ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

The cost of the steel-rule die was 20% of the cost of the conventional die. Because the steel-rule die was fed and unloaded
by hand, production was only a few pieces per minute. More than 1000 blanks were made in this steel-rule die.
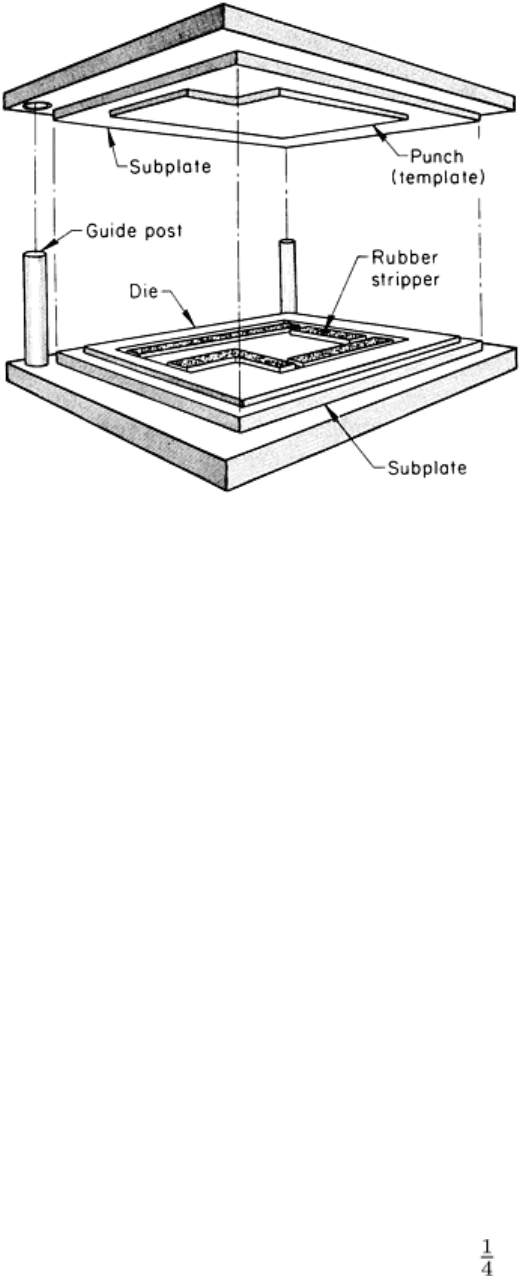
Template dies (also called plate dies) are competitive with steel-rule dies in terms of cost and the quantity they can
produce. Figure 17 shows an exploded view of the elements of a template die. Punches and die elements can be added, as
in steel-rule dies, to combine piercing with blanking.
Punch. The punch or template (Fig. 17) is made to fit the
outline of the blank to be produced. The punch is usually
made of medium-carbon steel plate (1040, 1050, or 4140) or
of ground flat stock such as O2 tool steel, on which the
edges may be flame hardened. In more difficult applications
or where longer life is needed, the punch can be made of D2
or equivalent tool steel and hardened.
Die. The die is usually assembled of doweled, hardened
blocks of steel, ground to fit the punch with proper
clearance. The same materials are used as for the punch.
Construction. Typical clearance for template dies is 0.076
mm (0.003 in.). The construction shown in Fig. 17 is
satisfactory for blanking low-carbon steel in the same types
of applications as steel-rule dies. For severe blanking, a
template die can be made stronger by using one-piece
construction or adding pins to prevent the die blocks from
spreading, and by nesting the die or die segments into a
recess in the die backing plate (subplate).
Operation. A continuous strip of stock can be fed into a
template die, feeding the stock against a stop for each press
stroke and using a side guide for the stock. Blocks of tough
rubber are usually used as strippers (Fig. 17), pushing the
blank back into the strip so that the blank is removed from the die by the feed motion of the strip. A typical application of
template dies is described in the following example.
Example 4: Blanking Laminations in a Template Die.
Motor laminations of 1.52 mm (0.060 in.) thick pickled hot-rolled low-carbon steel were blanked in a template die. The
blank measured 318 × 140 mm (12.5 × 5.5 in.). The punch was made of a one-piece template, except for inserts that were
provided where changes might be needed. The die was made with 0.076 mm (0.003 in.) clearance all around the punch
(template).
The die was made of D2 tool steel. Rubber blocks were used for strippers, which pushed the blank back into the skeleton
in the vertical press so that the blank was unloaded by the feeding of the stock. Hand feeding produced fewer than ten
pieces per minute.
The burr was about 0.051 mm (0.002 in.)--well below the specified limit of 0.102 mm (0.004 in.). Estimated die life was
100,000 pieces.
Subpress dies are short-run die sets that are attached to the press bed, but in which the punch shoe is not attached to the
ram. They require less setup time than conventional dies, but have a lower production rate. The length of stroke of a
subpress die is limited because springs are used to raise the punch. Subpress dies are sometimes used to blank the
precision parts used in instruments and timepieces.
Self-contained notching tools can be purchased ready to install as subpress tools. Notching units, consisting of both punch
and die mounted in individual C-frame units, are available in a variety of standard-corner, V, and square-edge sizes for
notching low-carbon steel in thicknesses to 6.4 mm ( in.). Special shapes of irregular outline can be incorporated into
Fig. 17 Exploded view of a template die
standard notching units. The notching units can be used singly or in groups, and they can be used in combination with
piercing tools of similar construction.
Each unit is self-contained and self-stripping by means of springs. The punches are held in close alignment and are not
attached to the ram of the press. Each unit is located, pinned, and bolted to a die plate, template, or T-slot plate and is
mounted on the bed of any type of press or press brake of adequate shut height.
This type of subpress tool can be used to make small blanks, but it is more commonly used to notch and pierce precut
blanks. The units can be reused to produce parts of different shapes by relocating the tools.
Blanking of Low-Carbon Steel
Construction and Use of Conventional Dies
Conventional blanking dies consist basically of one or more mating pairs of rigid punches and dies and are the standard
tooling for the production blanking of sheet metal in a press. Mating pairs of metal punches and dies are combined in
various ways, and additional components are added to make up compound, progressive, transfer, and multiple dies.
Conventional dies are costly, specialized tools that are generally used for only one product, but they are so efficient,
accurate, and productive that they are typically the best method of mass production at the lowest cost per piece. They are
occasionally used for short-run production when tolerances are exceptionally stringent or when other reasons make the
use of short-run dies impractical.
Conventional dies are more accurate than most short-run tooling, and they retain their accuracy for a greater number of
pieces. They can also usually be resharpened after wear has affected their action or the quality of the work. Before dies
are worn out, they have generally been resharpened many times. Conventional dies commonly produce several million
blanks before replacement.
Tool materials used for blanking low-carbon steel sheet in conventional dies include (in order of increasing lot size for
which they are recommended) 1020 steel; W1, O1, A2, and D2 tool steels; and, for extremely long runs, carbide. For long
runs on steel thicker than about 6.4 mm ( in.), M2 tool steel is often used instead of carbide because of the limited
shock resistance of carbide. Type D2 tool steel is probably the most commonly used and most widely available tool
material for the mass-production blanking of steel and other metals.
Cold-rolled sheet and hot-rolled pickled-and-oiled sheet are far less damaging to tools than gritblasted or hot-rolled
unpickled surfaces. Tool materials that have a high resistance to abrasion, such as A2 or D2 tool steel, are recommended
for use in tools for the blanking of sizable production lots of hot-rolled unpickled steel. Detailed information on the
selection of tool materials and on tool life is available in the article "Selection of Material for Blanking and Piercing Dies"
in this Volume.
Single-Operation Dies. The simplest conventional blanking dies are single-operation dies. They are used as separate
units to produce blanks or as parts of more complex dies that perform several operations on a workpiece. The separate
stations of a progressive die are similar to single-operation dies (although integrally constructed), and transfer presses use
many single-operation dies.
The drop-through die is one of the commonest types (Fig. 18). In this die, the severed blank is forced through the die
opening by the downward motion of the punch, and it drops through into a chute or container. This type of blanking die
has a minimum number of parts and is relatively inexpensive. Another major advantage of drop-through blanking dies is
their simple and reliable blank ejection system, which is usually compatible with the use of this type of construction in
progressive or transfer dies. In other types of dies, the ejection system may be more complicated than the die itself.

Fig. 18 Elements of a conventional drop-through blanking die
The disadvantages of drop-through dies for blanking include the following:
• Unless para
llels are placed between the die and bolster, blanks must be small enough to go through the
hole in the bed
• Blanks may distort by dishing
• Some shapes make drop-through difficult
• The die must be on the lower shoe and the punch on the upper shoe of the die set
Two other types of single-operation blanking dies--inverted and return dies--can be used when, because of size or
susceptibility to damage, blanks or workpieces cannot be unloaded by dropping through the die, but can be removed
between the die and punch faces.
Inverted dies (Fig. 19) have the punch on the lower shoe and the die on the upper shoe. A knockout pin releases the
blank from the die, and the blank is removed mechanically or manually from the top of the punch. A scrap cutter is
usually included so that the scrap can be blown or knocked away. The scrap is sometimes allowed to stack up in
successive collars around the punch and is stripped off manually after a number of pieces have been blanked.
Fig. 19 Inverted blanking die with the punch on the lower shoe and the die on the upper shoe
Return dies (Fig. 20) are made in the usual way, with the punch on the upper shoe and the die on the lower shoe. The
punch shears the blank and presses it into the die cavity, as with other types of blanking dies. A spring-loaded pressure
plate or die cushion acts as an ejector for the die, returning the blank to the surface of the die, where it can be picked off
manually or mechanically. A spring-loaded plate on the upper shoe acts as a blankholder on the downstroke and as a
punch stripper on the upstroke. Like many inverted dies, a variation of the return die shown in Fig. 20 includes a scrap
cutter (not shown in Fig. 20) that parts the ring of scrap so that it can drop away, can be blown away, or can be removed
mechanically.
Fig. 20 Return blanking die with spring-loaded pressure plate that acts as a die
cushion and an ejector for the
die
Inverted and return dies have the advantage of not needing a clearance hole to let the workpiece or blank drop through.
The main disadvantages of inverted and return dies are:
• They are more expensive than drop-through dies because they have more parts
•
They may require careful adjustment and synchronization of external ejectors and air blasts, which adds
to setup costs
Of the two types, inverted dies are generally simpler to construct and have less complicated knockout mechanisms than
the pressure-plate or die-cushion ejectors in return dies.
Return dies are better suited to continuous strip operation because the strip remains in line and is not pressed down by the
die over the punch. If the workpiece must be clamped before blanking, the blankholder or the pressure plate (or both) in a
return die holds the workpiece or blank through the entire working stroke.
Instead of being removed by the methods described above, the severed blank is sometimes pushed back (completely or
partly) into the strip to be removed later, as is sometimes done in a progressive die. Pushback can also be used for other
purposes, such as to provide knockouts for fitting in electrical panels or junction boxes and in other sheet metal products.
A flattening operation is sometimes added to assist pushback.
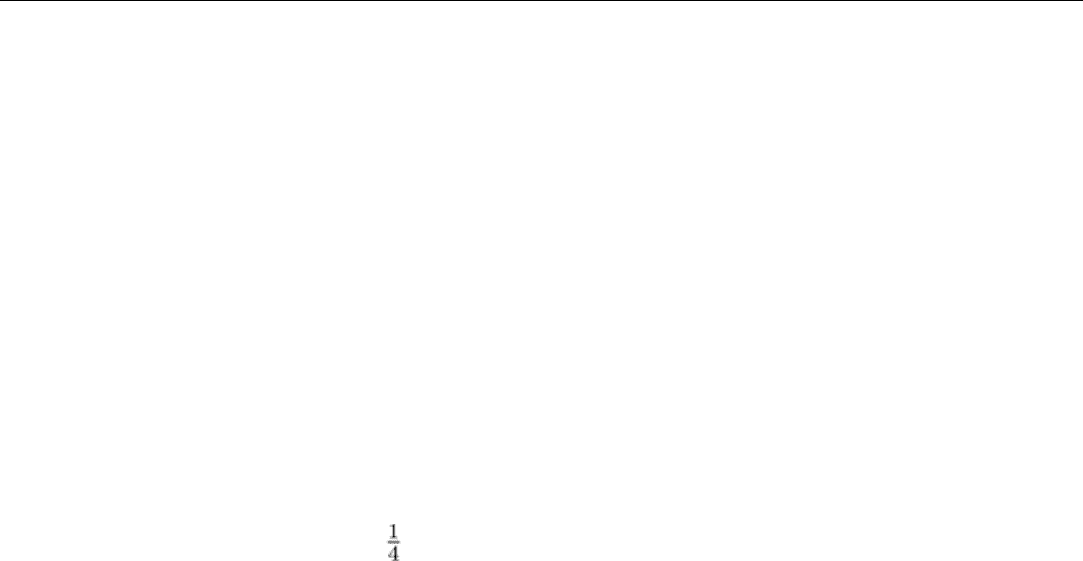
Compound dies perform several operations on the same workpiece in the same stroke of the press--such as blank and
pierce, or blank, pierce, and form. Figure 21 shows the elements of a compound die for simultaneous blanking and
piercing. In this die, the blanking punch is in the bottom; a hole in the punch is used as the piercing die. The piercing
punch and the blanking die are in the top.
Fig. 21 Elements of a compound die for simultaneous blanking and piercing
Compound dies are generally more economical in mass production than a series of one-operation dies, and they are
usually more accurate. For example, a compound die that blanks and pierces a workpiece can hold the spacing between
pierced holes or the relation of the pierced hole to the edge of the blank more accurately than would be possible if the
individual operations were done in separate dies. This is because of possible variation in locating the blank for piercing or
in locating a prepierced strip for blanking.
Because the complexity of operation causes greater difficulties in unloading the workpiece, compound dies usually run
slower than single-operation dies; the maximum speed of a compound die is about 250 strokes per minute. Other
disadvantages of compound dies in comparison to single-operation dies are that they are more specialized (so that a
change in the product is more likely to make the die obsolete) and that initial and maintenance costs are both higher. An
advantage of compound dies is that, because of their slower operation, they generally produce more pieces per sharpening
than single-operation dies.
A complex compound die can sometimes be more economical than two simpler compound dies in making the same part.
This is illustrated in the following example.
Example 5: Replacing Two Two-Operation Dies With a Four-Operation Die.
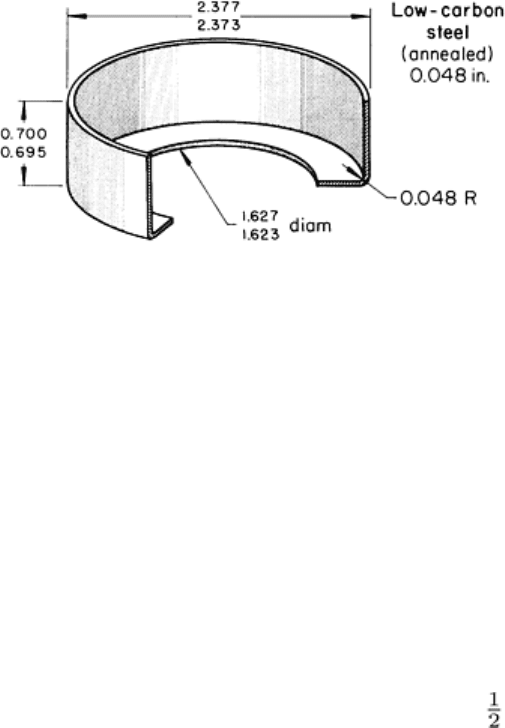
The cup shown in Fig. 22 was originally produced from annealed cold-rolled low-carbon steel in two compound dies in
separate press operations. The first die was a blank-and-draw die; the second was a pierce-and-pinch-trim die. Two
separate dies were used on the assumption that the large pierced hole in the cup would not leave enough tool thickness to
sustain all four operations. A 400 kN (45 tonf) open-back inclinable press was used for each of the two operations at a
production rate of 500 pieces per hour.
Fig. 22
Cup that was blanked, drawn, pierced, and trimmed in a compound die. This part was previously made
in two compound dies: blank and draw, and trim and pierce. Dimensions given in inches
Examination of the procedure led to the design of a die to blank, draw, pierce, and trim--all in one press stroke. The same
press was used at the same speed, thus cutting the labor cost per piece in half. Tooling cost also was reduced because the
cost of the new die was less than the combined cost of the original two dies.
Production Applications. The following example describes production applications in which compound dies were
used for blanking and other operations because of their inherent accuracy.
Example 6: Blanking, Forming, and Piercing a Brake-Drum Back in Compound
Dies.
An automobile brake-drum back (Fig. 23) was formed from hot-rolled 1012 steel in two press operations. A compound
die was used to blank and notch the part in a 1.8 MN (200 tonf) press at the rate of 17 strokes per minute, making one
part per stroke. The tolerances shown in Fig. 23 were maintained in production with ordinary shop practice, as was the
tolerance on the 14° 24' angle (±0° 30'). The die, made of vanadium tool steel, required reworking after 50,000 pieces.
Chlorinated oils were used as lubricant.
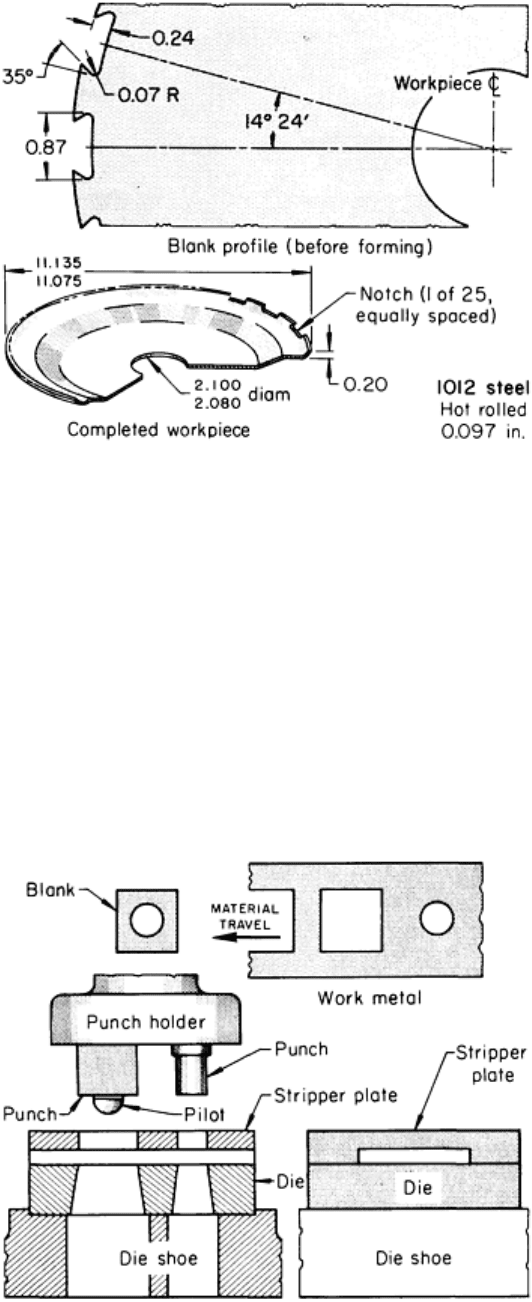
Fig. 23 Brake-drum back that was produced in two press operations, in a blank-and-
notch die and in a
restrike-and-form die. Dimensions given in inches
In the second press operation, a compound die in a 3.6 MN (400 tonf) press formed the workpiece, pierced the center
hole, and flattened the workpiece at the notches. This die was made of tungsten oil-hardening tool steel. Production rates,
lubrication, and die life were the same as in the blank-and-notch operation.
Progressive Dies. In a progressive die, the workpiece, while attached to the strip (or to the scrap skeleton), is fed from
station to station at each stroke. At each stroke, the die performs work at some or all of the stations. The workpiece is cut
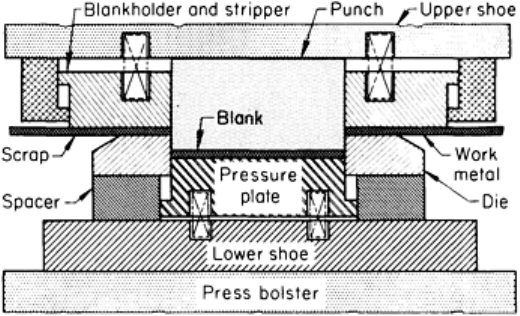
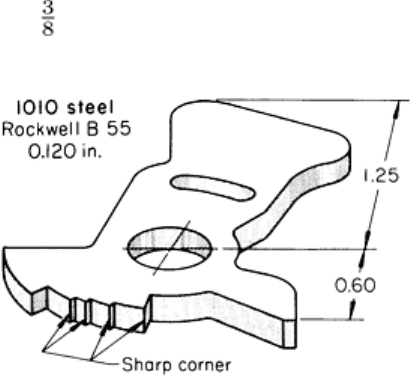
off and unloaded at the last station. Each station can be simple or compound. Figure 24 shows the principal parts of a two-
station blank-and-pierce progressive die.
Fig. 24 Principal components of a two-station blank-and-
pierce progressive die. Pierced blank and work metal
(steel strip) are shown at top. The use of a pilot in the pierced hole ensures accuracy to within a few
thousandths of an inch.
In producing the simple blank shown in Fig. 24 from coiled strip in a progressive die, the round hole is pierced at the first
station. The strip is then fed left, to the next station. There the pilot enters the hole as the blanking punch moves down to
complete the blank. Accurate relation of the hole to the outline of the blank depends on accurate fit of the pilot in the hole.
The completed part is not separated from the strip until the last operation, regardless of the number of operations. After
the first piece, one piece is completed at each stroke.
A progressive die is expensive, and because it is usually set up in an automatic press with scrap cutter, feeder,
straightener, and uncoiler, the total cost of the auxiliary equipment is also high. Other disadvantages of progressive dies
are:
• The part cannot be turned over between operations
• Material may be wasted because the workpiece may not nest well in the strip layout
Coil stock (or, less often, flat strip stock) is used. Many operations on parts of small and medium size can be done in
conjunction with blanking in a progressive die, but the planning may be complicated. Soft or thin stock may be
troublesome because the pilot may distort the locating holes. Setup and maintenance may be difficult.
The following example describes an application in which a progressive die was preferred to a compound die because it
was too difficult to cut sharp corners in the compound die.
Example 7: Change From a Compound to a Progressive Die to Cut Sharp
Corners.
Figure 25 shows a fast-idle cam on which the corners had to be sharp. A progressive die was used because it was difficult
to make and maintain sharp corners in a compound die. The part was blanked from coiled 1010 steel strip, 3.05 × 60 mm
(0.120 × 2 in.), with maximum hardness of 55 HRB. A seven-station progressive die cut the steps in the cam.
The punches were made of M2 tool steel and hardened to 60
to 63 HRC, and the die and the punch holders were made of
O1 tool steel and hardened to 56 to 58 HRC. Approximately
10,000 to 15,000 cams were made between sharpenings of
the progressive die, using a punch-to-die clearance of 0.10
mm (0.004 in.). This die was mounted in a 530 kN (60 tonf)
press that was run at 76 strokes per minute.
In another operation, the steps in the cam were shaved to
remove die break so that surfaces were flat across the
thickness. Tools were of the same materials as in the
progressive die and had a life of 5000 to 6000 pieces
between sharpenings. The shaving was done at 16 strokes
per minute in a 360 kN (40 tonf) press. Finally, the cam was
liquid carburized 0.08 to 0.15 mm (0.003 to 0.006 in.) deep
and oil quenched to file hardness. Zinc plating (0.005 mm, or
0.0002 in., minimum thickness) and a chromate postplating
treatment followed.
Transfer dies, in which separate workpieces are fed from station to station by transfer fingers, are used for blanking
only when coil stock is used. Blanking is done at the first station and is followed by other operations.
Transfer dies are typically used for additional operations on precut blanks made in a separate press (blanks that permitted
close nesting for best use of the stock). When equally high utilization of stock can be obtained, coil stock can be used in a
transfer die, with blanking done at the first station.
Like progressive dies, transfer dies and their related equipment (presses, special attachments, and feeding devices) are
expensive and are best suited to mass production. Production rates are high.
Fig. 25 Fast-
idle cam on which sharp corners were
cut in a progressive die. Dimensions given in inches
Multiple dies (also called multiple-part dies) make two or more workpieces at each stroke of the press. The workpieces
can be pairs of right-hand and left-hand parts, duplicate parts, or unrelated parts. Punch height can be staggered to reduce
shock and blanking noise. Such dies are used in mass production.
Multiple dies can be multiples of single-operation dies or multiples of compound dies. They generally cost only slightly
more than similar dies that make only one part per stroke. A die that makes two parts per stroke may cost only 5% more
than a die that makes only one.
Such dies are primarily used for blank-and-form sequences. Draw operations are more difficult to combine with blanking
or other operations because of blankholder needs and slower draw operation. Unloading of the work is sometimes
difficult.
The use of multiple dies depends on the size and shape of the workpiece, size of the press, production quantity, possible
savings in material and labor, and costs for setup and maintenance. Advantages of multiple dies include savings in
material by better blank layout, reduced labor costs, and increased production. Disadvantages include increased setup and
maintenance costs.
It is often better to increase the production of a single-part die by some simple change, such as putting the die in a faster
press, rather than to replace the single-part die with a multiple die. A multiple die may also have to be run slower than the
simpler die if a press of greater force capacity must be used to provide ample force. The use of a multiple compound die
to blank, pierce, and form three pieces per stroke is illustrated in the following example.
Example 8: Blanking, Piercing, and Forming Three Pieces per Stroke in a
Multiple Compound Die.
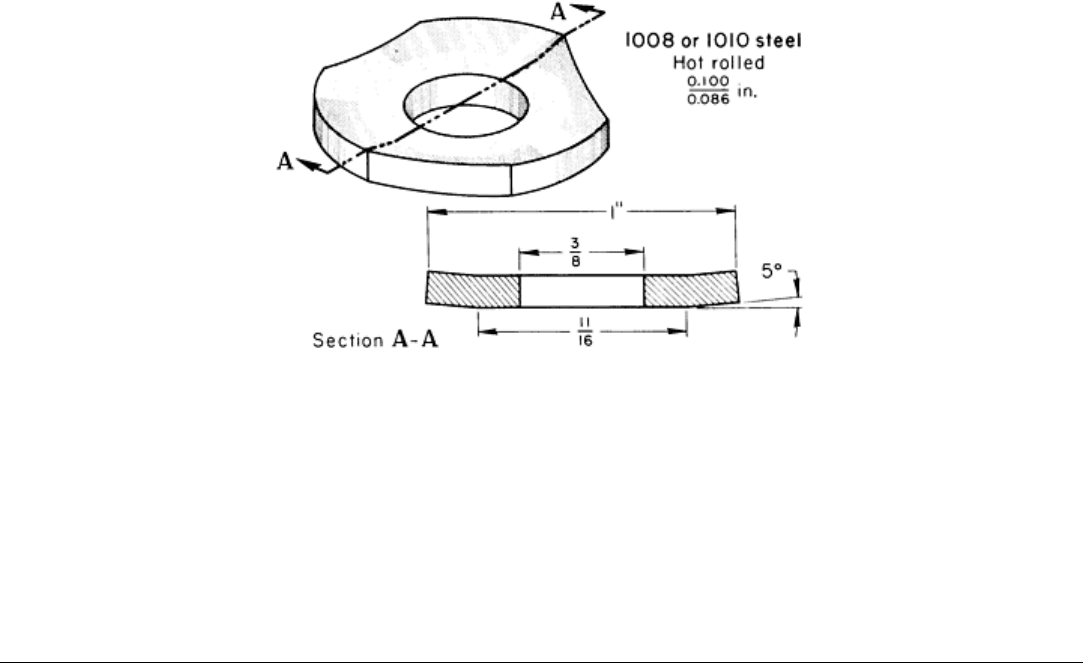
A multiple compound die was used to make a thick dished washer with three flats equally spaced on the edge circle, as
shown in Fig. 26. The part was made of hot-rolled 1008 or 1010 steel, 2.36 ± 0.18 mm (0.093 ± 0.007 in.) thick.
Fig. 26
Dished washer that was blanked, pierced, and formed, three pieces per stroke, in a multiple compound
die. Dimensions given in inches
Operations in the compound die were blank, pierce, and form. The blanks were nested so closely in the stock layout that
the pilot holes (half-circles) had to be notched in the edge of the stock. Three parts were made with each stroke of the die,
and the parts were pushed partly back into the scrap skeleton so that they were carried out of the press for unloading.
Production was 500,000 pieces per month. The die, made of D2 tool steel, needed to be resharpened after 150,000 strokes
(450,000 pieces) and required reconditioning (replacement of some parts) after 3.5 million pieces.
Blanking of Low-Carbon Steel
Operating Conditions
To achieve high productivity and low unit cost, most blanking is done in high-speed mechanical presses. Speeds as high
as 1200 strokes per minute are used. The equipment for high-speed blanking ordinarily includes a short-stroke press,
automatic feed devices, and dies designed for bottom ejection.
In most blanking operations, press speed is limited by the length of feed, which is governed by blank size, or by the
relationship between the force capacity of the press and the load. The combination of blanking with forming or drawing in
compound dies also restricts press speed. Blanking speed may be as low as ten strokes per minute in producing blanks
that are extremely large or that present handling problems for other reasons.
Regardless of the number of strokes per minute, the velocity of the punch always approaches zero near the bottom of the
stroke. Within the usual range for production work in conventional blanking dies, the speed of the press has little practical
effect on the speed of the punch during the blanking portion of the stroke. This effect, however, is critical for fine edge
blanking, in which punch speed during the interval while the punch is cutting through the work metal is usually about 7.6
to 1.5 mm/s (0.3 to 0.6 in./s) (see the article "Fine Edge Blanking and Piercing" in this Volume).
Lubrication requirements are generally less critical for blanking than for forming or deep drawing; stock to be blanked
is often fed into the press with no lubrication other than the residue remaining on the stock from the lubrication at the
mill. The stock is sometimes coated with a light mineral oil or a light chlorinated oil. However, lubrication is important in
dies that have close clearance between punches and stripper. At speeds of 40 strokes and more per minute, such dies must
be lubricated constantly with a spray of light mineral oil to prevent galling of the punches in the stripper. Additional
information on lubrication requirements in blanking is available in the article "Selection and Use of Lubricants in
Forming of Sheet Metal" in this Volume.
Blanking of Low-Carbon Steel
Effect of Work Metal Thickness
Stock thickness affects the selection of material for dies and related components, as well as the selection of die type and
design. The amount of shear and relief (angular clearance or draft) built into a blanking die and the amount of clearance
between punch and die all depend on blank thickness.
Work metal thickness is also a factor in the selection of blanking method, handling procedure, and handling equipment.
Blanking in a punch press is usually the fastest and most economical way of producing blanks thinner than about 6.4 mm
( in.) in medium or large quantities.
Plate stock, in thicknesses of 6.4 to 25 mm ( to 1 in.), is less frequently blanked in presses than sheet or strip. Blanks of
such thick material are often made by gas cutting, sawing, nibbling, or routing instead of by shearing or by press
operations; selection of the method depends primarily on plate thickness and production quantity.
Almost all blanks thinner than 3.2 mm ( in.), except for intricate shapes chemically blanked from foil, are produced
with conventional dies in mechanical or hydraulic presses. In only two of the examples of commercial practice presented
in this article was work metal thicker than 3.2 mm ( in.) (Example 3: 3.96 mm, or 0.156 in., and Example 9: 4.75 mm,
or 0.187 in.).
Because of its strength and rigidity, material thicker than 3.2 mm ( in.) is seldom blanked from coil stock or in a
progressive die. On the other hand, because of its lack of strength and extreme flexibility, material thinner than 0.51 mm
(0.020 in.) generally requires special handling techniques. The articles "Piercing of Low-Carbon Steel," "Blanking and
Piercing of Electrical Steel Sheet," and "Press Forming of High-Carbon Steel" in this Volume contain additional
information on the effect of work metal thickness on processing.
Distortion is often a problem in blanking complex shapes from thin low-carbon steel sheet by repeated strokes of a
notching die. Distortion of such parts can be minimized by the use of hardened stock and by performing the entire
blanking operation in one stroke in a single die.
Blanking of Low-Carbon Steel