ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Fig. 13 Air-intake valve that was bent to circular form in three stages in a six-
station progressive die.
Dimensions given in inches.
The operations for making the part included piercing the 2.84/2.77 mm (0.112/0.109 in.) diam hole, blanking the
rectangular cutout, notching the outside of the blank (leaving a 13 mm, or in., wide center carrier tab), bending the
circle in three steps starting at the outside edge, and cutoff. The 2.84/2.77 mm (0.112/0.109 in.) diam hole was tapped
with 6-32 UNC threads in an automatic tapper at 12 pieces per minute. The two 1.6 mm ( in.) deep circular notches
were to ensure that the air intake could not be closed completely.
The cutting and forming elements of the die were made of O1 tool steel hardened to 58 to 60 HRC. Die life was 80,000
pieces per regrind. The die was run in a 400 kN (45 tonf) press at the rate of 40 pieces per minute to produce lots
averaging 10,000 pieces. The part later was zinc plated and bright dipped.
Press Bending of Low-Carbon Steel
Edge Bending
Edge bending is the bending of parts with the bend radius perpendicular to the width rather than to the thickness, as is
usually done. It is sometimes possible to save material by producing fairly large blanks in simple rectangular form
(square-sheared) and then edge bending them into shape. Finish blanking (trimming) is frequently done after edge
bending.
Before edge bending can be selected in preference to blanking from sheet, it is necessary to consider the effect of cold
work from the bending operation on subsequent forming. High breakage during edge bending can eliminate the cost
advantage of the savings in material. Another consideration is the higher cost of labor and tooling for edge bending,
which can also offset the savings in material. The following example describes edge bending that was done to save
material and to strengthen the part.
Example 7: Edge Bending.
Figure 14 shows a curved-end automotive foot-pedal lever that was produced by edge bending a blank sheared from a bar
of hot-rolled 1010 steel. The bar, 6.4 mm ( in.) thick, 60 mm (2 in.) wide, and 368 mm (14 in.) long, was sheared
lengthwise to produce two blanks 41 mm (1 in.) wide at one end and 19 mm ( in.) wide at the other. Edge bending
resulted in substantial material savings over blanking and also a stronger part.
Each blank was edge bent to a 50 mm (2 in.) radius at
the narrow end. Other operations included bending the
offset and making the two other bends, piercing the 13
mm ( in.) diam hole, extruding four weld projections
(section A-A, Fig. 14), and trimming the radius on the
small end. The cutting and forming sections of the dies
were made of air-hardened tool steel.
The stock was cut to length in an 1100 kN (120 tonf)
end-wheel press (mainshaft extending front-to-back)
operating at 60 strokes per minute. Edge bending,
forming, trimming, and piercing were done by separate
dies in a 1700 kN (190 tonf) open-back inclinable press
at 30 pieces per minute.
Limitations. The size of the offset radii, the length and
depth of the offset, and the location of the offset with
respect to the flanges may preclude the edge bending of
a rectangular blank. The potential cracking and thinning
of the outer edge and the wrinkling of the inner edge
make the use of a blanked shape more practical.
Press Bending of Low-Carbon Steel
Straight Flanging
Flange bending (flanging) in a wiping die is similar to the cantilever loading of a beam. To prevent movement during
bending, the workpiece is clamped to the die by a pressure pad before the punch contacts the workpiece. The bend axis is
parallel with the edge of the die.
Flanging dies are often cam actuated, with an accompanying loss of efficiency. Hold-down pads must be used, adding
further to the press capacity requirement. Considering all factors, the press capacity for flanging in a wiping die may be
up to ten times that for forming a similar length of bend in a V-die with a spacing of at least eight times the thickness of
the work metal.
In some operations, only single flanges are bent. More often, more than one flange is bent at a time, as in Examples 3, 9,
12, and 13. Dies can be simple V-dies, U-dies, wiping dies, or complex flanging dies such as shown in Fig. 8.
Even when fairly close tolerances must be held, simple V-dies can be used to make a complex part if production is low.
Flanging dies are more expensive than ordinary press-brake dies, but considering the time and labor saved in making
simple flanged pieces in flanging dies, they often pay for themselves quickly.
Hemming is an operation in which flanges are flattened against the workpiece in 180° bends to make a finished or
reinforced edge. If the flange to be hemmed has been bent somewhat more than 90°, the hemming die can be a simple flat
bed or anvil and a simple flat punch. Flanging and hemming can both be done in one press in a compound die, as shown
in Fig. 9.
Press Bending of Low-Carbon Steel
Bending of Curved Flanges
When a flange has concave curvature, the metal in the flange is in tension, and the flange is called a stretch flange (Fig.
15a). When the curvature is convex, the metal in the flange is in compression, and the flange is called a shrink flange
(Fig. 15b). The amount of tension or compression in either type of flange increases from the bend radius to the edge of the
flange. Excessive tension in a concave (stretch) flange causes cracks and tears; excessive compression in the convex
(shrink) flange causes wrinkles.
Fig. 14
Pedal lever that was edge bent to save metal and
to increase the strength of the part.
Dimensions given in
inches.
Fig. 15 Dimensional relationships for three types of stretch and shrink flanges.
Stretch and shrink flanges are commonly formed adjacent to each other, producing a reverse flange (as shown in Fig. 17,
Example 9). Bend allowances for use in developing a flat blank are given in the article "Press-Brake Forming" in this
Volume.
Flanging Limits. Flange radii, flange width, and angle of bend for curved flanges are primarily limited by the amount
of deformation that can be tolerated by the flange edges--which depends on the type, thickness, and hardness of the metal
and the method of forming. Greater fineness of detail can be achieved in conventional dies than by rubber-pad forming,
because of the limited pressures in rubber-pad forming. However, rubber pads provide a uniform pressure over the entire
surface of the workpiece, and they can be used to advantage where conventional dies would shear or tear the material.
The approximate percentage of deformation of the free edge is equal to 100 [(R
2
/R
1
) - 1], where R
1
is the edge radius
before forming (flat-pattern radius) and R
2
is the edge radius after forming, as shown in Fig. 15. For 90° flanges, R
2
is the
same as R
m
. Positive values of percentage of deformation indicate elongation (stretch); negative values indicate
compression (shrink).
The permissible limits for the conventional die forming of curved flanges in three common steels 1.0 mm (0.040 in.) thick
or more, are as follows:
These limits should be reduced slightly for thin stock, particularly for shrink flanges. The
limits for stretch flanges can be increased if there is an adjoining shrink flange. The
compression in the shrink flange helps to relieve the stress in the stretch flange (and vice
versa). In addition, the limits of permissible stretch may be increased by filing or
grinding the edges of the blank lengthwise; flanges having a calculated stretch of about
100% can be formed by this procedure, as in Example 9. Shrink flanges are more easily
formed if the motion of the die causes some ironing of the metal in the direction of the
edge of the flange.
Severe Contour Flanging. In small pieces, when enough press force is available,
shrink flanges can be formed with sufficient metal flow that the flanges resemble drawn
shapes, without using bend reliefs. Such severe flanging is shown in the following
example.
Example 8: Severe Contour Flanging of Thick Stock.
The hinge half shown in Fig. 16 was formed in one stroke of an 8000 kN (900 tonf) press. By close control of clearances,
it was possible to produce the contour, the sharp inside corner on the bend of the flange, and close matching of the outside
planes of the flanges and the edges of the part. The metal was drawing-quality hot-rolled 1010 steel 6.07 mm (0.239 in.)
thick.
Fig. 16 Hinge half on which flanges were formed flush with adjacent surfaces. Dimensions given in inches.
A slight puckering of the metal at the corners between the flanges and the back indicated the severity of the forming.
Relief cutouts were not used in this piece, but because of the severity of the forming, the five holes were pierced after
forming to hold the location of the two in-line holes in the flanges within ±0.25 mm (±0.010 in.) of the three other holes.
This practice is quite different from that described in Example 12, in which holes were pierced before the part was
flanged and yet hole locations were held within ±0.25 mm (±0.010 in.).
The forming die was made of W1 tool steel and was hardened to 58 to 60 HRC. The die was reconditioned after each
production lot of 20,000 to 25,000 pieces. The production rate was 600 hinge halves per hour.
Steel
Stretch, %
Shrink, %
1010
38
10
1020
22
10
8630
17 8
Edge Grinding. If they are rough, the edges of stretch flanges may crack or tear at critical points. In the following
example, a severe bend was made in a difficult-to-form flange, without cracking, after the rough edges had been ground
to smooth the surface.
Example 9: Use of an Edge-Ground Blank to Minimize Cracking of a Severe
Stretch Flange.
The crossmember of a truck chassis was made from hot-rolled low-carbon steel that had been pickled and oiled. It was
bent from a developed blank into the channel shape shown in Fig. 17. In bending the blank, the edges of the stretch
flanges cracked and tore. This problem was solved by filing the edges smooth in the portion of the blank where the stretch
and shrink flanges would be formed. Bends were made parallel to the rolling direction.
Fig. 17 Truck-frame cross member that was bent from edge-
ground blanks to prevent cracking and tearing of
the stretch flanges. Over the length of the two stretch flanges, the 7.9 mm (
in.) inside bend radius was
increased, varying to a maximum of 25 mm (1 in.). Dimensions given in inches.
Because hand filing of the rough edges was costly, grinding was tried, with good results so long as the direction of
grinding was along the edge rather than across it. Cross grinding left grooves that increased stress to the same degree as
did the original roughness.
Forming was done in a 3800 kN (425 tonf) hydraulic press. The die was a single-action pressure-pad type made of tool
steel and had an estimated life of 300,000 pieces. The production rate was two or three channels per minute, in 800-piece
production lots.
Hole Flanging. A flange formed around a pierced hole is a continuous stretch flange. One manufacturer has
standardized flange dimensions for holes to be tapped in low-carbon steel. These dimensions, as related to workmetal
thickness, are shown in Fig. 18.
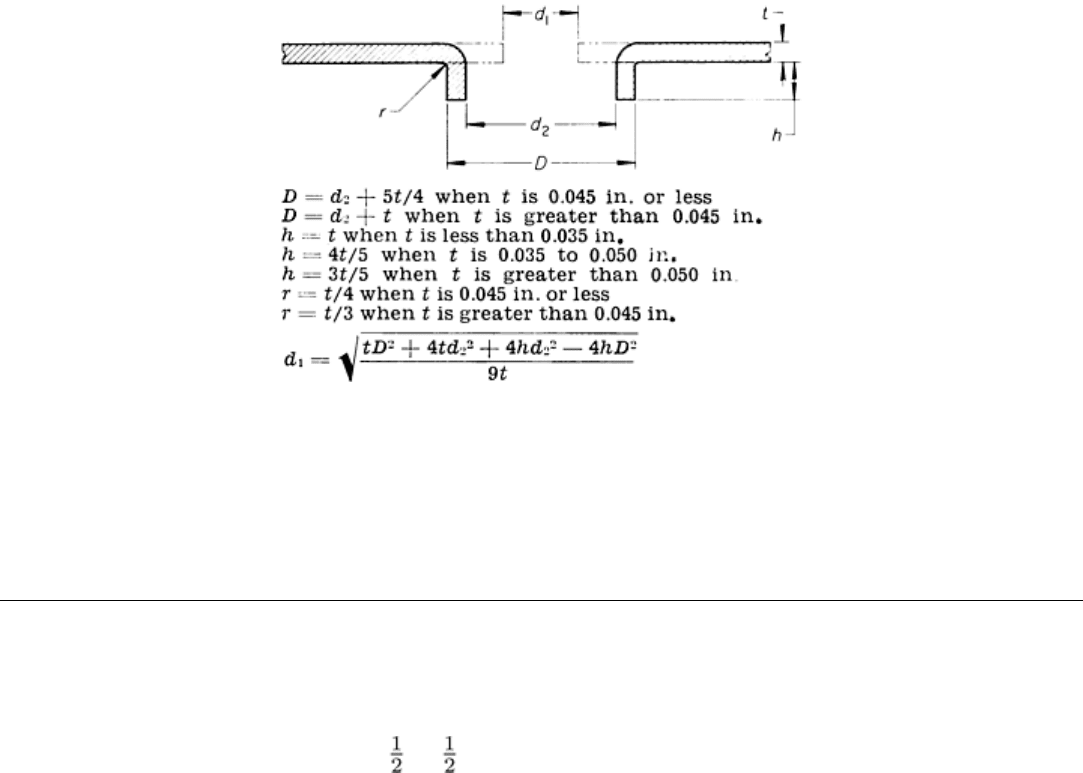
Fig. 18 Dimensions of flanged holes to be tapped, as a function of thickness, for low-carbon steel.
In thick stock, the length of the flange around a hole can be greater than that shown in Fig. 18, but the flange thickness
will taper rather than be relatively uniform.
Press Bending of Low-Carbon Steel
Control of Springback
Springback has little effect in the bending of low-carbon steel. It is considered only when close dimensional control is
needed. Springback ordinarily ranges from to 1 ° and can be controlled by overbending or by restriking the bend area.
Factors that affect springback include ratio of bend radius to stock thickness, angle of bend (degrees of bend from flat),
method of bending (V-bending or wiping), and amount of compression in the bend zone.
When the bend radius is several times the stock thickness, the metal will need more overbending to stress it beyond the
yield point than when the radius is 2t or less. A greater amount of overbending is needed to correct for springback on
small bend angles than on large bend angles.
In curved flanges, the radius of curvature and the flange length have an effect on the tension or compression in the flange
metal, which in turn affects springback. Springback can vary in a production run of a given part because of variation in
stock thickness, variation in stock hardness or temper, tool wear, variation in tool adjustment, and variation in power
input (line surges).
Multiple Bends. When more than one bend is made in a part, the effect of springback is ordinarily cumulative and may
necessitate closer control of the operation than would be needed for just one bend. The following example demonstrates
the variation in springback in a part with more than one bend.
Example 10: Variation in Springback in a Part with Eight Bends.
The part shown in Fig. 19 was produced from 1008 steel in three operations: blank, bend, and trim. In three of the eight
bends, springback reduced the 54.74 mm (2.155 in.) dimension, and in five, it increased that dimension.

Fig. 19 Variation in flange spacing caused by springback in a part with eight bends.
Dimensions given in
inches.
To find the net magnitude of the springback and how much variation could be expected, 100 random samples were
measured from a production lot of 10,000 pieces. As expected, the net effect of the springback was to enlarge the 54.74
mm (2.155 in.) dimension by amounts ranging from 0.64 to 1.52 mm (0.025 to 0.060 in.), as shown in Fig. 19.
The variation in stock thickness was ±0.05 mm (±0.002 in.). The inside radius on all bends was equal to stock thickness.
Restriking and overbending can be used to set flanges and to offset the effects of springback, as in the following
example.
Example 11: Use of Restriking and Close-Fitting Tools to Control Springback in
a Flanged Part.
The column-support bracket shown in Fig. 20 was made of 3.35 mm (0.132 in.) thick drawing-quality cold-rolled 1008 or
1010 steel having a hardness of 48 to 51 HRB. The use of close-fitting punches and dies for certain areas and restriking
other areas made it possible to obtain the dimensional accuracy necessary for hole positions, cutouts, and flanges.
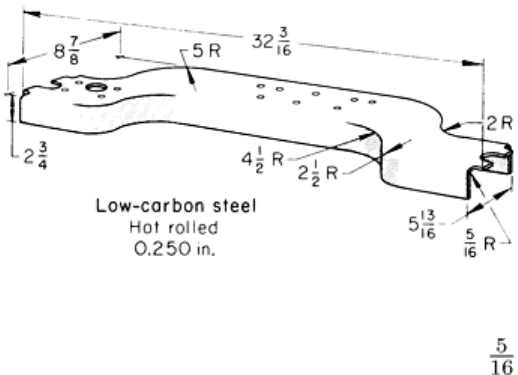
Fig. 20 Bracket with unbalanced shape that was held within bending tolerances by restriking and by extra-
close
tolerances on some parts of bending dies. Dimensions given in inches.
All of the round holes were pierced in the flat strip before notching, trimming, punching, and forming. The positions of
the small holes with respect to the center were important. The spacing of each set of four small holes was also critical.
The flanges along the outer edges had to be uniform in height and set square with the adjacent surface. The open center
design and the unbalanced form made it difficult to hold the hole distances and the uniform flange heights.
The forming was done in a progressive die, which was made of O2 tool steel. The cutting punch-to-die clearance was
10% of stock thickness per side. To hold the burr to a minimum height, the die was resharpened after each 50,000 strokes.
The die operated at 400 to 500 strokes per hour. The die was expected to produce parts at this rate for 2 years, and it
would then be used for making replacement parts, for which the tolerances were less critical.
Press Bending of Low-Carbon Steel
Accurate Location and Form of Holes
Hole position sometimes cannot be held to tolerance when a workpiece is pierced before bending. When this is so, holes
must be pierced after bending--which may require the use of cam-actuated punches, specially shaped dies to support
overhanging formed flanges, or punches and dies that are shaped to pierce at an angle.
Holes made before bending are likely to be displaced during bending. Whether or not this displacement can be tolerated
must be carefully considered in planning the sequence of operations.
The following example typifies the kind of variation in hole location that can be expected in formed pieces. In this
example, if the tolerance on the spacing of the holes had been ±0.025 mm (±0.001 in.) instead of ±0.25 mm (±0.010 in.),
the holes would have been pierced after forming, as they were in Example 8.
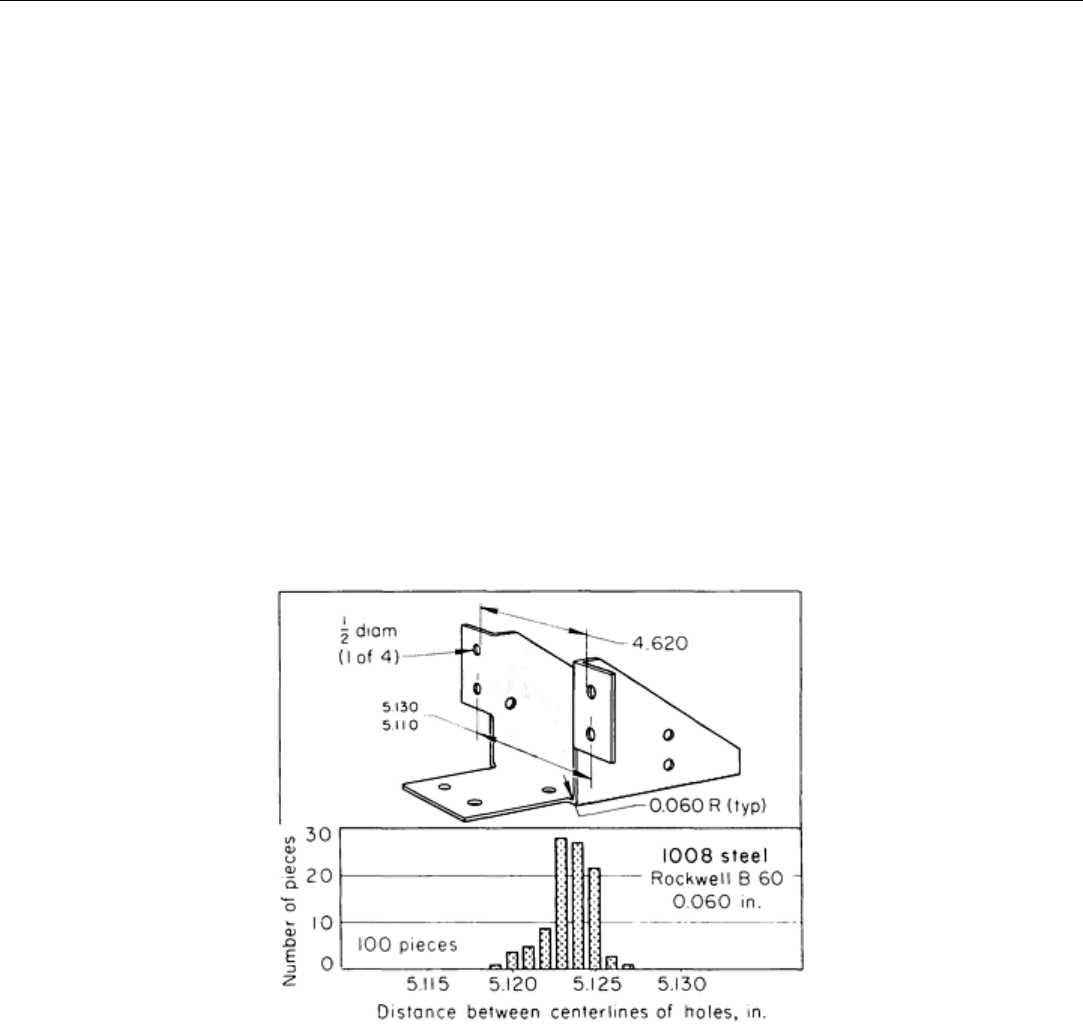
Example 12: Variation in Distance between Prepierced Holes in a Formed Part.
The bracket shown in Fig. 21 was formed in three operations: blanking and piercing, bending the two small flanges, and
bending the two large flanges. The 130.0 mm (5.120 in.) spacing between hole centerlines in opposite flanges had to be
held within ±0.25 mm (±0.010 in.).
Fig. 21 Variation in distance between centerlines of holes prepieced in opposite flanges of press-
bent
workpieces. The plotted distances from centerline to centerline were determined by adding 13 mm (0.500 in.)
to the gage readings of distances between the inner edges of the holes. Dimensions given in inches.
A reference dimension of 117 mm (4.620 in.) between the inner edges of the holes was computed for the purpose of
checking hole spacing with vernier calipers. Caliper measurements of that dimension on 100 randomly selected pieces
(from a run of 10,000 pieces) showed variations of -0.025 to +0.18 mm (-0.001 to +0.007 in.) (Fig. 21).
Free bending of a workpiece is likely to displace holes from true position and to distort and elongate them. In many
press-bent workpieces, this deformation is slight enough to be negligible, but it sometimes causes serious difficulties in
assembly or fitting. The likelihood of distortion is minimized when holes are located at least one stock thickness away
from the beginning curve of a bend. Other precautions include trapping the hole with a hold-down pad that is heavily
loaded or relieving the area around the hole with a crescent-shaped cut-out. Additional information on the design and
protection of pierced holes during subsequent bending is available in the section "Effect of Forming Requirements" in the
article "Piercing of Low-Carbon Steel" in this Volume. Examples in that article describe applications in which holes were
pierced after bending to avoid hole distortion and displacement during the bending operation.
An instance of acceptable distortion of pierced holes by subsequent bending is described in the section "Piercing Holes at
an Angle to the Surface" in the article "Piercing of Low-Carbon Steel" in this Volume. That article also contains other
examples on piercing holes before and after bending.
Press Bending of Low-Carbon Steel
Accurate Spacing of Flanges
The distance between flanges is another dimension that depends on accuracy of bending. For assembly purposes, this
distance may need to be held very closely. Ordinarily, the dimensions at the bases of the flanges are fairly uniform, and
variation in the distance between flanges is greater near the free edges. If a flanged part is to fit over a mating piece,
oversize dimensions may be preferable to undersize dimensions, as in the following example.
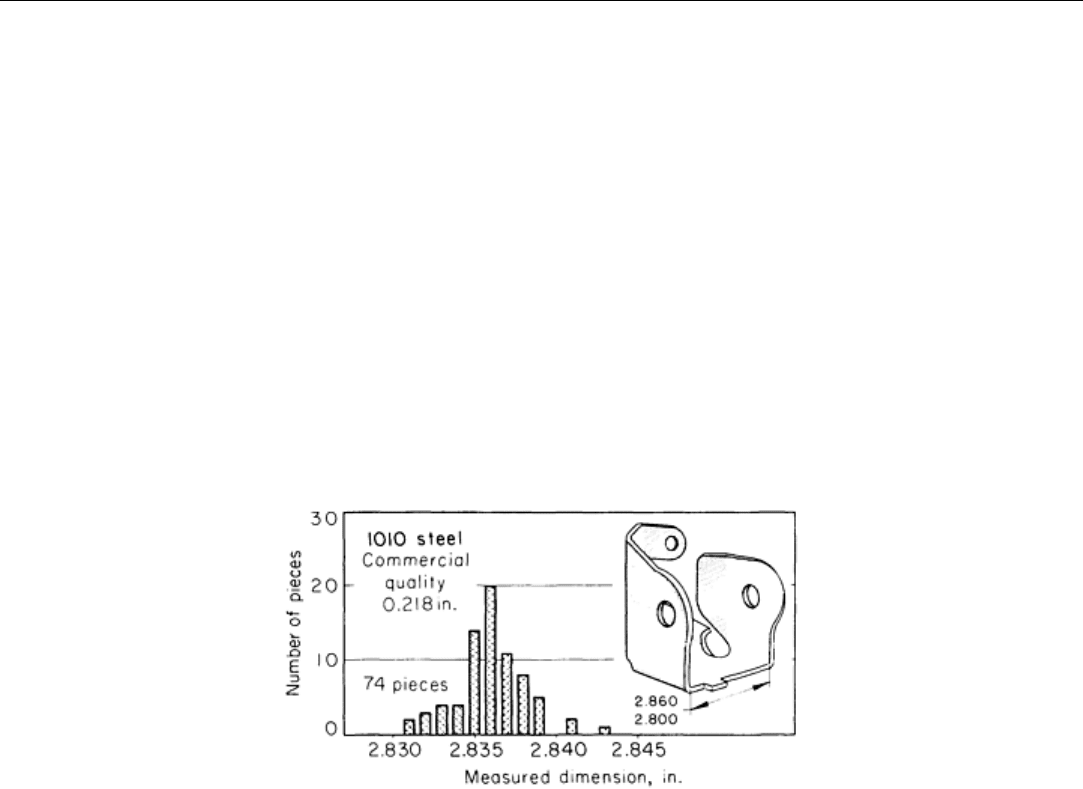
Example 13: Flange Spacing That Was Obtained by Maintaining Tight Gibs and
a True Ram.
The bracket shown in Fig. 22 was produced from 5.54 mm (0.218 in.) thick commercial-quality 1010 steel by shearing,
blanking, forming, and piercing. The flanges and other bends in the bracket were produced in a five-station transfer die
mounted in a 3600 kN (400 tonf) mechanical press. The opposing holes in the flanges were either 16.0/15.9 or 12.8/12.7
mm (0.630/0.626 or 0.505/0.501 in.) in diameter and were pierced after forming. Bend radii were 5.6 mm (0.22 in.).
Workmetal hardness was 55 HRB maximum.
Fig. 22 Accuracy of flange spacing obtained by maintenance of small gib clearance and close ram-to-
bolster
parallelism in press bending of control-arm brackets for passenger-car frames. Dimensions given in inches.
For proper fit of the bracket with its mating part, the dimension between the two opposing flanges had to be held between
71.12 and 72.64 mm (2.800 and 2.860 in.); the basic dimension was 71.12 mm (2.800 in.). Figure 22 plots the distance
between flanges as measured on 74 pieces during a total production run of 6345 brackets. As these data show, all samples
were well within tolerance.
To obtain this degree of accuracy on the heavy-gage bracket, gib clearance in the press was kept between 0.15 and 0.20
mm (0.006 and 0.008 in.), and parallelism of the face of the ram with the top of the bolster was maintained within 0.51
mm (0.020 in.). In addition, before forming, the blanks were checked for thickness, and the forming tool was adjusted to
compensate for variations. The dies were made of A2 tool steel and were hardened to 60 to 62 HRC.
Press Bending of Low-Carbon Steel
Safety
Press bending, like all other press operations, involves potential hazards to operators, maintenance men, and other
personnel in the vicinity. The articles "Presses and Auxiliary Equipment for Forming of Sheet Metal" and "Blanking of
Low-Carbon Steel" in this Volume contain information and literature references on safe operation.
Press-Brake Forming
Introduction
PRESS-BRAKE FORMING is a process in which the workpiece is placed over an open die and pressed down into the die
by a punch that is actuated by the ram portion of a machine called a press brake. The process is most widely used for the
forming of relatively long, narrow parts that are not adaptable to press forming and for applications in which production
quantities are too small to warrant the tooling cost for contour roll forming.
Simple V-bends or more intricate shapes can be formed in a press brake. Operations such as blanking, piercing, lancing,
shearing, straightening, embossing, beading, wiring, flattening, corrugating, and flanging can also be carried out in a press
brake. Information on press-brake forming can also be found in the articles "Press Bending of Low-Carbon Steel," "Press
Forming of Coated Steel," "Contour Roll Forming," "Forming of Stainless Steel," and "Forming of Aluminum Alloys" in
this Volume.
Press-Brake Forming
Principles
In press-brake forming, as in other forming processes, when a bend is made, the metal on the inside of the bend is
compressed or shrunk, and that on the outside of the bend is stretched. The applied forces create a strain gradient across
the thickness of the work metal in the area of die contact. Tensile strain occurs in the outer fiber, and compressive strain
in the inner fiber; both decrease in magnitude toward the neutral axis.
The setup and tooling for press-brake forming are relatively simple (Fig. 1). The distance the punch enters the die
determines the bend angle and is controlled by the shut height of the machine. The span width of the die, or the width of
the die opening, affects the force needed to bend the workpiece. The minimum width is determined by the thickness of the
work and sometimes by the punch-nose radius. After the tools have been set up and the shut height has been adjusted, the
press brake is cycled, and the work metal is bent to the desired angle around the nose radius of the punch.