Yam, Kit L. (ed.). The Wiley encyclopedia of packaging technology
Подождите немного. Документ загружается.

tempered steels and their aerosol canmaking used are
illustrated in Table 1.
The thickness and temper of aerosol canmaking plate
must meet certain general guidelines. However, there are
considerable variations between canmakers, regarding
selection. The data presented in Table 2 can be considered
as indicative only.
The plate for aerosol can bodies begins with multistage
hot rolling, down to a thickness of about 0.10–0.06-in. (2.5–
1.5 mm). The plate is then cold-rolled (temperature below
B5001C) into a thickness range of B0.0014–0.0065 in.
(0.036–0.017 mm). It is then annealed. This produces
‘‘CR,’’ or cold-reduced plate of the desired temper. CR
plate is still widely used in can bodies. To make ‘‘DR,’’ or
Table 1. Tempers of Electrotinplated Steel (USA)
Temper Number Hardness Range
b
Aerosol Canmaking Applications
1 46–53 No longer used
2 50–56 Not used for aerosol cans
3 53–60 Sometimes used for can domes
4 58–64 Used for can bodies and commonly used for can domes
4-CA 54–68 No longer used for aerosols
5 62–68 Some slight use for can bodies
5-CA
a
62–68 Used for can bases; some bodies
6 67–73 Now obsolete for aerosols
DR-7 72–76 Minor use for can bodies
DR-8 N/A Used for most can bodies
DR-9 N/A Not used
DR-10 N/A Not used
a
5-CA is the successor to the ‘‘TU’’ plate of 1950–1985.
b
Rockwell tester; R30 T range. Not applicable to DR-8, DR-9, and DR-10 plates, since the hardened ball pierces the tough, stiff plate before forming a
depression. The preferred method for testing DR plate is by tensile strength. DR-9 and DR-10 are used for three-piece steel beer and beverage cans. Some
aerosol testing is in progress. Tempers are inapplicable to impact-extruded and impact-extruded drawn-and-ironed shells.
Table 2. Thickness and Temper for Tinplate Used for Aerosol Cans
Weight per Base Box, lb (kg)
Average Thickness, in.
(mm)
Typical Temper
Designation
Typical Application
Component Can Diameter (mm)
a
55 (25) 0.0061 (0.155) DR-8 Body 202 (54)
65 (29) 0.0072 (0.183) DR-8 Body 207.5 (62.7)
70 (32) 0.0077 (0.196) DR-8 Body 211 (68.3)
70 (32) 0.0077 (0.196) T-5 Body 202 (54)
75 (34) 0.0083 (0.211) DR-8 Body 300 (76.2)
75 (34) 0.0083 (0.211) DR-8 or T-5 Body, DOT Specification
2P
202, 207.5, 211 (54, 62.7,
68.3)
80 (36) 0.0088 (0.224) DR-8 Body 300 (76.2)
85 (39) 0.0094 (0.239) DR-8 Body, DOT Specification
2Q
202, 207.5, 211 (54, 62.7,
68.3)
Body, DOT Specification
2P
300 (76.2)
90 (41) 0.0099 (0.251) T-5 Body, including DOT
Specification 2P
300 (76.2)
107 (49) 0.0118 (0.300) T-5 Bottoms 113, 202 (30, 54)
112 (51) 0.0123 (0.312) T-5 Bottoms 207.5 (62.7)
112 (51) 0.0123 (0.312) T-3 Domes 202 (54)
118 (54) 0.0130 (0.330) DT-2 Domes 207.5 (62.7)
123 (56) 0.0135 (0.343) T-5 Bottoms 211 (68.3)
128 (58) 0.0141 (0.358) T-3 Domes 211 (68.3)
128 (58) 0.0141 (0.358) T-5 Bottoms, including DOT
Specification 2P
211 (68.3)
Bottoms 300 (76.2)
135 (61) 0.0149 (0.378) DT-2 Domes, including DOT
Specification 2P
300 (76.2)
Domes, including DOT
Specifications 2P and 2Q
211 (68.3)
135 (61) 0.0149 (0.378) T-5 Bottoms, including DOT
Specification 2P
300 (76.2)
a
202 ¼ 2
2
16
in: (54-mm) dia, etc.
1018 PRESSURE CONTAINERS

double (cold)-reduced plate, one starts with CR plate that
is B0.018–0.013-in. thick. Having annealed it, the stock is
again cold-reduced, up to 50% in one pass, to produce
tinplate with a thickness range of B0.0094–0.0065-in.
This corresponds to 85–60-lb DR tinplate—the gauges
normally used in can-body constructions. The advantages
of DR plate are that B10–12% less weight can be used,
compared to CR plates, while retaining the same strength.
The lower apparent cost is offset by the higher manufac-
turing cost of the plate (since another operation is in-
volved), a very slightly higher scrap rate, and sometimes a
bit more variability in the double seams.
DIMENSIONS
The size of tinplate aerosol cans is still described as the
diameter across the double seams, multiplied by the
height from the base to the top of the top double seam.
These designations nearly always have three digits, un-
less the can is extremely tall. The first is the inch value,
and the next two are the number of
1
16
in: increments
added. Thus the over-the-seams diameter of a standard
(non-necked-in) 202-diameter three-piece can would be
2.125-in. This corresponds to 53.99 mm, but this can be
misleading, since the International Organization for Stan-
dardization (ISO) utilizes the inside diameter of the can
for ‘‘can diameter,’’ and in this case their figure (expressed
to the nearest millimeter) is 52 mm.
A selection of commercially available, standard
(straight-wall) three-piece cans is shown in Table 3.
Several can diameters are now available in the necked-
in style that are not available in the older, straight-wall
can (e.g., 113, 205, and 214). The diameter over the top
double seam is less than the diameter of the can body, and
this has led to a curious nomenclature, where the top-
seam diameter is described, followed by that of the can
body, and then the height over the double seams. For
example, the smallest three-piece tinplate can is described
as a 111/113 214 container, and the largest is a 211/
214 1006 can. The necked-in cans are more aesthetically
pleasing than the standard or straight-wall types. They
are also lighter. Because there are no protruding double
seams, they fit into slightly smaller corrugate or tray/
shrink-wrap shippers. An idea of the diverse necked-in
can sizes can be seen from Table 4.
Construction and Linings. See the article on Aerosol
containers.
PRESSURE RESISTANCE
The 701F pressure range of aerosols is generally about 20–
142 psig (320–1100 kPa), although most fall in the 30- to
100-psig (360- to 791-kPa) range. However, all aerosols
having a capacity of more than 4.00 fl oz (118.2 mL) are
regulated by the DOT Dangerous Goods Transport Tariff.
Cans are divided into four groupings. The ‘‘nonspecifica-
tion’’ can may be used for products having pressures of
r140 psig (9.66 bars) at 1301F (54.41C). They must hold
the product, when heated to 1301F, without leakage or
permanent distortion and must also tolerate a pressure
one and one-half times that high without bursting. This
can probably account for 85% of all steel aerosol-can sales.
The ‘‘DOT Specification 2P’’ can may be used with
aerosols having pressures as high as 160 psig (11.03
bars) at 1301F (54.41C), but must satisfy several require-
ments. They must not distort at 160 psig and must not
burst below 240 psig (16.55 bars). They must have a
minimum plate thickness of 0.007-in (0.0178 mm) and be
imprinted with both the words ‘‘DOT-2P’’ and the regis-
tered canmaker’s logo. One can in 25,000 must be pres-
sure-tested to destruction to prove strength. Some
canmakers reduce plate inventories by offering the same
can specification for ‘‘nonspecification’’ and ‘‘DOT Specifi-
cation 2P’’ containers; they simply omit the imprints and
destructive testing in the case of ‘‘nonspecification’’ cans.
The third grouping consists of ‘‘DOT Specification 2Q’’
cans. They can be used with products having pressures of
r180 psig (12.41 bars) at 1301F. The cans must tolerate
180 psig without deformation, and they must withstand
270 psig (18.62 bars) without bursting. The minimum
plate thickness is 0.008 in. (0.203 mm). Finished cans
must be imprinted with the word ‘‘DOT-2Q’’ and the
registered logo of the can supplier. One can per 25,000
must be destructively tested, and results must be main-
tained on file. These cans are about 12–15% heavier than
‘‘nonspecification’’ or DOT-2P cans, and their higher prices
reflect the added cost of metal. These heavy duty cans
Table 3. Dimensions and Capacities of Standard Three-
Piece Cans
a
Nominal Size (English) Nominal Size (Metric)
Capacity
b
(mL)
202 214 52 73 147
202 314 52 98 192
202 406 52 111 226
202 505 52 135 270
202 509 52 141 290
202 700 52 178 367
202 708 52 191 391
207.5 413 57 122 332
207.5 509 57 141 389
207.5 605 57 160 452
207.5 701 57 179 498
207.5 703 57 183 508
207.5 708 57 191 527
207.5 713 57 198 541
211 410 65 117 396
211 503 65 132 438
211 600 65 152 499
211 604 65 159 522
211 607 65 164 539
211 612 65 171 567
211 710
65 194 648
211 713 65 198
657
211 908 65 241 796
211 1008 65 266 872
300 709 73 192 796
a
Metric measurements are by ISO convention.
b
Capacities are on a brimfull basis. Subtract about 3 mL for crimped cup
volume.
PRESSURE CONTAINERS 1019

represent 2% of the market. They must carry the DOT 2 Q
words along with the registered logo of the manufacturer.
The final grouping is the ‘‘DOT special exemption’’ can.
For the express purpose of approving (a) whipped creams,
(b) HCFC-22, and (c) HFC-134a, the DOT has issued
exemptions allowing certain cans to be shipped with pro-
ducts whose 1301F (54.41C) pressures exceed 180 psig (12.41
bars). The whipped-cream can is a ‘‘DOT Specification 2Q’’
container, but fitted with a pressure-relief mechanism
(PRM) on the top of the top double seam, which effectively
prevents the can from bursting at excessive pressures by
venting the contents in a controllable fashion. This can may
hold whipped cream (only) at pressures of r210 psig
(1.55 MPa) at 1301F(54.41C). Such aerosols have a number
of product advantages over those packed at lower internal
pressures. The DOT also considered that these cans are
shipped, stored, and used under refrigeration, making the
chance of heat-generated deformation de minimus.
HCFC-22 (CHClF
2
) has a pressure of 301 psig
(2.19 MPa) at 1301F (54.41C). It requires a very heavy
can to safely hold it. The Sexton Can Company produces a
two-piece can, with a base-centered pressure-relief attri-
bute that can do so. Here there is no double seam. The firm
developed various designs that are stamped into the can
base, before it is double-seamed to the shell segment.
These designs are often in the form of about 3351 degrees
of a circle, perhaps 10 mm in diamter. The tinplate is both
thinned and work-hardened there so that when the base
buckles under excessive contents pressure, the stamped
area will fracture and lean outward so that the product
can safely escape.
No exemptions have been made for aluminum cans
because their bottoms are too variable in thickness to
permit a relief mechanism to be incorporated.
The United States is virtually alone in requiring mini-
mum plate thicknesses for specification aerosol cans. Some
nations, such as Mexico, have no pressure regulations. The
European Union members use the 12-, 15- , and 18-bar
can. For example, the 18-bar can may be used to contain
aerosols having pressure to 12 bars at 501C and must not
burst below 18 bars (261 psig). For many products, this
pressure limit is equivalent to 13.9 bars at 54.41C (202 psig
at 1301F), although the can has a lower burst pressure
than the DOT Specification 2Q. This permits the 18-bar
can to hold such products as HFC-134a, which in the
United States would require a DOT exemption. Currently,
the United Nations is asking the U.S. DOT to revise their
criteria to match those of Europe and Japan, among others.
In Europe, the Federation of Aerosol Associations is peti-
tioning the EU to establish a 2-bar extra-strength can,
which would be useful for the improvement of formulations
pressurized with nitrogen or compressed air.
ALUMINUM CANS
Aluminum cans have been available since at least 1948.
Historically, they have almost always been of one-piece
(monobloc) construction, and this is the only type cur-
rently made in North America—although one firm in
Europe still makes a two-piece specialty can by attaching
an aluminum or tinplate dome to a suitably flanged
aluminum shell section.
United States aluminum can suppliers as of 2007 are
CCL Container Company and the Exal Corporation. Some
pharmaceutical marketers make their own very small
cans—and some are imported.
While the smallest commercial tinplate can is
35 97 mm (86 mL), aluminum cans are made in sizes
down to about 3 mL. At the other end of the size spectrum,
the largest aluminum aerosols are about 66 275 mm
(890 mL).
The essentials of the aluminum canmaking process
involve taking a round slug (billet, or puck) and extruding
it into a ‘‘cup’’ of essentially the same diameter, using a 25-
to 50-ton ram. The top is trimmed to a fixed length, after
which the metal is cleaned and enameled—normally in-
side and outside. The top is then die-formed into a dome
and curl (or bead). The curl engages the aerosol valve—all
‘‘one-in’’ (1-in.) valves and most of the smaller, ferrule-type
valves. The very small 13- and 15-mm-diameter cans may
use noncurl finishes.
Table 4. Dimensions and Capacities of Necked-in Three-
Piece Cans
Nominal Size (English) Nominal Size (Metric) Capacity (mL)
111/113 43/45
214 73 106
312 95 140
410 117 175
508 140 209
608 165 247
200/202 50/52
214 73 145
314 98 190
406 111 224
509 141 288
514 149 303
700 178 365
708 191 389
711 195 398
202/205 52/57
410 117 272
604 159 388
607 164 401
701 179 428
704 184 445
710 194 486
802 206 522
805 211 536
207.5/211 60/65
410 117 395
413 122 419
604 159 518
612 171 563
710 194 647
713 198 671
211/214 65/67
315 100 346
413 122 480
714 200 766
804 210 802
1006 263 999
1020 PRESSURE CONTAINERS
Aluminum cans have no seams, and thus the linings
can be applied more effectively than on tinplates. Many
formulas, such as the popular mousse types, may be
commercially packed in aluminum without corrosion,
whereas they almost always severely attack lined tinplate
cans. The permeation of water-based solutions through
aluminum-can linings is on the order of 0.1–1.0% as fast as
in the case of double-lined and striped tinplate structures.
The smooth-wall construction of aluminum aerosol
cans permits the insertion of plastic, floating-type pistons,
so that certain products can be kept ‘‘nonaerated.’’ This is
important for the popular gel-type (postfoaming) shaving
creams and the recently test-marketed toothpaste option,
as well as dozens of other product types. In time, as one-
and two-piece tinplate cans continue their development,
some of this market may go to such containers.
GLASS AND PLASTIC
Historically, glass and plastic-coated glass aereosols have
been restricted for use as containers for colognes, per-
fumes, and pharmaceutical liquids. Unfortunately, the
flammable and bursting hazards, plus cost and a relative
lack of aesthetics, have transferred most of their market to
plain-glass bottles (nonpressurized) containing pump-ac-
tion valves. Then, too, some of their pharmaceutical base
has moved over to aluminum aerosols. As a result, the
glass and plastic-coated glass market is currently very
small, and only a few fillers participate.
There has been a lot of interest in the potential of
certain plastics as aerosol containers. For most of this
time, DOT regulations greatly limited such developments,
since they would not permit the shipment of nonmetallic
aerosols having capacities greater than 4 fl oz (118.2 mL).
Meanwhile, products such as furniture polish, cleaning
preparations, and even hair sprays have been successfully
marketed in Europe and parts of South America—using
biaxially oriented PET plastic. Aside from some minor
concerns about distortion at temperatures over B1221F
(501C), this clear plastic seems almost ideal. Special bases
and shrink-label attributes were needed to hide the often
unappealing aerosol formulation, but these were minor
concerns. Currently, the DOT has canceled their regula-
tions to (a) permit plastic aerosols to be shipped and (b)
reduce hot-water bath testing requirements.
VALVES
An estimated 95% of the U.S. aerosol valves are currently
manufactured by three large firms: Precision Valve Cor-
poration (PVC, Yonkers, NY), SeaquistPerfect Dispensing
(Division of the Aptar Group) (S/P) (Cary, IL), and Summit
Packaging Systems, Inc. (Manchester, NH). There are
smaller domestic firms such as the Clayton Corporation
(St. Louis, MO) and Newman-Green, Inc. (Addison, IL). A
few marketers make their own valves, including some of
the drug houses that fill metered-dose inhalant (MDI)
aerosols. Two European-based international valve suppli-
ers have now established sales and technical service
offices in the U.S., but produce there valves elsewhere.
They are Coster Tecnologie Speciali, s.p.a. (Milan, Italy)
and the Lindal Packaging Group (Germany). The Emson
Research, Inc. firm, now owned by S/P, specializes in the
production of the ferrule-type valves, including the meter-
spray types. The Majesty Valve Company (China) is said
to be setting up a sales office facility in the United States.
The world’s largest valve-maker is PVC, with about 24
plants in 18 countries. They produce about 4 109 valves
per year, or about 34% of the world’s production. Both S/P
and Summit are also international.
COMPONENTS
Modern valves consist of six to seven components:
Actuator (sprayhead or foam spout)
Valve stem
Stem gasket
Body (housing or spring cup)
Spring
Mounting cup
Dip tube
These will vary according to the type of valve. Perhaps the
simplest valves are the Clayton and ReddiWhip types,
which consist of a very large spout (or stem), a large
rubber gasket, and a mounting cup. Since these valves
have no dip tube, the can must be inverted before pressing
the stem sideways to extrude the product.
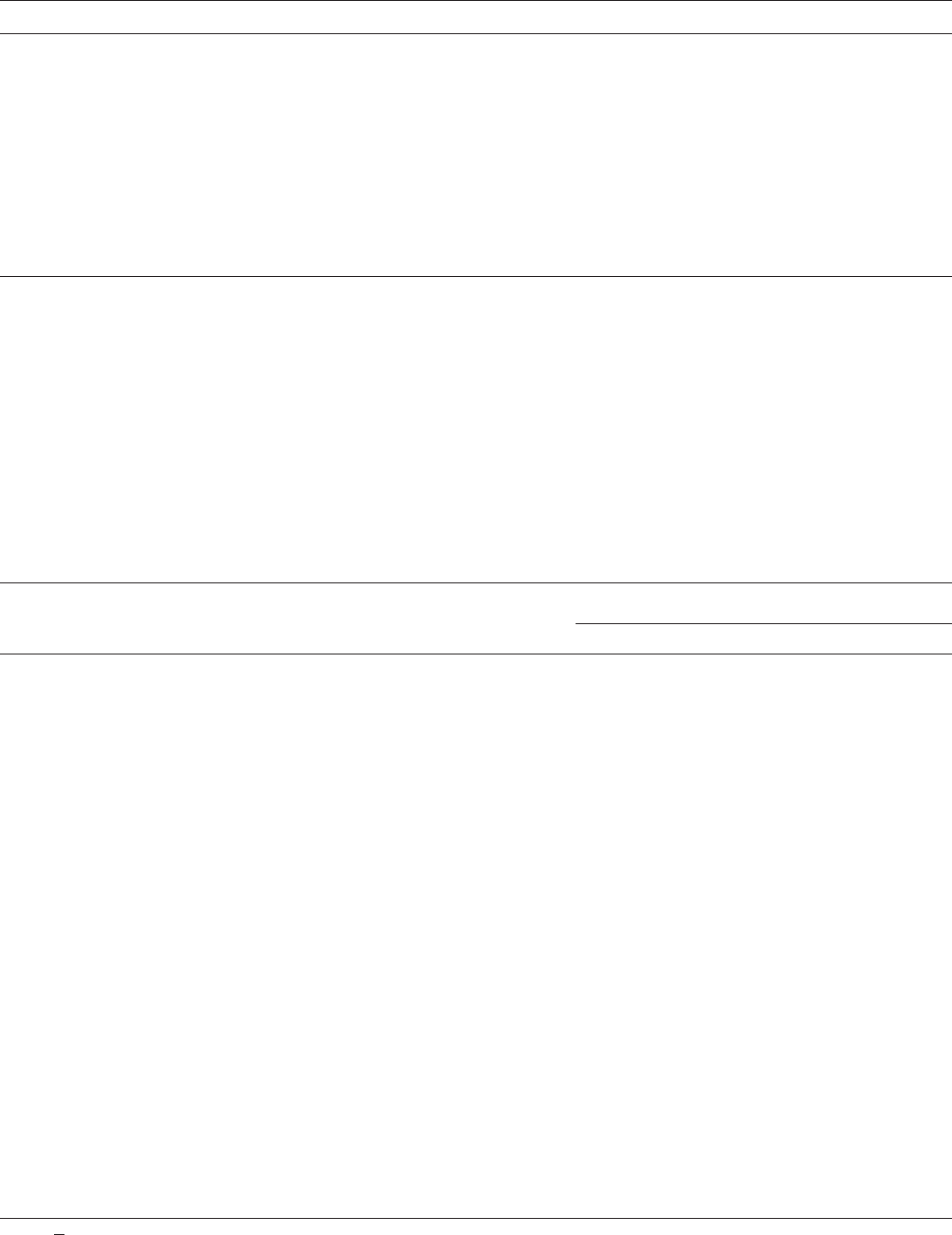
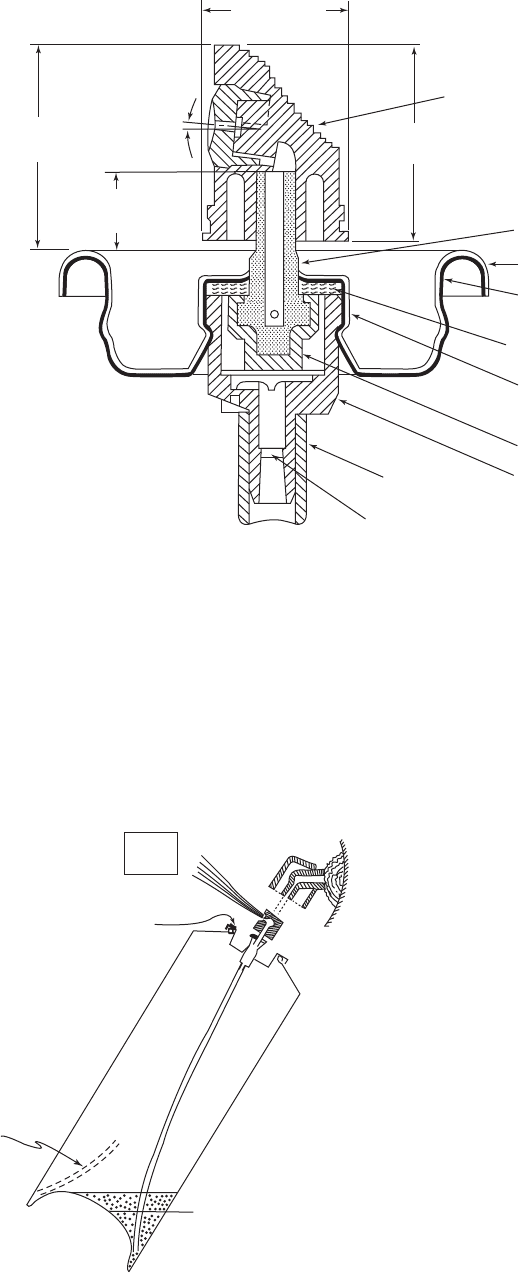
In the Newman–Green and other ‘‘female’’ valves the
actuator and stem are molded on one piece of plastic (see
Figure 1). There is a terminal orifice, often provided by a
nylon insert, and a stem orifice that consists of slots in the
hollow sidewall of the stem section. This design has
several advantages. One basic valve can be tested with
up to about 100 actuator/stem combinations, which is
convenient for formulators trying to get the most desirable
delivery rate and spray pattern. Also, if the valve plugs,
the actuator/stem can easily be pulled upward and sepa-
rated from the rest of the valve, so that it can be washed
free of such things as paint pigments, starch powders, and
possibly any extraneous textiles, cardboard fibers, or other
detritus. The valve can then be reassembled.
Stems
Most valves have separate stem components. The stem
ranges from about 3.18 to 3.96 mm (0.125’’ to 0.156’’) in
outside diameter; and it protrudes different distances
from the top of the mounting cup pedestal, which sur-
rounds the lower half. Depressing the stem will serve to
operate most valves, but a particular type of stem may be
pressed sideways to gain the same effect. Such valves are
commonly
called tilt-action or
toggle action. Note that
‘‘Toggle Action’’ is a registered trademark of the Seasquist-
Perfect Dispensing firm. These valves have several ad-
vantages. The large slanted finger-pad on the actuator
provides good spray directionality, even if one operates the
PRESSURE CONTAINERS 1021
valve in poor lighting conditions, or in the case of poor
eyesight. The button also requires only about 0.6 kg
(1.32 lb) of finger force to operate, whereas the vertical
sprays may require as much as 3 kg. (6.6 lb). This feature
makes the valve popular with beauticians and others who
must operate it frequently. The valve is somewhat sensi-
tive to formulations that contain solids or which have
solvents able to swell the components unduly. In such
cases the vertical valves may be preferred.
The vertical-acting (reciprocating or up-down) ‘‘male’’
aerosol valve is the most popular type. It is relatively
simple and trouble-free. The valve can be fitted with a
variety of large spray-heads, spray domes, or spouts, each
with comfortable finger pads, and these aesthetically
pleasing fitments are a major factor in its relative popu-
larity. When the stem is pressed downward sufficiently,
the stem orifice, normally above or against the stem
gasket, slides to a position below the stem gasket, thus
opening a small hole through with the pressurized product
can pass up the dip tube, through the valve body, past the
stem orifice and into the actuator, from which it then is
delivered as either a gas, spray, foam, gel or liquid stream.
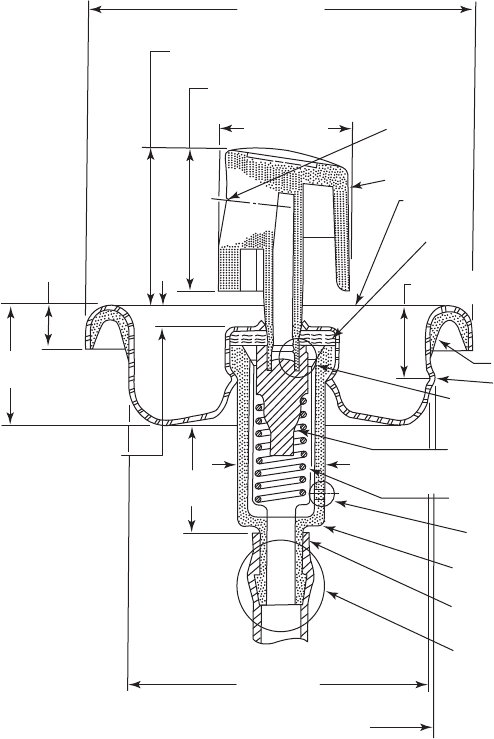
Most often, it is as a spray. Figure 2 is an exploded view of
the two most popular valve designs. Male valves are
characterized by having stems that are separate from
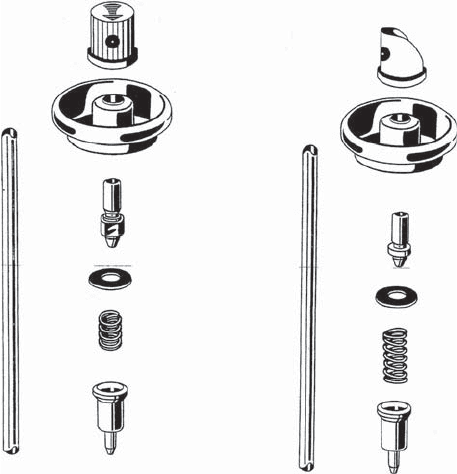
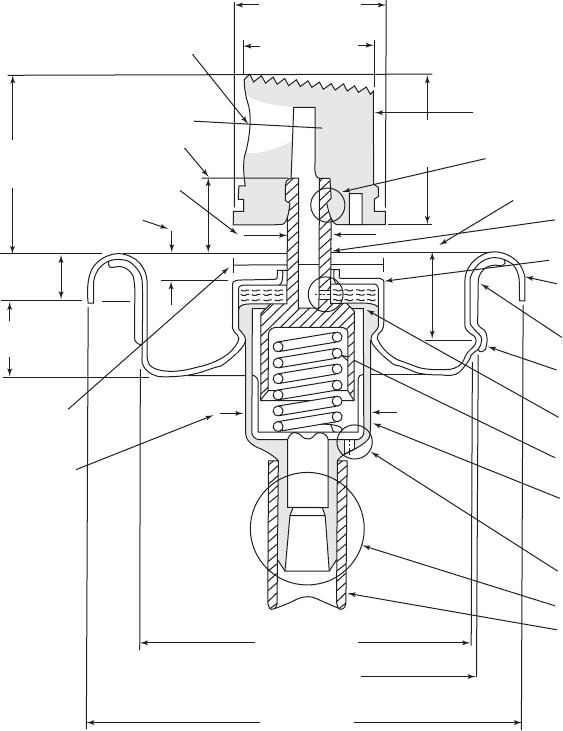
the actuators. Figures 3 and 4 give a more detailed view
of these valves.
Body/Spring
The valve body, or housing, contains a SS-302 spring that
acts to close off the valve when the finger pressure is
released. This is a major safety feature. It may also carry a
tailpiece orifice and often a vapor-tap orifice. The tailpiece
orifice is often not an orifice at all, but instead a 1.57- to
2.03-mm (0.062- to 0.080-in.) hole in the end of the dip
tube to protrude into the head space, then only gas will be
emitted. A number of corrective steps have been taken,
over the years, to resolve this problem. The first was to
place a directional dot (typically using a black ‘‘Magic
Marker’’) on the crown of the mounting cup, to indicate
the curvature of the dip tube, and then align the actuator
to it. In that way the end of the dip tube would always be
in the lowest position when the can is tilted (see Figure 5).
Another method was to use a so-called ‘‘Jumbo dip tube,’’
where the typically 7.25 mm (0.285 in.) inside diameter dip
0.297 ± 0.010 in.
(7.54 ± 0.25 mm)
0.064 ± 0.015 in.
(1.63 ± 0.38 mm)
0.0260 ± 0.015 in.
(6.60 ± 0.38 mm)
0.140 ± 0.007 in.
(3.56 ± 0.18 mm)
0.305-in. max dia
(7.75-mm)
Spring
Spring cup
1.278-in. dia
(32.46-mm)
0.513-in. (13.0-mm) max
0.440 in. (11.2 mm)
0.442-in. dia
(11.23-mm)
Various
terminal
orifices
Actuator
Mounting
cup
Cup
gasket
Lathe-cut
Cup gaske
t
Dimples
Circular
orifice
diameter
Vapor-tap
orifice
Body
Dip tube
Body orifice
1.013-in. (25.73-mm) equiv. dia
circumscribin
g
3 dimples
0.991-in. dia
(25.2-mm)
0.370 in.
(9.40 mm)
Figure 1. Cross section of female valve.
1022 PRESSURE CONTAINERS
tube could hold up to about 8 g of product. In this case the
can could be inverted and operated for several seconds
before the dip tube emptied and gas began to come out.
This is a preferred option for disinfectant bathroom
cleaners.
Another method is the ‘‘Spray Any Way’’ valve, where
a 1.00-mm (0.039-in.) stainless steel ball is placed in a
tiny runway. When the can is inverted the ball travels to
the opposite end of the runway and seals off the orifice
served by the dip tube, while opening one at the valve
body. Liquid product then flows directly into the valve
body, allowing the aerosol to function normally. This
unit is an accessory that attaches to (or is made a part
of) the valve body. The cost of the valve is increased
accordingly.
The final approach is to use a compartmentalized
aerosol package. In this case, one can select one of three
versions: a piston can, a bag-on-can, and a bag-on-valve.
Most generally, the propellant is separated from the
product, being gassed into the ‘‘exo-space’’—under the
piston, or around the bags—so the product is continually
squeezed and emerges as such when the valve is operated.
Products of this type include cheese spreads, caulking
compounds, and sunscreens. In some cases a small
amount of low-pressure gas (typically 90% isopentane
and 10% isobutane) is pre-mixed with a gelled aerosol
product. When these products are used, the gel emerges
through a foam-type spout. It is generally both clear and
tinted blue or green. Upon stirring with the fingertip, the
positive yield point of the gel is reduced so that the
dispersed propellant can form a nice white puff of foam.
This type of product has now captured the bulk of the
shave cream market, with sales of over 200 106 cans per
year in the United States during 2006.
Mounting Caps
The vast majority of aerosol valves are supplied in nom-
inal ‘‘one-inch’’ (25.4-mm) mounting cups. These cups are
designed to fit into the nominal ‘‘one-inch’’ hole of aerosol
cans. A crimping operation is then used to hermetically
seal the valve cup to the can. An elastomeric gasket is
required in order to obtain good sealing, since metal-to-
metal interfaces will always leak. In the past, the industry
used a ‘‘Flowed-In’’ neoprene gasket, but this has almost
totally disappeared worldwide, in favor of alternative
gaskets. There are now three gasket choices: the 1.0- to
1.15-mm (0.039- to 0.045-in.) thick lathe-cut gasket, of
buna, neoprene, or butyl rubber; the 0.356-mm (0.014-in.)
thick PE-Sleeve; and the 0.203-mm (0.008-in.)-thick PP-
laminate. The last two gaskets must fit between the
vertical wall of the valve cup and the can bead, which
means that the metal valve cups must be downsized
accordingly. If the typical wall diameter of a valve with a
PE-Sleeve is to be 25.25 mm (0.994 in.), then the mounting
cup itself must be 24.54 mm.(0.966 in.).
Mounting cups are made of different profiles (flat,
conical, and cone-conical) and from different metals (tin-
plate, heavier tinplate, and aluminum), according to spe-
cific requirements that relate to product pressure,
corrosion aspects, and so on. The usual tinplate-mounting
cup is about 0.267 mm (0.0105 in.) thick, while those of the
softer aluminum metal are about 0.406 mm (0.0160 in.)
thick. The heavy-duty, thicker tinplates are reserved for
high-pressure aerosol formulations, including most of
those based on U.S.DOT exemptions. Mounting cups
with flat bottoms often distort slightly, becoming more
conical, during the hot water-bathing of aerosols during
production, when pressures usually get into the 8.27- to
12.41-bar (120- to 180-psig) range. This sometimes poses a
problem, where a plastic fitment, such as a large spray-
head or spout, may have to fit onto both the mounting cup
(for attachment) and the stem (for actuation). The conical
valve cups do not deform appreciably in this manner and
are generally preferred. In fact, some valve-makers no
longer offer the flat-bottomed mounting cups.
The hermetic seal between valve cup and can is accom-
plished by the use of a crimping machine. They are usually
rotary devices, where an eight-segment collet descends to
a precise depth, after which a mandrel spreads the eight
tines to a precise circumscribing diameter. This action
compresses the gasketing material and creates the seal.
For the popular combination of a tinplate aerosol can and
a tinplate valve with a PP-laminate, the preferred crimp-
ing dimensions are: diameter 27.27 mm (1.074 in.) and
depth 4.65 mm (0.183 in.). These will vary slightly, accord-
ing to the type of can and valve cup. The usual tolerance is
only 70.13 mm (0.005 in.) and the range for a given can
should not exceed 0.178 mm (0.007 in.).
The effectiveness of the crimping operation is checked
during hot water -bathing, after the can has passed through
the gasser and been pressurized. If bubbles of gas are seen
through the hot water, the can is extracted and discarded.
Actually, cans leaking gas at rates of less than about 12 g
per year produce gas bubbles so infrequently in the hot
water bath that they are not detected by the operator.
Vertical male type Tilt-action type
Figure 2. Exploded view of aerosol valve components.
PRESSURE CONTAINERS 1023
Dip Tube
The aerosol valve will generally have a dip tube, unless
the can is designed to be used in the inverted position,
such as whipped creams and the various mousse products.
Also, for compartmentalized aerosols, there is no need for
a dip tube, since the product is squeezed up against the
valve regardless of can position.
Dip tubes come in essentially three sizes: capillaries,
regular, and ‘‘jumbo.’’ The capillary tubes are inserted into
the valve body tailpiece, while the larger tubes are
stretched over the body tailpiece. Some tailpieces are
designed with encircling barbs, which look like fish hooks
in cross section. They hold the polyethylene dip tubes so
firmly that they stretch before they can be pulled off. This
feature is used most frequently for those high-solvent
aerosols (such as paints) that tend to swell dip tubes so
that their connection with the valve body is loosened. On
the other hand, the capillary dip tubes, which are gen-
erally made from either polypropylene (PP) of an alloy,
such as PE/PP, tend to swell more than the nylon or delrin
valve bodies when in contact with strong solvents. This
makes their connection even tighter. Capillary dip tubes
are now often used for products such as air fresheners and
water-based insecticides, which form large layers of pro-
pellant (top) and concentrate (bottom) upon standing for a
few minutes. If a regular diameter dip tube were to be
used, when the can is shaken just before use, the main
product would be redispersed, but that in the dip tube
would tend to remain layered. In such cases the first
product out of the aerosol would be the propellant, fol-
lowed by the concentrate and then followed by the disper-
sion of both. The very small internal volume of the
capillary tube minimizes this effect, and the valve gen-
erally also has a vapor tap orifice, which serves to help
spray the tiny bit of concentrate. Also, the vapor-tap
allows the contents in the dip tube to drop back down to
the liquid level in the aerosol, after it is used. This further
reduces the layering problem, so that it is never noticed by
the consumer.
Actuator
The final valve component is the actuator. It is often the
most critical. Originally, all actuators were small and had
either straight bore, outward flaring, or inward flaring
Stem
Stem orifice
High-retention stem
0.260 ± 0.015 in.
(6.60 ± 0.38 mm)
0.441 ± 0.010 in. dia
(11.2 ± 0.25 mm)
0.135 ± 0.007 in.
(3.43 ± 0.18 mm)
0.074 ± 0.015 in.
(1.88 ± 0.38 mm)
0.234 ± 0.020 in.
(5.94 ± 0.51 mm)
Valve cup
Typical gasket
Dimples
Stem gasket
Spring
Body
Vapor tap orifice
Body orifice
Dip tube
1.278-in. dia
(
32.46-mm
)
0.993-in. dia
(25.2-mm)
0.965-in. dia
(24.5-mm)
0.370-in. max dia
(9.39-mm)
0.355 in.
(9.02 mm)
0.536 in.
(13.6 mm)
0.130-in. dia
(3.30-mm)
Various
terminal
orifices
0.455 in. dia
(11.6 mm)
0.395-in. dia
(9.91-mm)
Actuator
0.450 in.
(11.4 mm)
Figure 3. Aerosol valve: ‘‘one-inch’’ cup, vertical action, ‘‘male’’ type.
1024 PRESSURE CONTAINERS
(reverse taper) orifice designs in various diameters. While
these are still available, many are now of the mechanical
break-up (MB-U) design. These first came to the market in
1953, on cans of BonAmi Glass Cleaner. They utilize the
swirling action caused by directing the liquid product
through (typically) four tangential channels that feed a
central straight-taper or reverse-taper terminal orifice.
Most aerosol emerge from cans at speeds of about
6.1–9.2 m/s. (20–30 ft/s), so it follows that the product
revolutions per minute within the terminal orifice is
extremely high. The centrifugal force is correspondingly
high in the emerging stream, which causes it to break up
into a spray. By controlling the length of the terminal
orifice (land), its diameter, and other aspects, sprays can
be created with varying conical shapes, delivery rates, and
other features. Mechanical break-up valves are usually
made by adding an insert disc to the main structure of the
actuator. The discs are of nylon and fit very snugly into the
actuator opening. This is the only way to provide the
necessary channels and swirl chamber. For spray unifor-
mity, all the key dimensions must be produced with a high
degree of precision.
Another type of actuator is the foam or gel spout. This
usually consists of a single large terminal orifice, but in
some cases an attractive grid may be utilized. The usual
foam spout is operated by pressing downward, although
there are some that must be pressed sideways. They are
always larger than the simple spray actuators.
In recent years there has been a major transition from
small spray-heads and foam actuators to large fitments
that incorporate these components. The fitment may cover
the entire valve cup, or even the entire top of the dispenser.
Quite often they make the inclusion of a cover, or hood,
unnecessary. This is a plus for the consumer, who need no
longer remove and reapply the cover each time the product
is used. There is another marketing aspect. Consumers are
still somewhat reluctant to purchase aerosols, probably
harking back to the ‘‘CFC/ozone’’ issue of the mid-1970s,
and all the bad press that accompanied it. Recently, 61% of
survey responders said they would rather buy a non-
aerosol, if it was just as good as the aerosol. Marketers
have found that consumers tend to identify aerosols by
their characteristic valve cups and perhaps the top contour
0.193 ± 0.020 in.
(4.90 ± 0.51 mm)
0.565 in. (14.35 mm)
[0.607 in. (15.42 mm) crimped]
0.455-in. dia
(11.56-mm)
5°
0.577 in.
(14.66 mm)
Toggle
Valve stem
Valve cap
Typical cup
gasket
Stem
gasket
Pedestal
Valve seat
Housing
Dip tube
Tailpiece orifice
Figure 4. Aerosol valve: ‘‘one-inch’’ cup,
toggle-action type.
Directional dot
Spray
target
Foam
spout
Foam
target
(Palm)
Dip
tube
Remaining
product
Incorrect
curvature
Figure 5. The importance of directional dot on the crown of the
valve cup.
PRESSURE CONTAINERS 1025
of three-piece tinplate cans. By the use of large fitments,
designed to cover up these attributes, the aerosol no longer
appears mildly offensive to some consumers. As a corollary,
since the press condemned ‘‘spray cans,’’ most consumers
think cans that produce foams and gels are not aerosols.
The aerosol valve is a component of almost infinite
variability, when one considers all the parts and all the
variations of these parts. One valve executive calculated
that his company could theoretically produce over
150,000,000 variables, not counting a diversity of dip
tube lengths. Fifty years ago, valves were of very low
quality and almost twice as costly as they are today. Now,
valves are produced with so many online control checks
and manual inspections that their quality is unsurpassed
by any other aerosol chemical or component. They have an
enormous breadth and versatility. For example, their de-
livery rates can be adjusted from 0.24 to 160.00 g/s. Particle
sizes can range from mean diameters of about 2.3 to
125 mm. They certainly do their part in making the aerosol
packaging form the basis for finely tuned, reliable products.
BIBLIOGRAPHY
General References
M. A. Johnsen, The Aerosol Handbook, 2nd edition, Wayne E.
Dorland Co., Mendham, NJ, 1982.
The Aerosol Guide, 8th edition, The Chemical Specialties Manu-
facturer’s Association, Inc. (CSMA), Washington, DC, 1995; a
10th edition as a CD will be published in 2009.
W. Tauscher, Aerosol Technology (Handbook of Aerosol-Packa-
ging), Melcher Verlag GmbH., Heidelberg/Munich, Germany,
1996 (English edition).
J. J. Sciarra and L. Stoller, The Science and Technology of Aerosol
Packaging, John Wiley & Sons, New York, 1974.
PRINTING: GRAVURE AND FLEXOGRAPHIC
ARTHUR J. TAGGI
DuPont Printing and
Publishing, Wilmington,
Delaware
PETER A. WALKER
Consultant
DuPont Printing and
Publishing, Wilmington,
Delaware
The four main printing processes are as follows: (1)
planography or lithography, (2) intaglio or gravure, (3)
porous or screen, and (4) relief (flexography or letterpress).
In general, the process of printing involves generating two
physically different areas, the printing or image area and
the nonprinting, or nonimage, area. In relief printing,
whether flexographic or letterpress, the image or printing
area is raised above the nonprinting area. Ink is applied to
the raised surface, which is brought into direct contact
with the substrate on which the print is to appear. The
flexographic relief printing process is used to print on a
variety of paper and plastic packaging materials as well as
for some magazines and newspapers, labels, and business
forms. Water-based or solvent inks are used.
The most typical method of intaglio printing is the
gravure process, which uses a nonprinting area that is at
a common surface level while the printing area is recessed,
which consists of wells etched or engraved, usually to
different depths. Solvent inks are transferred to the print-
ing surface, and a metal doctor blade is used to remove
excess ink from the nonprinting surface. Ink is transferred
directly to the substrate. Gravure printing is used to print
long-run magazines, cartons, bags, labels and gift wraps,
as well as plastic laminates, floor coverings, and even
textiles. Other types of intaglio printing, such as steel
plate or copper-plate printing, use metal plates that are
hand- or machine-engraved or chemically etched to pro-
duce the lines and characters of the printed piece.
Direct printing refers to the transfer of the image directly
from the image carrier to the paper. Most letterpress and
gravure printing are done by this method. In indirect or
offset printing, the image is transferred from the image
carrier to an intermediate rubber-covered blanket cylinder,
from which it is transferred to the paper. Letterpress and
gravure can also be printed by the offset method.
Images are defined for these printing processes in a
number of different ways. The images are produced on a
support by chemical, mechanical, or increasingly by electro-
nic imaging means. As of this writing (c.a., 1996), the
greatest number of plates and images are made by photo-
mechanical methods. These systems are characterized by
photographic images and light-sensitive coatings that, by
using chemical etching or other treatments, lead to the
formation of a printing surface. Increasingly, however, this
printing surface is produced directly by electronic imaging
without the traditional photographic intermediates.
Although four types of commonly used printing exist,
gravure and flexographic printing are widely used in
packaging printing. These methods are considered in
more detail in the remainder of this article.
GRAVURE
The gravure printing process, sometimes called rotogravure,
uses a recessed-image plate cylinder to transfer the ima ge
to the substrate. The plate cylinder can be either chemically
etched or mechanically engraved to generate the image
cells. The volume of these cells determines the darkness
or lightness of the image. If an area is darker, then the cells
are larger; if the area is lighter, then the cells are smaller.
The gravure market can be considered to comprise
three approximately equal segments that are as follows:
publications, packaging, and specialty printing. In pub-
lications, gravure retains a significant proportion of the
long-run magazine market. In packaging printing, in
which paperboard and repeat-run cartons are encoun-
tered, gravure is the ideal process. The cylinder lasts
virtually forever, and color consistency is high. The final
third of the gravure market is specialty printing of such
items as wallpaper, gift wrap, and floor coverings.
1026 PRINTING: GRAVURE AND FLEXOGRAPHIC
The fundamental strengths of gravure are that the
process provides consistent color throughout long print
runs, and, because of its ability to apply heavy ink cover-
age, can be used to print high-quality work or to print on a
lower grade of paper than offset lithography while main-
taining acceptable print quality.
In contrast, the primary process disadvantages of
gravure are long lead time, high cost of manufacture for
gravure cylinders, generally long press make-ready times,
and environmental hazards associated with the use of
solvent-based inks. These disadvantages need to be elimi-
nated if the technique is to remain competitive.
The gravure printing process is based around an inking
system that is extremely simple, which provides a high
degree of consistency, particularly with regard to color
printing. This consistency is difficult to match using other
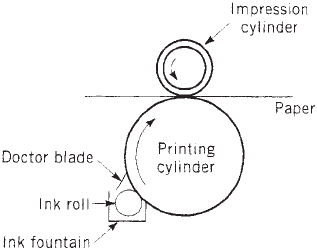
printing techniques. The system, shown in Figure 1, uses
a liquid ink that has traditionally been solvent-based,
although environmental pressures have also resulted in
the development of aqueous-based inks . The environmental
concerns associated with the use of toxic and flammable
solvent inks are being addressed by ink manufacturers,
who are working on the development of water-based
products.
The gravure cylinder sits in the ink fountain and is
squeegeed off with a doctor blade as it rotates. The impres-
sion cylinder is covered with a resilient rubber composition,
which presses the paper into contact with the ink in the tiny
cells of the printing surface . The image is thus transferred
directly from the gravure cylinder to the substrate. Fre-
quently, an electrostatic assist is used to help the ink
transfer from the gravure cylinder to the substrate (1).
Gravure inks are composed of pigment, resin binder,
and—most frequently—a volatile solvent. The ink is quite
fluid and dries entirely by evaporation. In multicolor
printing, where two or more gravure units operate in
tandem, each color dries before the next is printed. This
process is seen as a particular advantage for gravure over,
for example, offset, where the placing of wet ink on wet ink
can lead to inferior print quality. The wet ink on dry and
the simple ink train, together with a long-run-length
capability, have led to the belief that gravure sets the
standard for high-quality printing.
Traditionally, a gravure cylinder was prepared chemi-
cally by using a chemical-etch process. Since the early
1970s, electromechanical engraving, in which a diamond
stylus cuts the cells into cylinders, has become the pre-
ferred approach (2). Newer approaches include laser- and
electron-beam engraving.
In gravure, all elements within the image are screened.
This screening is in contrast to flexographic and litho-
graphic plates, which can contain true solids as well as
halftones.
In the chemical process for preparing gravure cylin-
ders, a light-sensitive film, typically gelatin that contains
dichromate salts and carbon black, is exposed first
through a gravure screen to establish the cell pattern,
then through a continuous-tone photographic negative,
which hardens the carbon tissue in the light exposed areas
in proportion to the amount of light that passed through
the negative. The exposed tissue is attached to a fresh
copper-plated surface of a gravure cylinder. The unex-
posed gelatin is washed out, and the cylinder placed in a
chemical etching bath that dissolves away the copper
layer in proportion to the thickness of the remaining
hardened gelatin layer, thus creating the ink-carrying
cells. Since the cell pattern is established using a screen
pattern, all cells are the same area, but vary in depth. The
surface of the etched cylinder is then chrome-plated to
impart wear resistance. Gravure cylinders can be recycled
many times by removing the copper layer and replating.
In the case of electromechanically engraved cylinders,
an electronic scanner reads the density of the photo-
graphic negative pixel by pixel, and translates the density
into an electromechanical impulse that drives a diamond
stylus into the soft copper layer of a cylinder. The com-
pleted cylinder is then chrome-plated and is ready for use.
Because of the shape of the diamond stylus, the cells
produced vary both in depth and area depending on how
far into the copper surface the stylus is driven (3).
Electromechanical engraving avoids all the complexity,
hazards, and toxic wastes involved with using chemical
etching techniques, at the cost of increased capital invest-
ment in the engraving equipment. Electromechanical
engraving is a slow process, but this is offset by the ability
to use digital data, which better fits a modern electronic
prepress workflow. Newer systems drive the engraving
stylus (or multiple styli for improved efficiency) directly
with digital data from an electronic prepress system, or
engrave a cylinder using a high-power laser (4).
FLEXOGRAPHY
Flexography is a variation of letterpress printing used
mainly for packaging applications. It is characterized by
the use of an elastomeric printing plate, fast-drying inks,
and an inkmetering (anilox) roll system. The principal
advantages of flexography are reflected in the markets in
which it is most often used. Flexo’ s ability to print on a wide
range of substrates, which include plastic films, foils , coated
and uncoated paper, paperboard, and corrugated board,
make it ideal for many packaging uses as well as for printing
continuous patterns, such as w allpaper and gift wrap.
Other advantages include low cost and short cycle time,
the ability to change cylinder diameters to reduce
stock waste, precise ink transfer with minimum on-press
Figure 1. Gravure printing system.
PRINTING: GRAVURE AND FLEXOGRAPHIC 1027