ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Tin alloys 20-77
2.90-11.1
Titanium alloys 414-483
60-70
Zinc alloys 97-262 14-38
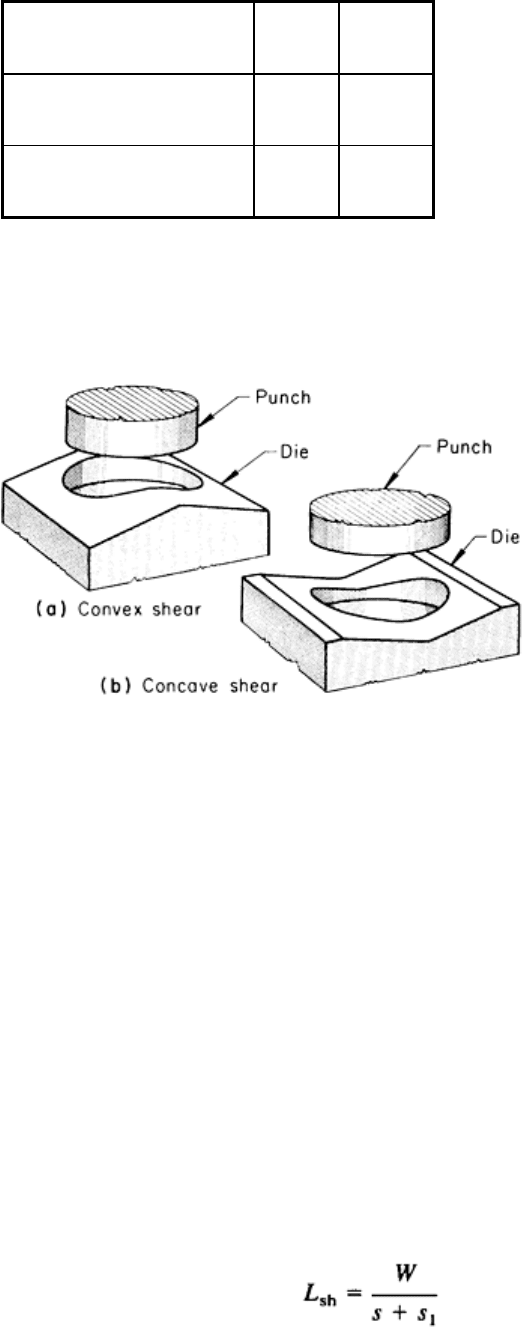
Cutting Force: Dies With Shear. For cutting large blanks, shear can be applied to the face of the die by grinding it at
an angle to the motion of the punch (Fig. 10), but shear is not used in cutting small blanks. Shear reduces shock in the
press, as well as blanking noise and blanking force, but the same amount of work is done as with a flat die surface.
The most common type of shear used on the die is
convex (Fig. 10a). The apex of the die face is slightly
rounded to avoid initiating a crack in the work metal.
Concave shear (Fig. 10b) is somewhat more difficult
to grind on the die, but holds the work metal more
securely during blanking. A radius approximately
equal to that of the grinding wheel is produced where
the ground surfaces meet.
A third type of shear, sometimes used on a die for a
large blank, consists of a wavy or scalloped surface
around the die opening. This technique uses several
convex and concave shear surfaces around the die
opening. The punch load is distributed over the entire
die surface, thus minimizing punch shift.
The amount of shear in a die can be less than or
greater than stock thickness. Shear that is equal in
depth or greater than the stock thickness is called full
shear.
The cutting force for a die with shear can be calculated after first finding the work done (energy used) in blanking. The
work done in blanking equals the force required in blanking (load on the press) multiplied by the distance that the force
acted:
W = Ls
(Eq 2)
where W is the work done in blanking (in inch-pounds), L is the load (in pounds), and s is the distance the load acts
(thickness multiplied by percentage of penetration before fracture) (in inches). To obtain accurate work values, the
percentage penetration must be known accurately.
Cutting or blanking force is reduced by the use of angular shear in the die; the amount of reduction in force depends on
the depth of the angular shear. The reduced average cutting force on the press is:
(Eq 3)
where L
sh
is the average cutting force (in pounds), with angular shear, W is the work done in blanking (in inch-pounds), s
is the distance (in inches) that the load acts (thickness multiplied by percentage of penetration before fracture), and s
1
is
the depth of angular shear (in inches).
Fig. 10
Convex shear and concave shear on blanking dies.
Angle and depth of shear are exaggerated for emphasis.
Normally, depth of shear does not greatly exceed stock
thickness.

In simplified practice, some plants ignore partial shear in calculating cutting force for blanking. When full shear is used,
force is calculated as without shear and then reduced by 30%.
Stripping force is the force needed (when drop-through is not used) to free the blank from the die or the strip from the
punch when they stick or jam because of springback. Stripping force can be calculated using:
L
st
= kA
(Eq 4)
where L
st
is the stripping force (in pounds), k is a stripping constant (in pounds per square inch), and A is the area of the
cut surface (in square inches) (stock thickness t multiplied by length or perimeter of cut l). Approximate values for the
constant k (as determined by experiment for low-carbon steel) are:
• 1500 for sheet metal thinner than 1.57 mm (0.062 in.) when the cut i
s near an edge or near a preceding
cut
• 2100 for other cuts in sheet thinner than 1.57 mm (0.062 in.)
• 3000 for sheet more than 1.57 mm (0.062 in.) thick
Blanking of Low-Carbon Steel
Factors That Affect Processing
Factors that affect the processing of blanks include the following:
• Size and shape of the blank
• Material for blanking
• Form in which the material is supplied
• Thickness of the blank
• Production quantity and schedule
• Quality specifications
• Availability of equipment and tools
• Number and type of subsequent operations required for completing the work
The size and shape of the blank affect the form and handling of the material blanked, the blanking method, and the
handling of the completed blank. The thickness of the blank affects the press load required (see the section "Calculation
of Force Requirements" in this article), the selection of equipment, and the choice of blanking and handling methods (see
the section "Effect of Work Metal Thickness" in this article).
Production quantity and schedule determine the choice of equipment. A total production of fewer than 10,000 pieces is
considered a short run; 10,000 to 100,000 pieces, a medium run; and more than 100,000 pieces, a long run.
Quality specifications and tolerances for thickness, camber, width, length, flatness, and finish affect the handling of the
material. The availability of single-, double-, or triple-action presses (rated at various force capacities, sizes, speeds,
lengths of stroke, strokes per minute, and shut heights) affects the selection of the processing method. The availability and
capacity of auxiliary press equipment can have an effect on the selection of a tooling system and on whether a part can be
made in-plant.
Operations that follow blanking also affect the choice of equipment, the processing method, and the handling procedures.
Such subsequent operations may include piercing, bending, forming, deep drawing, machining, grinding, or finishing.
Only rarely is the blank a final product.
Blanking of Low-Carbon Steel
Selection of Work Metal Form
Work metal for blanking in presses is usually in the form of flat sheets, strip, or coil stock. Less frequently, steel plate is
blanked in presses (see the section "Effect of Work Metal Thickness" in this article). In some applications, the metal is
preformed before blanking.
Special preparation of the work metal is usually not required for the blanking operation itself. However, annealing,
leveling, or cleaning is often needed because of subsequent forming operations on the blank, as discussed in the article
"Press Forming of Low-Carbon Steel" in this Volume.
Sheet or Strip. Flat sheet is usually the work metal for large blanks, such as automobile roofs. Square-sheared sheet
can be used as a blank, or it can be blanked in a die. Small quantities of blanks, regardless of size, are usually made from
straight lengths of sheet or strip.
Coil stock is used for mass production, whenever possible. In continuous production, the use of coil stock can save as
much as one-third of the time needed for producing an equal quantity from flat stock. In addition, there are fewer scrap
ends when coil stock is used.
Sheet metal is the least expensive when it is supplied in large coils from the mill. For most applications, the coil must be
slit to the proper width for blanking, and some edge material must be trimmed off. Parts can sometimes be made most
economically in a progressive die by using coil stock that is the width of the developed blank.
Blanking of Low-Carbon Steel
Blank Layout
In the medium and high production of medium-size blanks, the cost of material is 50 to 75% of the total cost of the blank;
for large blanks, it may be more than 95% of the total cost of the blank. Substantial savings in net material cost can often
be achieved by coordinating blank layout with the selection of stock form and width to minimize the amount of scrap
produced.
Several trial layouts may be needed to find the width of stock and the layout that use the material most efficiently while
taking into account the possible effects of orientation of parts on subsequent operations. The layout must include the
minimum workable scrap allowance between blanks, providing just enough material to support or hold down the strip
during blanking. Scrap allowances, based on the use of well-maintained equipment and good shop practice, are given in
Table 3.
Table 3 Scrap allowance for blanking
Scrap allowance when length of skeleton segment between blanks or along edge is:
2t or less
Greater than 2t
Thickness of
stock, t
Edge of stock
to blank
Between blanks
in row
Thickness of
stock, t
Edge of stock
to blank
Between blanks
in row
Work metal
mm in. mm in. mm in. mm in. mm in. mm
in.
Metals in general Up to
0.53
Up to
0.021
1.27 0.050 1.27 0.050 Up to
1.12
Up to
0.044
1.27 0.050 1.27
0.050
Standard strip stock 0.56-
1.40
0.022-
0.055
1.02 0.040 1.02 0.040 Over
1.12
Over
0.044
0.9t 0.9t 0.9t
0.9t
Over
1.40
Over
0.055
0.7t 0.7t 0.7t 0.7t
Up to
1.07
Up to
0.042
1.52 0.060 1.27 0.050 Up to
0.84
Up to
0.033
1.52 0.060 1.27
0.050
Extra-wide stock and
weak scrap skeleton
Over
1.07
Over
0.042
1.4t 1.4t 1.2t 1.2t Over
0.84
Over
0.033
1.8t 1.8t 1.6t
1.6t
Up to
1.07
Up to
0.042
1.52 0.060 1.27 0.050
(a)
Up to
0.84
Up to
0.033
1.52 0.060 1.27
0.050
(a)
1.09-
1.40
0.043-
.055
1.4t 1.4t 1.02 0.040 0.86-
1.12
0.034-
0.044
1.8t 1.8t 1.02
0.040
Stock run through
twice
Over
1.40
Over
0.055
1.4t 1.4t 0.7t 0.7t Over
1.12
Over
0.044
1.8t 1.8t 0.9t
0.9t
Up to
1.07
Up to
0.042
1.52 0.060 1.27 0.050
(b)
Up to
0.84
Up to
0.033
1.52 0.060 1.27
0.050
(b)
Stock run through
twice; blanks in rows 1
and 2 interlock
Over
1.40
Over
0.042
1.4t 1.4t 1.4t 1.4t Over
0.84
Over
0.033
1.8t 1.8t 1.8t
1.8t
Up to
1.40
Up to
0.042
1.52
min
0.060
min
1.52
min
0.060
min
Up to
0.84
Up to
0.033
1.52
min
0.060
min
1.52
min
0.060
min
Stainless, silicon and
spring steels
Over
1.40
Over
0.042
1.4t 1.4t 1.4t 1.4t Over
0.84
Over
0.033
1.8t 1.8t 1.8t
1.8t
Nickel-base
magnetically soft
alloys
All All 1.52 0.060 1.52 0.060 All All 1t 1t
(c)
1t 1t
(c)
(a)
Allowance between blanks in the same row and also between blanks of the first and second rows.
(b)
Allow 1.52 mm (0.060 in.) between blanks at first and second rows.
(c)
When the blank edge is parallel to the edge of the stock or when the length of the skeleton segment between blanks is more than 4t, scrap
allowance is 1.8t.
The percentage of scrap in a strip layout can be calculated as:
(Eq 5)
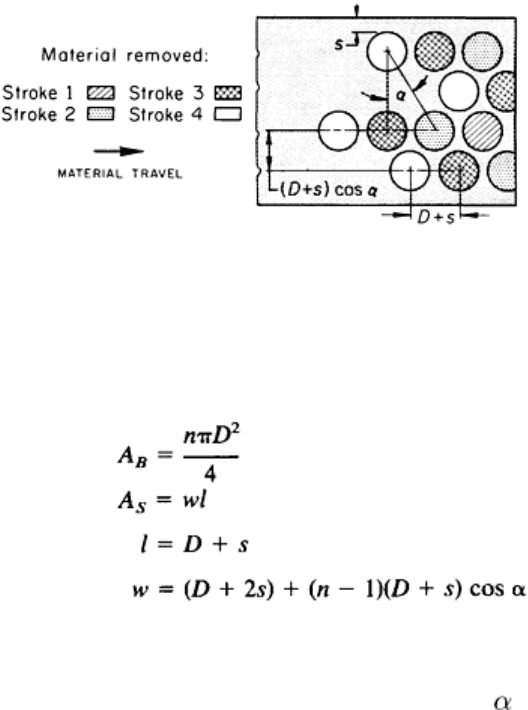
where A
B
is the area of blanks produced in one press stroke and A
S
is the area of strip consumed by one press stroke, or
strip width times feed length.
Round blanks can be staggered in rows, at the same spacing as for hexagons (Fig. 11), for the most efficient blanking
from a long strip. With such a layout, 20 to 40% more blanks can be made from a given amount of material than by
blanking each circle from a separate square. With the layout shown in Fig. 11, each press stroke (after the third stroke)
produces four blanks--spaced to provide enough room for mounting the punches and dies.
Fig. 11 Strip layout for blanking four circles per stroke with minimal material waste
The percentage of scrap loss for the layout of Fig. 11 can be calculated using Eq 5 and the following:
(Eq 6)
where n is the number of rows of blanks across the strip width, D is the blank diameter (in inches), l is the feed length
(one blank made in each row per press stroke) (in inches), w is the strip width (in inches), s is the scrap allowance from
the edge of the strip to the blank and between blanks (in inches), and is the angular displacement between blanks (in
degrees). The area of the holes pierced in a blank is not considered in these calculations, because it does not affect the
efficiency of the layout.
Rectangular blanks can generally be laid out more easily than other shapes.
Odd-shape blanks are generally more difficult to lay out for the greatest economy.
Nesting, or the interlocking of blanks in the layout to save material, should be done wherever the shape of the blank
permits. Nesting is possible with many irregular blanks.
Figure 12 shows a layout in which irregular blanks are nested so that an appreciable amount of material is saved. A
double die can be used with such a layout, blanking two pieces per stroke. A single die can be used for short runs; the
strip is turned around after the first pass and fed through the die again.
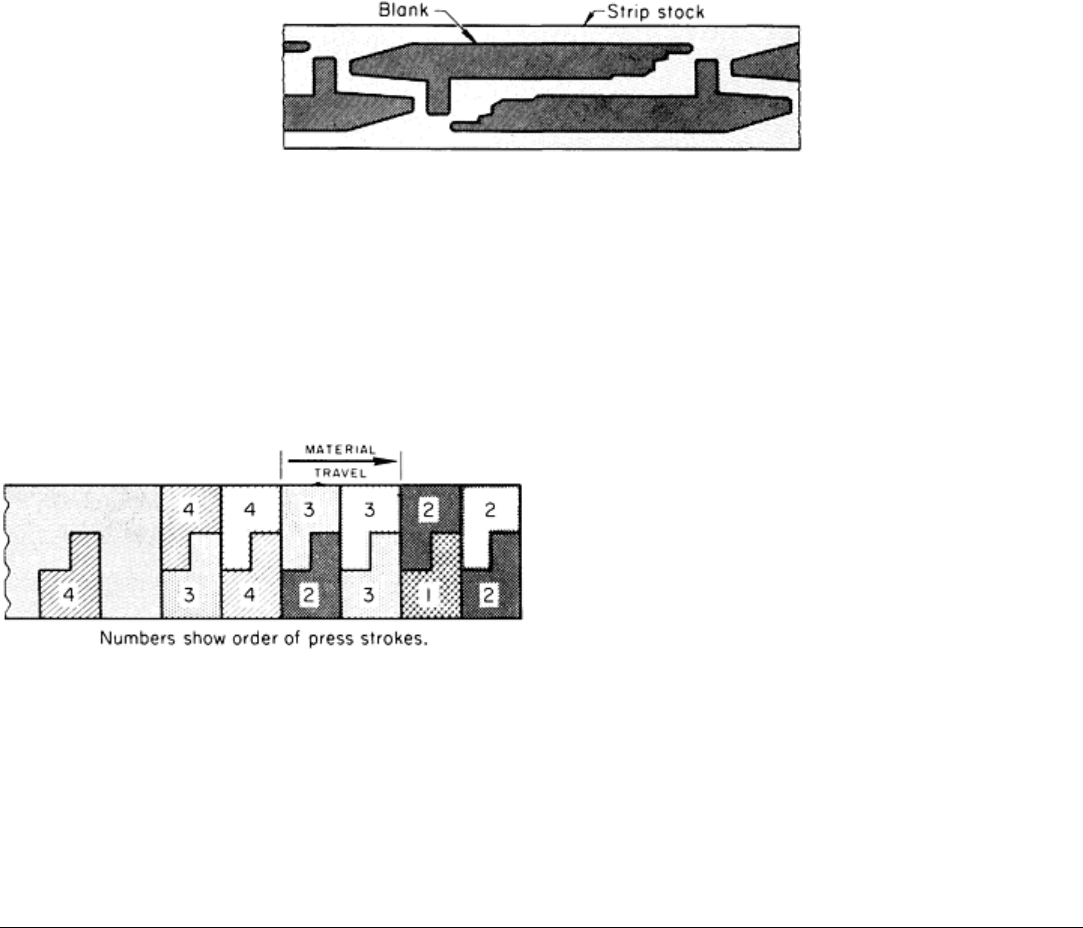
Fig. 12 Nesting of irregular blanks in layout to save material
Another way of nesting blanks is a layout such as that illustrated in Fig. 13. With this layout, three punches cut four
pieces per stroke (after the third press stroke) in a shearing action that produces no scrap except at the ends of the strip.
Other strip layouts in which the blanks have been nested are shown in the articles "Press Bending of Low-Carbon Steel"
and "Press Forming of Low-Carbon Steel" in this Volume.
Use of Full Stock Width. Blanks that have two
parallel sides can sometimes be made most
economically in a layout that uses the full width of the
stock. The remaining outline of the blank is produced
by shearing, lancing, notching, parting, or a
combination of these.
Effect of Rolling Direction. For blanks that must
later be bent or formed, consideration must be given in
layout to the orientation of the blanks with respect to
the direction of rolling (grain direction). Ideally,
blanks should be laid out so that severe bends are
made with the bend axis at right angles to the direction
of rolling or, if this is not practical, with the bend axis
at an angle to the direction of rolling. Stretching
should be in the direction of rolling, whenever
possible. Examples and illustrations of blank layouts
made to take advantage of the direction of rolling are
provided in the articles "Press Bending of Low-Carbon Steel" and "Press Forming of Low-Carbon Steel" in this Volume.
Blanking of Low-Carbon Steel
Welded Blanks
Welded blanks are used when they have advantages over one-piece blanks, as in the following situations:
• The welded blank may cost less than an equivalent one-piece blank if scrap or other low-
cost metal can
be used to make the welded blank or if tooling and production for the one-
piece blank cost more than
for the welded blank.
• Stock for a welded blank may be more readily available than stock for an equivalent one-piece blank.
•
The blank may have a shape that would waste more material if it were made in one piece instead of
being welded. Material can sometimes be saved by welding projecting portions, such as tabs and ears, to
simpler shapes.
• The
welded blank, when used in subsequent forming operations, may reduce the cost of tooling. Flat or
simple shapes are welded in a layout designed to avoid the presence of seams in certain portions of the
blank and to permit automatic welding, if possible.
Large blanks that would cost extra because of width or for other reasons if they were made in one piece can sometimes
be made at less cost by welding.
Fig. 13
Layout for the scrapless blanking of four blanks
per press stroke, using three punches. The three shaded
shapes for each press stroke denote the blanks produced
directly by the three punches. The unshaded shape for
each press str
oke denotes a blank produced by the action
of adjacent punches.
Difficult shapes that would waste a considerable amount of material if they were made in one piece can sometimes be
made by welding two or more simple blanks together. In the application described in the following example, two
developed blanks were welded and then formed into a bent channel.
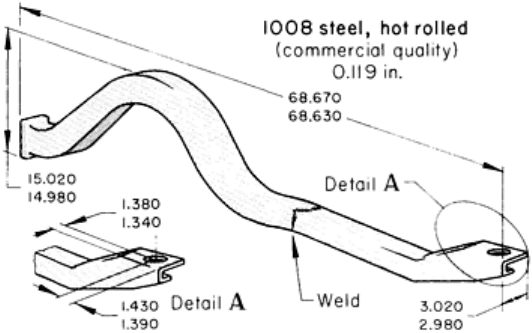
Example 2: Use of Two Gas Metal Arc Welded Blanks to Form an Automobile-
Frame Rail.
Figure 14 shows a side rail for an automobile frame that was formed from 5.05 mm (0.199 in.) thick hot-rolled
commercial-quality 1008 steel. The blank for this rail had a shape that could be made in one piece only with excessive
waste of metal in scrap. The two pieces used were blanked from nested layouts with little scrap waste.
Blanking was done in a die that made both pieces
in a single press stroke. The two portions were
butted and joined by high-speed automatic gas
metal arc welding and then formed. Tolerance on
all dimensions shown in Fig. 14 was ±0.51 mm
(±0.020 in.).
The savings in metal exceeded the cost of welding,
but if production needs had been fewer than
10,000 pieces, the savings in metal would not have
paid for the welding and the blanking dies. The
production quantity was 300,000 rails made in lot
sizes of 20,000 pieces.
Open Shapes. A blank with a large cutout can
sometimes be made at less cost than a one-piece
blank by welding simpler pieces together.
Waste metal can sometimes be joined by
welding to make a blank that costs less than a one-
piece blank.
Welding methods used in making blanks include resistance welding methods (lap-seam, spot, foil butt-seam, mash-
seam, flash, and high-frequency butt) and fusion welding.
Lap-seam welding (wheel electrodes) is a frequently used method. Tooling is simple if the components are joined first
by tack welding. The disadvantages of lap-seam welding are loose edges, and joints that are double the thickness of the
work metal.
Spot welding is fast and needs only simple, inexpensive tooling. The disadvantages of spot welding are loose edges,
and joints that are not tight and are not as strong as those made by other methods.
Foil butt-seam welding is a fast method that makes smooth, tight joints with no loose edges. Its disadvantages
include the cost of adding foil to one or both sides of the seam and the need to use starting tabs to make strong joints.
Mash-seam welding makes smooth joints that often need no grinding and tight joints that have no loose edges.
Disadvantages include the short life of electrodes, and the high cost of tooling resulting from the difficulty in maintaining
the small overlap.
Flash welding uses simple tooling; the joints are tight and free from loose edges. However, the length of joint that can
be produced by flash welding is limited, and the joints are rough and therefore must be ground before the weldment can
be worked in a die.
High-frequency butt welding is fast and can be used to join two dissimilar metals. Electrode life is good. However,
costly equipment is required, and the technique is generally suitable only for mass production.
Fusion welding methods include gas metal arc welding and gas tungsten arc welding.
Fig. 14 Automobile-
frame side rail that was formed from two
blanks joined by gas metal arc welding.
Dimensions given in
inches.
Blanking of Low-Carbon Steel
Presses
Most blanking is done in single-action mechanical presses. Some dies can be used only with a particular type of press; the
die is usually made to suit a specific press. The force capacity rating must be adequate for the work and must be well
above the calculated cutting force (see the section "Calculation of Force Requirements" in this article). Press capacities
are given in kilonewtons (tons of force) at a certain distance above the bottom of the stroke. This distance must suit the
die and the operation. Most blanking is done near the bottom of the stroke where the available force is greatest. In
compound dies, blanking may be done near midstroke, where the available force is much lower than that at the bottom.
Size of bed, shut height, stroke length, and speed must all be suitable for the die and the work. Some types of dies can be
run at high speeds, and some need moderate or slow speeds, as discussed in the following section in this article.
Blanking of Low-Carbon Steel
Construction and Use of Short-Run Dies
Small and medium quantities of blanks are often produced in punch presses by the use of inexpensive short-run dies.
These include steel-rule dies, template dies (sometimes called plate dies or continental dies), and subpress dies. Although
most applications of such dies are for production quantities of a few hundred to 10,000 pieces, suitably constructed dies of
these types have been used for quantities of 100,000 pieces or more.
Short-run dies are used to a limited extent to blank initial quantities of parts that are to be mass produced. Because they
can be made and put into operation more quickly than conventional dies, short-run dies make it possible to expedite the
delivery of completed parts.
In addition, short-run dies are used to produce trial lots of parts that may be subject to extensive changes in design. If the
trial lots show that die design changes are needed, the changes can be made at less cost before the conventional die is
completed. After the conventional die has been set up, either the entire production can be transferred to it or both dies can
be used.
For small quantities (<100 pieces), even the most inexpensive short-run blanking die may not be justified. Such small
quantities of blanks are generally cut at less cost with standard tools, such as a nibbler, a squaring shear, or a rotary shear.
Small quantities of blanks can also be made by contour band sawing, routing, gas cutting, filing, or machining.
Steel-rule dies are simple, inexpensive dies that are made by setting thin, bevel-edge strips of high-carbon tool steel on
edge to outline the blank. The rule is set tightly into a slot in plain or impregnated plywood, and the plywood is backed by
a steel subplate, as shown in Fig. 15. The die plate or template is attached directly to a steel subplate, and both upper and
lower subplates are fastened to master die shoes, which are mounted in a conventional press.
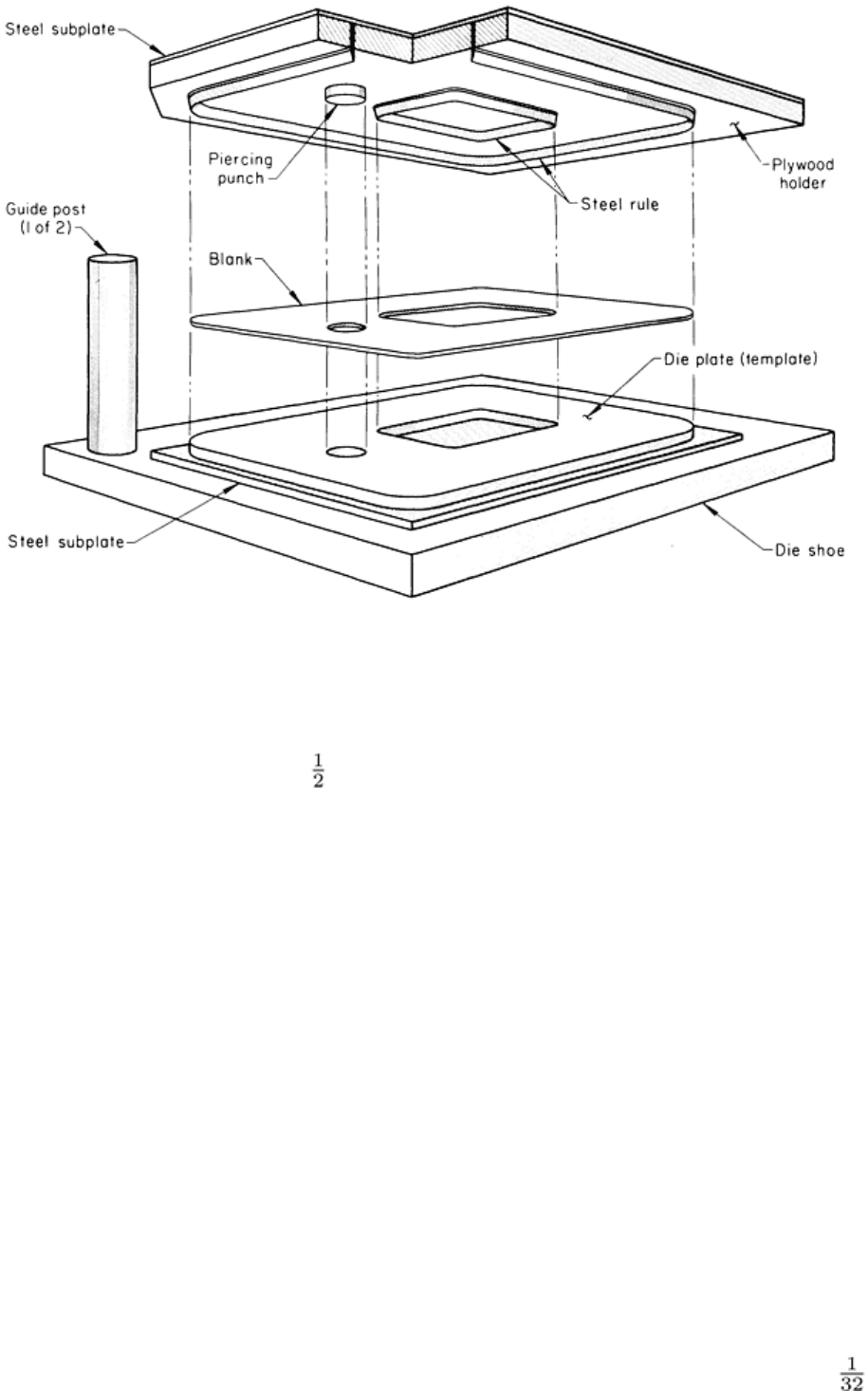
Fig. 15 Exploded view of a steel-rule die. See text for discussion.
Steel-rule dies are used for blanking, piercing, notching, and shallow forming. For work on flat blanks or on flat, sheared
stock of low-carbon steel up to about 13 mm ( in.) thick, a steel-rule die can usually be made more rapidly and at less
cost than any other kind of die. Blanks as large as 1.2 × 2.1 m (4 × 7 ft) have been made in steel-rule dies.
Die. The steel rule that is used as the die is made of high-carbon steel or of a tool steel such as W1 or W2, in spring
temper and other hardnesses. It is available in stock lengths in several thicknesses, ranging from 0.36 to 4.32 mm (0.014
to 0.170 in.), and in widths of 31.8 mm (1.25 in.) and narrower. Printers' rules of thickness from 1 to 12 points (0.36 to
4.32 mm, or 0.014 to 0.170 in.) are sometimes used. The finished rule usually has a square back edge, and a cutting edge
that is ground to a 45° bevel or to a V-edge.
The back edge is fitted tightly into sawed slots in hard plywood as shown in Fig. 15 so that it will cut the outline of the
blank. The steel subplate is used to back up the steel rule and to support the plywood.
Punch. For blanking low-carbon steel, a die plate (high-carbon or tool steel template) of the same shape as the required
blank is used as the punch, opposing the steel rule. Other punch elements and die parts are added as needed to the die for
piercing holes and slots at the same time that the blanking is done. Solid steel blocks, instead of a steel rule, can be used
in the die to cut sharp corners and notches in the blank. For some work, including the cutting of paper and other soft
materials, the punch can be a block of hard wood or a thick sheet of rubber or other soft material with a working surface
that extends beyond the area enclosed by the steel rule.
Stripper. For cutting paper and leather, the steel-rule die is stripped by elastic material, such as sponge rubber, which is
added to the die. In blanking low-carbon steel, blocks of tougher solid rubber can be used as strippers. Positive spring-
loaded steel stripper plates are also used.
The accuracy of the blanks produced in steel-rule dies depends mainly on the skill of the diemaker and the care used in
their construction. For noncritical parts blanked in steel-rule dies, the tolerance may be as large as ±0.8 mm (± in.); for
more critical parts, the work can be located accurately to maintain a tolerance of ±0.13 mm (±0.005 in.). Closer tolerances
on blanks can be obtained at increased cost by using rotary-head millers or jig boring machines in constructing the dies.
Because holes and slots made by steel-rule blanking are pierced with conventional punch and die elements that are added
to the steel-rule die, they can be produced to the same tolerances as in conventional blanking. Steel-rule dies commonly
blank laminations with burrs only 0.05 mm (0.002 in.) high.
Cost. A steel-rule die made to blank low-to-moderate quantities of low-carbon steel generally costs about 20% as much
as a conventional die made for the mass production of similar work. The following example describes the use of a steel-
rule die for stopgap and trial production of an automobile part. A die change was made inexpensively; after it was proved
successful in the steel-rule die, the same change was then included in the design of the conventional die for production
use.
Example 3: Use of a Steel-Rule Die for Temporary Production.
A steel-rule die was used to blank a part for an automobile frame in order to begin production without waiting until the
conventional die could be delivered. It was expected that the steel-rule die would have to produce 325 blanks before
production could be changed to the conventional die.
The die, shown in Fig. 16, was used in a 2.2 MN (250 tonf) straight-side press to blank annealed cold-rolled low-carbon
steel, 3.96 mm (0.156 in.) thick by 229 × 229 mm (9 × 9 in.), with three 14 mm ( in.) diam holes and three round-end
slots 16 × 38 mm ( × 1 in.). Tolerances were ±0.81 mm (± in.) on the blank outline, and ±0.13 mm (±0.005 in.) on
the pierced holes and slots. No burr limits were specified.
Fig. 16 Steel-rule die that was used as temporary tooling for the blanking of low-
carbon steel sheet 3.96 mm
(0.156 in.) thick. Dimensions given in inches
The steel rule was made of 12-point rule stock (4.32 mm, or 0.170 in., thick × 32 mm, or 1 in., wide) set full depth into
hard plywood 16 mm ( in.) thick. A die plate of steel, which fit inside the rule, was used as the punch. The die was
made by measuring a developed formed blank.
The ease and low cost of making a change in a steel-rule die proved important in this application because it was decided
that one of the holes would not be needed. The punch that had been added for that hole was simply removed from the
steel-rule die. After tryout, that hole was also eliminated in the conventional die before it was completed. The change, if
made after the conventional die had been completed, would have cost much more.