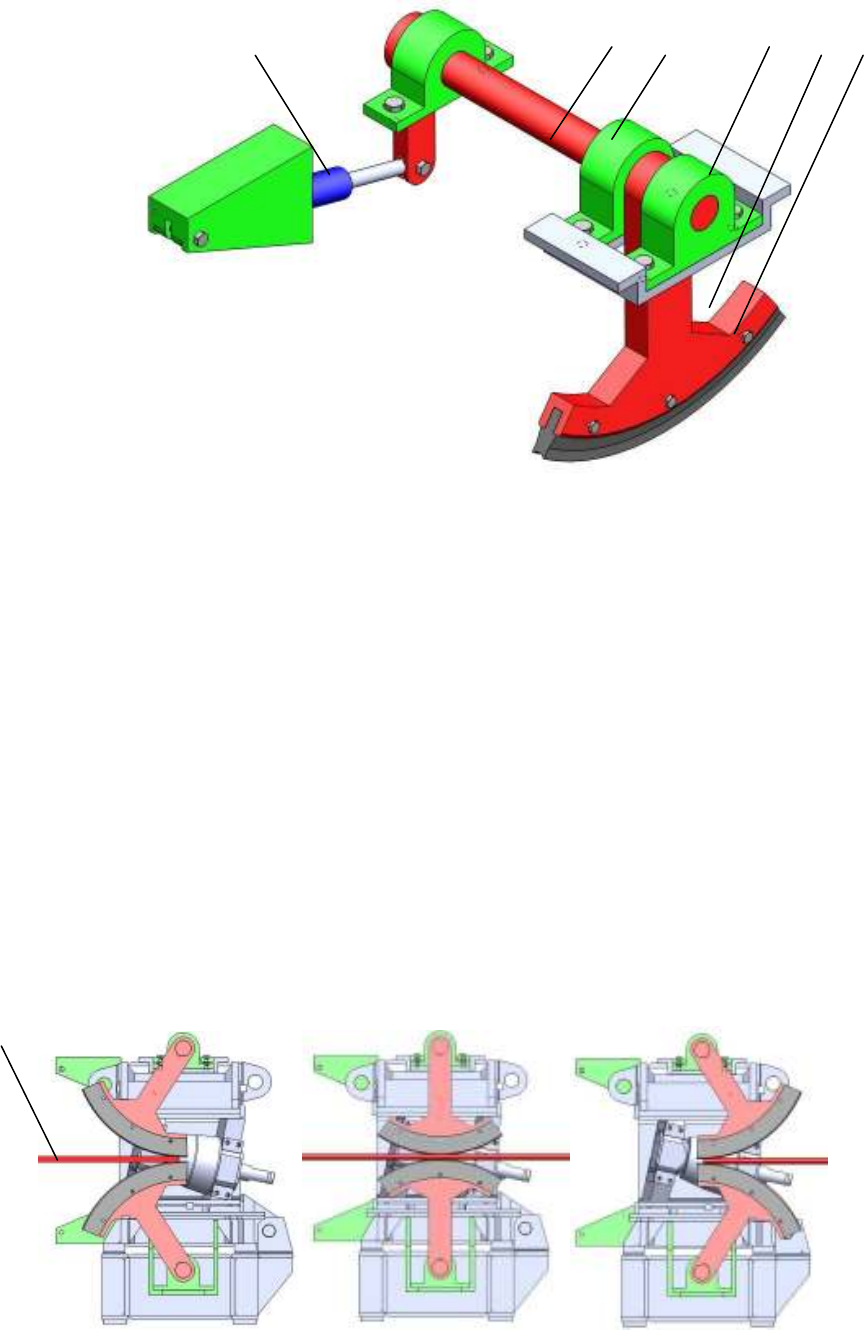
На рисунке 4 изображен принцип работы направляющего инструмента диск-сектора стана
винтовой прокатки; на рисунке 4а – в начальный момент прокатки; на рисунке 4б – в
установившемся процессе прокатки; на рисунке 4в – в момент окончания процесса прокатки.
Устройство работает следующим образом. При начале прокатке исходной заготовки 7
направляющий инструмент находится в исходном положении, при котором он повернут на
начальный угол в сторону входной проводки. Во время прокатки направляющий инструмент
поворачивается на рабочий угол в свое конечное положение за время строго равное времени
контакта металла с бандажом диск-сектора (см. форм.3). После прокатки диск–сектор с помощью
привода отводится в исходное положение. Направляющий инструмент готов к прокатке очередной
заготовки.
а) б) в)
Рисунок 4 - Принцип работы «диск-сектора»
7
Секция 3. Трубное производство
285
Время поворота диск-сектора рассчитывается по формуле:
D
пов
=
EF ∙( 7:7
к
)
I ∙ Д
в
∙ K ∙ LM'N ∙ O
P
, (3)
где l – длина гильзы (трубы);
l
к
- длина контактной поверхности заготовки (гильзы) с диск-сектором;
Д
в
– диаметр рабочих валков;
n – частота вращения валков;
- угол подачи;
– коэффициент осевой скорости.
Габаритные размеры станины стана винтовой прокатки с диск-сектором соизмеримы с
размерами стана с направляющими линейками.
Рисунок 5 – Габаритные размеры станины
В настоящее время опытный образец стана находится в изготовлении.
Секция 3. Трубное производство
286
МОДЕЛИРОВАНИЕ РАЗНОСТЕННОСТИ ТРУБ ПРИ РОЛИКОВОМ ВОЛОЧЕНИИ
Г.А. Орлов, Е.Н. Вагапов, В.А. Спиридонов
РФ, ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России Б.Н.
Ельцина», orlov@uzvo.ustu.ru
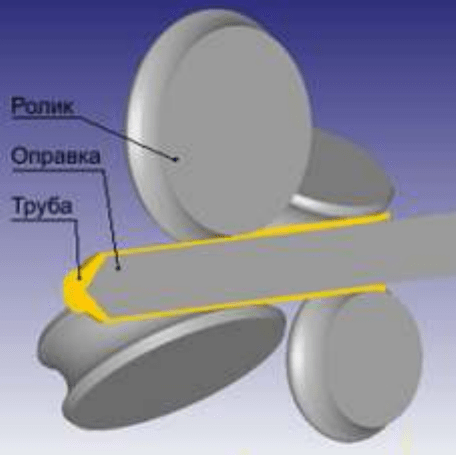
Рассматривается процесс роликового волочения разностенных труб с предварительно
закованным передним концом на оправке через два ряда неприводных роликовых (рис. 1).
Моделирование проведено методом конечных элементов с помощью пакета DEFORM 3D.
Рис. 1. Схема процесса проталкивания
Каждая обойма, как видно из рисунка, состоит из трех роликов, образующих замкнутый
калибр. Для предотвращения заклинивания трубы в роликовой обойме, а также во избежание
течения металла в промежутки между роликами с последующим образованием поверхностных
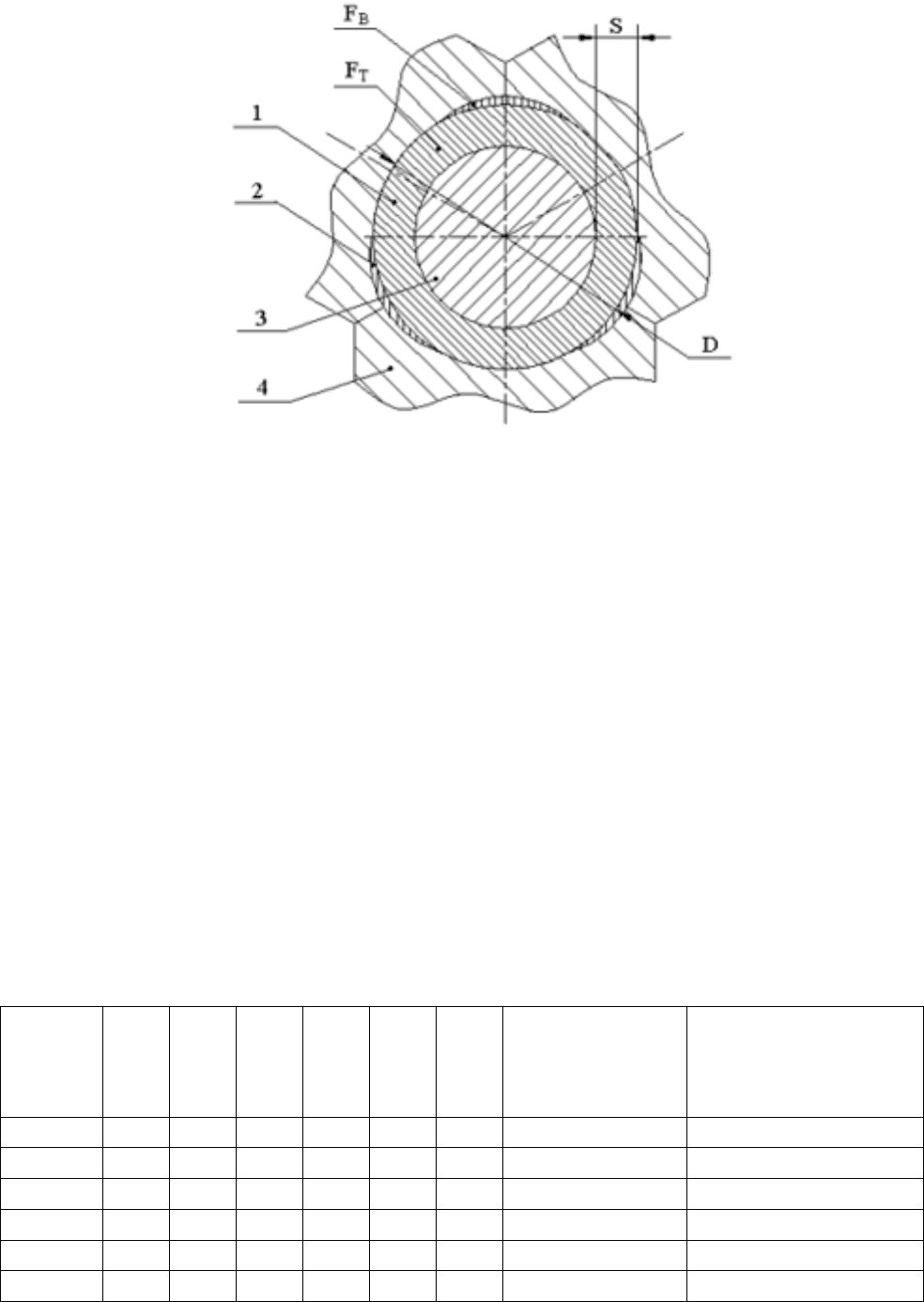
дефектов трубы, предусмотрены выпуски. Калибр, образованный роликами представлен на рис. 2.
Секция 3. Трубное производство
287
Рис. 2. Роликовый калибр: 1 – труба; 2 – выпуск; 3 – оправка; 4 – ролики
Исследовано влияние на относительную разностенность получаемой трубы
δ
следующих
факторов:
1)
разностенность исходной трубы
0
δ
;
2) геометрия инструмента, которую описывает коэффициент развалки калибра
P
K
как
отношение площади одного выпуска
B
F
к площади поперечного сечения трубы
T
F
;
3) коэффициент вытяжки µ, как отношение площадей трубы до и после проталкивания;
4) модуль упрочнения материала M, показывающий интенсивность упрочнения материала в
зависимости от степени деформации;
5) параметр поперечного сечения конечной трубы в виде отношения диаметра D к толщине
стенки S трубы;
6) коэффициент трения ψ по Зибелю.
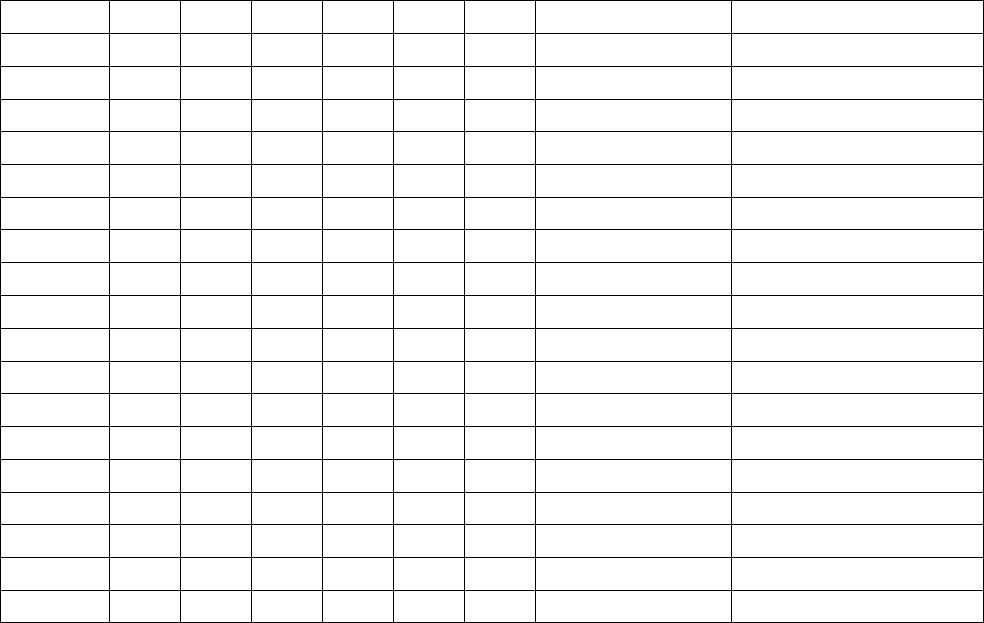
Значения факторов, а также величины разностенности, полученные с помощью пакета
DEFORM 3D и рассчитанные по полученной регрессионной модели (1) приведены в табл. 1. Для
планирования и обработки данных вычислительного эксперимента использован метод
ортогональных квадратов[2].
Таблица 1. Матрица плана эксперимента
Номер
опыта
0
δ
,%
P
K
µ M D/S
ψ
Расчет по
DEFORM 3D
δ
, %
Расчет по формуле (1)
δ
,%
1 10 0,01 2 1,4 20 0,1 7,86 9,14
2 10 0,02 2,5 1,8 24 0,15 15,90 13,60
3 10 0,03 3 2,2 28 0,2 15,10 18,64
4 10 0,04 3,5 2,6 32 0,25 22,73 24,15
5 10 0,05 4 3 36 0,3 31,12 29,99
6 15 0,01 3,5 1,8 36 0,2 24,79 25,09
Секция 3. Трубное производство
288
7 15 0,02 4 2,2 20 0,25 22,51 26,25
8 15 0,03 2 2,6 24 0,3 22,06 18,27
9 15 0,04 2,5 3 28 0,1 13,38 13,22
10 15 0,05 3 1,4 32 0,15 20,84 17,37
11 20 0,01 2,5 2,2 32 0,3 28,71 28,48
12 20 0,02 3 2,6 36 0,1 16,97 15,34
13 20 0,03 3,5 3 20 0,15 19,36 17,38
14 20 0,04 4 1,4 24 0,2 23,38 25,18
15 20 0,05 2 1,8 28 0,25 15,74 18,84
16 25 0,01 4 2,6 28 0,15 39,64 33,95
17 25 0,02 2 3 32 0,2 15,72 19,07
18 25 0,03 2,5 1,4 36 0,25 20,74 20,15
19 25 0,04 3 1,8 20 0,3 23,53 25,01
20 25 0,05 3,5 2,2 24 0,1 16,71 19,34
21 30 0,01 3 3 24 0,25 31,39 34,74
22 30 0,02 3,5 1,4 28 0,3 42,97 38,85
23 30 0,03 4 1,8 32 0,1 22,93 22,31
24 30 0,04 2 2,2 36 0,15 11,94 13,51
25 30 0,05 2,5 2,6 20 0,2 23,12 19,15
После обработки полученных результатов, была получена модель, адекватно отражающая
результаты:
( ) ( )
)071,0135,0D/S0,007356D/S0,000127
0025,0192,1
2
53,16)(4,39,5)(1536,0(
2
0
−++−
−+−++=
ψ
µδδ
MKK
PP
(1)
Анализируя данную модель, можно сделать следующие выводы. Упрочнение материала, а
также отношение D/S оказывают влияние на разностенность в небольшой степени, изменяя её на
1-2%.
Увеличение трения сильно поднимает разностенность. Поэтому обеспечение стабильно
низкого трения – необходимое получение низкой разностенности трубы. На рис. 3 показано
изменение разностенности в зависимости от остальных условий при фиксации упомянутых
параметров.
Секция 3. Трубное производство
289
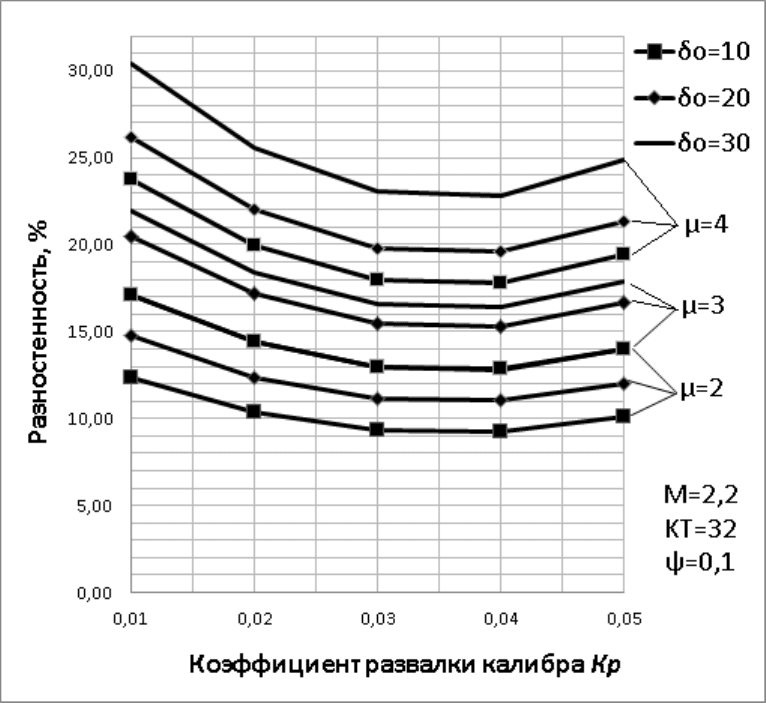
Рис. 3. Зависимость конечной относительной разностенности δ от параметров процесса
Здесь показано девять линий для значений исходной разностенности в границах её
изменения. Линии сгруппированы в зависимости от вытяжки µ. Как следует из рисунка,
оптимальное значение разностенности получается при некотором соотношении
036,0=
P
K
.
Значительное снижение разностенности с 20-30% до конечных 11-13% наблюдается при
минимальной вытяжке µ = 2.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Перлин И. Л. Теория волочения / И. Л. Перлин, М. З. Ерманок. – 2-е изд., перераб. и доп. – М.:
Металлургия, 1971. – 411 с.
2.
Спиридонов А.А., Васильев В.Г., Планирование эксперимента: Учебное пособие. –
Свердловск: изд. УПИ им. Кирова, 1975. – 152с.