ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Accuracy
Blanking in conventional dies readily produces parts within a total tolerance of 0.051 to 0.254 mm (0.002 to 0.010 in.),
depending on the accuracy of the dies and the condition of the press. The tolerances given in Table 4 in the article
"Piercing of Low-Carbon Steel" in this Volume generally also apply to blanks. The total tolerances listed under the
column head "Location" apply to the relationship of a point on the periphery of the blank to a hole or other reference
feature on the blank; the values listed under "Size" apply to a diameter for round blanks or to a similar control dimension
for other blank shapes.
The production of blanks to these tolerances is illustrated by the examples in this article and the article "Piercing of Low-
Carbon Steel." The following example describes the use of a compound die to maintain a total (envelope) tolerance of
0.13 mm (0.005 in.) on the relationship of a cam surface to a hole.
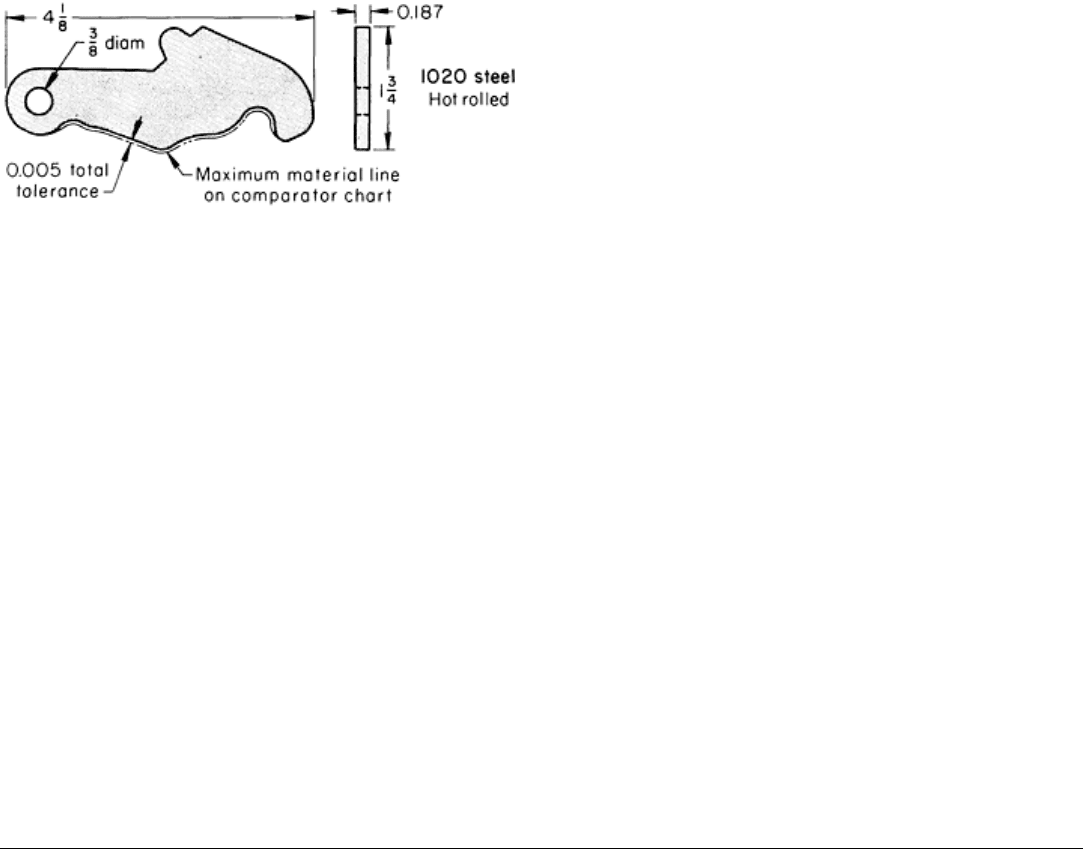
Example 9: Blanking and Piercing a Cam to 0.13 mm (0.005 in.) Total Tolerance
on Cam Surface in Relationship to Hole Position.
A compound die was used to blank and pierce the cam shown in Fig. 27 so that the hole would be in accurate relationship
to the cam surface. The die was made of A2 or equivalent tool steel and hardened to 62 HRC, and it had a clearance per
side equal to 10% of the stock thickness.
The cam, used in the hinge mechanism of an automobile
door, was blanked from hot-rolled 1020 steel 4.75 mm
(0.187 in.) thick. Samples of the cam were inspected
with an optical comparator, which compared the
relationship of hole and cam surface to an outline that
showed the full 0.13 mm (0.005 in.) tolerance, as
illustrated in Fig. 27.
In another operation, the cam surface was machined to
remove die break so that the edge would be square. The
cam was then case hardened.
The part was produced in a 1.4 MN (160 tonf) open-
back inclinable press at 60 strokes per minute. A sulfur-
base lubricant was used. Die life was 40,000 pieces per
sharpening.
Blanking and Piercing With Compound Dies. Example 6 in this article describes other applications of compound
dies in blanking and piercing to conventional tolerances. For parts made in a progressive die, the relationship of the blank
outline to features of the part produced in other stations of the die depends on the accurate fit of the pilot in the pilot hole.
Transfer dies ordinarily provide better accuracy than progressive dies because the positive location of separate parts can
be more precise than the roll feeding of coil stock with pilots.
Holding close tolerances on parts made in a progressive die is particularly difficult on soft or thin material because
distortion of the locating holes by the pilot is more likely. Handling problems that might contribute to excessive variation
in location or dimensions are not usually encountered in transfer dies, except with blanks of extremely thin material.
Shaving (see the following section in this article) is used to improve the accuracy of blank outlines to meet close
tolerances or to improve edge quality.
Short-run dies are generally less accurate than conventional dies. By using more accurate methods of constructing short-
run dies, closer tolerances on blanked work can be obtained, but at some increase in die cost (see the section
"Construction and Use of Short-Run Dies" in this article). Generally, making blanks by methods other than the use of dies
in presses, except for machining or grinding, results in a lower level of accuracy.
Blanking of Low-Carbon Steel
Shaving
Fig. 27
Cam that was blanked and pierced in a
compound die within an envelope tolerance of 0.13 mm
(0.005 in.) TIR. Dimensions given in inches
Shaving is an operation that can be performed after blanking to give a smooth, square edge and greater accuracy than can
be achieved in ordinary blanking. Shaving removes only the blanked edge--cutting away the deformed, broken, and
burred edge that was left in blanking. The elimination of these irregularities and the removal of locally work-hardened
metal minimize breakage of the work metal during subsequent flanging, particularly the flanging of holes. The scrap
produced in shaving is so thin that it resembles the chips produced in finish machining, rather than the usual scrap that is
produced in a press.
When shaving is planned for, a small amount of extra stock is left on the workpiece to be removed in shaving. Shaving
can be done in a separate operation, or it can be included in one station of a progressive die.
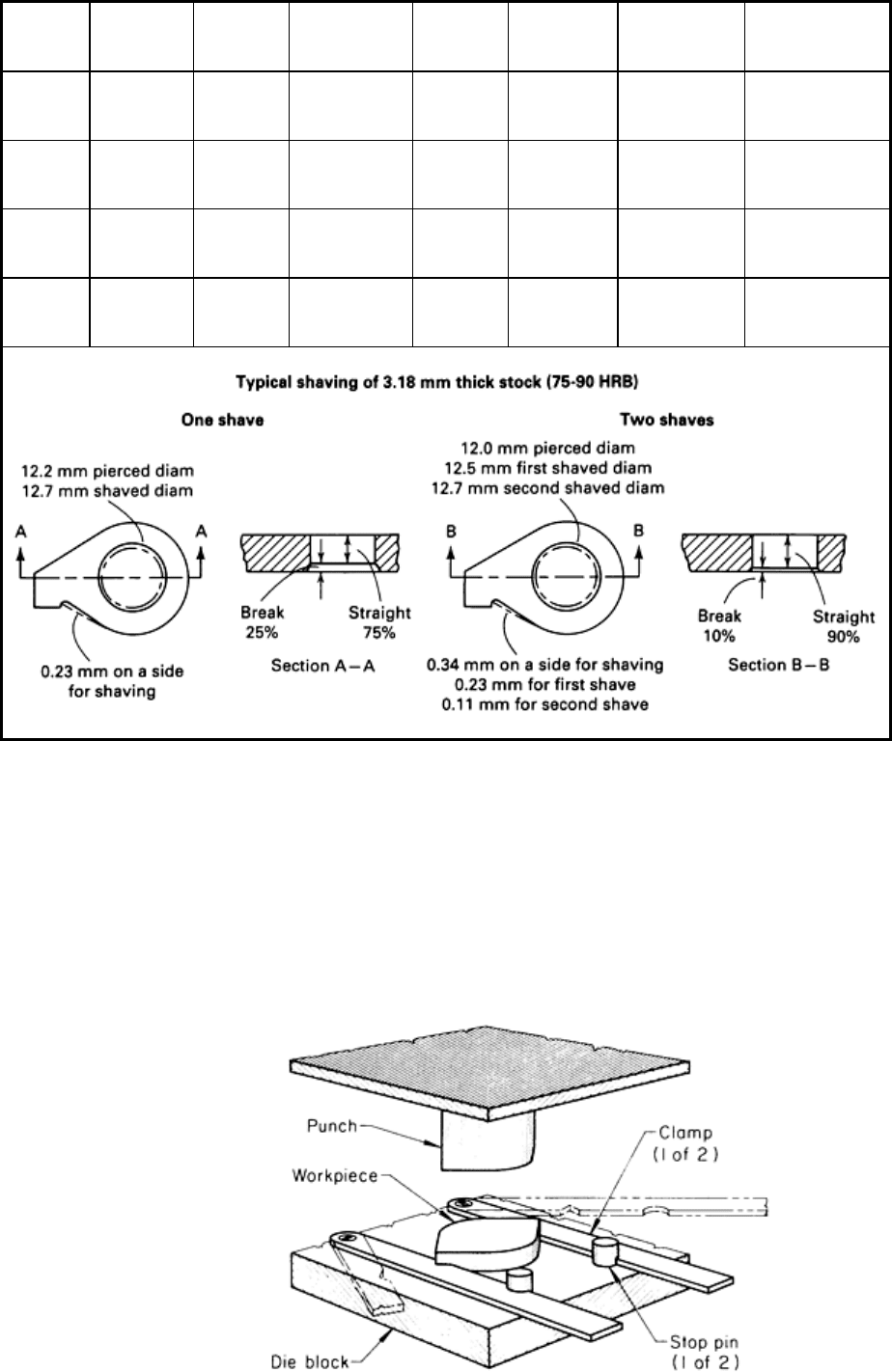
The shaving operation produces a straight, square edge, generally to about 75% of the metal thickness. Two shaves make
a better, straighter edge (to about 90% of the metal thickness) than does a single shaving operation. To eliminate rollover
from blank edges, which requires the removal of a greater amount of stock, it may be better to consider machining the
workpiece rather than shaving.
Punch-to-die clearances range from 0 to 1 % of stock thickness per side. Sturdy guideposts in a heavy die set are
necessary to maintain the close alignment needed to prevent damage to the punch and die.
Shaving causes more wear on a die than ordinary blanking, so that the die produces fewer parts per grind and needs more
frequent maintenance. Slivers of shaving scrap (chips) can jam feeding mechanisms, can become embedded in
workpieces, or can mar the punch and die surfaces if not removed after each press stroke. Because of these problems,
special attention must be given to die design when shaving is included among the operations done in a progressive die, as
illustrated in the following example.
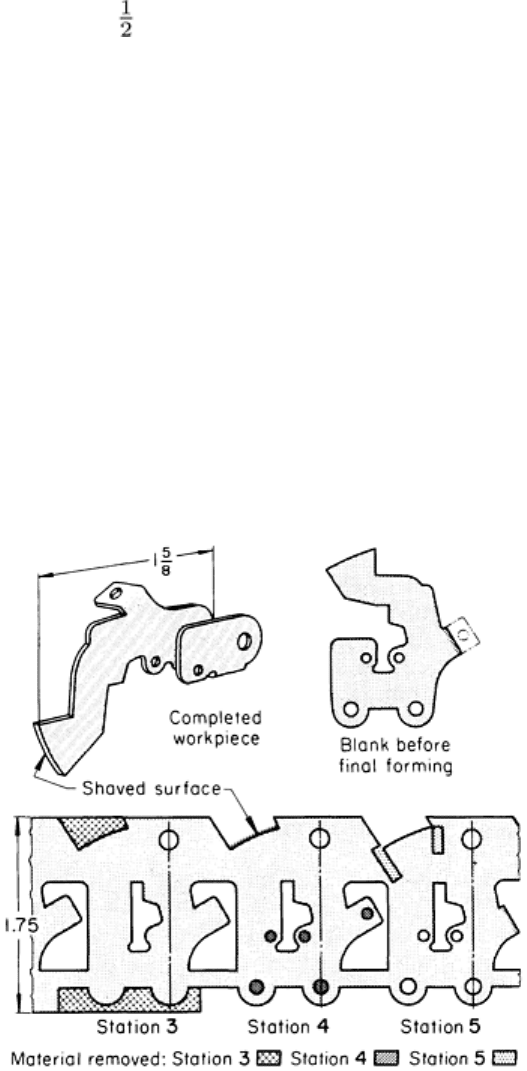
Example 10: Shaving in a Progressive Die.
In evaluating methods for high-volume production of the shaved low-carbon steel part shown in Fig. 28, the use of a
single progressive die for all cutting and forming operations was projected as the most economical method, principally
because this method would involve fewer operations and less handling than the other methods considered. However, two
major problems were anticipated. First, the life of the shaving tools was expected to be much shorter than that of the other
tools in the progressive die (which would have resulted in costly interruption of production to sharpen or replace the
shaving tools), and, second, it appeared likely that misfeed could occur from jamming of the feeding mechanism by
slivers of shaving scrap.
Fig. 28
Formed part on which a blanked edge was made smoother and more accurate by shaving (station 4)
after notching (station 3) in a progressive die. Dimensions given in inches
By designing the die and feeding mechanism to eliminate difficulties from these two sources, efficient and economical
production was obtained. The tools were of A2 air-hardening tool steel, hardened to 54 to 58 HRC for the forming
sections and to 60 to 62 HRC for the cutting sections. The shaving section was made with a replaceable insert to minimize
downtime when sharpening was needed. Damage to the progressive die from an accumulation of shaving scrap was
prevented by including in the die a stock stop (station 3, Fig. 28) and misfeed and double-thickness protectors.
The shaving was done in station 4, as shown in Fig. 28. The production rate was 80 pieces per minute in a 530 kN (60
tonf) mechanical press with a 50 mm (2 in.) stroke. Tolerance on most sections of the part was ±0.13 mm (±0.005 in.).
Additional information on the use of shaving to maintain close tolerances and to improve the quality of hole walls is
available in the article "Piercing of Low-Carbon Steel" in this Volume.
Shaving allowance, or the amount of stock to be removed from the workpiece, depends on the hardness and thickness
of the blank. Generally, the smallest amount of stock that will produce the desired result is left for the shaving operation.
Table 4 lists shaving allowances recommended by one manufacturer. When shaving only one edge of a blank, shifting of
the blank can be reduced by shaving the opposite edge as well, even if not required for function.
Table 4 Shaving allowances recommended by one manufacturer
Allowance per side for steel with HRB hardness of:
Blank thickness
50-66 75-90
90-105
mm in. mm in. mm in. mm
in.
First shave (or a single shave)
1.19 0.047 0.064 0.0025 0.076 0.003 0.102
0.004
1.57 0.062 0.076 0.003 0.102 0.004 0.127
0.005
1.98 0.078 0.089 0.0035 0.127 0.005 0.152-0.178
0.006-0.007
2.39 0.094 0.102 0.004 0.152 0.006 0.178-0.203
0.007-0.008
2.77 0.109 0.127 0.005 0.178 0.007 0.229-0.279
0.009-0.011
3.18 0.125 0.178 0.007 0.229 0.009 0.305-0.356
0.012-0.014
Second shave (add to first shave)
1.19 0.047 0.032 0.00125 0.038 0.0015 0.051
0.002
1.57 0.062 0.038 0.0015 0.051 0.002 0.064
0.0025
1.98 0.078 0.044 0.00175 0.064 0.0025 0.076-0.089
0.0030-0.0035
2.39 0.094 0.051 0.002 0.076 0.003 0.089-0.102
0.0035-0.0040
2.77 0.109 0.064 0.0025 0.089 0.0035 0.114-0.140
0.0045-0.0055
3.18 0.125 0.089 0.0035 0.114 0.0045 0.152-0.178
0.006-0.007
Setups or Shaving. Shaving requires that the blank be accurately located over the die or the punch, because only a few
thousandths of an inch of metal is removed by the operation (Table 4). Piloting pins, projecting from the punch, can
engage holes in the blank to ensure proper location. If the holes are not included in the original design, it may be
permissible to add them for locating purposes only.
If adding holes is not permitted, a locating device such as that shown in Fig. 29 can be used. The clamping arms engage
the blank at suitable nesting points. When the punch descends, the shaved blank falls through the die. The position of the
clamping arms is fixed by the two stop pins.
Fig. 29 Shaving die with a device for locating a blank with no holes for piloting.
Operation of this die can be improved by he use of a spring-loaded ejector and pressure pad within the die opening. As the
punch ascends, the ejector lifts the shaved workpiece above the die face, thus eliminating the fall through the die block,
which may result in dents or other surface defects.
Blanking of Low-Carbon Steel
Burr Removal
The shape, height, and roughness of burrs must be controlled to some degree in nearly all blanking operations. Complete
elimination of burrs is not possible, but their formation can be minimized by the use of proper clearance between punch
and die and by good maintenance.
Exposed burrs on the finished part can be unsafe and unsightly. Burrs on some blanked work can cause difficulties in
forming and can increase the rate of workpiece breakage and die wear. Burrs can be removed by grinding, which
generally removes the burr and a portion of the work-hardened edge. Tumbling in a barrel is a common method of
deburring small parts. Other deburring methods include chemical and electrolytic deburring, belt grinding, polishing and
ultrasonic methods, as described in Surface Engineering, Volume 5 of the ASM Handbook. Hand scrapers can be used to
remove burrs from irregular shapes or soft metal parts.
Blanking of Low-Carbon Steel
Blanking In Presses Versus Alternative Methods
Fine edge blanking is primarily used where die break is unacceptable and would require removal by subsequent
shaving if conventional blanking were used. In fine edge blanking, there is no die break, and the entire wall surface of the
cut is burnished. Additional information is available in the article "Fine Edge Blanking and Piercing" in this Volume.
Milling is applicable mainly for cutting stacked parts, for short runs, and for making parts that are subject to frequent
design change. It substitutes an inexpensive template for a conventional punch and die.
Chemical blanking may be competitive with blanking in presses for intricate parts that are only a few thousandths of
an inch thick. Combs for electric shavers, for example, are more frequently made by the chemical blanking of stainless
steel than by mechanical blanking methods.
Contour band sawing and gas cutting may be competitive with blanking for stacked parts and thick material.
Blanking of Low-Carbon Steel
Safety
In all blanking operations, as in all press operations, there are hazards to operators, repairmen, and personnel in the
vicinity. No press, die, or auxiliary equipment should be considered operable until these hazards are eliminated by
installing necessary guards and other safety devices. The operator and all persons working around the blanking operation
should be instructed in all precautions for safe operation before work is started. Additional information is available in the
article "Presses and Auxiliary Equipment for Forming of Sheet Metal" in this Volume.
Piercing of Low-Carbon Steel
Introduction
PIERCING is the cutting of holes in sheet metal, generally by removing a slug of metal, with a punch and die. Piercing is
similar to blanking, except that in piercing the work metal that surrounds the piercing punch is the workpiece and the
punched-out slug is scrap, while in blanking the workpiece is punched out.
The term piercing is used in this article, and in related articles in this Volume, to denote the production of a hole by
removing a slug of metal with a punch and die. However, some prefer the terms punching or perforating, limiting the term
piercing to the use of a pointed punch that tears and extrudes a hole without cutting a slug of metal. The term perforating
is also sometimes used in the special sense of cutting many holes in a sheet metal workpiece by removing slugs with
several punches.
Piercing is ordinarily the fastest method of making holes in steel sheet or strip and is generally the most economical
method for medium-to-high production. Pierced holes can be almost any size and shape; elongated holes are usually
called slots. The accuracy of conventional tool steel or carbide dies provides pierced holes with a degree of quality and
accuracy that is satisfactory for a wide variety of applications.
Additional information on piercing is available in the articles "Blanking of Low-Carbon Steel," "Fine Edge Blanking and
Piercing," "Press Forming of High-Carbon Steel," and "Blanking and Piercing of Electrical Steel Sheet" in this Volume.
Piercing of Low-Carbon Steel
Characteristics of Pierced Holes
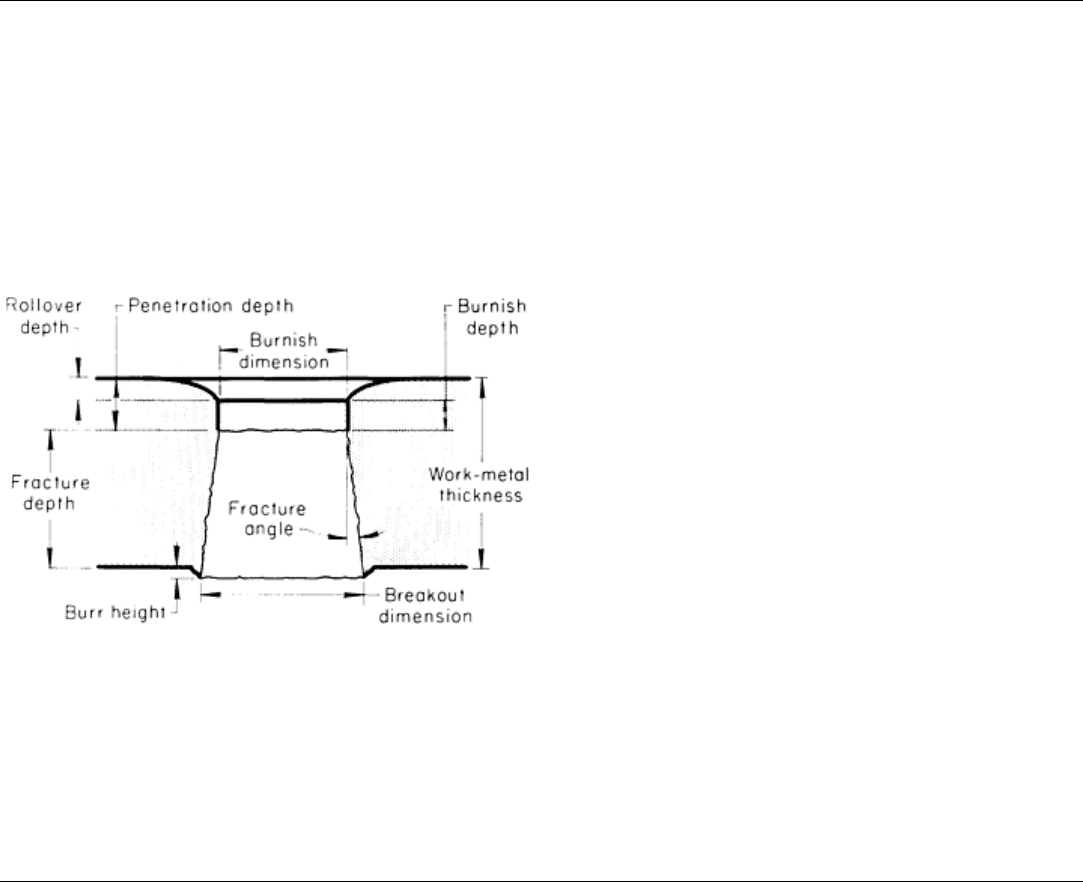
Pierced holes are different from through holes that are produced by drilling or other machining methods. A properly
drilled or otherwise machined through hole has a side-wall that is straight for the full thickness of the work metal, with a
high degree of accuracy in size, roundness, and straightness. The sidewall of a pierced hole is generally straight and
smooth for only a portion of the thickness, beginning near the punch end of the hole; the rest of the wall is broken out in
an irregular cone beyond the straight portion of the hole, producing fracture, breakout, or die break (Fig. 1).
The piercing operation typically begins as a cut that
produces a burnished surface on the hole wall and
some rollover (curved surface caused by deformation
of the workpiece before cutting begins), as illustrated
in Fig. 1. The punch completes its stroke by breaking
and tearing away the metal that was not cut during the
beginning of the piercing operation.
The combined depth of rollover and burnish is a
measure of the penetration depth of the stroke, also
shown in Fig. 1. This is the part of the stroke during
which the cutting force is exerted, before the metal
fractures or breaks away (Fig. 1).
The amount of penetration before fracture is
commonly expressed as a percentage of the stock
thickness. In general, the percentage of penetration
depends more on the material than on other factors,
such as punch-to-die clearance. Table 1 in the article
"Blanking of Low-Carbon Steel" in this Volume
shows the average percentage of penetration (before fracture) in various metals under typical piercing or blanking
conditions. The percentage of penetration affects energy consumption and cutting force in blanking or piercing, as
described in the article "Blanking of Low-Carbon Steel" in this Volume.
Piercing of Low-Carbon Steel
Quality of Hole Wall
If the sidewall of a pierced hole is not smooth or straight enough for the intended application, it can be improved by
shaving in a die or by reaming. When done in quantity, shaving is the least expensive method of improving the sidewall
of a pierced hole. Shaving in one or two operations generally makes the sidewall of a hole uniform and smooth through
75 to 90% of the stock thickness.
Fig. 1
Characteristics of a pierced hole. Curvature and
angles are exaggerated for emphasis.

Superior accuracy and smoothness of hole walls can be obtained by fine edge piercing. With this method, one stroke of a
triple-action press pierces holes with smooth and precise edges for the entire thickness of the material. Additional
information is available in the article "Fine Edge Blanking and Piercing" in this Volume.
Burr height is an important element in hole quality, and a maximum burr height is usually specified. For most
applications, the limit on burr height is between 5 and 10% of stock thickness. Burr height in piercing a given workpiece
is primarily governed by punch-to-die clearance and tool sharpness.
Burr condition and limits usually determine the length of run before the punch and die are resharpened. With good
practice, burr height generally ranges from 0.013 to 0.076 mm (0.0005 to 0.003 in.), but may be much greater, depending
on workpiece material and thickness, clearance, and tool condition. As an alternative to limiting the length of run to
control burr condition, unacceptable burrs can be removed by shaving or deburring, as described in the article "Mass
Finishing" in Surface Engineering, Volume 5 of the ASM Handbook.
Piercing of Low-Carbon Steel
Selection of Die Clearance
Clearance, or the space between the punch and the sidewall of the die, affects the reliability of operation of piercing (and
blanking) equipment, the characteristics of the cut edges, and the life of the punch and die. Published recommendations
for clearances have varied widely, with most suggesting a clearance per side of 3 to 12.5% of the stock thickness for steel.
Establishment of the clearance to be used for a given piercing or blanking operation is influenced by the required
characteristics of the cut edge of the hole or blank and by the thickness and the properties of the work metal. Larger
clearances prolong tool life. An optimal clearance can be defined as the largest clearance that will produce a hole or blank
having the required characteristics of the cut edge in a given material and thickness. Because of differences in cut-edge
requirements and in the effect of tool life on overall cost, clearance practices vary among plants and for different
applications.
No single table or formula can specify an optimal clearance for all situations encountered in practice. Starting with
general guidelines, trial runs using several different clearances may be needed to establish the most desirable clearance
for a specific application. The following general principles are useful in making adjustments:
•
Rollover (plastic deformation) and burnish depths are greater in thick material than in thin material and
are greater in soft material than in hard material
• Clearance (in decimal parts of an i
nch) needed to produce a given type of edge should vary directly with
material thickness and hardness, and inversely with ductility
All clearance values given in this article are for clearance per side, except where indicated.
Piercing of Low-Carbon Steel
Edges
More specific guidance in selecting die clearances is provided by considering the types of edges produced with different
clearances.
Edge Types. The acceptability of a punched hole or a blank is generally based on the condition of the cut edge and its
suitability for the application. Usable holes and blanks can be obtained over a broad range of punch-to-die clearances,
each resulting in a different edge condition. Figure 2 shows five types of edges that result from the use of different
clearances in piercing or blanking low-carbon steel at a maximum hardness of 75 HRB. The tabular data accompanying
Fig. 2 include approximate ranges of fracture or breakout angles, rollover, burnish and fracture depths, and burr
characteristics for the five edge types. Table 1 lists the clearance ranges that will produce these edges when piercing or
blanking various metals.
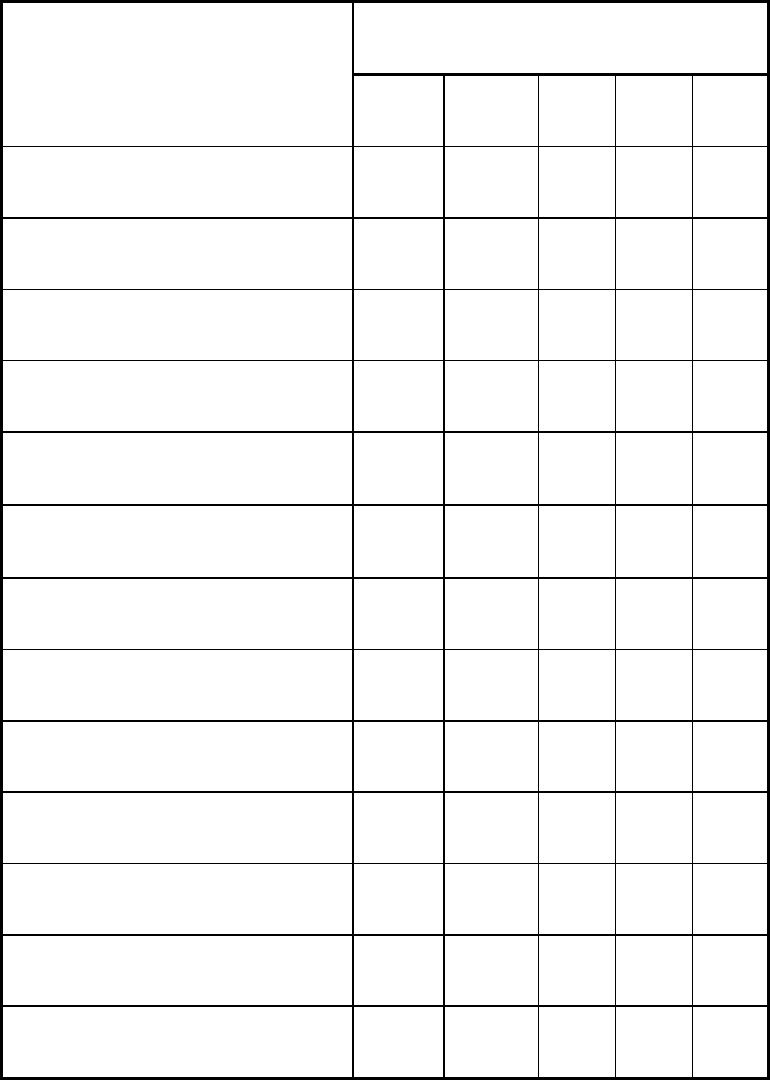
Table 1 Punch-to-
die clearances for piercing or blanking various metals to produce the five types of edges
shown in Fig. 2
For clearances that produce type 1, 2, and 3 edges, it is ordinarily necessary to use ejector punches or other devices to prevent the slug
from adhering to the punch.
Clearance per side, % of stock thickness
Work metal
Type 1
(a)
Type 2 Type 3
Type 4
Type 5
Low-carbon steel 21 11.5-12.5
8-10 5-7
1-2
High-carbon steel 25 17-19 14-16 11-13
2.5-5
Stainless steel 23 12.5-13.5
9-11 3-5
1-2
Aluminum alloys
Up to 230 MPa (33 ksi) tensile strength
17 8-10 6-8 2-4
0.5-1
Over 230 MPa (33 ksi) tensile strength
20 12.5-14 9-10 5-6
0.5-1
Brass, annealed 21 8-10 6-8 2-3
0.5-1
Brass, half hard 24 9-11 6-8 3-5
0.5-1.5
Phosphor bronze 25 12.5-13.5
10-12 3.5-5
1.5-2.5
Copper, annealed 25 8-9 5-7 2-4
0.5-1
Copper, half hard 25 9-11 6-8 3-5
1-2
Lead 22 8-10 6.5-7.5
4-6
1.5-2.5
Magnesium alloys 16 5-7 3.5-4.5
1.5-2.5
0.5-1
(a)
Maximum.
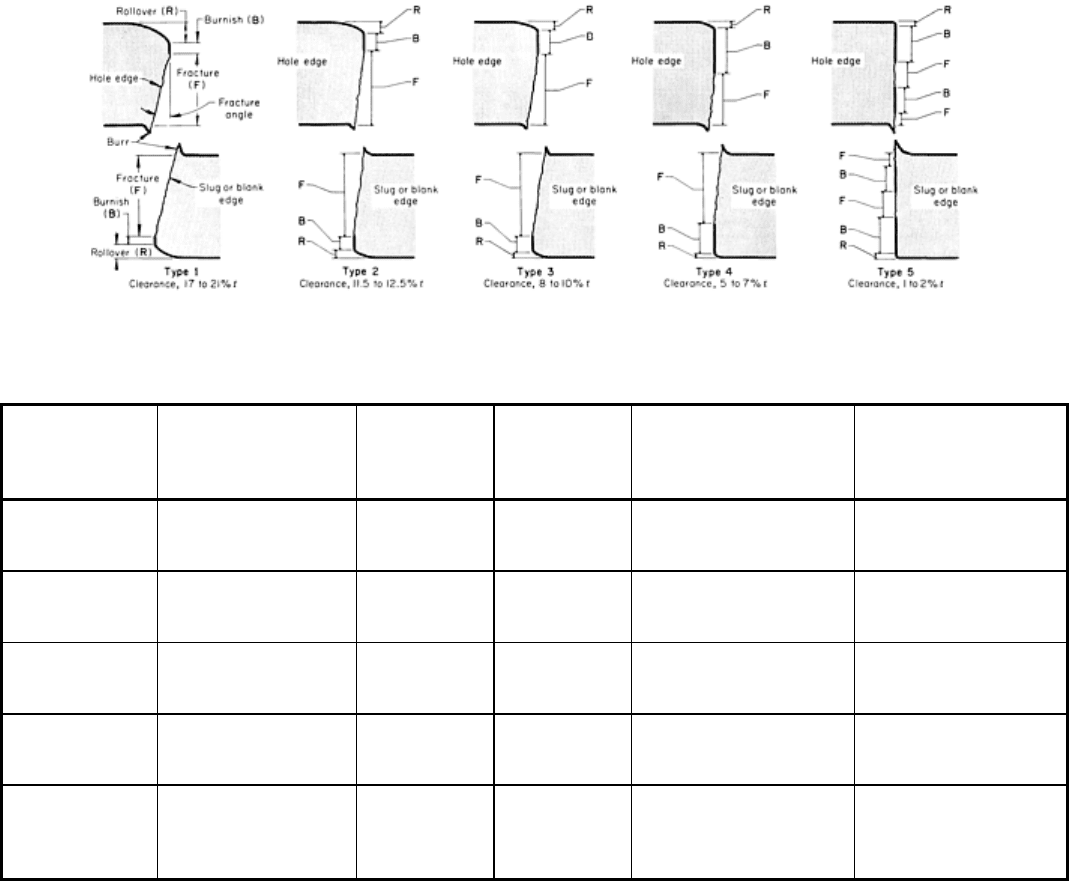
Edge
characteristic
Type 1 Type 2 Type 3 Type 4
Type 5
Fracture angle 14-16° 8-11° 7-11° 6-11°
. . .
Rollover
(a)
10-20% t 8-10% t 6-8% t 4-7% t
2-5% t
Burnish
(a)
10-20% t
(b)
15-25% t 25-40% t 35-55% t
(c)
50-70% t
(d)
Fracture 70-80% t 60-75% t 50-60% t 35-50% t
(e)
25-45% t
(f)
Burr Large, tensile plus
part distortion
Normal,
tensile only
Normal,
tensile only
Medium, tensile plus
compressive
(g)
Large, tensile plus
compressive
(g)
(a)
Rollover plus burnish approximately equals punch penetration before fracture.
(b)
Burnish on edge of slug or blank may be small and irregular or even absent.
(c)
With spotty secondary shear.
(d)
In two separate portions, alternating with fracture.
(e)
With rough surface.
(f)
In two separate portions, alternating with burnish.
(g)
Amount of compressive burr depends on die sharpness.
Fig. 2 Effect of punch-to-die clearance per side (as a percentage of stock thickness, t
) on characteristics of
edges of holes and slugs (or blanks) produced by piercing or blanking low-
carbon steel sheet or strip at a
maximum hardness of 75 HRB. Table 1 lists clearances for producing the fiv
e types of edges in various metals.
See text for additional discussion and for applicability of the five types of edges.
Type 1. This type of edge has a large rollover radius and a large burr that consists of a normal tensile burr in addition to
bending or deformation at the edge. Burnish depth is minimal. Fracture depth is about three-fourths of stock thickness,
and the fractured surface has a large angle. This edge is satisfactory for noncritical applications in which edge quality and
part flatness are not important.
Type 2. This edge, which has a moderate rollover radius, normal tensile burr, and a small fracture angle, provides
maximum die life and a hole or blank that is acceptable for general work in which a large burnish depth is not required.
Burnish depth plus rollover depth is about one-third of stock thickness; fracture depth, about two-thirds.
Type 3. This edge has a small rollover radius, a normal tensile burr, and a small fracture angle. It has low residual stress
and is therefore particularly desirable for use in parts made of work-hardenable material that will undergo severe forming.
The clean stress-free edge reduces the possibility of edge cracking during forming. Burnish depth plus rollover depth is
one-third to one-half of stock thickness.
Type 4. This is a desirable edge for stampings used for mechanisms or parts that must receive edge finishing such as
shaving or machining. The edge has a very small rollover radius, a medium tensile and compressive burr, and a small
fracture angle. Burnish depth plus rollover depth is about two-thirds of stock thickness. This edge type can be recognized
by the spotty appearance of secondary shear on the fractured surface.
Type 5. This edge has a minimum rollover radius and a large tensile and compressive burr, and it can be recognized by
the complete secondary shear on the cut surface. It is useful in applications in which edges must have a maximum of
straight-wall depth without secondary operations. On steel and other hard metals, die life is extremely short. The edge can
be useful on some of the softer metals, which allow a reasonable die life.
Edge Profiles. The exact profile of the edge varies somewhat for different work metals, depending on the properties of
the metal. Results are also slightly affected by:
• Face shear on punch or die
• Punch-to-die alignment
• Proximity to adjacent holes
• Distance to adjacent blanked edges
• Orientation of the different portions of the cut edge with respect to the rolling direction of the stock
• Ratio of hole size to stock thickness
• Internal construction of the die cavity
• Lubrication
The edge profiles illustrated in Fig. 2, as well as the estimates of fracture angles and the relative amounts of rollover,
burnish, fracture, and burr given in the accompanying table, are intended to represent production conditions, allowing for
the normal range of tool sharpness encountered in piercing and blanking low-carbon steel sheet.
The clearance values given in Table 1 for piercing and blanking various metals to produce the five types of edges were
obtained in laboratory tests. The cutting edges of the punches were stoned to a radius of 0.05 to 0.15 mm (0.002 to 0.006
in.) to simulate an amount of wear corresponding to the approximate midpoint of a production run. No lubricant was used
on the work metal.
As clearance is increased from the low values used for type 5 edges to those used for type 1 edges, several effects are
evident. The edge profile deviates more and more from straightness and perpendicularity as rollover, fracture angle, and
fracture depth increase, while burnish depth decreases proportionately. Total burr height initially decreases as its