Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

264 10. FffiER FROM RECYCLED PAPER
loo;^
^*
>-
^
z
Ul
o
i—1
L»-
LJ
_J
<
>
21
U
H-
Z
<:
z
1—1
z:
<c
1—
z
a
CJ
0
f\y
/B
•^/
4y
ot/
<i /
^^/
y
lOOX
FIBER REJECT RATE.
V.
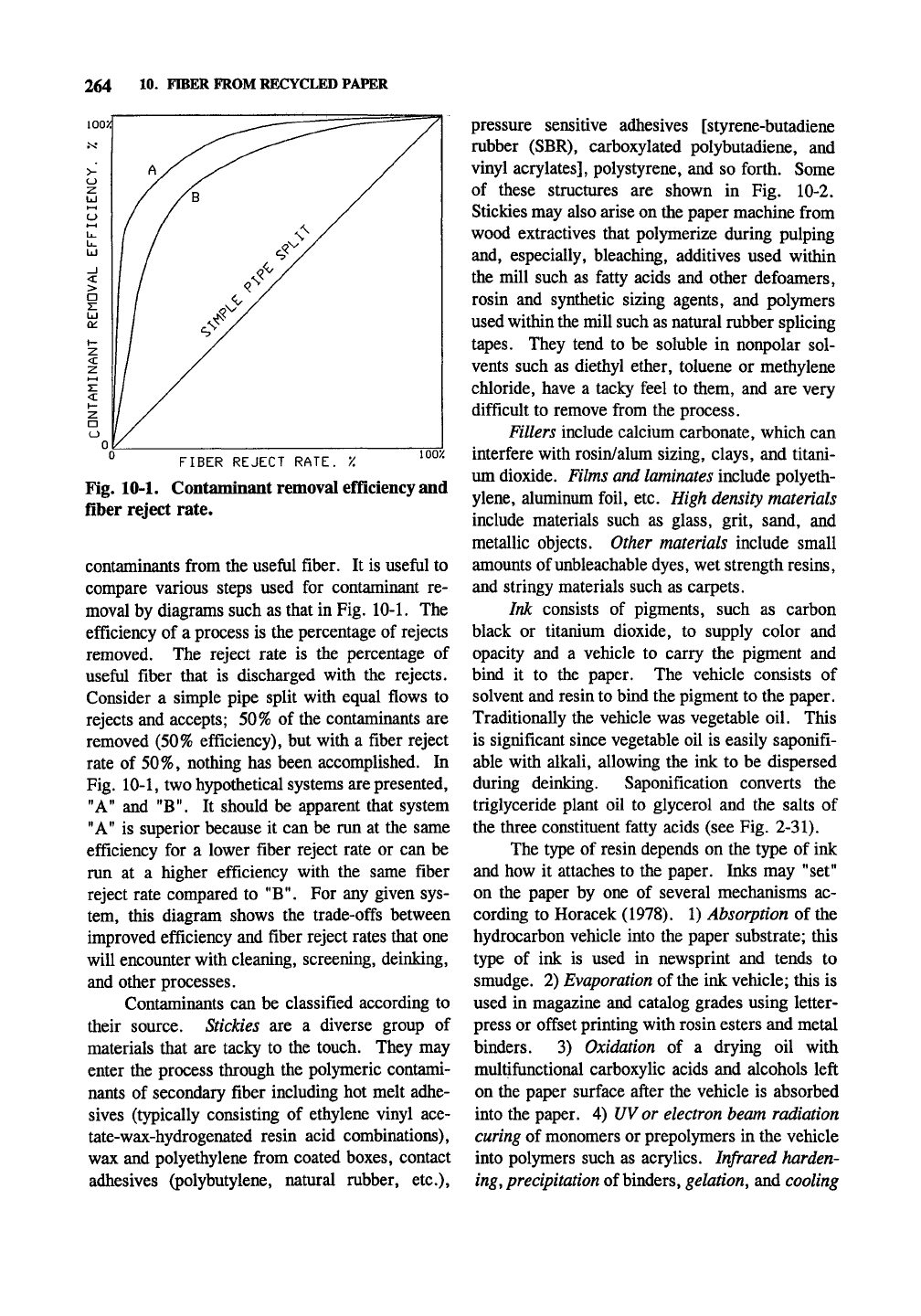
Fig. 10-1. Contaminant removal efficiency and
fiber reject rate.
contaminants from the useful fiber. It is useful to
compare various steps used for contaminant re-
moval by diagrams such as that in Fig. 10-1. The
efficiency of a process is the percentage of rejects
removed. The reject rate is the percentage of
useful fiber that is discharged with the rejects.
Consider a simple pipe split with equal flows to
rejects and accepts; 50% of the contaminants are
removed (50% efficiency), but with a fiber reject
rate of 50%, nothing has been accomplished. In
Fig. 10-1, two hypothetical systems are presented,
"A"
and "B". It should be apparent that system
"A"
is superior because it can be run at the same
efficiency for a lower fiber reject rate or can be
run at a higher efficiency with the same fiber
reject rate compared to "B". For any given sys-
tem, this diagram shows the trade-offs between
improved efficiency and fiber reject rates that one
will encounter with cleaning, screening, deinking,
and other processes.
Contaminants can be classified according to
their source. Stickles are a diverse group of
materials that are tacky to the touch. They may
enter the process through the polymeric contami-
nants of secondary fiber including hot melt adhe-
sives (typically consisting of ethylene vinyl ace-
tate-wax-hydrogenated resin acid combinations),
wax and polyethylene from coated boxes, contact
adhesives (polybutylene, natural rubber, etc.).
pressure sensitive adhesives [styrene-butadiene
rubber (SBR), carboxylated polybutadiene, and
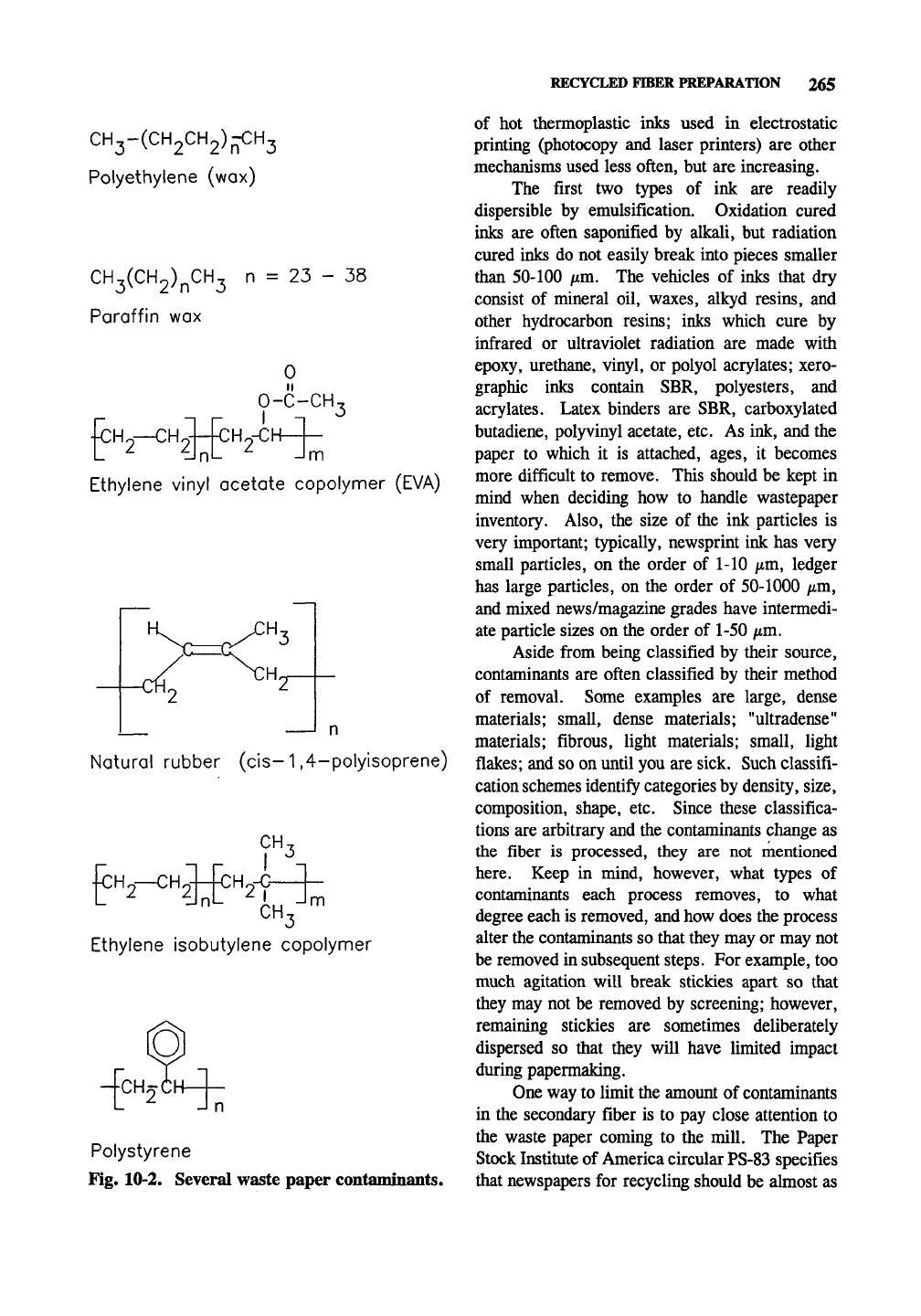
vinyl acrylates], polystyrene, and so forth. Some
of these structures are shown in Fig. 10-2.
Stickles may also arise on the paper machine from
wood extractives that polymerize during pulping
and, especially, bleaching, additives used within
the mill such as fatty acids and other defoamers,
rosin and synthetic sizing agents, and polymers
used within the mill such as natural rubber splicing
tapes.
They tend to be soluble in nonpolar sol-
vents such as diethyl ether, toluene or methylene
chloride, have a tacky feel to them, and are very
difficult to remove from the process.
Fillers include calcium carbonate, which can
interfere with rosin/alum sizing, clays, and titani-
um dioxide. Films and laminates include polyeth-
ylene, aluminum foil, etc. High density materials
include materials such as glass, grit, sand, and
metallic objects. Other materials include small
amounts of unbleachable dyes, wet strength resins,
and stringy materials such as carpets.
Ink consists of pigments, such as carbon
black or titanium dioxide, to supply color and
opacity and a vehicle to carry the pigment and
bind it to the paper. The vehicle consists of
solvent and resin to bind the pigment to the paper.
Traditionally the vehicle was vegetable oil. This
is significant since vegetable oil is easily saponifi-
able with alkali, allowing the ink to be dispersed
during deinking. Saponification converts the
triglyceride plant oil to glycerol and the salts of
the three constituent fatty acids (see Fig. 2-31).
The type of resin depends on the type of ink
and how it attaches to the paper. Inks may "set"
on the paper by one of several mechanisms ac-
cording to Horacek (1978). 1) Absorption of the
hydrocarbon vehicle into the paper substrate; this
type of ink is used in newsprint and tends to
smudge. 2) Evaporation of the ink vehicle; this is
used in magazine and catalog grades using letter-
press or offset printing with rosin esters and metal
binders. 3) Oxidation of a drying oil with
multifunctional carboxylic acids and alcohols left
on the paper surface after the vehicle is absorbed
into the paper. 4)
UV
or electron beam radiation
curing of monomers or prepolymers in the vehicle
into polymers such as acrylics. Infrared harden-
ing,
precipitation of
binders,
gelation, and cooling
RECYCLED FIBER PREPARATION
265
CH3-(CH2CH2)H:H3
Polyethylene (wax)
CH3(CH2)^CH3 n = 23 - 38
Paraffin wax
^
0
0-C-CH,
H/-^—CH/^-
CH2-CH-
nn
Ethylene vinyl acetate copolynner (EVA)
Natural rubber (cis-1,4-polyisoprene)
CH,
^H ry CH/<
2 I
CH.
-im
Ethylene isobutylene copolymer
Polystyrene
Fig. 10-2. Several waste paper contaminaiits.
of hot thermoplastic inks used in electrostatic
printing (photocopy and laser printers) are other
mechanisms used less often, but are increasing.
The first two types of ink are readily
dispersible by emulsification. Oxidation cured
inks are often saponified by alkali, but radiation
cured inks do not easily break into pieces smaller
than 50-100 \im. The vehicles of inks that dry
consist of mineral oil, waxes, alkyd resins, and
other hydrocarbon resins; inks which cure by
infrared or ultraviolet radiation are made with
epoxy, urethane, vinyl, or polyol acrylates; xero-
graphic inks contain SBR, polyesters, and
acrylates. Latex binders are SBR, carboxylated
butadiene, polyvinyl acetate, etc. As ink, and the
paper to which it is attached, ages, it becomes
more difficult to remove. This should be kept in
mind when deciding how to handle wastepaper
inventory. Also, the size of the ink particles is
very important; typically, newsprint ink has very
small particles, on the order of 1-10 /xm, ledger
has large particles, on the order of 50-1000 /im,
and mixed news/magazine grades have intermedi-
ate particle sizes on the order of 1-50 jitm.
Aside from being classified by their source,
contaminants are often classified by their method
of removal. Some examples are large, dense
materials; small, dense materials; "ultradense"
materials; fibrous, light materials; small, light
flakes; and so on until you are sick. Such classifi-
cation schemes identify categories by density, size,
composition, shape, etc. Since these classifica-
tions are arbitrary and the contaminants change as
the fiber is processed, they are not mentioned
here.
Keep in mind, however, what types of
contaminants each process removes, to what
degree each is removed, and how does the process
alter the contaminants so that they may or may not
be removed in subsequent steps. For example, too
much agitation will break stickles apart so that
they may not be removed by screening; however,
remaining stickles are sometimes deliberately
dispersed so that they will have limited impact
during papermaking.
One way to limit the amount of contaminants
in the secondary fiber is to pay close attention to
the waste paper coming to the mill. The Paper
Stock Institute of America circular
PS-83
specifies
that newspapers for recycling should be almost as
266
10.
FIBER FROM RECYCLED PAPER
clean as when they were delivered to the consum-
er. Newspapers that are wrapped in plastic (even
strappings) or kraft paper or that have more than
2%
rejects should be rejected. Ideally, little
useful fiber should be removed with the contami-
nants when processing waste paper.
10.3 RECYCLED FIBER RECOVERY
Introduction
Recycling fiber is the process of separating
useful fiber from the contaminants of waste paper.
A series of processes can be used to accomplish
this task. There are also many possible ways of
arranging these steps. Each mill has its own
needs,
its own hypotheses about what is the best
method, and its own operating experiences. In
this section we will consider many of the process-
es available and how they work.
Crow and Secor (1987) list 10 steps for
deinking, including pulping, pre-washing heat and
chemical loop, screening (coarse and fine),
through-flow and reverse cleaning, washing,
flotation, dispersion, bleaching, and water recircu-
lation and makeup, with brief descriptions of each
of these processes. While other methods are
available, these represent most of the tools avail-
able for fiber recovery from waste paper. Not all
steps are used in all recycled fiber plants.
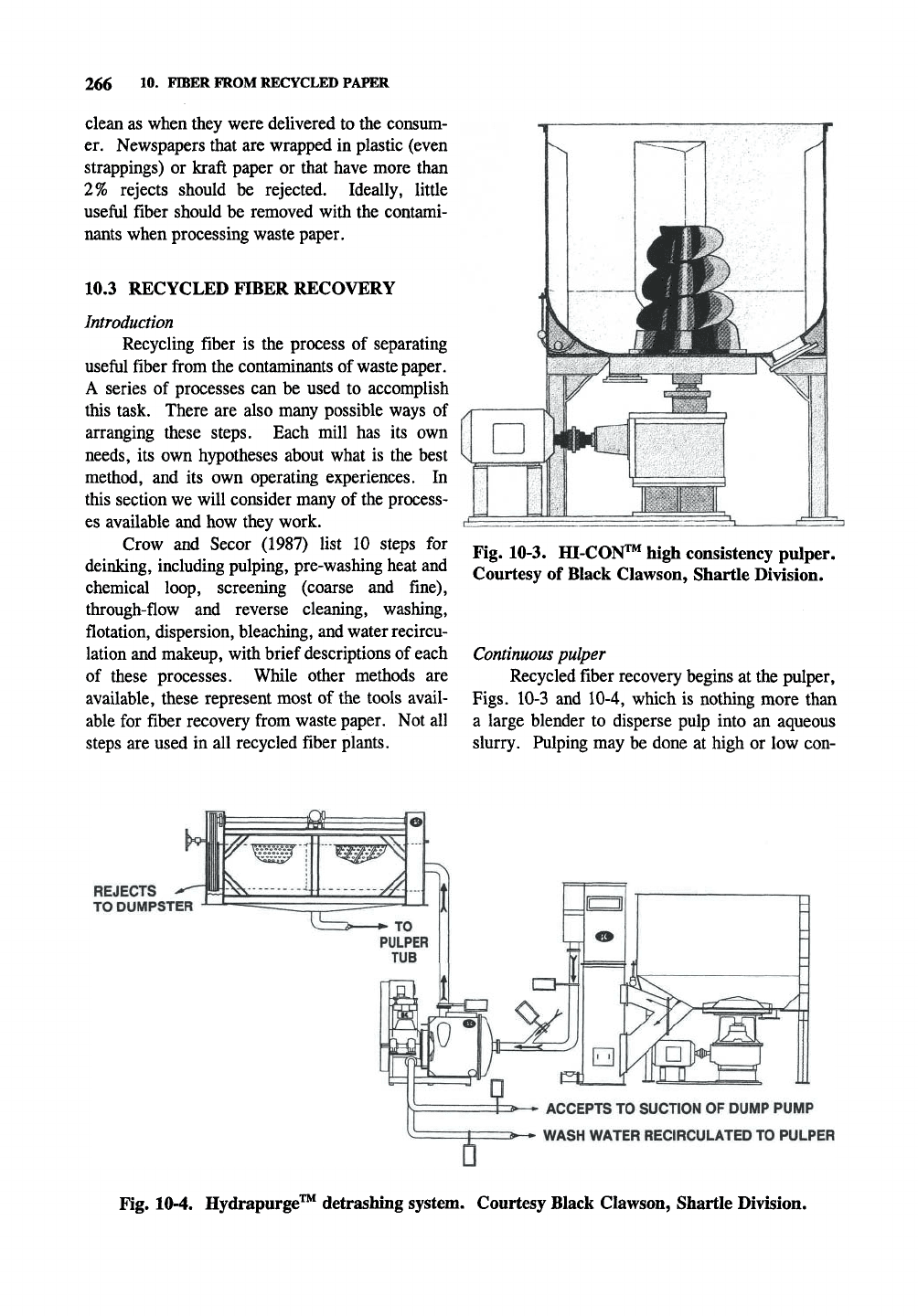
Fig. 10-3. HI-CON^'^ high consistency pulper.
Courtesy of Black Clawson, Shartle Division.
Continuous
pulper
Recycled fiber recovery begins at the pulper,
Figs.
10-3 and 10-4, which is nothing more than
a large blender to disperse pulp into an aqueous
slurry. Pulping may be done at high or low con-
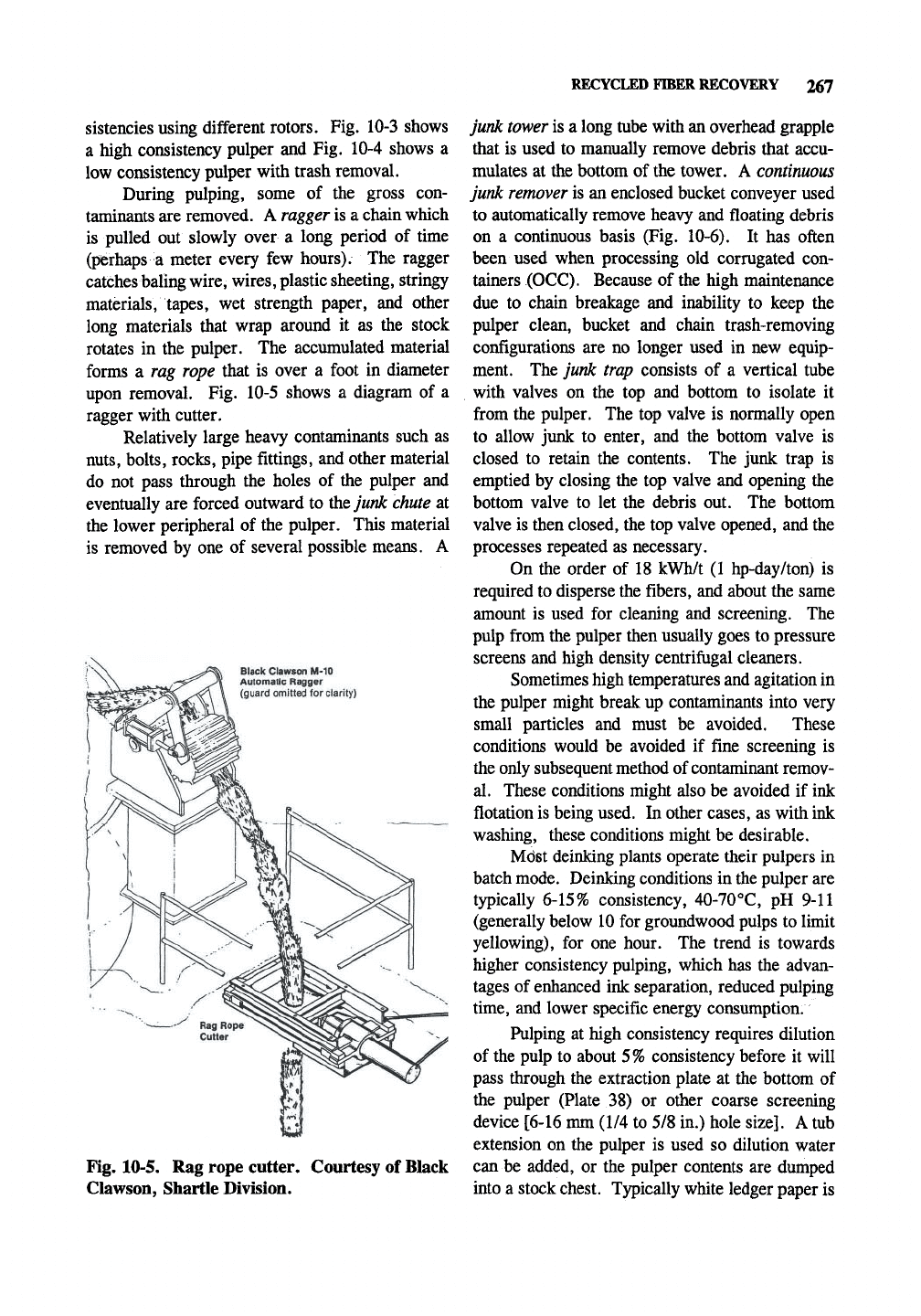
REJECTS
TO DUMPSTER
1
ACCEPTS TO SUCTION OF DUMP PUMP
WASH WATER RECIRCULATED TO PULPER
Fig. 10-4. Hydrapurge™ detrashing system. Courtesy Black Clawson, Shartle Division.
RECYCLED FffiER RECOVERY 267
sistencies using different rotors. Fig. 10-3 shows
a high consistency pulper and Fig. 10-4 shows a
low consistency pulper with trash removal.
During pulping, some of the gross con-
taminants are removed. A ragger is a chain which
is pulled out slowly over a long period of time
(perhaps a meter every few hours). The ragger
catches baling wire, wires, plastic sheeting, stringy
materials, tapes, wet strength paper, and other
long materials that wrap around it as the stock
rotates in the pulper. The accumulated material
forms a rag rope that is over a foot in diameter
upon removal. Fig. 10-5 shows a diagram of a
ragger with cutter.
Relatively large heavy contaminants such as
nuts,
bolts, rocks, pipe fittings, and other material
do not pass through the holes of the pulper and
eventually are forced outward to
the
junk chute at
the lower peripheral of the pulper. This material
is removed by one of several possible means. A
Black Clawson M-10
Automatic Ragger
(guard omitted for clarity)
Fig. 10-5. Rag rope cutter. Courtesy of Black
Clawson, Shartle Division.
junk tower is a long tube with an overhead grapple
that is used to manually remove debris that accu-
mulates at the bottom of the tower. A continuous
junk remover is an enclosed bucket conveyer used
to automatically remove heavy and floating debris
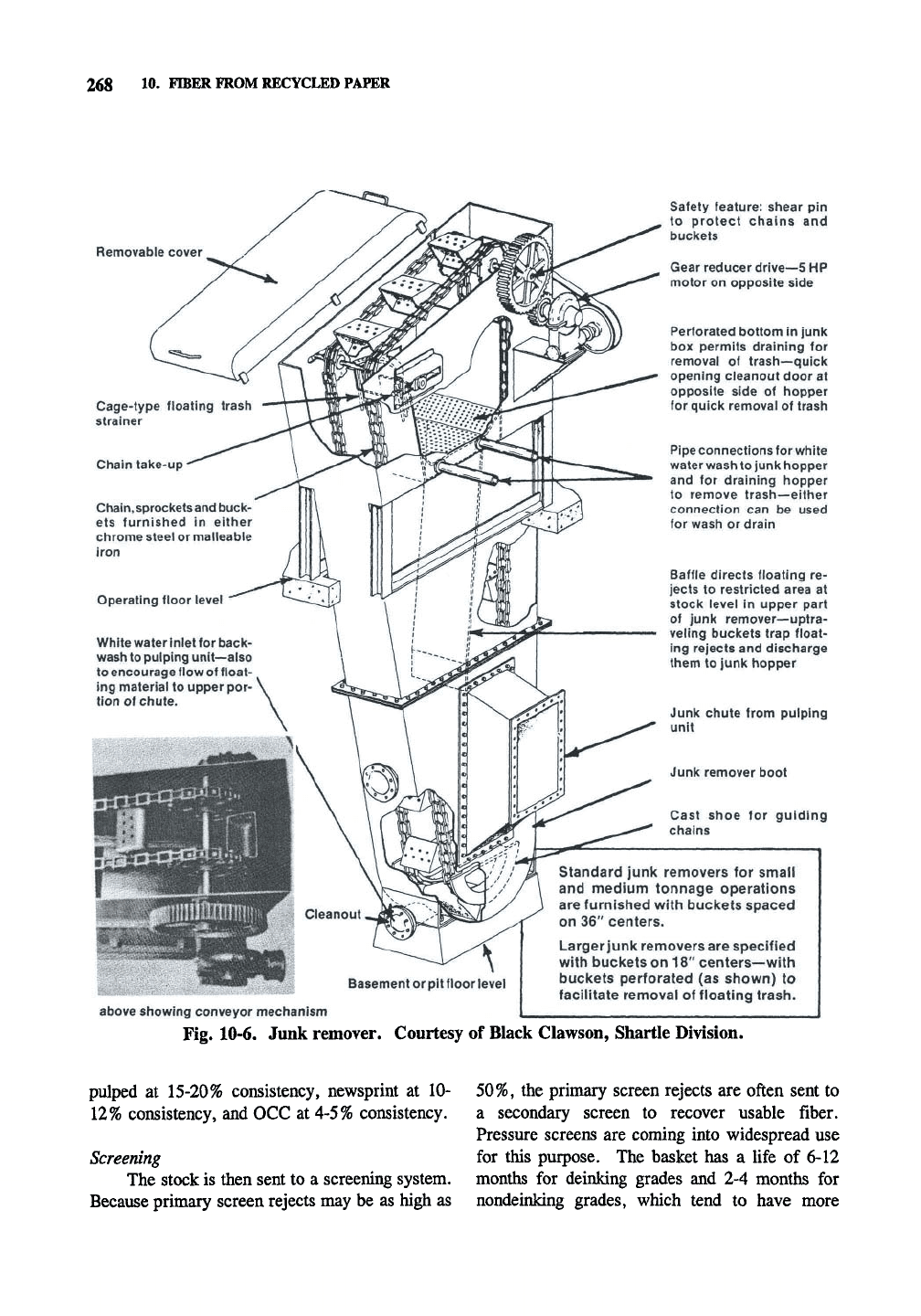
on a continuous basis (Fig. 10-6). It has often
been used when processing old corrugated con-
tainers (OCC). Because of the high maintenance
due to chain breakage and inability to keep the
pulper clean, bucket and chain trash-removing
configurations are no longer used in new equip-
ment. The junk trap consists of a vertical tube
with valves on the top and bottom to isolate it
from the pulper. The top valve is normally open
to allow junk to enter, and the bottom valve is
closed to retain the contents. The junk trap is
emptied by closing the top valve and opening the
bottom valve to let the debris out. The bottom
valve is then closed, the top valve opened, and the
processes repeated as necessary.
On the order of 18 kWh/t (1 hp-day/ton) is
required to disperse the fibers, and about the same
amount is used for cleaning and screening. The
pulp from the pulper then usually goes to pressure
screens and high density centrifiigal cleaners.
Sometimes high temperatures and agitation in
the pulper might break up contaminants into very
small particles and must be avoided. These
conditions would be avoided if fine screening is
the only subsequent method of contaminant remov-
al.
These conditions might also be avoided if ink
flotation is being used. In other cases, as with ink
washing, these conditions might be desirable.
Mdst deinking plants operate their pulpers in
batch
mode.
Deinking conditions in the pulper are
typically 6-15% consistency, 40-70°C, pH 9-11
(generally below 10 for groundwood pulps to limit
yellowing), for one hour. The trend is towards
higher consistency pulping, which has the advan-
tages of enhanced ink separation, reduced pulping
time,
and lower specific energy consumption.
Pulping at high consistency requires dilution
of the pulp to about 5% consistency before it will
pass through the extraction plate at the bottom of
the pulper (Plate 38) or other coarse screening
device [6-16 mm (1/4 to 5/8 in.) hole
size].
A tub
extension on the pulper is used so dilution water
can be added, or the pulper contents are dumped
into a stock chest. Typically white ledger paper is
268 10. FIBER FROM RECYCLED PAPER
Removable cover
Cage-type floating trash
strainer
Chain,
sprockets
and
buck-
ets furnished in either
chrome
steel or
malleable
iron
Safety feature: shear pin
to protect chains and
buckets
Gear reducer drive—5 HP
motor on opposite side
Perforated bottom
in
junk
box permits draining for
removal of trash—quick
opening cleanout door at
opposite side of hopper
for quick removal of trash
Pipe
connections
for white
water
wash to junk
hopper
and for draining hopper
to remove trash—either
connection can be used
for wash or drain
Baffle directs floating re-
jects to restricted area at
stock level in upper part
of junk remover—uptra-
veling buckets trap float-
ing rejects and discharge
them to junk hopper
Junk chute from pulping
unit
Junk remover boot
Cast shoe for guiding
chains
Standard junk removers for small
and medium tonnage operations
are furnished with buckets spaced
on 36" centers.
Larger junk removers are specified
with buckets on 18" centers—with
buckets perforated (as shown) to
facilitate removal of floating trash.
above showing conveyor mechanism
Fig. 10-6. Junk remover. Courtesy of Black Clawson, Shartle Division.
pulped at 15-20% consistency, newsprint at 10- 50%, the primary screen rejects are often sent to
12%
consistency, and OCC at 4-5% consistency. a secondary screen to recover usable fiber.
Pressure screens are coming into widespread use
Screening for this purpose. The basket has a life of 6-12
The stock is then sent to a screening system, months for deinking grades and 2-4 months for
Because primary screen rejects may be as high as nondeinking grades, which tend to have more
RECYCLED FIBER RECOVERY 269
abrasive particles in them. Wear occurs at the
rejects end where the consistency is higher and
water does not lubricate as well. The trend is
towards modular assembly of pressure screens so
that the reject end section can be replaced while
reusing most of the basket. Fiberprep uses an
inward-flow design and claims that centrifugal
force keeps the heavy debris away from the screen
and thereby reduces screen basket wear and
increases throughput. More information on pres-
sure screens may be found in Section 8.2.
Centrifugal, vortex, or cyclone cleaners
The basic principles of low density vortex
cleaners for cleaning pulp prior to the paper
machine were described in Section 8.2. In for-
ward cleaners a tangential input flow causes a
vortex to form inside the cleaner; heavy particles
move to the outside of the vortex and eventually
drop to the bottom of the cleaner with the rejects
while the pulp accepts move to the center of the
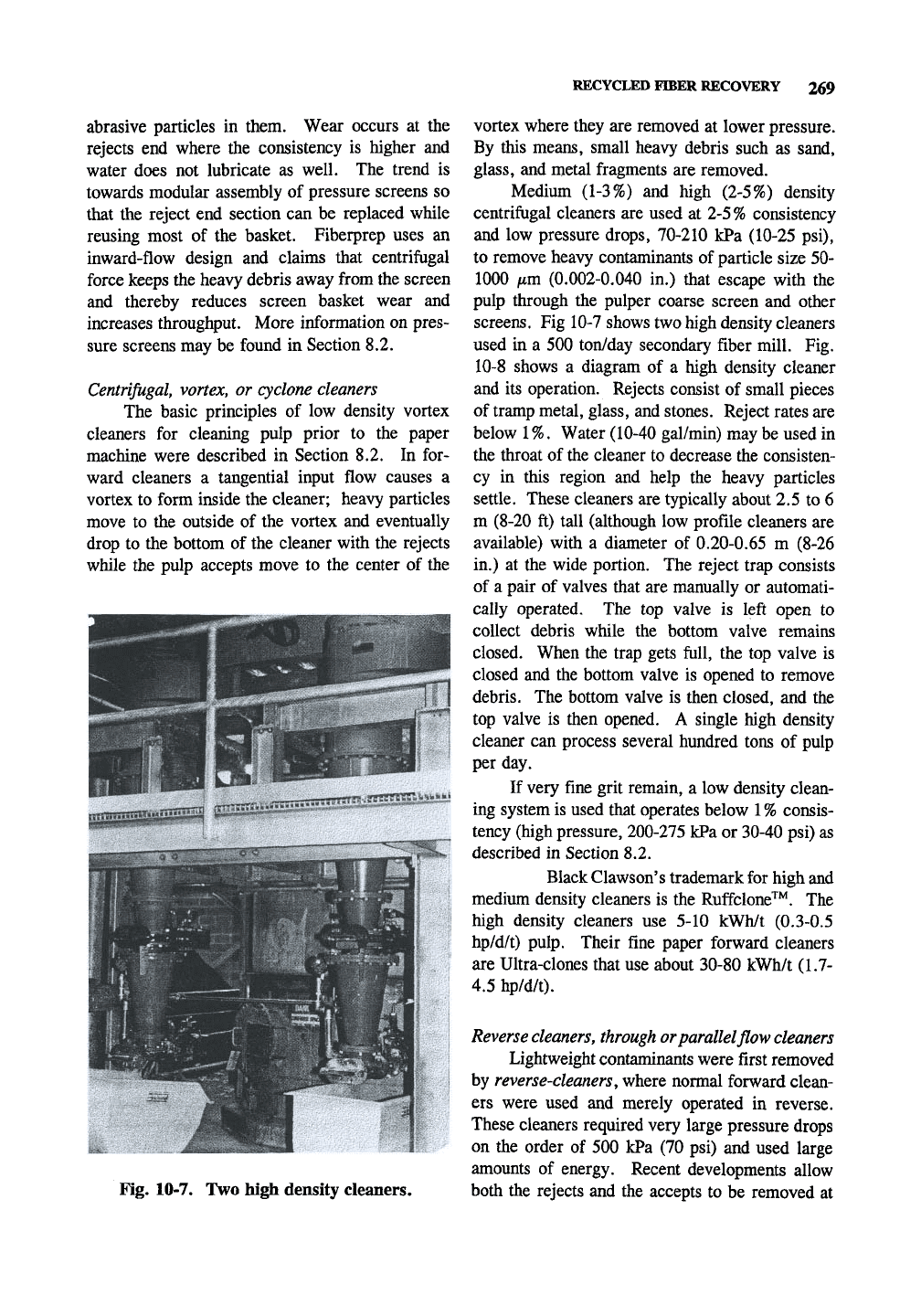
Fig. 10-7. Two high density cleaners.
vortex where they are removed at lower pressure.
By this means, small heavy debris such as sand,
glass,
and metal fragments are removed.
Medium (1-3%) and high (2-5%) density
centrifugal cleaners are used at 2-5% consistency
and low pressure drops, 70-210 kPa (10-25 psi),
to remove heavy contaminants of particle size 50-
1000 jLtm (0.002-0.040 in.) that escape with the
pulp through the pulper coarse screen and other
screens. Fig 10-7 shows two high density cleaners
used in a 500 ton/day secondary fiber mill. Fig.
10-8 shows a diagram of a high density cleaner
and its operation. Rejects consist of small pieces
of tramp metal, glass, and stones. Reject rates are
below
1 %.
Water (10-40 gal/min) may be used in
the throat of the cleaner to decrease the consisten-
cy in this region and help the heavy particles
settle. These cleaners are typically about 2.5 to 6
m (8-20 ft) tall (although low profile cleaners are
available) with a diameter of 0.20-0.65 m (8-26
in.) at the wide portion. The reject trap consists
of a pair of valves that are manually or automati-
cally operated. The top valve is left open to
collect debris while the bottom valve remains
closed. When the trap gets full, the top valve is
closed and the bottom valve is opened to remove
debris. The bottom valve is then closed, and the
top valve is then opened. A single high density
cleaner can process several hundred tons of pulp
per day.
If very fine grit remain, a low density clean-
ing system is used that operates below
1 %
consis-
tency (high pressure, 200-275 kPa or 30-40 psi) as
described in Section 8.2.
Black Clawson's trademark for high and
medium density cleaners is the Ruffclone'^'^. The
high density cleaners use 5-10 kWh/t (0.3-0.5
hp/d/t) pulp. Their fine paper forward cleaners
are Ultra-clones that use about 30-80 kWh/t (1.7-
4.5 hp/d/t).
Reverse
cleaners,
through
or parallel flow
cleaners
Lightweight contaminants were first removed
by reverse-cleaners, where normal forward clean-
ers were used and merely operated in reverse.
These cleaners required very large pressure drops
on the order of 500 kPa (70 psi) and used large
amounts of energy. Recent developments allow
both the rejects and the accepts to be removed at
270 10. FIBER FROM RECYCLED PAPER
1000
800
600
500
, 400
i 300
[ 200
a
2
a
20
UQL
RAN
h-RWi
1 RAN
IDC
JIE
^W
'5F
:Y^
>Nj
lONG
8
I
1 1
i
<
/
^
/I
1
/ /
i
4
///
K//
W//
m
^f
y
V
ff-
f t
f—j
V
%
^°"
/
/
i
/
1/
vl
r//«
vffl
ffl
i/l
/11
LW
/ /
^/c/
IW i
«S»/
#./^^'^
/1'V
/ hi/
IK
K
W1
/
ill
2 3 4 56 8 10
xlOO
J L
2 3 4 56 8 10
X
1.000
LPM
2 3 4 6 8 10
I I
X
10,000
, /VORTEX
K FINDER
REPLACEABLE
CARTRIDGE
ASSEMBLY
"CYRAM"
LINED
ELUTRIATION
WATER
REJECT DUMP
VALVE OPEN
WHEN CYCLONE
IS OPERATING
STRAINER
PLATE
OVER DRAIN
CLEANOUT
DOOR
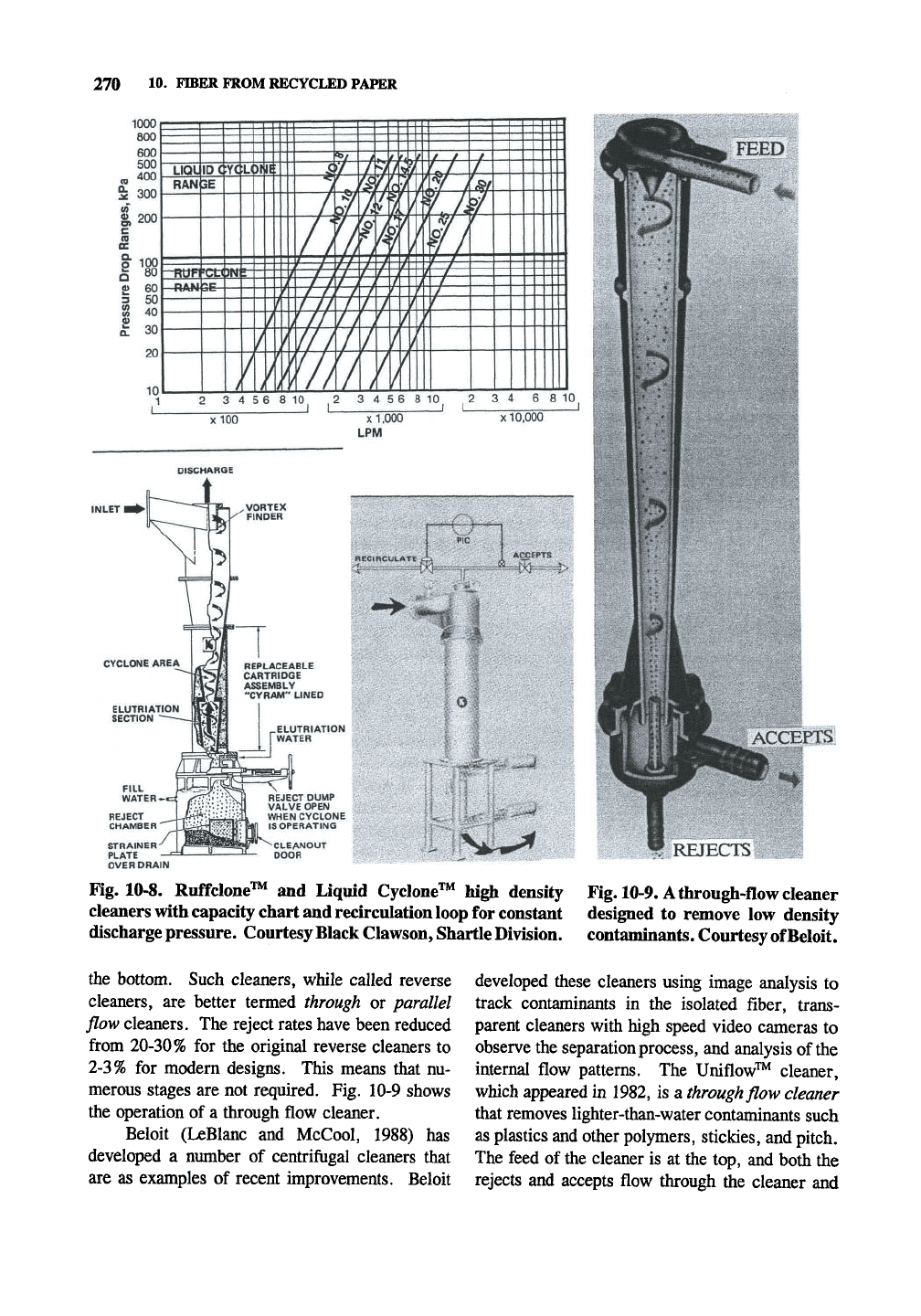
Fig. 10-8. Ruffclone™ and Liquid Cyclone^^ high density
cleaners with capacity chart and recirculation
loop
for constant
discharge pressure. Courtesy Black Clawson, Shartle Division.
REJECTS
Fig. 10-9. A through-flow cleaner
designed to remove low density
contaminants. Courtesy of Beloit.
the bottom. Such cleaners, while called reverse
cleaners, are better termed through or parallel
flow cleaners. The reject rates have been reduced
from 20-30% for the original reverse cleaners to
2-3%
for modern designs. This means that nu-
merous stages are not required. Fig. 10-9 shows
the operation of a through flow cleaner.
Beloit (LeBlanc and McCool, 1988) has
developed a number of centrifugal cleaners that
are as examples of recent improvements. Beloit
developed these cleaners using image analysis to
track contaminants in the isolated fiber, trans-
parent cleaners with high speed video cameras to
observe the separation
process,
and analysis of the
internal flow patterns. The Uniflow'^'^ cleaner,
which appeared in 1982, is a through flow cleaner
that removes lighter-than-water contaminants such
as plastics and other polymers, stickles, and pitch.
The feed of the cleaner is at the top, and both the
rejects and accepts flow through the cleaner and
RECYCLED FIBER RECOVERY 271
out the bottom, hence the term uniflow. An inter-
nal core with a small annulus around the air core
collects the rejects. This circumvents the upward
moving, inward spiral flow that interfered with
lightweight reject separation and led to high reject
rates in earlier reverse flow cleaners. These
changes were claimed to reduce the rejects from
20%
to 1-2% with a two-fold improvement in
lightweight contaminant removal.
Black Clawson's through flow cleaners are
the 3 in. X-clone'^^ cleaners, which were first
operational at the Stone Container mill in Flor-
ence,
South Carolina in May of 1984, and have
been described by Bliss (1986). These cleaners
use
1 %
consistency pulp with a 60-100 kPa (10-15
psi) pressure drop. The power requirements are
6-10 kWh/t (0.3-0.5 hp/d/t). The reject rate is
normally 1-4% at a consistency of 0.1 to 0.4%.
High stock temperatures improve the efficiency.
Two banks of primary cleaners in series may be
used, and the rejects from the primary bank are
sometimes treated in secondary cleaners. The
Beloit Posiflow"^^ centrifugal cleaner, introduced
in 1986, is
SL
forward cleaner that removes heavi-
er-than-water contaminants. It is claimed that in
some systems the conventional three-stage cleaning
systems are replaced with a single stage.
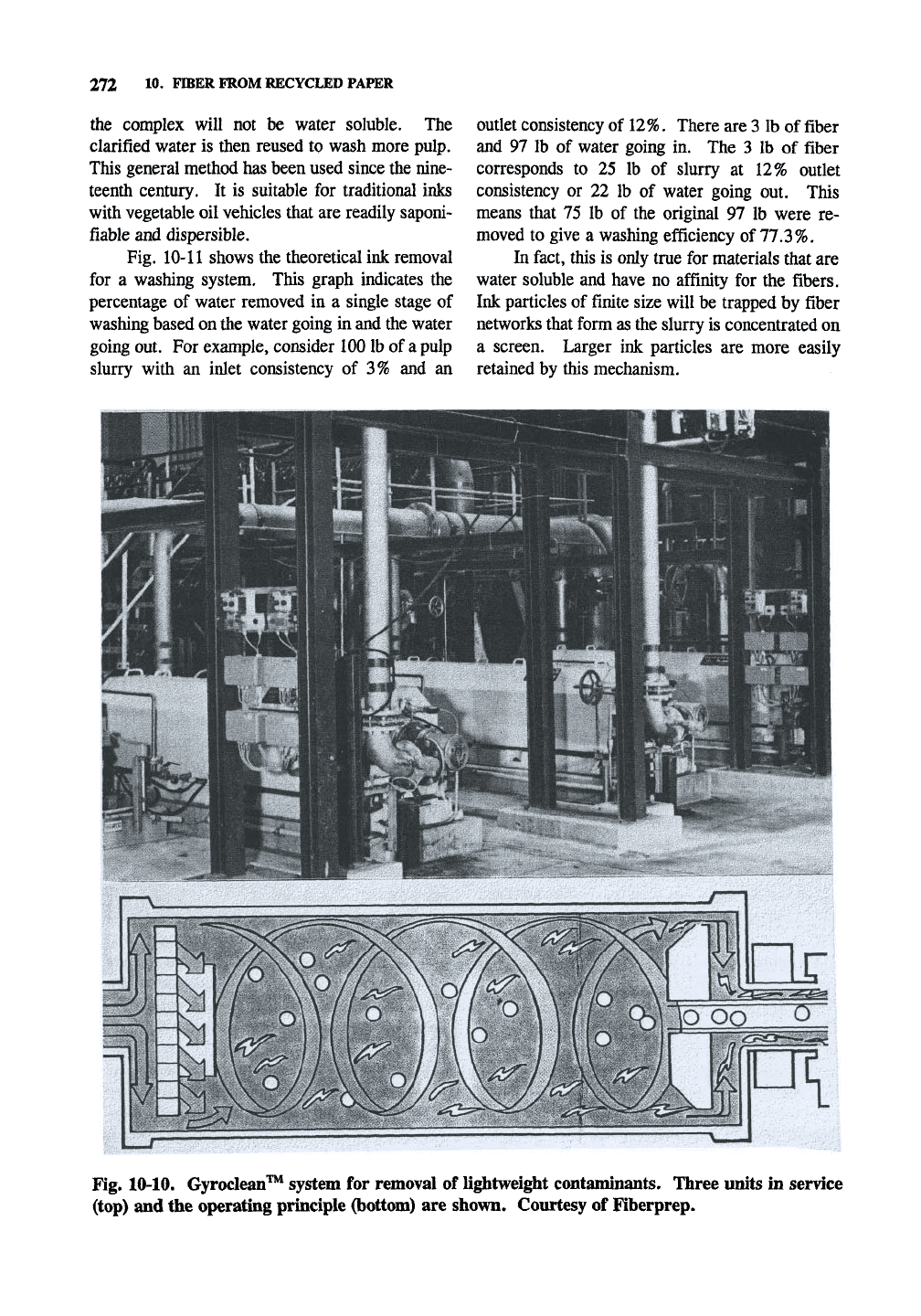
Gyrodean™
An alternative to reverse cleaners is the
Gyroclean of Fiberprep shown in Fig. 10-10. The
unit was developed by Lamort and Centre Tech-
nique du Papeterie (CTP) in France. The manu-
facturer claims the unit can operate at up to 2%
consistency. Fiber loss is said to be minimal, and
no secondary units are required. Units are avail-
able to process 70-520 mVhr (300-2300 gal/min).
The acceleration experienced by the stock is said
to be up to 700 times normal gravity.
Deinking chemistry
Less than 20% of secondary fiber is deinked
in the U.S. In addition to high wood costs, recent
legislation will change this picture as many states
will require recycled fiber in new newsprint as a
means of reducing the large quantities of material
sent to landfills, of which about 40% is paper.
The ink is about 0.5-2% of the mass of the waste
paper to be deinked.
The overall deinking process from the point
of view of the fiber can be broken down into four
steps.
1) Repulping with concomitant ink removal
from the fibers, 2) cleaning and screening opera-
tions to remove the bulk of the ink from the stock,
3) separation of residual ink contaminants from the
fiber stock, and 4) bleaching, if necessary. Other
steps are necessary for the process such as recov-
ering the wastes from the effluents to allow water
reuse.
A variety of chemicals are used in ink remov-
al including the sodium salts of hydroxide (for
fiber swelling, saponification of ester-containing
resins,
and ink dispersion), carbonate (as a buffer-
ing agent), silicate (peroxide stabilizer via metal
ion sequestering, wetting agent, pH buffer, and
ink dispersant), polyphosphate
(0.2-1 %
on pulp as
a metal ion sequestering agent and ink dispersant),
peroxide or hydrosulfite, fatty acid soaps, nonionic
surfactants, and other materials. The nonionic
surfactants are usually alkyl phenol or linear
alcohol ethylene oxides as described in Section
8.5. Petroleum ether, a mixture of Cg-Cio
alkanes, is sometimes used in small amounts to
soften the ink vehicle. If any of these materials
carry over into the papermaking system, there may
be difficulties with foaming, scale formation, wet
end chemistry, or surface sizing at the size press.
There are two commonly used methods of ink
removal: ink washing and ink flotation ov froth
flotation. Ink can also be removed by solvent
extraction in a process that resembles dry-clean-
ing, but it is too expensive to have widespread
use.
Ink washing
Ink washing involves ink removal by washing
it from the fiber using sodium hydroxide, sodium
silicate, and hydrogen peroxide with a suitable
dispersant in the pulper. Often the dispersant is
stearic acid and micelle formation occurs in the
classic mechanism by which soap is able to make
grease and oils water "soluble". A water-ink
emulsion system is formed with particle sizes
averaging below 1 fim. The emulsion is washed
from the pulp, and the ink is removed from the
washwater by flocculation so the wash water may
be reused. Hard water should not be used during
ink washing since this will precipitate the soap and
272 10. FIBER FROM RECYCLED PAPER
the complex will not be water soluble. The
clarified water is then reused to wash more pulp.
This general method has been used since the nine-
teenth century. It is suitable for traditional inks
with vegetable oil vehicles that are readily saponi-
fiable and dispersible.
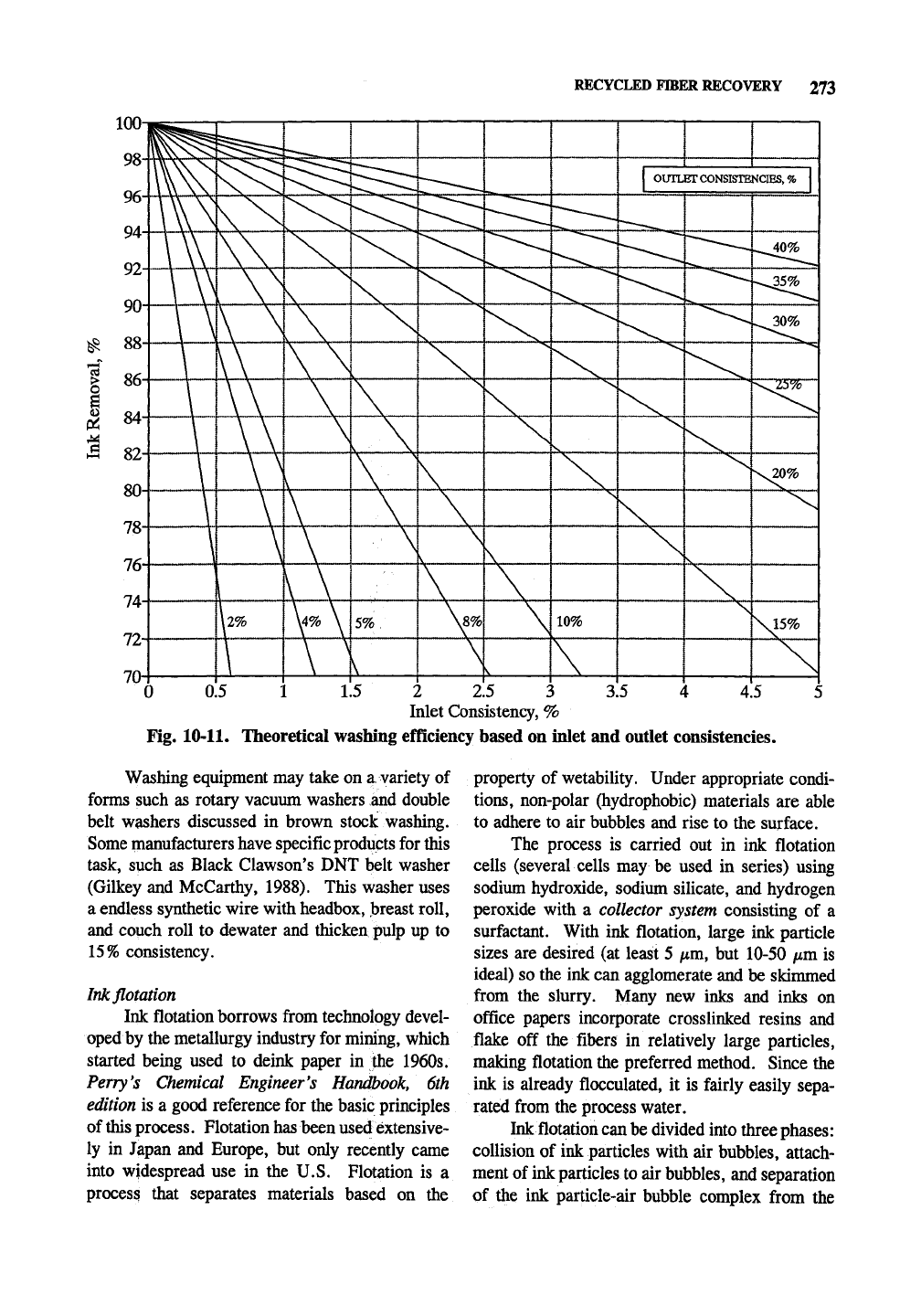
Fig. 10-11 shows the theoretical ink removal
for a washing system. This graph indicates the
percentage of water removed in a single stage of
washing based on the water going in and the water
going out. For example, consider 100 lb of a pulp
slurry with an inlet consistency of 3% and an
outlet consistency of
12%.
There are 3 lb of fiber
and 97 lb of water going in. The 3 lb of fiber
corresponds to 25 lb of slurry at 12% outlet
consistency or 22 lb of water going out. This
means that 75 lb of the original 97 lb were re-
moved to give a washing efficiency of
77.3%.
In fact, this is only true for materials that are
water soluble and have no affinity for the fibers.
Ink particles of finite size will be trapped by fiber
networks that form as the slurry is concentrated on
a screen. Larger ink particles are more easily
retained by this mechanism.
Fig. 10-10. Gyroclean™ system for removal of lightweight contaminants. Three units in service
(top) and the operating principle (bottom) are shown. Courtesy of Fiberprep.
RECYCLED FIBER RECOVERY 273
100-
98
96
94
92
90
i
o
i
Pi
88
86
84
82-
80
78-
76'
74-
72-
70
R
-l..L4.YN^
N-^
\ \
\ \
\\
\\
\\
\ ^
\2%
L
^^
\
• ^
\\
w \
AJ
\,
\
5%.
L_
\
\,
S
\
\8%
'x.
N
:s
V •
\J
N
10%
x^
OUTLET CONSISTENCIES, % 1
k.
\
V
\
\
^^^40%
^^
1
\^%
"\20%
1
\15%
1
0
0.5
1
1.5 3.5
4
4.5
2 2.5 3
Inlet Consistency, %
Fig.
10-11.
Theoretical washing efficiency based on inlet and outlet consistencies.
Washing equipment may take on a variety of
forms such as rotary vacuum washers and double
belt washers discussed in brown stock washing.
Some manufacturers have specific products for this
task, such as Black Clawson's DNT belt washer
(Gilkey and McCarthy, 1988). This washer uses
a endless synthetic wire with headbox, breast roll,
and couch roll to dewater and thicken pulp up to
15%
consistency.
Ink flotation
Ink flotation borrows from technology devel-
oped by the metallurgy industry for mining, which
started being used to deink paper in the 1960s.
Perry*s Chemical Engineer's Handbook, 6th
edition is a good reference for the basic principles
of this process. Flotation has been used extensive-
ly in Japan and Europe, but only recently came
into widespread use in the U.S. Flotation is a
process that separates materials based on the
property of wetability. Under appropriate condi-
tions,
non-polar (hydrophobic) materials are able
to adhere to air bubbles and rise to the surface.
The process is carried out in ink flotation
cells (several cells may be used in series) using
sodium hydroxide, sodium silicate, and hydrogen
peroxide with a collector system consisting of a
surfactant. With ink flotation, large ink particle
sizes are desired (at least 5 /im, but 10-50 ixm is
ideal) so the ink can agglomerate and be skimmed
from the slurry. Many new inks and inks on
office papers incorporate crosslinked resins and
flake off the fibers in relatively large particles,
making flotation the preferred method. Since the
ink is already flocculated, it is fairly easily sepa-
rated from the process water.
Ink flotation can be divided into three phases:
collision of ink particles with air bubbles, attach-
ment of ink particles to air bubbles, and separation
of the ink particle-air bubble complex from the