ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


compressive component decreases, leaving only the essentially constant tensile burr on type 2 and 3 edges (usually in the
range of 0.013 to 0.076 mm, or 0.0005 to 0.003 in., depending on the work metal and the tool condition).
With further increase in clearance (edge type 1), bending or deformation at and near the edge adds an additional burr
component, increasing the total burr height. This part distortion immediately adjacent to the cut edge is usually
accompanied by a more gradual curvature, or dishing, on blanks or slugs; the corresponding curvature is much less
pronounced on the stock around a hole, which is usually restrained by a stripper (curvature of blanks or stock strip is not
shown in Fig. 2). At extremely large clearances (substantially above those shown for type 1 edges), double-shear
characteristics are sometimes observed on the cut edge.
Piercing of Low-Carbon Steel
Effect of Tool Dulling
The sharpness of punch and die edges has an important effect on cut-edge characteristics in piercing and blanking. At the
beginning of a run, with punch and die equally sharp, the hole profile is the same as that of the slug or blank. As the run
progresses, dulling of the punch increases the rollover and the burnish depth on the hole wall and increases the burr height
on the slug or blank. Dulling of the die increases burnish depth and burr height on the hole edge. The punch dulls faster
than the die; therefore, the changes in hole characteristics related to punch dulling proceed more rapidly than those related
to die dulling.
On average, the following differences between hole edge and blank edge are observed in production work on sheet metal:
• Rollover is greater on hole edge than on slug or blank edge
• Burnish depth is greater on hole edge than on slug or blank edge
• Fracture depth is smaller (and fracture angle greater) on hole edge than on slug or blank edge
• Burr height on hole edge is less than that on slug or blank edge, and varies with tool sharpness
These differences are illustrated in Fig. 2.
Piercing of Low-Carbon Steel
Use of Small Clearance
Where relatively square edges are required, small clearances can be used to produce holes with type 4 edges. Although
tool life is shorter than when larger clearances are used, this may not be an important factor in the overall costs for short
or medium production runs.
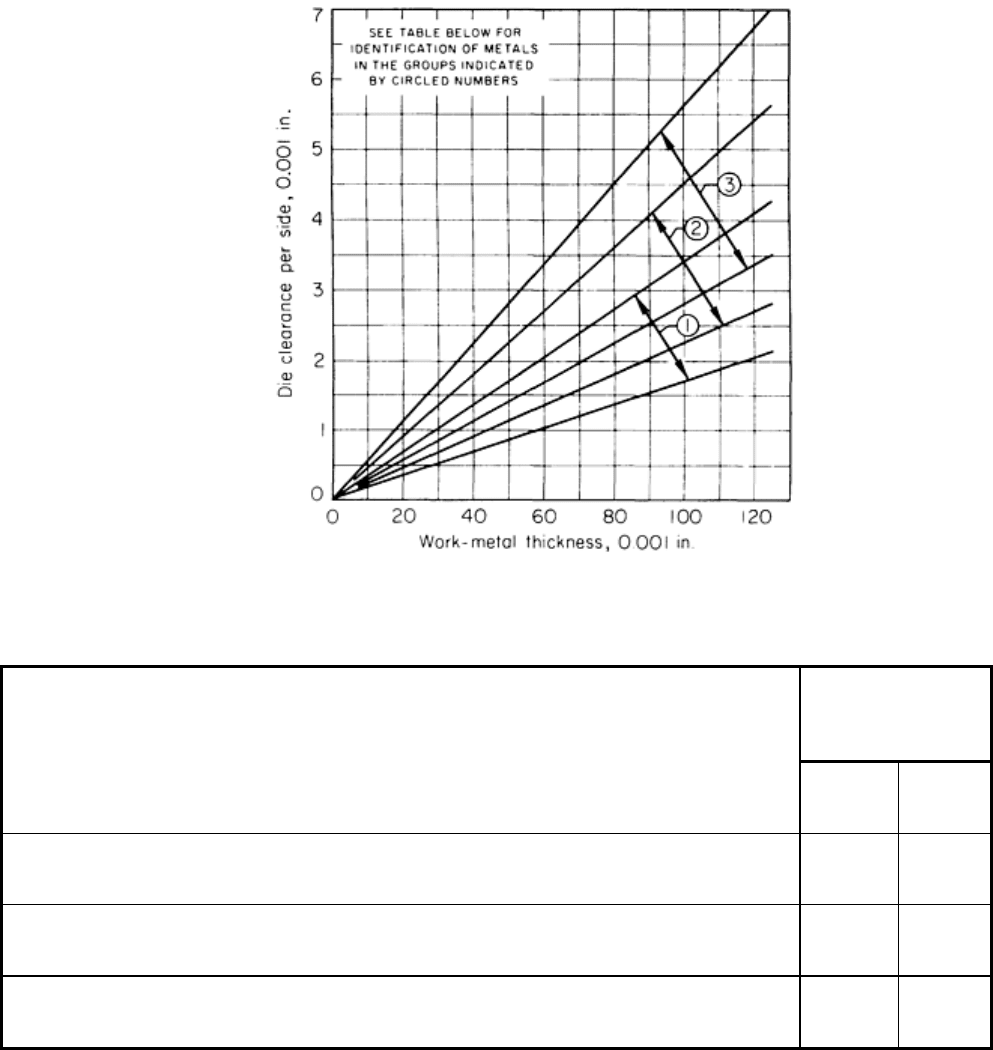
Figure 3 shows the ranges of die clearance per side used by one electronics manufacturer in piercing and blanking three
groups of metals up to 3.18 mm (0.125 in.) thick. The groups and the percentages of stock thickness on which these
ranges of clearance were based are listed with Fig. 3. For stainless steel (not included in Fig. 3), nominal clearance per
side was 2.5% of the thickness for stock thicknesses up to 4.75 mm (0.187 in.), and 4% for thicknesses between 4.75 and
6.35 mm (0.187 and 0.250 in.).
Clearance per side,
% of stock thickness
(a)
Group
Average
Range
1. Aluminum alloys 1100 and 5052, all tempers 2.25
1.7-3.4
2. Aluminum alloys 2024 and 6061, T4 and T6 tempers; brass, all tempers; cold-rolled steel, dead soft
3.0
2.25-4.5
3. Cold-rolled steel, half hard 3.75 2.8-5.6
Note. Incorrect clearance values twice as large as those shown here have appeared
with charts of this type in some publications,
apparently because of confusion between clearance per side and total clearance. Also, stainless steel has erroneously been included
with the metals in groups 2 and 3 in those publications.
(a)
Percentages of stock thickness on which the ranges of acceptable clearance in chart are based. See text for clearances used in piercing or
blanking of stainless steel.
Fig. 3 Ranges of punch-to-die clearanc
e per side recommended by one manufacturer for piercing and blanking
of various metals up to 3.18 mm (0.125 in.) thick
The data plotted in Fig. 3 were used by the manufacturer to determine whether a given punch and die could be used
interchangeably for a metal different in thickness or type from the one for which it had been designed. If the point of
intersection of a vertical line for the thickness of the new material with a horizontal line for the existing die clearance was
within the range shown for the new material, the punch and die were normally satisfactory for use on the new material.
Piercing of Low-Carbon Steel
Use of Large Clearance
Studies of die operation under both laboratory and production conditions have indicated that large clearances can be used
to obtain maximum tool life in numerous piercing (and blanking) applications. Table 2 indicates the effect of clearance on
force requirements for piercing and stripping, presenting data on the test piercing of 6.53 mm (0.257 in.) diam holes in
cold-rolled low-carbon steel of various thicknesses and hardnesses. Although individual results show some inconsistency,
as would be expected because of the difficulty in obtaining accurate measurements of this type, the trend toward lower
stripping force with an increase in clearance is evident from these data. The amounts of punch penetration into the die
needed to release the slug are also given in Table 2. Table 3 lists production data on the effect of increased clearance on
tool life for piercing and blanking common metals in various thicknesses.
Table 2 Effect of clearance on piercing and stripping force required for piercing 6.53 mm (0.257-in.) diam
holes in cold-rolled low-carbon steel
No lubricant was used.
Force required
Piercing
(a)
Stripping (total)
Punch penetration
into die
(b)
Clearance
per side, %
of stock
thickness
MPa
ksi N lbf mm
in.
Stock 0.64 mm (0.025 in.) thick, 65 HRB
6.0 455 66.0
703 158 0.20
0.008
12.5 462 67.0
480 108 0.20
0.008
Stock 0.79 mm (0.031 in.) thick, 47 HRB
5.0 350 50.8
703 158 0.20
0.008
13.0 341 49.5
503 113 0.20
0.008
Stock 0.86 mm (0.034 in.) thick, 87 HRB
4.5 583 84.5
578 130 0.20
0.008
13.0 569 82.6
334 75 0.20
0.008
Stock 1.07 mm (0.042 in.) thick, 85 HRB
5.0 551 79.9
1250 282 0.18
0.007
12.0 527 76.5
783 176 0.18
0.007
Stock 1.19 mm (0.047 in.) thick, 47 HRB
5.0 341 49.4
1160 260 0.47
0.0185
6.5 352 51.0
298 67 0.47
0.0185
8.5 339 49.2
267 60 0.47
0.0185
9.5 353 51.2
165 37 0.47
0.0185
10.5 350 50.8
133 30 0.47
0.0185
13.0 332 48.2
249 56 0.47
0.0185
Stock 1.27 mm (0.050 in.) thick, 71 HRB
5.0 405 58.7
974 219 0.20
0.008
12.5 383 55.6
431 97 0.20
0.008
5.0 404 58.6
956 215 0.51
0.020
12.5 393 57.0
498 112 0.51
0.020
Stock 1.27 mm (0.050 in.) thick, 61 HRB
5.0 367 53.2
1160 260 0.51
0.020
12.5 374 54.2
418 94 0.51
0.020
5.0 367 53.2
1312 295 0.51
0.020
12.5 364 52.7
703 158 0.51
0.020
Stock 1.50 mm (0.059 in.) thick, 74 HRB
5.0 369 53.5
498 112 0.47
0.0185
6.8 358 52.0
605 136 0.47
0.0185
7.6 350 50.8
383 86 0.47
0.0185
8.5 349 50.6
374 84 0.47
0.0185
9.8 346 50.2
200 45 0.47
0.0185
13.0 355 51.5
89 20 0.47
0.0185
Stock 1.57 mm (0.062 in.) thick, 50 HRB
5.0 371 53.8
578 130 0.47
0.0185
6.5 371 53.8
454 102 0.47
0.0185
7.3 363 52.6
325 73 0.47
0.0185
8.0 364 52.8
578 130 0.47
0.0185
9.0 361 52.4
534 120 0.47
0.0185
12.5 363 52.6
249 56 0.47 0.0185
Source: Dayton Progress Corporation
(a)
Pounds per square inch of cross section cut.
(b)
Penetration required for release of slug.
Table 3 Effect of punch-to-die clearance on tool life in piercing and blanking of ferrous and nonferrous
metals of various thicknesses
Stock thickness
Initial clearance Increased clearance
mm in.
Type Hardness
Clearance
per side,
% of stock
thickness
Tool life
per grind,
holes
Clearance
per side,
% of stock
thickness
Tool life
per grind,
holes
Tool life
increase with
greater
clearance, %
Low-carbon steels, cold rolled
0.41 0.016 Zinc coated 79 HRB . . .
6.3 30,000 12.5 140,000
366
0.51 0.020 1018 22 HRC . . .
2.5 115,000 5.0 230,000
100
0.91 0.036 . . .
(a)
. . .
2.8 67,000 12.5 204,000
205
1.19 0.047 1010 . . . . . .
5.0 10,000 12.5 68,000
580
1.52 0.060 . . . 77 HRB . . .
4.5 130,000 12.5 400,000
208
1.78 0.070 Galvanized 32 HRB . . .
5.0 100,000 11.0 300,000
200
Low-carbon steels, hot rolled
1.35 0.053 . . . 72 HRB . . .
5.0 80,000 12.5 240,000
230
3.23 0.127 . . . 94 HRN . . .
5.0 100,000 12.5 250,000
150
High-carbon steels
1.52 0.060 1070 . . . . . .
. . . . . . 15.0 100,000
. . .
1.98 0.078 1090 . . . . . .
. . . . . . 10.0 835,000
. . .
2.03 0.080 4130 73 HRB . . .
5.0 . . . 7.5 70,000
. . .
3.18 0.125 . . . 9 HRC . . .
2.5 30,000 8.5 240,000
700
Stainless steels
0.13 0.005 301 45 HRC . . .
20.0 15,000 42.0 125,000
900
0.51 0.020 410 . . . . . .
3.8 5,000 12.5 136,000
2600
1.14 0.045 304 16 HRC . . .
6.5 12,000 11.0 30,000
150
1.60 0.063 . . . 89 HRB . . .
5.0 175,000 9.0 250,000
60
Co-Cr-Ni-base heat-resistant alloy
0.91 0.036 HS-25 (L-605) 22 HRC . . .
2.8 1500 9.5 5000
230
Aluminum alloys
0.46 0.018 5086 . . . . . .
16-20
(b)
20,000 16-20
(c)
70,000
250
1.02 0.040 3003
(d)
. . .
5.0 . . . 12.5
(e)
. . .
1.32 0.052 . . .
(f)
. . .
5.0 . . . 8.5 . . .
50
Copper alloys
0.18 0.007 Tin-plated brass 76 HRB . . .
7.0 . . . 14.0
(g)
50
1.14 0.045 Brass . . . . . .
3.5 15,000 7.0 110,000
(h)
1.19 0.047 Paper-clad brass 81 HRB . . .
5.0 20,000 10.0 25,000
(h)
0.08 0.003 Beryllium copper
95 HRB
(i)
. . .
8.5 300,000 25.0 600,000 100
Source: Dayton Progress Corporation
(a)
No. 4 temper.
(b)
Punch entered die 1.5 mm (0.060 in.).
(c)
Punch did not enter die.
(d)
H12 temper.
(e)
Higher-quality parts.
(f)
Soft.
(g)
Eliminated die breakage.
(h)
Run completed without regrind.
(i)
Half hard.
On the basis of these studies and production experience, clearance per side equal to 12.5% of stock thickness has been
recommended by some toolmakers and sheet metal fabricators for the general-purpose piercing (and blanking) of cold-
rolled steel 0.51 to 3.18 mm (0.020 to 0.125 in.) thick in all tempers. This practice produces type 2 cut edges (Fig. 2).

The advantages observed when using a clearance of 12.5%, instead of substantially smaller clearances (as for a type 4
edge), include the following:
• Total tool life and tool life between regrinds are considerably increased (Table 3
). Punch wear, normally
two or three times die wear, is greatly reduced because the
hole is larger than the punch size and
because stripping wear is minimized
• Load on the press may be slightly reduced (Table 2)
• Burr height is smaller at the beginning of a run and increases at a slower rate during the run
• Distortion or waviness of the work surface is reduced, especially with closely spaced holes
• Stripping force is reduced (Table 2), which partially accounts for the reduced punch wear
The factors that must be considered in applying the 12.5% clearance include the following:
•
A different clearance may be required for steel outside the thickness range of 0.51 to 3.18 mm (0.020 to
0.125 in.), for metals other than steel, or to meet critical edge-quality requirements
• A spring-loaded stripper should be used instead of t
he positive or fixed type, and the slug or blank must
be prevented from adhering to the end of the punch.
These precautions are especially important in
transfer dies
• Hole size is larger than punch size, particularly with hard or thin materials
• With clear
ance above 15%, slugs of some materials (for example, 1.3 mm, or 0.050 in., thick type 410
stainless steel at a hardness of 50 HRC) may be ejected from the die at high velocity--
possibly requiring
special safety precautions
Piercing of Low-Carbon Steel
Clearance and Tool Size
In blanking, the die opening is usually made to the desired size of the blank, and the punch size is then equal to the die
opening minus twice the specified clearance per side. Conversely, in piercing, the punch is usually made to the desired
size of the hole, and the die opening is then equal to the punch size plus twice the specified clearance per side.
Clearance per side for blanking dies is ordinarily calculated from the desired percentage of clearance and the nominal
thickness of the stock. However, to keep the inventory of piercing tools from becoming too large, some manufacturers use
a modified practice for stocking piercing punches and die buttons in commonly used diameters. Punches are ordered to
size. Work metal thickness is classified into several ranges, and die buttons are ordered to the specified clearance per side
for the median stock thickness of the range to which the work metal for the given application belongs.
Hole dimensions are slightly affected as the clearance is changed. When using clearances that produce a type 4 edge, the
diameter of the pierced hole is about 0.013 mm (0.0005 in.) less than that of the punch used to produce it. By increasing
the clearances to those for a type 2 edge, the hole size will be equal to, or approximately 0.013 mm (0.0005 in.) larger
than, the punch diameter.
With tight clearances, the slug is wedged into the die cavity. As the clearance is increased, the wedging action decreases;
consequently, the slug may be as much as 0.013 mm (0.0005 in.) smaller than the die cavity.
Piercing of Low-Carbon Steel
Force Requirements
The force needed to pierce a given material depends on the shear strength of the work metal, the peripheral size of the
hole or holes to be pierced, stock thickness, and depth of shear on the punch. The calculation of piercing force is the same
as that for cutting force in blanking (see the article "Blanking of Low-Carbon Steel" in this Volume).
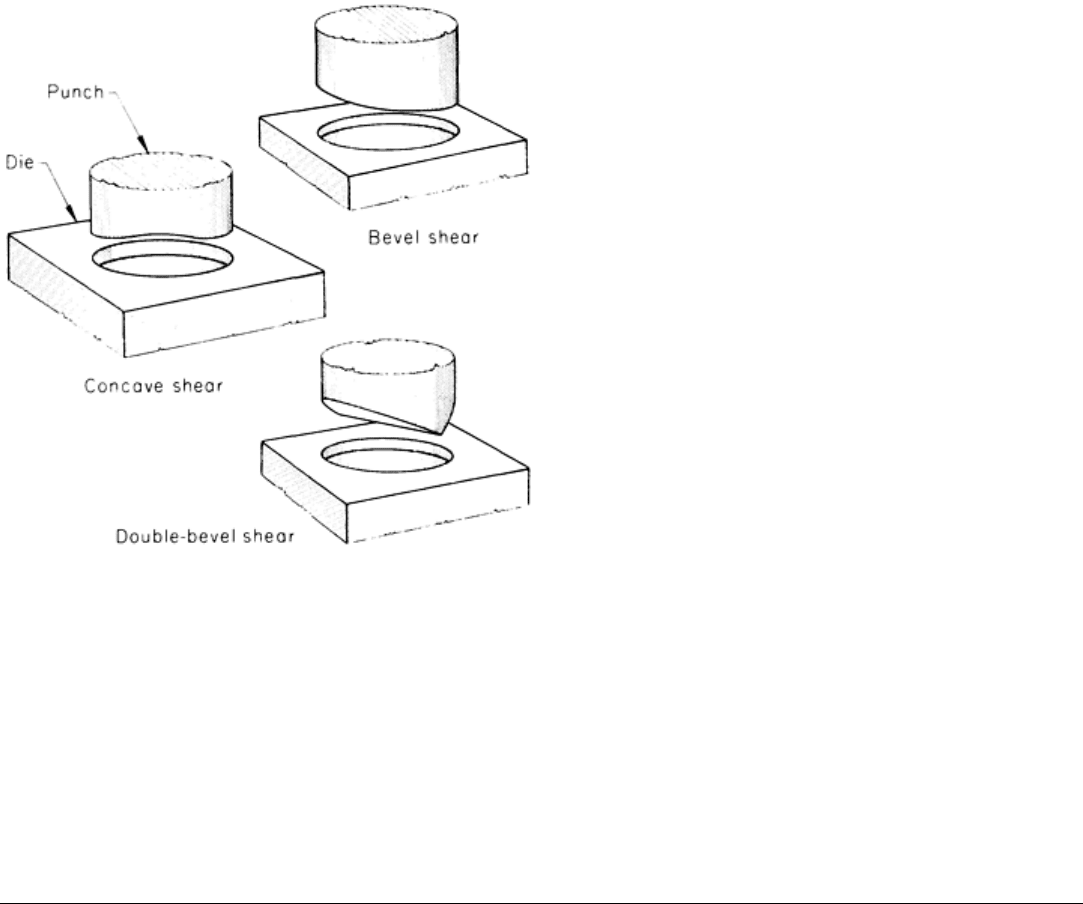
Effect of Punch Shear. Shear is the amount of relief ground on the face of a punch (Fig. 5). It is used to reduce the
instantaneous total load on the tool and to permit thicker or higher-strength materials to be pierced in the same press. It
distributes the total piercing load over a greater portion of the downstroke by introducing the cutting edge in increments
rather than instantaneously.
Piercing force (but not contact edge pressure or total
work done) varies with the amount of shear on the
punch face. With the bottom of the punch flat and
parallel to the face of the die, piercing takes place on
the entire periphery at once, requiring maximum force.
The load on the press and tools increases rapidly to a
maximum after impact and then releases suddenly
when piercing is completed. By grinding shear on the
punch as shown in Fig. 5, the maximum load is
decreased, but the punch travels correspondingly
farther to complete the piercing. Load release is also
somewhat less sudden.
Shear location is ordinarily selected so as to confine
distortion to the scrap metal (slug). Thus, in piercing,
shear is ground on the punch because the punched-out
metal is to be scrap. Concave shear and double-bevel
shear (Fig. 5) provide a balanced load on the punch.
Scalloped shear, sometimes ground on round punches,
also provides a balanced load on the punch. An
unbalanced load may cause deflection and tool
breakage or excessive wear.
The amount of shear is determined by trial. However,
shear equal to one-third of stock thickness (t/3) will
reduce piercing force about 25%, and shear equal to
stock thickness will reduce piercing force about 50%.
Shear can be applied to punches for large holes but not
to small-diameter punches, because they lack column
strength.
When a number of small holes are being pierced and the press load must be reduced, the punches can be ground to
different lengths. This enables the punches to start cutting at different times and reduces the maximum load. In selecting a
press, it should be noted that the reduction in maximum impact load on the press achieved by staggering punch length or
by using shear is not sufficient to enable the use of a press that is significantly lower in tonnage rating, strength, or
rigidity.
Piercing of Low-Carbon Steel
Presses
Presses used in piercing are the same as those used in other pressworking operations. Open-back gap-frame presses of the
fixed upright, fixed inclined, or inclinable type are common. The stock can be fed from the side with minimal interference
from the press frame, and the parts can be removed from the front by the operator or ejected out the back by gravity or air
jets.
Adjustable-bed or horn presses are used for piercing holes in tubing and in the sides of drawn or formed shells and boxes.
Adjustable-bed and gap-frame presses are generally rated at capacities of less than 1.8 MN (200 tonf).
Straight-side presses are commonly used for compound-die and progressive-die operations. Increased accuracy, speed,
and stability are required for these operations.
Fig. 5 Three types of shear on pierci
ng punches. Angle and
depth of shear are exaggerated for emphasis.

The turret punch press is a special machine in which the punches and dies are mounted in synchronized indexing tables.
Several sets of punches and dies are mounted in the table, which can be manually or automatically indexed into operating
position. A flat blank is pierced and notched in a turret punch press by positioning it under the operating punch and
tripping the punching mechanism. The blank is secured to a free-floating table on which a template containing the hole
pattern is also attached. Each hole size and shape is coded so that all such holes can be pierced before indexing a new
punch-and-die set under the press ram. The table is moved so that a pin will drop into a hole in the template; this places
the blank in the proper position for piercing a hole. After the holes of one size and shape have been pierced, a new punch
and die are indexed into operating position, and piercing continues in this manner until the part is finished. Almost any
size or shape of hole can be pierced, within the capacity of the machine.
Turret punch presses can be programmed for tape control for increased production. Turret movement can also be
controlled semiautomatically or automatically, on numerical control (NC) or computer numerical control (CNC) punch
presses. A closed-loop direct or alternating current drive connected to both the upper and lower turret assemblies provides
the automatic turret with either unidirectional or bidirectional movement. Selected CNC presses even offer an
optimization feature that automatically determines the most efficient and most cost-effective punching sequence for a
specific workpiece.
Piercing of Low-Carbon Steel
Tools
A typical piercing die consists of:
• Upper and lower die shoes, to which punch and die retainers are attached
• Punches and die buttons
• A spring-actuated guided stripper (Fig. 6)