Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.


•
Sulphur – to act as an ‘extreme pressure’ (EP) ad-
ditive to reduce frictional eects at the various cut-
t
ing interfaces.
NB S
ulphur was soon to prove unpopular as a sat-
isfactory EP additive, as it had a tendency to stain,
or erode certain decorative machined nishes for
specic metals and alloys.
8.2 Primary Functions
of a Cutting Fluid
In the previous section, it was recognised that two of
the primary functions of a cutting uid was to cool and
lubricate both the workpiece and cutting tool’s edge. In
addition, one could add the improvement of machined
surface quality and an increase in tool life (i.e. see Fig.
193b). Further, it has been shown that a reduction in
spindle power is an added bonus to many machining
processes, which oers considerable savings when this
reduction in electrical demand is accrued per annum.
If a problem occurs where work-hardened swarf dis
-
p
osal from the cutting vicinity presents an obstacle
to ecient cutting, then ushing this zone with ood
coolant, m
ay eliminate this diculty. Eective chip re-
moval by the application of ood coolant (Fig. 194a:
showing a twist drilling operation, 194b: milling with
the periphery using a ‘porcupine cutter’), can mini
-
m
ise an otherwise serious problem on machining cen-
t
res where large volumes
o
f densely-packed swarf can
impede the cutting process. Even on continuous cut-
t
ing operations such as when undertaking external/in-
a high contact angle (i.e. the angle of tangency that the spheri-
cal cap, or a bubble makes with the surface). When this angle
is considered on a ‘wetability scale’ it has a high contact angle
and as such, is not considered as ‘wet’!, due to its high curva-
ture (Fig. 208a), as indeed does a typical lubrication oil. Con-
versely, a liquid detergent does not have particularly a high
contact angle and as such, will chemically react with both the
oil and water and breaks-down this surface tension between
the concentrations of an unmixed oil and water. is loss of
surface tension between these two ‘products’ thereby produces
a basic mixture, or suspension and it then becomes somewhat
‘milky’ in appearance, thus it is oen termed a (basic) ‘emul-
sion’.
ternal turning processes, an insert’s chip-breaker will
break the swarf into convenient shapes and sizes, but
these chips may still necessitate ushing-away – being
deposited into a swarf conveyor and then onward into
an adjacent skip. Swarf removal has become of sig
-
n
icant importance as material removal rates have in-
c
reased with latest tooling advances and high-produc-
t
ion machine tools, where they may be continually fed
wrought material allowing them to operate untended
for 24 hours per day. Possibly
t
he most stringent test
for any cutting uid is in deep-hole drilling applica
-
t
ions (Fig. 58), where coolant is delivered under high-
pressure through suitable coolant holes and is forced
up to the cutting edge to not only cool the drill, but
provide lubrication and ush any swarf back and away
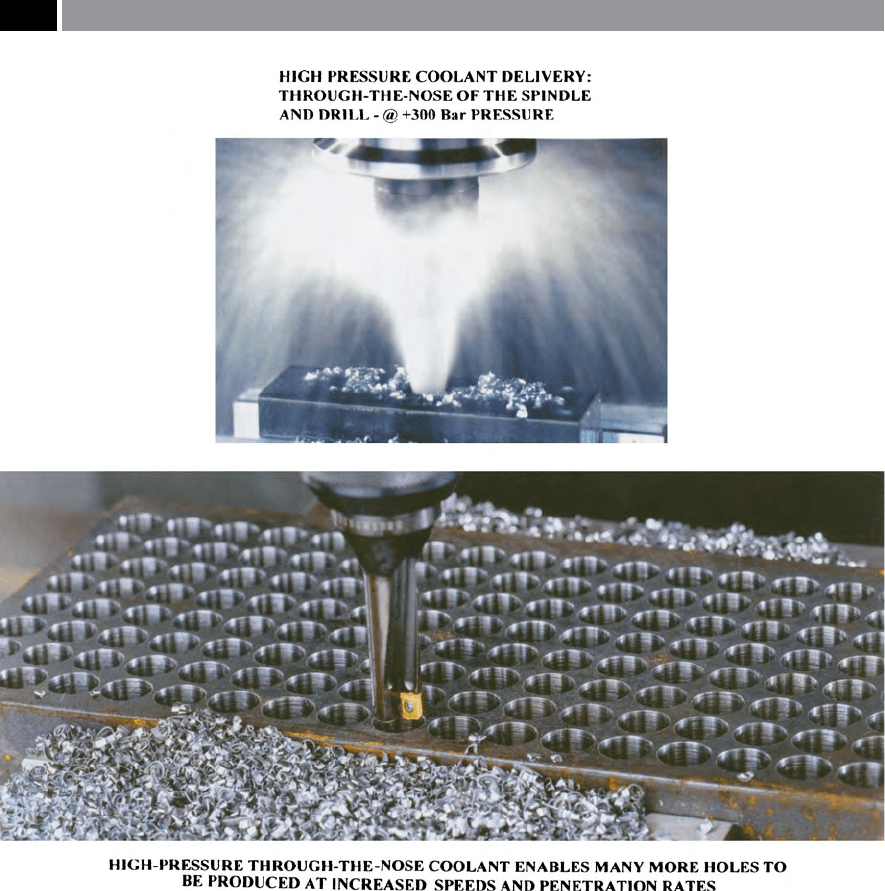
from the cutting vicinity. In fact, with extremely high-
pressure coolant delivery systems having pressures
>300 MPa, such as when using a through-the-nose
indexable insert short-hole drill as illustrated in Fig.
195, the advantages are: increased speeds; penetration
rates; more holes per insert edges are achievable – see
the following section for more
d
etails on this high-
pressure coolant delivery topic, with particular refer
-
e
nce to turning operations.
8.3 High-Pressure Jet-
Assisted Coolant Delivery
Probably the most important criteria in many metal
cutting operations is an acceptable chip control, with
respect to its: chip form; chip-ow; plus its chip-break-
i
ng ability. It has been mentioned earlier in Chapter 2:
Section 2.5, that good chip control will have an aect
on: tool life, machined surface texture; cutting forces;
reliability; etc. Productivity is strongly inuenced by
poor chip control, as the machine tool must be fre
-
qu
ently stopped to manually remove the vast quanti-
t
ies of swarf present in the working area. is problem
becomes especially acute when turning smaller inter-
n
al diameters on products, since limited space soon
becomes lled and compacted with work-hardened
chips, that can damage the recently machined surfaces.
Reasonable chip control can oen be achieved by in
-
d
exable inserts with an appropriate cutting geometry
that is having chip-formers, these being developed to
meet the requirements for specic machining opera
-
t
ions.
Cutting Fluids 383
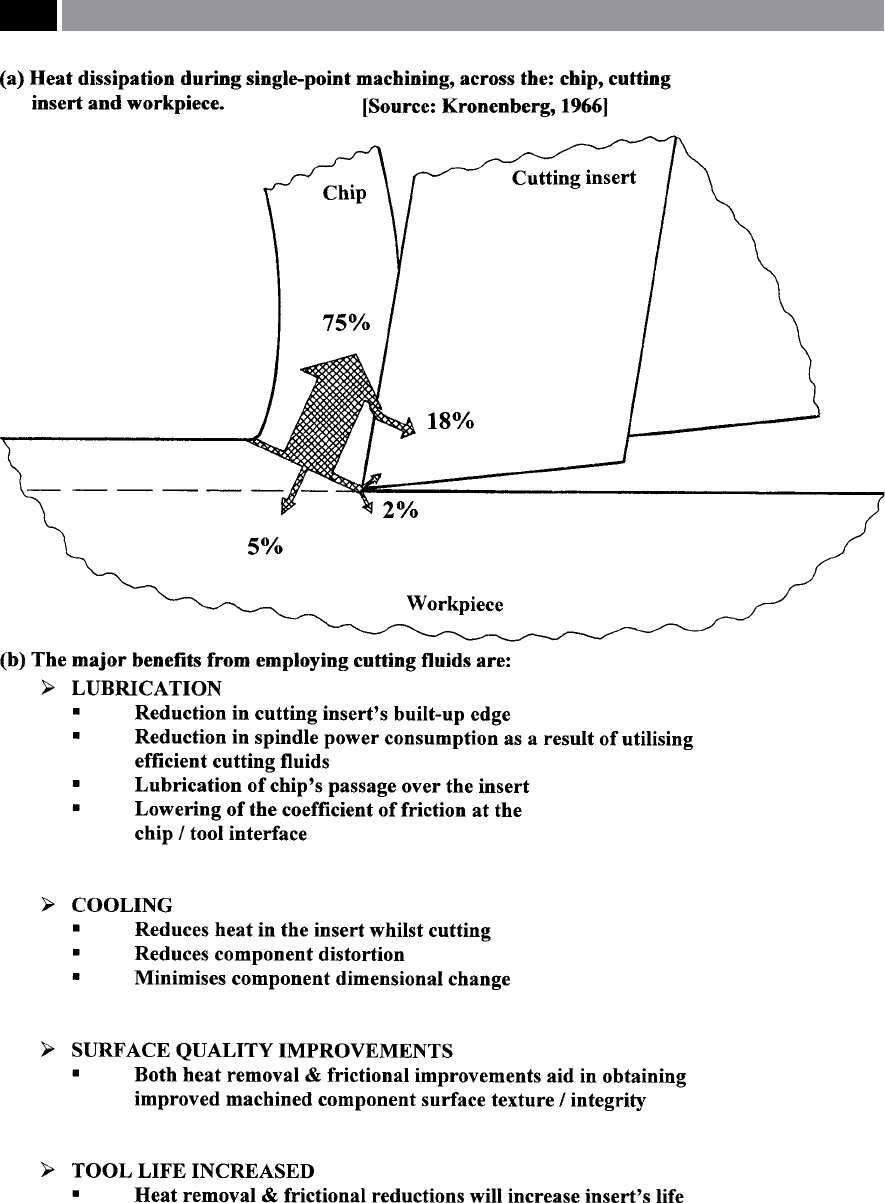
Figure 193. Heat dissipation during machining can be lessened by utilising appropriate cutting uids.
384 Chapter 8
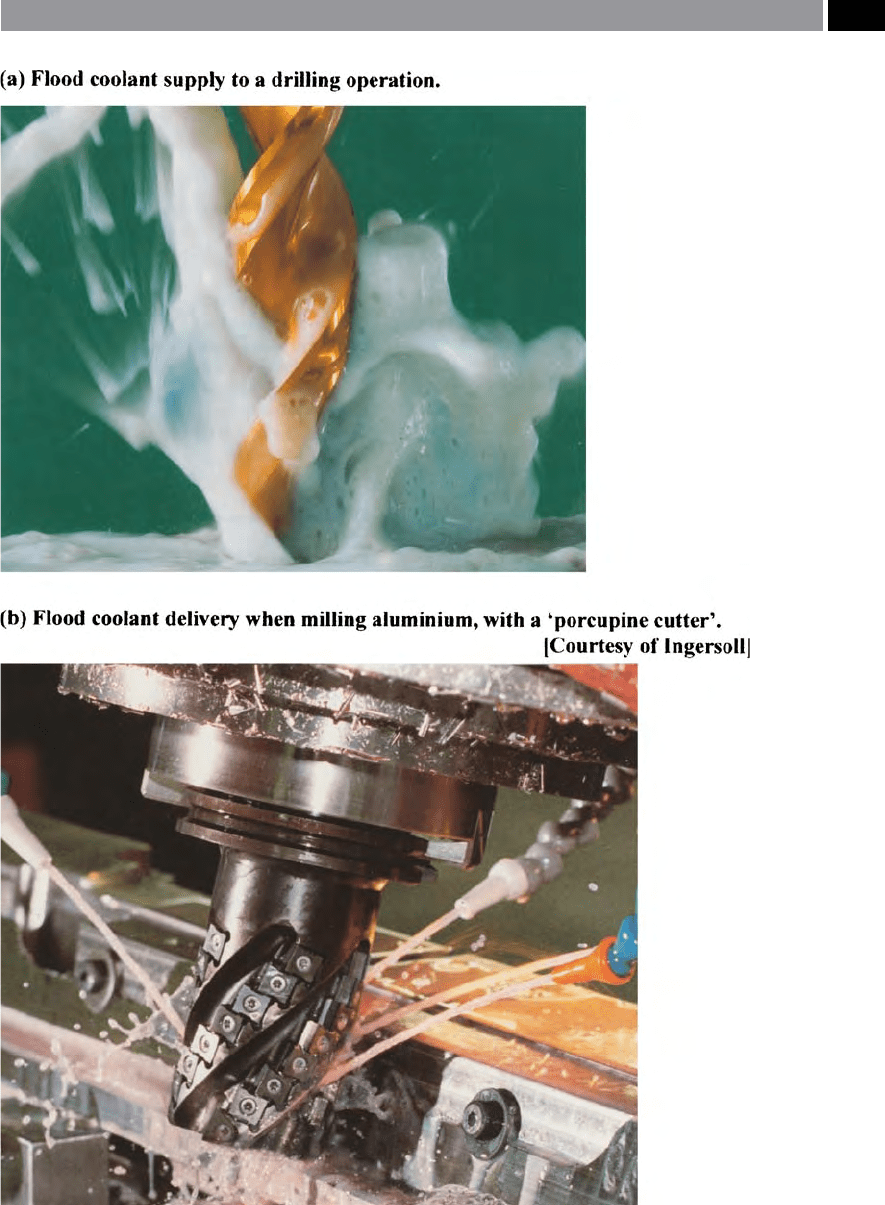
Figure 194. ‘Standard-pressure’ (i.e. <40 bar) coolant supply for drilling and milling operations.
Cutting Fluids 385
Trends of late, have been toward either ‘dry-’ , or
‘near-dry’ m
achining strategies – more will be men-
tioned on these machining applications later in the
chapter, however many modern materials cannot be
machined dry, even with the latest coated cutting in
-
s
erts, because of the high temperatures generated in
the cutting vicinity. Typically, alloys such as: austenitic
stainless steel; high-temperature alloys; titanium, etc.;
demand the application of appropriate cutting uids.
In industrial machining applications, the availability
of
‘high-pressure cooling’ (
HPC) of cutting tools has
proven to be very eective when machining the met-
a
ls just mentioned, while at the same time increasing
production throughput. By
u
tilising a high-pressure
uid jet, it is possible to signicantly decrease cut
-
t
ing zone temperatures, while extending tool life – in
certain instances by >200%, operating with lower cut-
t
ing forces because of the improved frictional condi-
t
ions between tool/chip interface, with an attendant
reduction in machining-induced vibration levels. All
of these advantages will improve the machined surface
texture and oer better and more consistent dimen
-
s
ional accuracy, by a reduction in component process
variability.
Figure 195. High-pressure coolant supply for high penetration rate drilling. [Courtesy of Sumitomo Electric Hardmetal Ltd.].
386 Chapter 8

When utilising high-pressure jet-assisted machining
at cutting uid pressures of >110 MPa with a velocity
of >122 ms
–1
, some precautions need to be considered,
prior to applying this cutting uid strategy. Caution
should be made, when using certain types of cutting
tool geometries and grades, as they may not have been
designed for this increased level of coolant delivery,
which could if
inappropriately a
pplied, actually lower
productivity. e above mentioned eects do not only
depend on eective heat dissipation, but require the
contact length between the chip and the rake face to be
reduced. Since the application of a coolant by a high-
pressure jet, partially penetrates between the tool/chip
interface, via a ‘hydro-wedge’
2
which here is created
and, then provides hydrodynamic lubrication at this
position in the ‘friction zone’. Hence, the shorter the
contact length the lower the friction, causing a larger
shear angle, which in turn lowers the chip compres
-
s
ion factor (Fig. 196). is ‘hydraulic wedge’ – a
s a re-
sult of HPC, inuences the chip formation in several
ways, it aects both the ‘up- and side-curl’ , thus break-
i
ng them into manageable pieces as well as vectoring
the chips. By aiming the HPC cutting uid jet to either
the main, or secondary
c
utting edges this will inu
-
e
nce and aect chip-curling behaviour. is chip-curl-
i
ng action in turn, aects the resultant tool life, as it is
thought that a reason for this dierence in respective
tool life is due to the temperature distribution on the
rake’s face – as a result of the vectoring angle of the jet-
assisted coolant application.
8.4 Types of Cutting Fluid
Introduction
Modern cutting uids can be sub-divided into two
major classications: ‘Oil-’ , o
r ‘Aqueous-based’ , with
further sub-division into ‘Semi-synthetic’ , o
r ‘Synthetic’
uids (i.e. see Fig. 197, for a ‘family-tree’ and break-
2 ‘Hydrodynamic wedge’ , as its name implies, cannot actually
penetrate into the chip/tool interface, as the separation pres-
sures here – at the interface – are simply far too high. How-
ever, this hydrodynamic wedge acts as a sort of ‘lever’ (Fig.
196) on the emerging formation of the curling chip, changing
its contact length, which in turn, modies the shearing zone
and as a result, inuences the chip compression factor.
down of these cutting uid groupings). In most tech-
nological countries, relevant Standards for both the
chemical and technical requirements are published
concerning their: storage, usage and disposal, along
with their pertinent operator health needs. e ‘Aque
-
o
us-based’ cutting uids can be divided into either:
‘emulsiable’; o
r ‘water-soluble’ types (Fig. 197). e
former ‘Oil-based’ c
utting uids are supplied as ready-
to-use products, while the ‘Aqueous-based’ p
roducts
are normally oered in the form of a concentrate,
which must be admixed with water to the desired con-
c
entration, prior to use. Once these latter products
have been mixed with water, the ‘emulsiable’ v
ersions
form an ‘emulsion’
3
, whereas the ‘soluble’ type forms a
‘solution’
4
. In both cases, the resulting cutting uid is
termed ‘water-mixed’.
The ‘Ideal’ Cutting Fluid
Having accepted the fact that a cutting uid is a re-
quirement for the machining of many of today’s en-
g
ineering
m
aterials, be they either metallic, non-me-
t
allic in composition and are necessary for various
production processes. en one must ensure that the
selected ‘uid’ achieves its intended purpose, more
-
o
ver, that it does not create additional problems. ese
conditions imply that there are many and varied spe-
c
ic characteristics that an ‘ideal’ cutting uid should
possess, such as:
•
Optimum cooling and lubrication – clearly, the
‘ideal’ cutting uid would have the most favourable
cooling and lubricating properties, to ensure para-
m
ount cutting performance as measured by: pro-
d
uction rate; tool life; surface texture,
3 ‘Emulsions’ , are a disperse system (consisting of several
phases), which arises through mixing of two liquids which are
not soluble in each other. Hence, one liquid forms the inner,
or disperse phase, distributed in droplet form in the carrier
liquid (the outer, or continuous phase).
NB e emulsiable metalworking uids are what is known as
‘oil-in-water’ emulsions, that is the oil forms the inner phase,
conversely, its counterpart is formed by emulsifying metal-
working uids, which are ‘water-in-oil’ emulsions. (Source:
Cincinnati Milacron/Cimcool, 1991)
4 ‘Solutions’ , a
re a metalworking uid solution, these are water-
soluble uids mixed with water. (Source: Cincinnati Milacron/
Cimcool, 1991)
Cutting Fluids 387
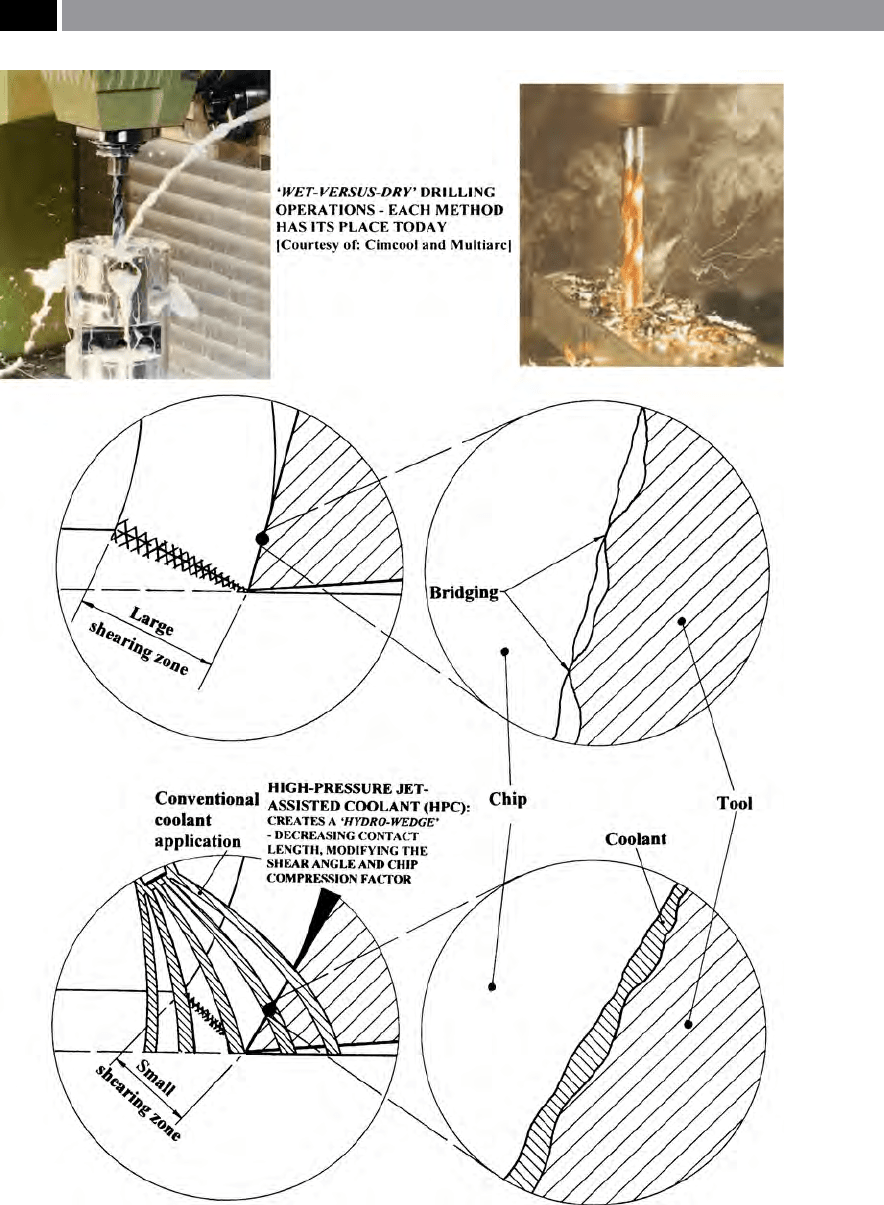
Figure 196. The eect of rake angle on chip thickness – with and without coolant supply .
388 Chapter 8
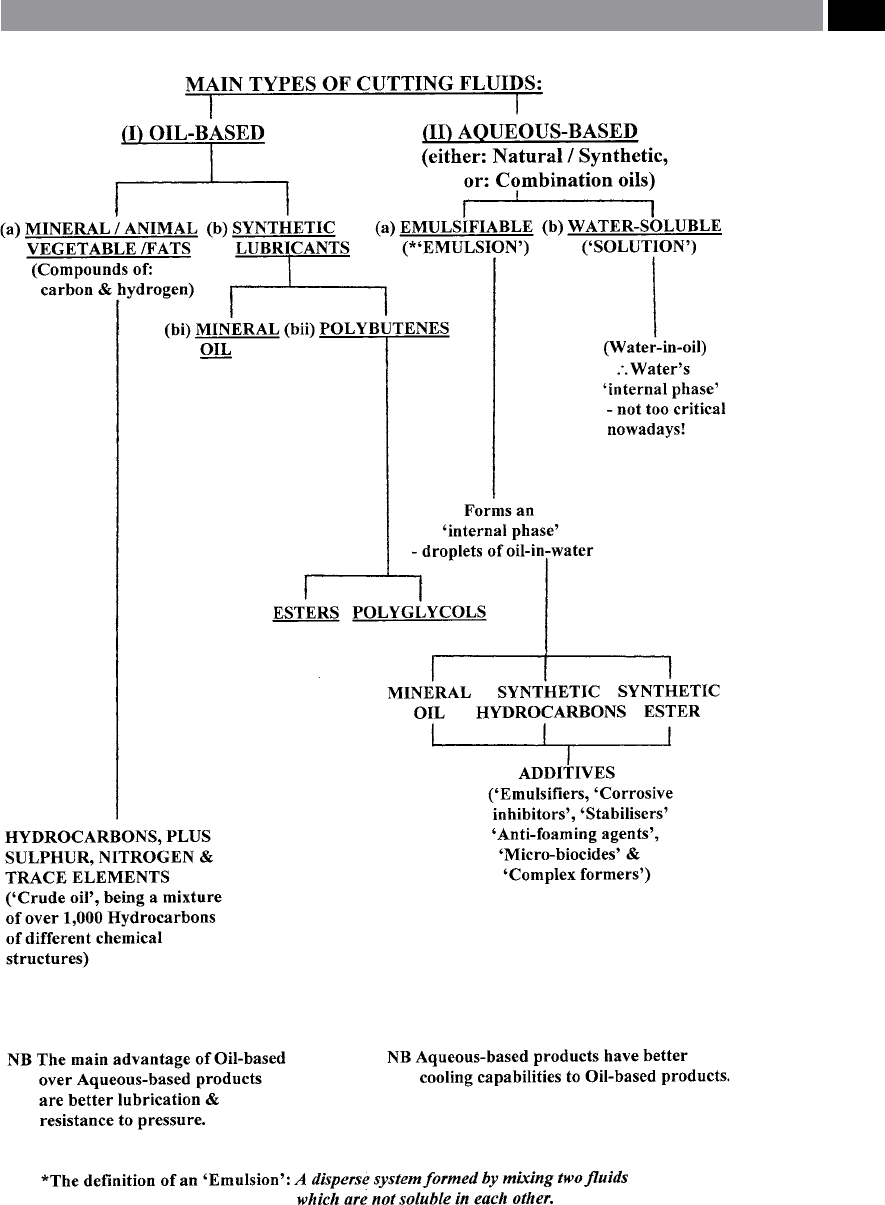
Figure 197. The main types of cutting uids for machining operations.
Cutting Fluids 389
•
Acceptability to the operator (i.e. when machine
tool is manned) – as all operators have some de-
g
ree of exposure/contact with the cutting uid. Op-
e
rators will consider the lubricant’s overall perfor-
m
ance, but even when the uid is ‘perfect’ in every
other respect, complaints are likely if, for example,
the smell was unpleasant. e following features are
likely to be of particular interest to the operator:
–
Smell – ideally, the cutting uid should have
no p
erceivable odour, but if present, it certainly
should not be objectionable,
–
Colour and clarity – most operators prefer prod-
ucts which are perceived to be ‘clean and fresh’
throughout their life and, some operators prefer
dye-coloured translucent products for this rea
-
son,
–
Misting – high-speed cutting operations tend to
generate a mist. Occasionally these mists may
be associated with operator health problems:
dry-throats; stinging eyes; etc.; leading to com
-
p
laints. Although misting is largely dependent
on the: machine tool; its operation; atmospheric
ventilation; etc.; dierent uids have diverse
misting characteristics and, ‘ideally’ the uid
should be non-misting – more will be said on
the operator’s health issues later in the chapter,
–
Irritation to the skin and eyes – these operator
issues have been associated with physical con-
t
act from cutting uids, such as: skin
a
nd eye
irritation; itching; rashes, swellings; stinging;
etc. Once again, uid formulations that are ‘kind
and gentle’ are preferred. As mentioned above,
more will be mentioned on these health issues
shortly,
•
Long ‘sump-life’- with all machining uids having
a nite life, a
t some point, the machine’s cutting-
uid system must be completely emptied, cleaned,
ushed through and relled with new uid. ere
are numerous reasons why the cutting uid might
be regarded as ‘dead’ – these points will be raised
when investigating the ‘problems’ with cutting
uids later in the chapter. e uid’s life is an im
-
p
ortant economic consideration in terms of: uid
usage; labour costs; down-time; etc. Some leading-
manufacturer’s cutting uid formulations are capa
-
b
le of achieving signicantly better overall perfor-
m
ance and have an extended ‘sump-life’ over their
cheaper contemporaries. e increased ‘sump-life’
will enable better use of a company’s maintenance
department’s manpower resources, thereby en
-
a
bling it to be more ecient in their anticipated
‘planned maintenance scheduling’
5
over prescribed
shut-down periods, o
r ‘maintenance windows’ ,
•
Corrosion protection – all cutting uids are for-
mulated to provide corrosion protection to the
machine tool and the workpiece during and, for a
short time aer the cutting operation. In the main,
these uids should preserve their corrosive-protec
-
t
ion properties throughout their useful
l
ife, to avoid
the potentially expensive problems of rusting of the
machine and machined components alike, the lat
-
t
er being rejected by the customer. More informa-
t
ion will be given on corrosion protection later in
the chapter,
•
Low foaming properties – on some of today’s ma-
chine tools, they incorporate uid systems that
agitate the cutting uid to such an extent that foam
spills out of the coolant tank and onto the oor.
e ‘ideal’ uid will withstand: swarf-washing jets;
high-pressure uid delivery; centrifuges; etc.; even
when prepared with the soest quality water sup
-
p
ly. e subject of foaming will be addressed spe-
c
ically later in
t
he chapter,
•
Machine tool compatibility – no self-respecting
engineer wants to see their newly purchased, or
well-maintained older machine being attacked by
its cutting uid. e optimum uid should create
no detrimental eects on the machine tool’s: paint
nishes; seal materials; screens and guarding; etc.,
•
Workpiece compatibility – means that the widest
possible range of workpiece materials should be
m
achined with a particular, but versatile grade of
5 ‘Planned maintenance scheduling’ , many companies adopt
either a ‘Total Productive Maintenance’ (TPM), or ‘Reliabil-
ity-centred Maintenance’ (RCM) philosophical and practical
approach to their overall maintenance organisational needs.
NB TPM is dened as: ‘A system of maintenance which cov-
ered the entire life of every piece of equipment in every division
including planning, manufacturing and maintenance. (Source:
Japan Institute of Plant Maintenance – JIPM, 1971). RCM is
dened as: ‘A process used to determine the maintenance re-
quirements of any physical asset* in its operating context’.
(Source: Moubray, 1996) Oen, companies run both a TPM
and RCM strategy together, to achieve an overall high level of
maintenance planning discrimination, coupled to plant secu-
rity – in association with individual asset reliability.
* A physical asset is any piece of operating plant, or equip-
ment that requires a maintenance function to be undertaken
upon it at some prescribed time period, or requiring various
modications to it for its operating context.
390 Chapter 8
cutting uid, although certain non-ferrous metals
may have a susceptibility to staining, so here, it is
prudent to discuss the problem with the cutting
uid manufacturer,
•
Water-supply compatibility – a water-soluble cut-
ting uid should ‘ideally’ be capable of being diluted
with any w
ater supply. Geographical locations can
create variations in water supply and its condition,
this latter factor is especially true for water hardness
(i.e see Fig. 199b), where its hardness can vary quite
considerably. us, the ‘ideal’ cutting uid would
not cause the typical problems of:
foaming i
n so
waters; or forming insoluble soaps i
n hard waters,
•
Freedom from tacky, or gummy deposits – as water
soluble uids dry out on a machine, or component’s
surface, the water content evaporates to leave a resi-
d
ue which is basically the product concentrate. is
residue should ideally be light and wet, allowing
it to be easily wiped-o. However, any gummy, or
tacky deposits collect swarf and debris, necessitat
-
i
ng increased machine and component cleaning,
•
‘Tramp oil’ tolerance – is a lubricating, or hydraulic
oil which leaks from the machine tool and contam-
i
nates the cutting uid. Most modern machines are
equipped with ‘total-loss’
6
slideway lubricating sys-
tems which can contaminate the cutting uid with
up to a litre of oil per day – on a large machine tool.
e ‘ideal’ cutting uid would be capable of toler
-
a
ting this contamination without any detrimental
eects on its operating performance. Some cutting
uids are formulated to emulsify the ‘tramp-oil’ ,
while other uid formulations reject it, allowing
6 ‘Total-loss’ uid systems, are as their name implies in that they
purposely leak oil to the machine’s bearing surface, requiring
periodic tank replenishment. When this oil leaks-out of the
machine tool it is termed: ‘tramp-oil’ , therefore the oil will
eventually end up in the machine tool’s coolant tank, where it
is either tolerated by the coolant product, or is separated-out,
requiring periodic ‘tramp-oil skimming’.
NB ‘Tramp-oil’ losses are invariably not accounted for in
many production shops, which invariably means their ‘eco-
nomic model’ for such losses are habitually not considered,
or not even thought about by the company. It has been re-
ported that on a quite ‘large-sized’ horizontal machining cen-
tre, it can lose up to 365 litres of ‘tramp-oil’ per annum, which
is an on-going cost that needs to be addressed. Multiply this
individual machine tool loss by the number of machines in
the manufacturing facility and this will represent considerable
unaccounted for expenditure!
the residual ‘tramp-oil’ to oat to the surface for re-
moval by physical ‘skimming’ ,
•
Cost-eectiveness – but what does this term mean?
ere was a time when the cost-eectiveness was
simply judged in terms of the price per litre of the
product concentrate. Fortunately, there are only
few engineering companies who still take this view,
with most recognising that there are many inter
-
r
elated factors that contribute to cost-eciency.
Some of these factors might be the: dilution ratio;
sump-life; material versatility; tool life; machined
component quality; health and safety aspects; plus
many others.
Having identied the ‘ideal’ cutting uid features, one
must unfortunately face reality, as there is
no s
uch
product that encompasses all o
f these desirable charac-
teristics – at the optimum level i
n just one cutting uid
product. However, all c
utting uids are not equal and
even apparently similar products may well perform in
quite dierent ways! erefore, it is for the machine-
shop supervisors/managers – in
c
onjunction with
other interested parties: purchasing; health and safety;
unions; etc., to select a reputable supplier who is pre
-
p
ared to undertake the necessary survey and ‘trouble-
shooting’ exercise to recommend the best uid(s) for a
particular manufacturing environment.
Today, there are many dierent types of cutting
uids available they can be classied according to
widely varying criteria, although some unied system
of terminology exists in various countries guidelines
and Standards. is commonality of ‘language’ reects
both the chemical and technical requirements of the
users. On the basis of the various countries publicised
cutting uid literature, the following classication
is perhaps the most useful – from the user’s point of
view. Broadly speaking, it was previously shown in Fig.
197, that cutting uid groups are of two main types,
either
‘oil-’ , o
r ‘aqueous-based’. e ‘aqueous’ cutting
uids can be divided into ‘emulsiable’ a
nd ‘water-sol-
uble’ t
ypes. As has already been mentioned, the former
‘oil-based’ cutting uids are supplied as ready-for-use
products, while ‘aqueous’ types are normally found in
the form of a concentrate, which must be mixed with
water, prior to use. Once mixed with water, the
‘emulsi-
able’ c
utting uids form an emulsion, conversely, the
‘soluble’ v
ariety forms a solution. In both of these cases,
the
r
esultant cutting uid product is termed: ‘water-
mixed’. I
n the following section, the various types of
cutting uids currently available will be briey men-
tioned.
Cutting Fluids 391

8.4.1 Mineral Oil, Synthetic,
or Semi-Synthetic Lubricant?
Mineral Oil
In order to manufacture cutting uids the raw materi-
als are naturally occurring oils, such as: mineral oils;
animal and vegetable oils; or fats. Of these oils, the for-
m
er mineral oils are probably most commonly utilised
by the manufacturing industry. ese mineral oils, in
a similar fashion to naturally occurring oils, tend to
be complex mixtures of widely varying compounds.
Such
compounds c
onsist of carbon and hydrogen and as
such, are usually referred to a ‘hydrocarbons’. I
n addi-
tion, they will contain: sulphur; nitrogen; plus various
trace elements.
So that the
mineral oil c
an be separated out to form
a ‘stock oil’ – w
ith natural lubricating properties, ther-
mal processes a
re employed by the uid manufacturer.
ese partly-rened ‘stock-oils’ are still chemically
complex mixtures of hydrocarbons, with widely vary-
i
ng characteristics. By way of an example of the di-
v
erse nature of ‘crude oil’ , it is a mixture of more than
one thousand hydrocarbons, with dierent chemical
structures. Such widely varying characteristics make
it impossible to supply mineral oil to closely dened
specications, which limits its uses and performance
as a cutting uid. e complex structure of a cutting
uid made up entirely from naturally occurring oils, is
schematically illustrated in Fig. 198a.
Synthetic Lubricants
e use of Synthetic lubricants cannot be compared
with those lubricants that are extracted from natu-
r
ally occurring oils, since the properties of the latter
are always an aggregate of the properties of their many
dierent components, as such, cannot be exactly pre
-
d
icted. While the former synthetic lubricants are made
from two types of raw material:
1.
Mineral oil – normally from: polyalpha olen and
alkali aromatics,
2. Polybutenes.
A
t present (i.e. from around the late 1980’s, until
now), synthetic hydrocarbons predominate, as they
are not derived from mineral oils, they have become
of increased importance. In particular, they include
derivatives from
‘fractioning’
7
of plant oils. e most
signicant classes of compounds a
re the esters and
polyglycols. ese synthetic lubricants being a solution
of chemicals, which usually contain: corrosion inhibi-
t
ors; biocides; dyes; in water. Moreover, they may con-
t
ain such additions as synthetic lubricity additives and
wetting agents. Synthetic lubricants f
orm transparent
solutions a
nd as a result, provide good visibility of the
cutting operation.
In use, synthetic uids require special attention in
their application, because they contain no mineral oil,
they tend not to leave a corrosion-protective oily lm
on machine surfaces. As a result, it is essential to lubri
-
c
ate exposed machine tool surfaces carefully. In addi-
t
ion to this lack of protection, there may be some eect
on certain paint nishes and even degradation of the
machine’s seals, as a result of this synthetic uid enter
-
i
ng the machine tool’s lubrication system. Normally,
these problems of practical usage, limit these synthetic
lubricants in the main, to grinding operations.
Semi-Synthetic Lubricants
Today, the use of Semi-synthetic lubricants, or ‘Micro-
emulsions’ – a
s they are sometimes known, has become
much more widespread, because of certain advantages
they have over mineral-soluble oils.
By increasing the ratio of: emulsier-to-oil in the
formulation, either by reducing the oil content, or
by increasing the level of emulsiers, the product
takes on dierent characteristics from those of min
-
e
ral-soluble oils. Due to this increased ‘ratio’ , the oil
particles formed, are signicantly smaller than those
found with the mineral-soluble oil types (i.e. see Fig.
201a). Hence, these
‘micro-emulsions’ , v
isually appear
to be translucent, o
r even transparent, owing to the fact
that the oil particles a
re smaller than the wavelength of
light (
i.e. <0.5 µm). is translucency is an obvious ad-
vantage where workpiece visibility is important to the
machine setter/operator. In addition, the high level of
emulsiers in the product leaves some ‘spare capacity’ ,
which enables the ‘micro-emulsion’ to emulsify any
oil-leakage from the machine. is emulsication of
7 ‘Fractionation’ , is the breakdown of crude oil into its constit-
uents (i.e. fractions), by distillation.
392 Chapter 8