Baker R.C. Flow Measurement Handbook: Industrial Designs, Operating Principles, Performance, and Applications
Подождите немного. Документ загружается.

7.6 DESIGN CONSIDERATIONS
147
where b
c
represents the contribution of methane, and a
c
f represents the contribu-
tion of other components. The square root of the compressibility factor is given
by
/z^ = a
z
f
+
b
z
(7.14)
a
c
, b
c
, a
z
, and b
z
are tabulated against temperature and pressure, and f is obtained
from
f = X(C
2
H
6
) + 2X(C
3
H
8
) + 3X(C
4
H
10
) - \
X(CO
2
)
(7.15)
Limits are set to the mole fraction X of each component, and the value of f is zero
for methane. The uncertainty resulting from this formula is estimated for methane
at 70 bar as ±0.25% and for a maximum value (f = 0.2) as ±0.45%.
Weberg (1990) has developed a new critical mass flow correlation for 0-180 bar
and 280-340
K.
This was based on critical mass flow rates computed from the AGA-8
(1992) equation and from Aly and Lee's (1981) ideal gas specific heat correlation.
Average deviation of the correlation from the data was 0.2% (cf. Starling 1994 on
hydrocarbon mixture equations of state).
7.6 DESIGN CONSIDERATIONS
Referring to Figures 7.3 and 7.7, some details are given from the standard (cf. ISO
9300 for full details). Wall smoothness, curvature, and axial distances from inlet
plane are denned. The inlet plane is that plane perpendicular to the axis, which cuts
the inlet toroid at a diameter of 2.5d.
Swirl and other upstream disturbances (cf. Yoo et al. 1993) may need to be elimi-
nated with a straightener. Drain holes to remove condensation may also be necessary
to avoid an accumulation of water reducing the upstream plenum.
These points are summarized here.
Region I
• Average roughness <15 x 10~
6
d
• Free from deposits of any sort
• Radius of toroid (in plane through the
axis) 1.8d< r < 2.2d
• Contour toroidal to <0.001d
Region D
• Diffuser half-angle between 2.5° and 6°
• Length of diffuser from toroid at least d
• No discontinuities exceeding 1% of lo-
cal diameter
• Average roughness <10~
4
d
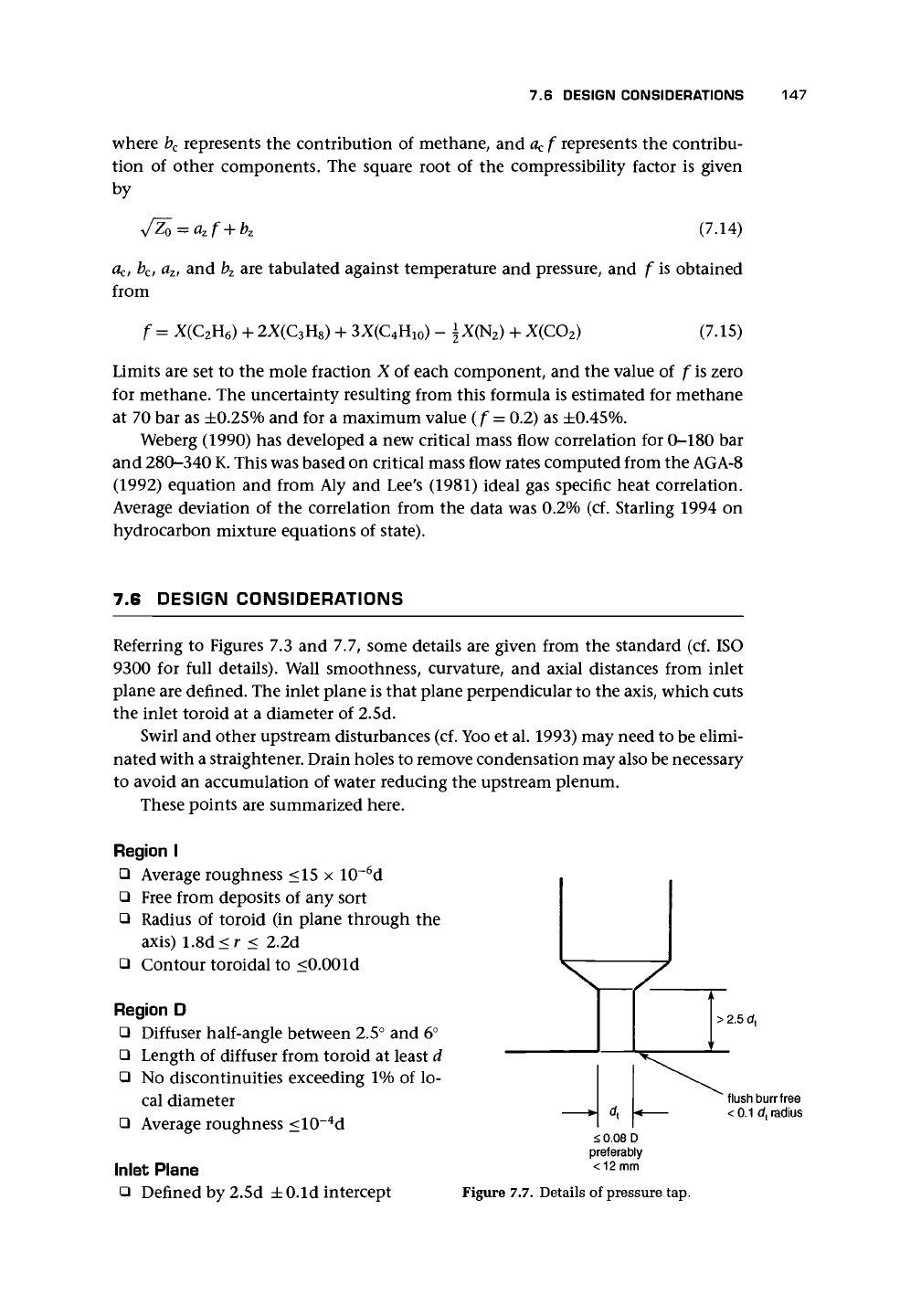
Inlet Plane
• Denned by 2.5d ±0.Id intercept
>2.5d
t
* flush burr free
<0.1 c/
t
radius
< 0.08 D
preferably
< 12 mm
Figure 7.7. Details of pressure tap.
148 CRITICAL FLOW VENTURI NOZZLE
Swirl free
• Inlet flow to be swirl free, if necessary, by use of a straightener at >5D
p Ratio
• either fi = d/D to be less than 0.25 for a circular inlet pipe or there must be a
large space with >5d in all directions from the axis.
Drain Holes
• <0.06D at greater than one diameter upstream of po tapping and away from the
plane of tapping
The design of the pressure tappings is shown in Figure 7.7 where
d
x
is
the diameter
of the tapping. The inlet tapping should be situated 0.9-1.ID upstream of the inlet
plane, or in a large inlet chamber it should be within lOd ± Id from the inlet plane.
The downstream pressure tapping (if required) should be less than 0.5 times the
conduit diameter from the nozzle exit plane. In some cases, downstream pressure
will be known (e.g., when the nozzle exhausts to the atmosphere).
The inlet temperature tapping should be positioned to give a reliable measure of
stagnation temperature.
The accuracy of the method will depend heavily on the accuracy of measurement
of
pQ.
Takamoto et al. (1993a) showed that cross flows can cause errors due to the
lack of a measure of stagnation. If we cannot assume that the flow is negligible in
the upstream pipe, then
po
cannot be directly measured at the wall tapping, and we
shall have to deduce it from pi using
where Mi will be small, but the additional step is likely to reduce the precision of
the final measurement. Similar considerations apply to T
o
. It is, therefore, preferable
to ensure that stagnation conditions do exist in the inlet plenum.
Pereira et al. (1993) suggested making the nozzle throat and diffuser in two parts
with an O-ring between and discussed the effect of
a
step between throat and diffuser,
which they found was not critical within certain limits.
7.7 MEASUREMENT UNCERTAINTY
The equation for the uncertainty summation [cf. Equation (5.26) for alternative
equivalent symbols] is
€(q
m
) = ±[t(A*)
2
+ 6(C)
2
+ e(C*)
2
+
e(p
0
)
2
+ ^(M)
2
+
^(T
0
)
2
]
1/2
(7.17)
If we apply some of the possible uncertainties mentioned earlier, we have
€(C) = ±0.5% based on the values for the ISO equation
e(CJ = ±0.45% as given for a value for / = 0.2 (but may be too
optimistic)

7.8 EXAMPLE 149
€(A) = ±0.8%
€{%)
for a 5-mm diameter throat would require
0.010-mm uncertainty in throat diameter
guess ±0.5%
guess ±0.1%
guess ±0.2%
With these values, we obtain an overall uncertainty of
€
(q
m
) = ±1.18%
Caron (1995) gave some details of the critical nozzle test stand designed and used
by the Ford Company to calibrate air-flow sensors. The ASME Standard toroidal
design was selected, and it was reckoned that after calibration an uncertainty of
±0.25%
in the coefficient could be achieved. The paper gives the following values
for uncertainties (the area is calibrated out):
Source
Pressure
Temperature
Discharge coefficient
Critical flow function
Combined uncertainty
Uncertainty
±0.05%
±0.37%
±0.25%
±0.0125%
Sensitivity
Coefficient
1
0.5
1
1
Product
±0.05%
±0.185%
±0.25%
±0.0125%
±0.315%
Because this omits, due to calibration, the measurement of the throat area
and uses higher precision values, it is not out of line with the value obtained
earlier.
7.8 EXAMPLE
Using the data given in this chapter, we shall calculate the mass flow of air q
m
for a
throat diameter d of
6
mm, inlet stagnation pressure p
0
of 2 bar, and inlet stagnation
temperature T
o
of 50°C, and we shall calculate the outlet area necessary to allow
operation with a back pressure p2 up to 1.6 bar.
In this example, we are assuming a venturi nozzle conforming to the preceding
requirements. We need to calculate the value of Re
d
, and for this we require the
throat velocity. At critical conditions, M = 1, and the velocity is that of sound speed
(cf. Baker 1996)
(7.18)
Because at M = 1 using Equation (2.15),
r.
=
2
To y + 1
c
=
2y RT
0
+ l M
150 CRITICAL FLOW VENTURI NOZZLE
and because T
o
= 323.15
K,
and for air 7 = 1.4 and R/M = 8.3143/29.0 kJ/kgK =
0.2867 kJ/kgK
;
we obtain c
=
328.8 m/s.
Taking v = 1.3 x 10~
5
m
2
/s
;
we can obtain the Reynolds number for the throat
as
Re
d
= 328.8 x 0.006/1.3 x 10"
5
= 1.52 x 10
5
(within ISO limits)
Note from Figure 7.6 that small variations of Re
d
should have little effect on the
value of the discharge coefficient.
Using Table 7.1
C = 0.9935-1.525 Re/
5
= 0.9896
Using Table 7.2 at T
o
= 50°C and p
0
= 2 bar,
C* = 0.6853 (cf. 0.685 using the perfect
gas
value)
From Equation 7.4,
_
/R/MTo
A,
= Ttd
2
/4 = 2.827 x 1O"
5
m
2
So
q
m
= 0.01260 kg/s
To obtain the outlet area, we first obtain the value of the outlet Mach number
from Equation (2.45) for ideal flow through the nozzle
Y/iX-Y)
Po
"" V 2
-x
2
M
2
= 0.574
Then from Equation (2.18),
A
2
l/2 y-1
^ = 1.22 A
2
= 3.45 x 1(T
5
m
2
d
2
= 6.63 mm
This outlet area has assumed a curve like c in Figure 2.6(b). We have ignored what
happens between curves c and d. In fact, the flow ceases to be without loss. If the
pressure at outlet lies between c and d, the flow will follow d out of the throat before
7.9 INDUSTRIAL AND OTHER EXPERIENCE 151
passing through a sudden pressure increase known as a shock
wave.
Downstream of
this sudden change, the flow will follow a curve below, but not dissimilar to, c.
For our purposes, therefore, it will be advisable to ensure that the outlet diameter
is larger than 6.63 mm (as in Figure 7.4) so that the throat is definitely running at
sonic velocity. ISO 9300 recommends designing for an outlet pressure recovery 80%
of the ideal [Equation
(7.8)].
7.9 INDUSTRIAL AND OTHER EXPERIENCE
The use of the nozzle in saturated steam with a dryness fraction down to 84% re-
quires a wet steam correction factor (Amini and Owen 1995, cf. ASME/ANSIMFC-7M
1987).
However, Amini and Owen suggest that a more practical approach might be
to precede the nozzle with a steam-water separator, assume the steam to be dry satu-
rated, and accept an uncertainty in the mass flow of
3%.
An uncertainty of 1% arises
from the lack of perfect separation.
The Gas & Fuel Corporation of Victoria, Australia, has a gas meter test facility
with 11 critical nozzles (Wright 1993), has been in use for 10 years and has a range of
6-5,600 m
3
/h for meters from 80 to 450 mm, and another facility with six nozzles,
which has been in use for 5 years and has a range of 2.4-30 m
3
/h. The coefficient
has ±0.5% uncertainty. The flow rate sequence is that the flow rate of each nozzle is
close to the sum of flows through the next three smaller nozzles. This is achieved by
using a flow rate ratio for each nozzle compared to the one below of 1.839:1. Wright
claimed that the use of two nozzles to match the higher flow rate requires more
nozzles to cover the range. Wright also mentioned a Wheatstone bridge technique
to calibrate nozzles, and an American quantity called standard time, 4 used by the
American Meter Company and equal to the time in seconds to pass one cubic foot
at an inlet pressure of 24.696 psia (10 psig) and an inlet temperature of 60.0°F.
Nakao et al. (1996) described a calibration system for sonic nozzles that used
the weight of a collecting vessel to obtain the flow rate. Four lines were available
for the venturi nozzles, and the gas was drawn through with a vacuum pump until
the required flow conditions were established. The flow line was then changed to
the vessel, which had been evacuated and weighed, and the flow continued until a
sufficient mass had been collected, when the diversion time ended. Care was needed
to allow for dead volumes and the change-over mechanisms. They claimed an overall
uncertainty for the rig of about
±0.1%.
Bosio et al. (1990) observed a lack of repeatability during gravimetric primary
calibration of nozzles in natural gas containing approximately
3
mg/m
3
of hydrogen
sulfide. They identified the problem as deposition of sulfur in the throat. Chesnoy
(1993) also discussed the problem of sulfur deposition in the nozzle throat, causing
change in nozzle performance. To reduce the possibility of sulfur formation either
the content of H
2
S needs to be reduced or the oxidant needs to be eliminated.
If this is not possible, work supported by Chevron suggested that the position of
the deposition moved downstream due to temperature increase (Mottram and Ting
1992).
Chesnoy claimed that K-Lab's primary calibration was within
±0.3%
between
20 and 100 bar.
A
zinc oxide bed had been used to treat the inlet gas successfully up
to 100 bar (absolute), but other actions were under consideration above this pressure.
152 CRITICAL FLOW VENTURI NOZZLE
Bignell (1996a) described comparison techniques for the performance of a num-
ber of small sonic nozzles, and Kim and O'Neal (1995) used critical flow models to
estimate two-phase flow of HCFC22 and HFC134a through short tube orifices.
Nozzles with throat diameters of 10-1,000 /xm have been reported (Takamoto
1996).
Recent calculations of discharge coefficient using finite elements (Wu and
Yan 1996) gave very impressive agreement with ISO.
7.10 ADVANTAGES, DISADVANTAGES, AND APPLICATIONS
The advantages of this device are that it allows mass flow measurement of gas and
ensures that, provided the flow is choked and, therefore, operating in its correct
regime, flows upstream are not affected by changes in downstream conditions.
It is, however, very inflexible in that flow rate can be increased only by changing
the upstream stagnation values or by increasing the throat area. This leads to the
requirement for a bank of carefully sized nozzles to span the working range.
Its primary application is in gas flow measurement of high precision, particularly
in flow calibration.
7.11 CHAPTER CONCLUSIONS
The critical flow venturi nozzle appears to have the potential for very high preci-
sion. It has been suggested that the ISO uncertainty figure is too great (cf. Gregor
et al. 1993).
It is a meter where upstream conditions should be capable of control and precise
replication so that the profile and turbulence distribution approaching the meter is
always the same.
There are clearly sources of reduced accuracy (e.g., deposits) and possible humid-
ity or small quantities of contaminants in the flow.
It also should be amenable to CFD modeling with increasing precision. The pre-
cise positioning, design, and consequent effect of pressure and temperature tappings
may be amenable to such modeling. Such an approach may suggest, where possible,
a most repeatable and most stable overall layout for the upstream pipe, conditioners,
etc.
Another direction in which experimental and theoretical studies could go is in
the miniaturization of nozzles.
CHAPTER
8
Other Momentum-Sensing Meters
8.1 INTRODUCTION
The previous chapters have been mainly concerned with devices, the designs of
which have been denned by various standard specifications. In this chapter, we con-
sider other mainly proprietary meters, which depend on the changing flow pattern
and which essentially sense momentum of the flow. The output is in some cases
given by a differential pressure measurement and in others by a position or force
measurement. This means that the user must be aware of the possible effect of den-
sity on the results. Viscosity will also affect some readings.
The somewhat arbitrary order of consideration and the uneven amount of detail
in this chapter reflect the current importance of the devices, the available literature,
and my experience. Thus the variable area meter takes up a large proportion of the
chapter.
The meters to be considered in this chapter are
• variable area (VA) meters, which depend on gravity to oppose the movement of
the float and consist of two main types:
• those with a tapered tube and a float with a fixed metering edge and
• those with an orifice with a fixed metering edge and a moving tapered
Plug;
• spring-loaded profiled plug in an orifice;
• target (drag plate) meter sometimes spring loaded;
• venturi-type meters claiming a low loss, such as Dall, Epiflo, Gentile and Low-
Loss;
• wedge, V-cone meters;
• meters using a bypass with an oscillating vane, a Pelton, or a
VA
meter in it;
• slotted orifice meter;
• pipework features used as meters such as inlets and bends;
• averaging pitots under various names (Annubar, Torbar, etc.); and
• laminar (viscous) flowmeters.
8.2 VARIABLE AREA METER
The variable area (VA) meter is sometimes known as a Rotameter, but this is a trade
name of a particular company and I shall, therefore, refer to it as the variable area
153
154
OTHER MOMENTUM-SENSING METERS
Outlet fitting
O-ring
Float stop outlet
Float
Scale
Tube
Housing
Float stop inlet
O-ring
Inlet fitting
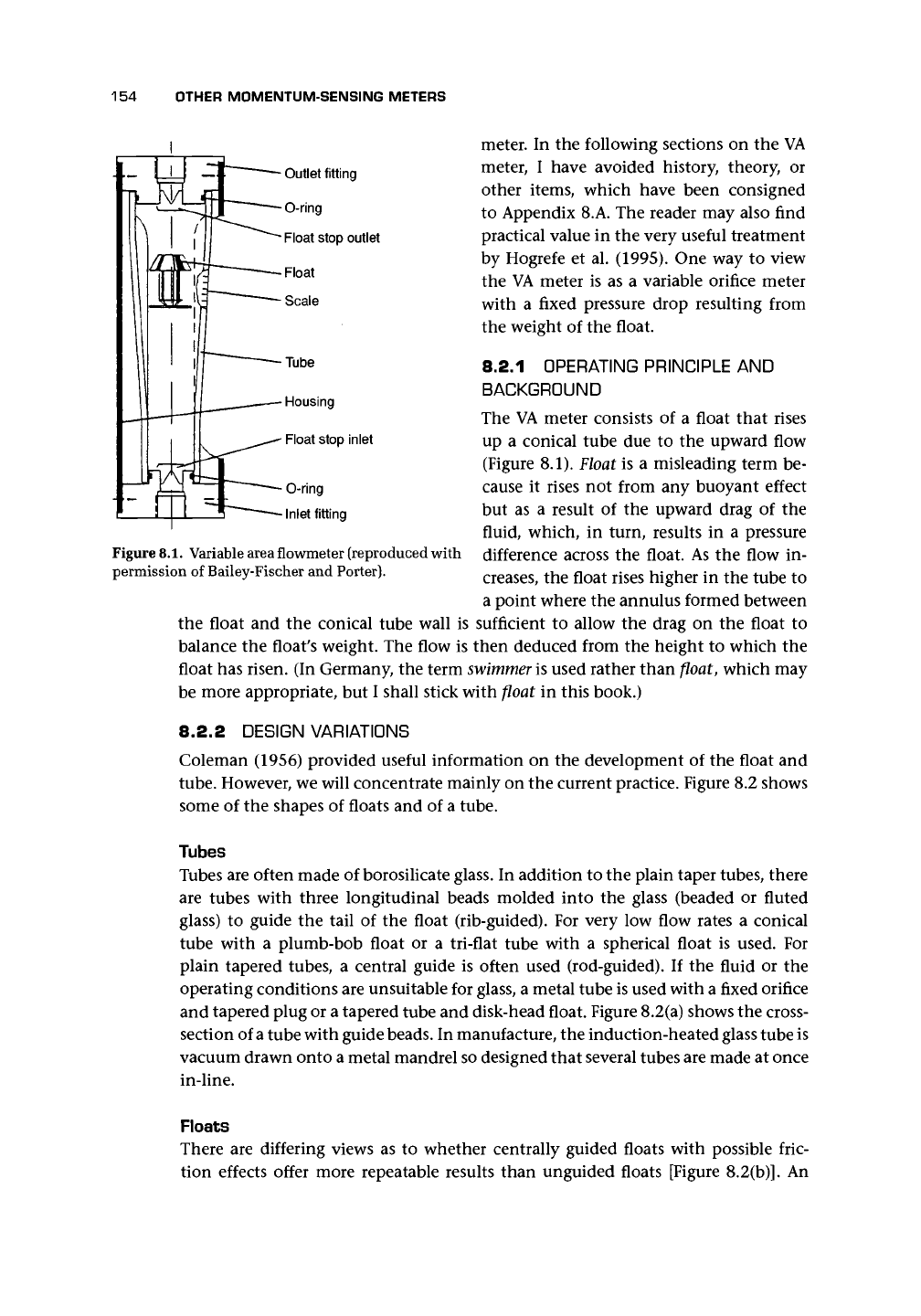
Figure
8.1.
Variable area flowmeter (reproduced with
permission of Bailey-Fischer and Porter).
meter. In the following sections on the VA
meter, I have avoided history, theory, or
other items, which have been consigned
to Appendix 8.A. The reader may also find
practical value in the very useful treatment
by Hogrefe et al. (1995). One way to view
the VA meter is as a variable orifice meter
with a fixed pressure drop resulting from
the weight of the float.
8.2.1 OPERATING PRINCIPLE AND
BACKGROUND
The VA meter consists of a float that rises
up a conical tube due to the upward flow
(Figure 8.1). Float is a misleading term be-
cause it rises not from any buoyant effect
but as a result of the upward drag of the
fluid, which, in turn, results in a pressure
difference across the float. As the flow in-
creases, the float rises higher in the tube to
a point where the annulus formed between
the float and the conical tube wall is sufficient to allow the drag on the float to
balance the float's weight. The flow is then deduced from the height to which the
float has risen. (In Germany, the term swimmer is used rather than float, which may
be more appropriate, but I shall stick with float in this book.)
8.2.2 DESIGN VARIATIONS
Coleman (1956) provided useful information on the development of the float and
tube.
However, we will concentrate mainly on the current practice. Figure 8.2 shows
some of the shapes of floats and of a tube.
Tubes
Tubes are often made of borosilicate glass. In addition to the plain taper tubes, there
are tubes with three longitudinal beads molded into the glass (beaded or fluted
glass) to guide the tail of the float (rib-guided). For very low flow rates a conical
tube with a plumb-bob float or a tri-flat tube with a spherical float is used. For
plain tapered tubes, a central guide is often used (rod-guided). If the fluid or the
operating conditions are unsuitable for glass, a metal tube is used with a fixed orifice
and tapered plug or a tapered tube and disk-head float. Figure
8.2(a)
shows the cross-
section of
a
tube with guide
beads.
In manufacture, the induction-heated glass tube is
vacuum drawn onto a metal mandrel so designed that several tubes are made at once
in-line.
Floats
There are differing views as to whether centrally guided floats with possible fric-
tion effects offer more repeatable results than unguided floats [Figure 8.2(b)]. An
8.2 VARIABLE AREA METER
155
(b)
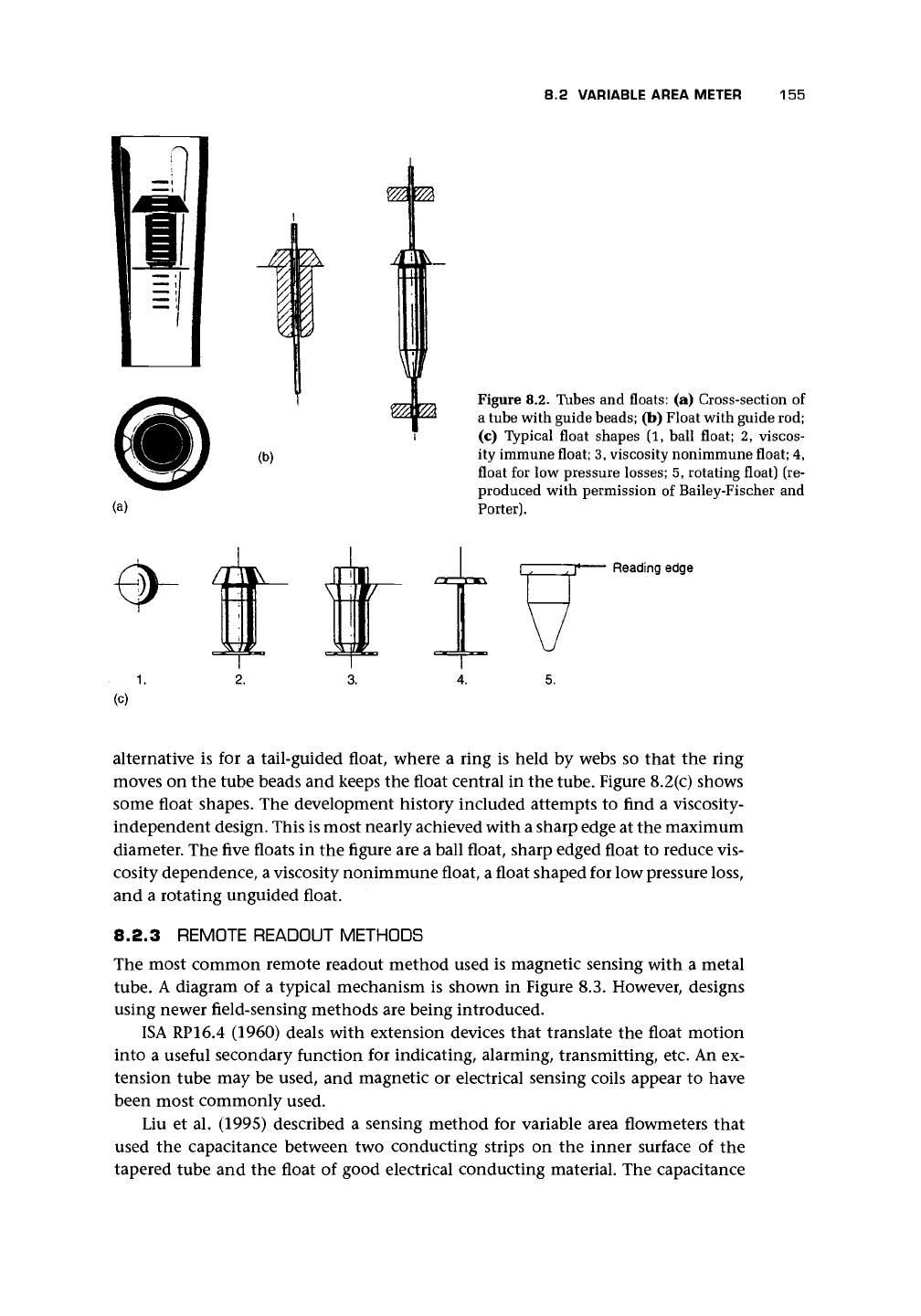
Figure 8.2. Tubes and floats: (a) Cross-section of
a tube with guide beads; (b) Float with guide rod;
(c) Typical float shapes (1, ball float; 2, viscos-
ity immune float; 3, viscosity nonimmune float; 4,
float for low pressure losses; 5, rotating float) (re-
produced with permission of Bailey-Fischer and
Porter).
Reading edge
alternative is for a tail-guided float, where a ring is held by webs so that the ring
moves on the tube beads and keeps the float central in the tube. Figure
8.2(c)
shows
some float shapes. The development history included attempts to find a viscosity-
independent design. This is most nearly achieved with a sharp edge at the maximum
diameter. The five floats in the figure are a ball float, sharp edged float to reduce vis-
cosity dependence, a viscosity nonimmune float, a float shaped for low pressure loss,
and a rotating unguided float.
8.2.3 REMOTE READOUT METHODS
The most common remote readout method used is magnetic sensing with a metal
tube.
A diagram of a typical mechanism is shown in Figure 8.3. However, designs
using newer field-sensing methods are being introduced.
ISA RP16.4 (1960) deals with extension devices that translate the float motion
into a useful secondary function for indicating, alarming, transmitting, etc. An ex-
tension tube may be used, and magnetic or electrical sensing coils appear to have
been most commonly used.
Liu et al. (1995) described a sensing method for variable area flowmeters that
used the capacitance between two conducting strips on the inner surface of the
tapered tube and the float of good electrical conducting material. The capacitance
156
OTHER MOMENTUM-SENSING METERS
Figure 8.3. Diagram
of
sensing
for
metal tubes.
h-
between
the
strips will vary
as the
float
rises
in the
tube. They claimed that anal-
ysis
and
experiment have shown that this
sensor system can be used
for
nonconduct-
ing fluids. However, tests reported were
for
a prototype
in a
laboratory
rig and
wider
testing would appear necessary.
Parker (1990) described an optical trans-
ducer.
In
this,
an
array
of
nine infrared
LEDs was mounted
on
one side
of
the flow
tube,
and
a
corresponding array
of
photo-
transistors was mounted
on the
other
but
displaced
by
half
the
LED pitch. The read-
ing
on
each detector,
or
pair
of
detectors,
is taken
for
each LED,
and the
responses
are normalized. When
a
float
is
present,
the transmission will vary,
and
a
position-
finding algorithm
is
claimed
to
give
a
reso-
lution
of
1 part
in
2048.
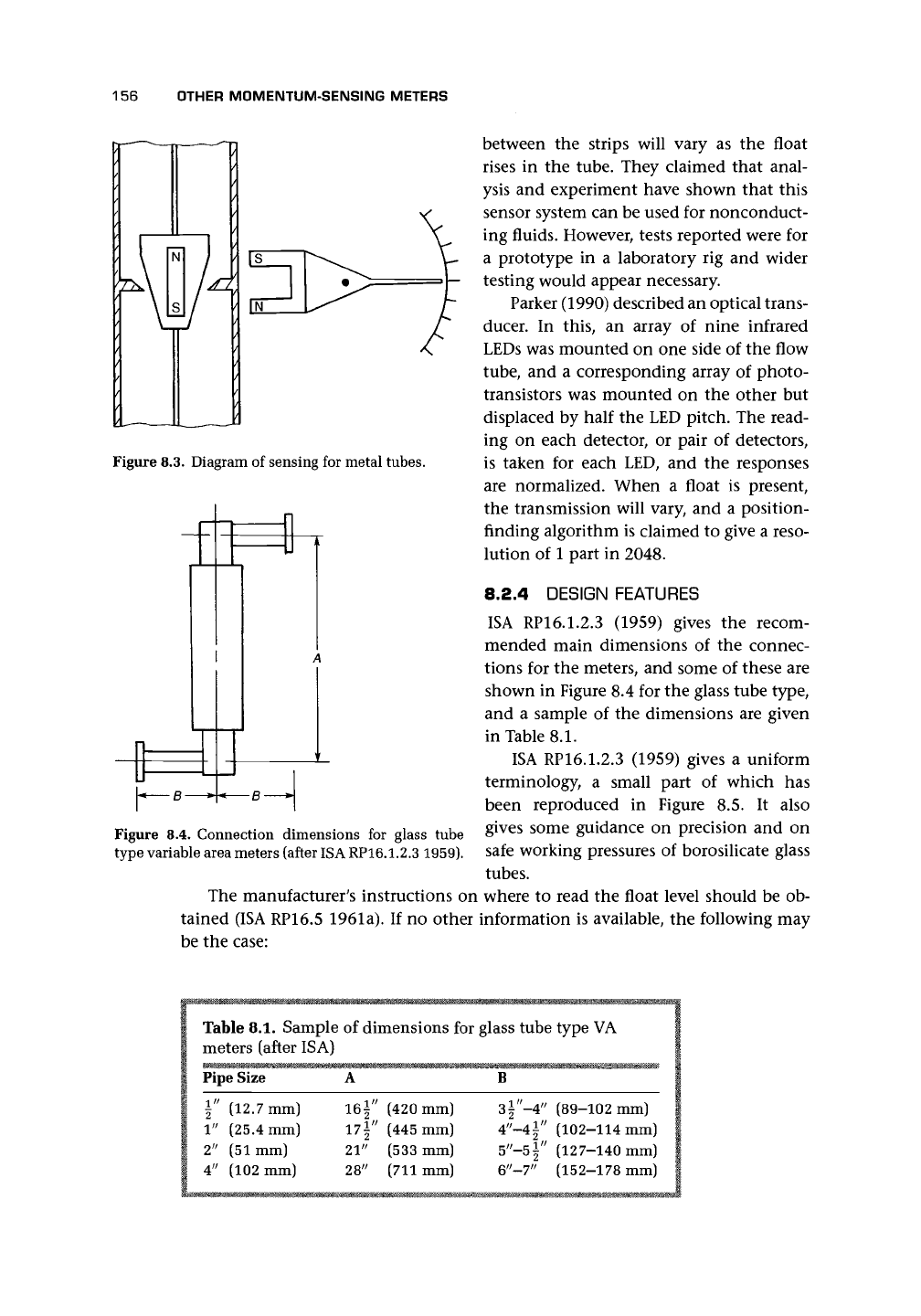
8.2.4 DESIGN FEATURES
ISA RP16.1.2.3 (1959) gives
the
recom-
mended main dimensions
of the
connec-
tions
for
the meters,
and
some
of
these
are
shown
in
Figure
8.4 for
the glass tube type,
and
a
sample
of
the
dimensions
are
given
in Table 8.1.
ISA RP16.1.2.3 (1959) gives
a
uniform
terminology,
a
small part
of
which
has
been reproduced
in
Figure
8.5. It
also
gives some guidance
on
precision
and on
safe working pressures
of
borosilicate glass
tubes.
The manufacturer's instructions
on
where
to
read
the
float level should
be ob-
tained (ISA RP16.5 1961a).
If
no
other information
is
available,
the
following may
be
the
case:
h
B- -B
-A
Figure
8.4.
Connection dimensions
for
glass tube
type variable area meters (after ISA RP16.1.2.3 1959).
Table 8.1. Sample
of
dimensions
for
glass tube type VA
meters (after ISA)
Pipe Size
§" (12.7 mm)
1"
(25.4 mm)
2"
(51
mm)
4"
(102 mm)
16§"
(420 mm)
17 §" (445 mm)
21"
(533 mm)
28"
(711 mm)
3
§"-4" (89-102 mm)
4"-4§"
(102-114 mm)
5"-5§"
(127-140 mm)
6"-7" (152-178 mm)