Biermann Ch. Handbook of Pulping and Papermaking
Подождите немного. Документ загружается.

444 22. PAPERMAKING CHEMISTRY
cal.
As long as excess white water is minimal and
excess white water is treated to remove solid
materials, this is easily achieved.
First—pass retention
First—pass (or one pass) retention is often
separated into various subcategories of total solids
including fiber retention, fines retention, and ash
(i.e.,
filler) retention. The mechanisms of reten-
tion of these fractions are different, so it is useful
to know the retention level of each. The
first—pass fiber retention on paper machines using
unbleached softwood fibers is usually over 98%.
Furnishes using bleached hardwood and softwood
fibers have a first—pass retention of about 95%.
Occasionally the first—pass fiber retention is
below 90 %. The retention of fines is much lower,
however, and should be the focus of retention
strategy. A high first—pass retention means that
there will be less solids in the headbox so that the
drainage rate will increase. (Smaller particles are
the ones less apt to be retained but contribute most
to decreased slurry freeness if they build up in the
system due to low retention.)
Fines also adsorb a higher percentage of
additives such as polymers and sizing agents due
to their high surface area. Additives such as ASA
or AKD will hydrolyze in the white water and
become useless. Hydrolyzed ASA causes pitch
problems and actually decreases the level of sizing
since it acts as a surfactant. Mills with excessive
pitch problems on the paper machine may have to
sewer excess white water rather than use it for
purposes such as wash water in the bleach plant.
An increased
first—pass
retention implies that
particles are held more firmly to the web. This
results in secondary benefits of less sheet two—
sidedness (since particles on the wire side will not
be selectively removed) and decreased felt filling
by fines and fillers. Tanaka et al. (1982) showed
that the clay and Ti02 distribution in the sheet z
direction was more uniform with the use of reten-
tion aids. Systems with high first—pass retention
are often free of slime—producing organisms.
Conversely, high retention values may mean
overflocculafion of filler particles, which leads to
decreased light scattering and lower opacity.
Extra filler may have to be added, the point of
addition of materials may be changed, or the
retention aid changed (by using an alternate prod-
uct).
Ideally, the fillers should flocculate with
fibers and not with each other. Usually there is
some tradeoff between retention of fillers and
opacity. If high levels of fillers are used, if the
filler is inexpensive, and if adequate strength can
be achieved, this will probably not be a problem
(these are the main advantages of alkaline
papermaking for printing papers).
First—pass retention
measurement
First—pass retention (Retpp) can be approxi-
mated by the relative change in solids content
from the headbox (HB) stock to the white water
(WW) tray divided by the initial solids content of
the headbox. This is done by measuring the
consistencies (c) at the headbox and in the white
water. This could be done for total solids or
fractionated samples. This method suffers from
the fact that white water consistency may vary
from place to place in the tray. Also, dilution
from shower water may be appreciable.
Retpp,
% =
(CHB
—
CWW)/CHB
X 100%
A more comprehensive first—pass retention
determination is accomplished by looking at the
material entering the headbox compared to the
sheet coming off the couch roll. Samples are
taken from the headbox slurry, the white water
slurry, and the couch roll. A couch trim sample
can be used if one is confident that its composition
represents that of the entire sheet at that point
(ignoring moisture content variation). TAPPI
Standard 269 pm-85, which uses the Britt jar, and
Standard T 261 cm-90 describe this method in
detail with example calculations. This method
measures the fiber to fines ratio and uses the fibers
as an internal standard with a correction for the
fibers that appear in the white water. Moisture
contents are not critical in the couch sample but
the white water fraction must not be contaminated
with fibers from any other source.
Colloidal retention
Since retention of the fines fraction is of
central importance, the Britt jar (or dynamic
drainage retention jar, page 151 and TAPPI
Standard T 232) is a useftil tool because it mea-
sures retention through a screen with 76 fim holes
without formation of a mat; it measures colloidal
RETENTION, FORMATION, AND DRAINAGE 445
interactions without interference from filtration
mechanisms. (Initially, before filtration of fiber,
the hole size in the forming media of the paper
machine is about 300 fim.) It provides turbulence
and shear forces (via the stirrer) that are always
present during the papermaking process. The Britt
jar consists of a precision controlled stirrer and a
jar with the screen. Three baffles (present in the
one shown Fig. 6-21) may or may not be used.
Even though retention might be high in a
laboratory sheet former, retention may be low
under actual papermaking conditions because of
the turbulence and shear. The reason is that under
certain conditions soft floes may form that, by
definition, break apart under moderate agitation.
Conversely, hard
floes
will withstand a moderately
high level of shear and remain intact during the
sheet forming process (Unbehend, 1976). Obvi-
ously, there is a continuum of floe strengths.
Hard floes may decrease opacity and the
quality of formation in the final sheet. Opacity is
decreased by aggregation of mineral fines in large
clumps, meaning that light travels through fewer
interfaces and is not scattered as much. (Howev-
er, below particle sizes of 0.3 /^m the particles are
so small relative to the wavelength of light that the
light scattering coefficient decreases with decreas-
ing particle size.)
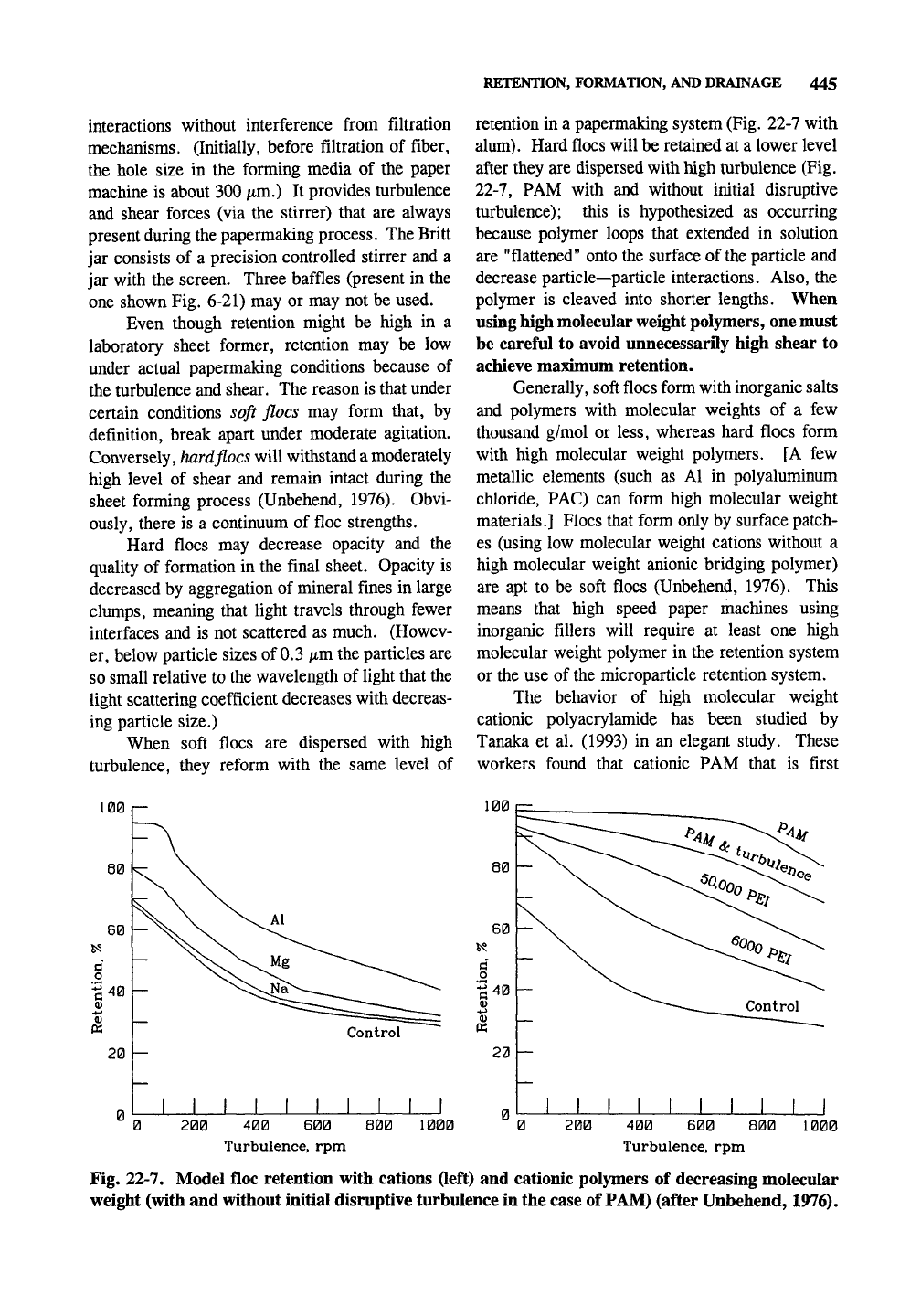
When soft floes are dispersed with high
turbulence, they reform with the same level of
retention in a papermaking system (Fig. 22-7 with
alum).
Hard floes will be retained at a lower level
after they are dispersed with high turbulence (Fig.
22-7,
PAM with and without initial disruptive
turbulence); this is hypothesized as occurring
because polymer loops that extended in solution
are "flattened" onto the surface of the particle and
decrease particle—particle interactions. Also, the
polymer is cleaved into shorter lengths. When
using high molecular weight polymers, one must
be careful to avoid unnecessarily high shear to
achieve maximum retention.
Generally, soft floes form with inorganic salts
and polymers with molecular weights of a few
thousand g/mol or less, whereas hard floes form
with high molecular weight polymers. [A few
metallic elements (such as Al in polyaluminum
chloride, PAC) can form high molecular weight
materials.] Floes that form only by surface patch-
es (using low molecular weight cations without a
high molecular weight anionic bridging polymer)
are apt to be soft floes (Unbehend, 1976). This
means that high speed paper machines using
inorganic fillers will require at least one high
molecular weight polymer in the retention system
or the use of the microparticle retention system.
The behavior of high molecular weight
cationic polyacrylamide has been studied by
Tanaka et al. (1993) in an elegant study. These
workers found that cationic PAM that is first
100
100
200 400 600
Turbulence, rpm
800 1000 200 400 600 800 1000
Turbulence, rpm
Fig. 22-7. Model floe retention with cations (left) and cationic polymers of decreasing molecular
weight (with and without initial disruptive turbulence in the case of
PAM)
(after Unbehend, 1976).
446 22. PAPERMAKING CHEMISTRY
added to fibers is redistributed to fines in the
presence of hydrodynamic shear (they used poly-
styrene latex particles) within 1—2 min with some
cleavage of the PAM. Much of the PAM was
cleaved from the original molecular weight of
4-10^ to about 4-10^ depending on the amount of
shear and mixing times.
Retention of low molecular weight materials
such as sizing agents and dyes should probably be
considered separately from suspended materials.
Sizing agents can be anchored to the surfaces of
fibers and fines with metallic salts and poly-
elettrolytes. Because of their small dimensions,
they may continue to adhere to surfaces, even
though the particles themselves are separated from
each other (i.e., under turbulent conditions).
The Britt jar can be used with a variety of
stirring speeds to simulate (somewhat) various
degrees of turbulence. Often a corresponding
stirrer velocity (in rpm) can be determined for a
given commercial paper machine.
The above discussion indicates that retention
aids can be classified as inorganic salts or
polyelectrolytes. The pH will have an effect on
the retention system; it should always be moni-
tored and controlled. These materials and the
chemistry of aluminum have been considered in
detail in other sections of this book. Other aspects
of polymers will be covered later in this chapter.
Carbohydrate—based retention
aids
Starches have been described already.
Cationic starches have a much higher level of
retention (and affinity for cellulosic materials with
carboxylate groups) than unmodified neutral
starches, which decreases the biological oxygen
demand in the excess white water. The addition
of tertiary amines often occurs by reaction with
compounds of the form R2NCH2CH2—CI (where
R is an alkyl such as the ethyl group) where the
starch molecule attaches through one of its R'OH
groups by displacing the CI atom. A typical DS is
2 to 5 amines per 100 glucose units (0.02 to 0.05).
Too much cationic starch may decrease retention
of fines by charge reversal. Even so, the relative-
ly low charge density of cationic starch means
they are not as effective retention aids as some
highly cationic synthetic polymers. Cationic
starches are subject to shear damage and are often
added late in the approach system. Commercial
anionic starches include only starch phosphates
(potato starch), which are used from pH 4.5 to 6
with alum. Their absorption may be reversible
unless a cationic promoter (of the quaternary
amine type) is used.
Guar gum (from the seed) is a galactomannan
(similar in structure to the top diagram of Fig. 2-
24).
They exist as rigid rods. Unaltered, they are
retained by hydrogen bonding; when derivatized,
using many of the same approaches used to
derivatize starch, they act as retention aids.
Synthetic
polymer retention aids
Neutral synthetic polymer retention aids
include polyacrylamide (PAM), polyvinyl alcohol,
and polyethylene oxide (PEO). PAM is the most
widely used of these and adds to the dry strength.
PEO forms hard floes with mechanical pulps or in
systems where sulfonated polymers are added.
Polymers are made anionic by carboxylate
groups (RCOO), sulfonate groups (R-SO3) or
phosphate groups (RPO3'). The polymers are
prepared as metallic salts. The most common
anionic polymer is made by introducing acrylic
acid groups to high molecular weight PAM as
mentioned above. Anionic polymers must be used
with cationic intermediates in order to interact
with negatively charged fibers and fines. At pH
4—6,
this may be alum, which can cause charge
reversal on the cellulose fibers. In dual polymer
systems
the
cationic intermediates are small cation-
ic polymers that act by forming patches. In the
microparticle systems the cationic intermediate is
cationic polyacrylamide with anionic bentonite or
cationic starch with anionic colloidal silica. A
recent method is the use of cationic starch with
anionic poly aluminum chloride.
Cationic groups are introduced into polymers
with amines or quaternary ammonium ions (tetra—
substituted nitrogen
atoms).
Rarely sulfonium ions
(tri—substituted sulfonates) or phosphonium ions
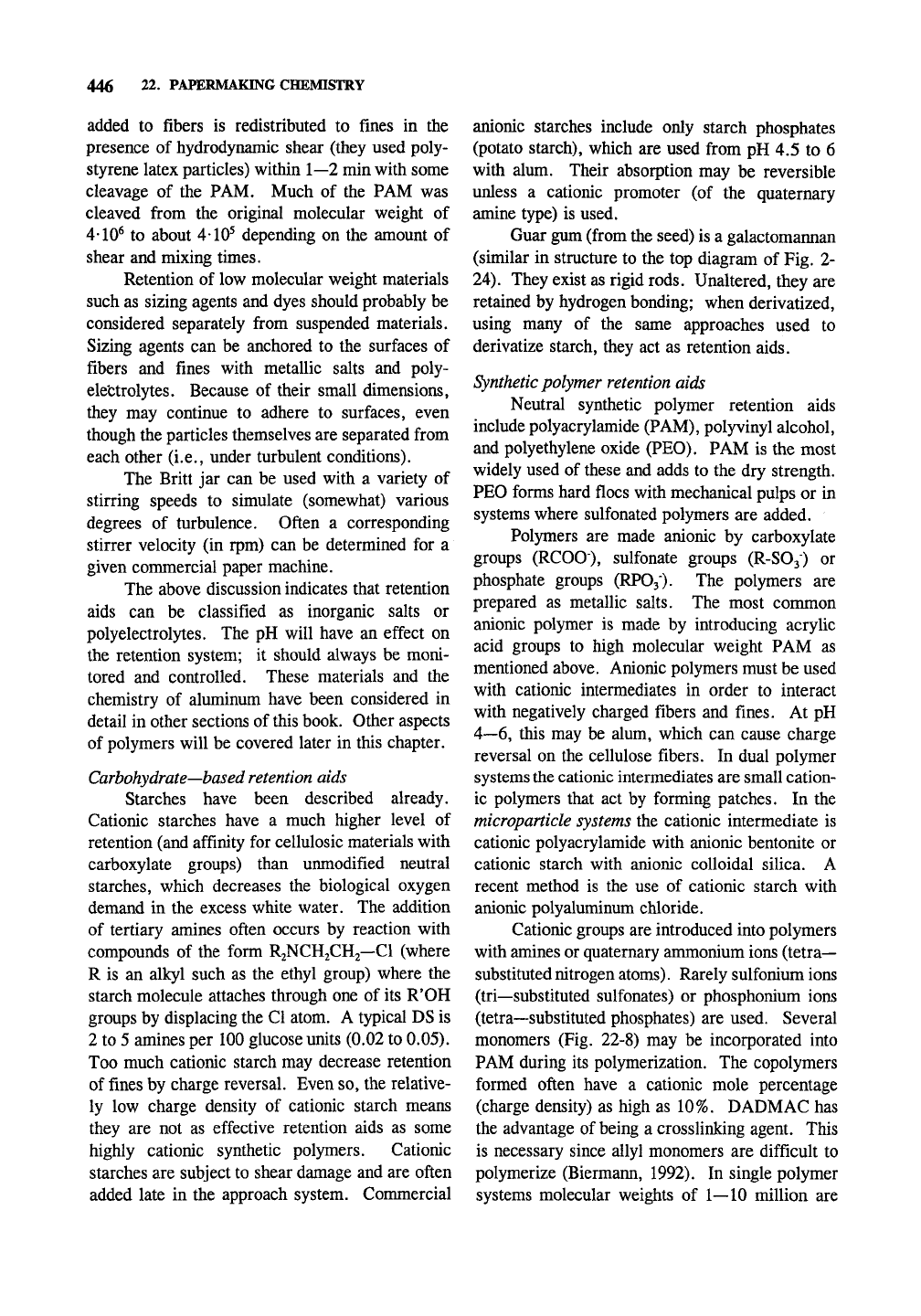
(tetra—substituted phosphates) are used. Several
monomers (Fig. 22-8) may be incorporated into
PAM during its polymerization. The copolymers
formed often have a cationic mole percentage
(charge density) as high as 10%. D ADM AC has
the advantage of being a crosslinking agent. This
is necessary since allyl monomers are difficult to
polymerize (Biermann, 1992). In single polymer
systems molecular weights of 1—10 million are
RETENTION, FORMATION, AND DRAINAGE 447
used to allow direct bridging of anionic materials,
but higher molecular weight polymers are very
shear sensitive. If pyridine units are incorporated
(Fig. 22-8), they may catalyze acylation reactions,
such as the binding of AKD to cellulose.
Cationic/anionic polymers usually have more
cationic than anionic functionalities. An example
is potato starch with naturally occurring phosphate
groups corresponding to a DS of 0.002, which is
made cationic with quaternary ammonium salts
corresponding to a DS of 0.03. Cationic/anionic
polymers will work in a wide variety of systems
but are not maximized for any particular system.
Retention systems
Retention by the single additive systems of
flocculation and bridging has been mentioned. In
dual polymer systems, cationic intermediates are
small cationic polymers (such as PEI) that are
added first to form patches on the surfaces of
fibers and fines. Large anionic polymers (PAM)
are added second to bridge these patches to induce
flocculation. This system also adds to dry
strength. This system forms very hard floes that
do not regain their strength fully if they are dis-
rupted by high turbulence.
In the microparticle systems the large anionic
polymer is replaced by bentonite or another colloi-
dal silica with a negative charge. This system is
a recent advancement in papermaking, although
silica was used for AKD retention by Weisgerber
(1958).
It is said to result in relatively small,
reversible floes so that good formation is obtained;
it is discussed in more detail in the section on
practical aspects of alkaline sizing agents.
Formation
Formation is a function of fiber length,
retention aids employed, and turbulence and is
controlled by the size of the floes. Microflocs are
floes with a size on the order of 100 ^m;
macroflocs are floes that are visible to the naked
eye.
Macroflocs are a problem because they can
lead to large local differences in the basis weight
of the final paper. They occur when fibers begin
to clump together. The reader will not be sur-
prised to find that conditions that give good
microflocs (desirable) will also lead to macroflocs.
These conditions include the use of high molecular
weight polymers in bridging systems.
HoCzzzCH—ChU cr
HoC=CH—CHo ^^
'3 H2C:
DADMAC
Diallyldimethyl ammonium chloride 4-Vlnylpyridine
or
OH,
CH3 0
H2C:
I
"^
II
;i=:CH—c-
CH3—\t CH3
;H—
C—
NH— CH^-
CH2
o-CH
[3-(Methacryloylamlno)propyl]trimethylammonlum chloride
Fig. 22-8. Cationic monomers used to form
cationic PAM copolymers.
Control of the floe size can be achieved
through the use of controlled shear forces. This is
accomplished, not by changing the paper machine,
but by controlling where, how, and what polymers
are added to the system. If polymer addition near
the headbox gives large floes, one may consider
polymer addition at the secondary fan pump or
some other place where moderate turbulence
decreases flocculation.
Large polymers probably contribute to forma-
tion by limiting fiber—fiber contacts. A moderate
charge density on the polymer prevents the poly-
mer from coiling in solution. The argument has
been given that large polymers increase the viscos-
ity of the solution so that after turbulence is
induced fibers cannot regroup as quickly.
Drainage, filtration, web consolidation
The mechanics of drainage on the paper
machine have been discussed in detail in Chapter
9. Some additional aspects related to papermaking
chemistry will be mentioned
here.
The freeness of
wood fibers will increase with the addition of
cationic polyacrylamide polymer to the isoelectric
point. Flocculation of fines will also increase the
freeness. Both of these effects will increase the
drainage rate observed on the paper machine.
(Drainage implies the removal of water; another
term, consolidation, views the subject from the
point of view of the fibers.)
High drainage rates mean faster paper ma-
chine operation and/or energy savings at the dryer
section. Since increased solids in the web means
higher web strength, paper machine speed can be
448 22. PAPERMAKING CHEMISTRY
increased without additional web breaks. Faster
drainage also means the sheet will be set more
quickly, before fiber flocculation can take place.
Water removal from a fiber suspension may
occur hy filtration or thickening (Parker, 1972).
In the process of fihration, water is removed from
the bottom of the suspension and the fibers pile on
top of the forming material. A sharp boundary
forms and the undrained suspension on top re-
mains at the same original consistency. In thick-
ening water removal occurs from the entire sus-
pension and the entire suspension
thickens
at about
the same rate with no sharp boundary. Thickening
occurs if the fibers interlock such as by entangle-
ment. The principal drainage mechanism on the
paper machine is initially filtration. (However, the
application of a pressure gradient in the suction
boxes and presses causes drainage by thickening.)
Water removal by filtration results in the
layered nature of paper. (Filtration theory is
discussed in
Perry *s
7th edition starting on pages
19-65 and 20-98), The D'Arcy equation models
flow through a porous media. The equation is:
U=
I dp
rjR dw
where the filtration velocity, U, is a function of
the specific filtration resistance, R, the viscosity of
the liquid, rj, and the pressure gradient, dp/dw. R
is given in the next equation.
Filtration of paper webs has been developed
by Campbell (1947) and Ingmanson (1954, 1959,
1963) based on treatment of the Kozeny—Carman
(1937) equation, which gives R as follows:
R-kS^(±E}I
where
A:
is a constant based on the mat composi-
tion, S is the specific surface area of the solids per
unit volume, E is the mat porosity, and V is the
volume fraction of the web occupied by solids.
Information on drainage is found in Ranee (1980).
Drainage can be increased by other factors as
well. An increased stock temperature gives a
reduced water viscosity and has a similar effect as
in pressing (page 237). The advantages of in-
creased first—pass retention have been discussed.
Retention aids, however, prevent fine material
from clogging the mat of fibers and may help
draw cellulose microfibrils together, decreasing
their hydration. Drainage, then, goes hand in
hand with retention. Surfactants also increase
drainage, but they can cause foaming and interfere
with fiber—fiber bonding and sizing. Entrained
air should be avoided.
An increase in chemically bound water
(hydrogen—bonded, as opposed to free water)
decreases drainage and may result by increased
refining, which also generates fines, and the use of
hygroscopic additives. The low level of chemical-
ly bound water in newsprint may partially explain
why newsprint machines that use a furnish of 100
CSF can operate at speeds in excess of 15 m/s
(3000 ft/min), but machines using mixtures of
bleached softwood and hardwood (which have
higher levels of chemically bound water) with
much higher freeness are limited to much slower
speeds. An extreme example of the problems of
hydration would be drainage from a thick gel.
Sheet density is also a factor in drainage. A
very dense sheet like glassine will presumably
have smaller pores in which the water can flow.
Sheet density is in turn a function of fiber flexibili-
ty, fines content, and other factors that influence
drainage. Too, thick sheets (high basis weight)
will drain more slowly as the water has a thicker
mat through which it must percolate. The high
bulk of mats of mechanical pulp fibers also helps
to explain why newsprint machines can operate at
high speed with a low CSF pulp.
Drainage in vacuum boxes (hivacs) is some-
what different from drainage by gravity. The
reason is that uniform formation increases water
removal since higher vacuums can be achieved.
Holes or areas of low sheet density allow air to
pass easily through the sheet. Therefore, too
much retention aid will give poor drainage on the
hivacs in addition to poor formation. Modern
slotted vacuum boxes work much like foil blades
in causing a pressure gradient and doctoring water
that is pulled away so that rewetting does not
occur. In the early 1960s, Attwood showed this
by comparing dewatering on the paper machine
with his own laboratory dynamic drainage tester.
Sometimes improvements in sheet formation
will result in improved water removal on the
vacuum boxes, shifting the dry line toward the
RETENTION, FORMATION, AND DRAINAGE 449
headbox, while decreasing the drainage before and
after the wet boxes. To a point, refining assists
with formation by making more flexible fibers and
fines,
but increases chemically bound water and
can even make fibers gelatinous. (Good formation
may also hinder initial drainage.) Some additives
also have this effect. A delicate balance of
effective retention additives and induced shear
is required to balance good retention with
appropriate formation and drainage.
Drainage in the press section depends on
capillary action so that water removal is propor-
tional to the square root of the ratio of surface
tension to viscosity of water according to Nissan
(1954).
This value increases about 40% from 38°
to 99°C (100° to 210°F).
Drainage aids
Retention of fines to each other and directly
to larger fibers (flocculation) will result in faster
drainage since pores in the fiber mat will not
become clogged. Most retention aids act as
drainage aids; however, cationic materials (alum
and polymers) seem to be particularly effective at
increasing drainage. Excessive use of cationic
materials will cause charge reversal and may
decrease the drainage rate.
From the above discussion, it is not surpris-
ing that maximum drainage occurs for a particular
type of particle near its isoelectric point. As with
retention, the floes must be strong enough to
withstand the shear forces they will encounter in
the paper machine. For example, while alum may
appreciably increase the observed Canadian Stan-
dard freeness, alum may have a much smaller
effect on drainage and retention on a high speed
paper machine.
22.5 INTERNAL SIZING
Sizing is the ability of paper to resist wetting
by a given fluid. Usually an aqueous fluid is
considered. Internal sizing is important to the
operation of the size press, coating operations,
printing operations, and paper in service.
Davidson (1975) reviewed the topic in detail.
Surface sizing is also used to resist wetting
but has other purposes that internal sizing cannot
achieve. These include controlling the surface
porosity for printing, increasing the surface
strength to avoid linting and to improve the pick-
ing resistance, and improving strength properties.
This explains why many machines use both meth-
ods of sizing.
Inks have wide ranges of compositions and
solids content. Their surface tension can be quite
low relative to water; therefore, paper with
internal sizing that is effective against water may
not have suitable size properties for some inks.
The pulp and paper literature is replete with
unproven dogma (as well as material that contra-
dicts established chemical principles) on internal
sizing. Hypotheses usually come after observa-
tions,
and these are not specifically tested by
additional experiments that may refute them.
Investigators often say that the purpose of
alum in rosin sizing is to orient the rosin with the
hydrophobic tail outward; true, but if one sprays
a sheet of paper with rosin (to insure retention)
and then dries it, there will be no sizing. Rosin
orientation is a consequence of anchoring; no
anchoring, no sizing. (Besides, without anchor-
ing, the carboxylic acid groups would prefer to
hydrogen bond to the surface rather than not.) It
is beneficial to try to think of situations (or experi-
ments) that argue or test the accepted hypotheses.
Unfortunately, interesting stories are accepted too
easily by the pulp and paper industry as fact.
Often what one perceives to be "too complicated"
or "outside of one's understanding" is really
outside of anyone's understanding.
Critical thinking, the difference in knowing
when you are right from when you do not know,
is essential to the scientific process. Whatever the
case,
experimental results from any study (while
ignoring the discussion) may be usefiil.
Attachment of
rosin
size molecules to fiber
The mechanism of attachment of the rosin
size molecule to the paper is an important, poorly
understood, aspect of
sizing.
It was said that rosin
size could not be used above pH 7 until it was
demonstrated that certain polyamines were highly
effective mordants up to pH 10 (Biermann, 1992).
It used to be said that mechanical pulps were more
difficult to size than other pulps, but Zhuang and
Biermann (1993) show that the use of iron—based
mordants is highly effective with mechanical pulps
but ineffective with bleached chemical pulps.
450 22. PAPERMAKING CHEMISTRY
Ligands (of coordinate chemistry) in the liquid
against which sizing is determined (or paper is
subjected to in service) will play an important role
in the stability of the linkage.
The formic acid used in the Hercules size test
(HST) test has been said (in several publications)
to reduce HST values by lowering the ink surface
tension relative to neutral ink. This is an example
of unproven dogma that is easily tested. Work by
Chen and Biermann (1995) refutes this claim.
Formic acid lowers the surface tension of water
from 73 to 71 mJ/m^. The use of a small amount
of hexanol (0.25%) lowers the surface tension
much more than 1% formic acid, yet does not
decrease the HST time to the same extent that
1 %
formic acid does. Furthermore, formic acid and
neutral ink give about the same values for
handsheets sized with AKD (no alum present). In
some cases, formic acid actually takes longer to
penetrate than neutral ink (Chen and Biermann,
1995).
Formic acid was used in the HST test before
ASA and AKD sizing methods were developed.
Early inks used HCl in most formulations. For-
mic acid (a fairly strong acid) was used to simu-
late the HCl in ink formulations while avoiding the
problems of the more volatile HCl that would
make the acidity of ink change with time. The
acid adversely affects the stability of the
rosin—alum linkage in the size complex.
Sizing is not just a property of the paper, but
of the liquid against which sizing is tested. Gess
(1981) has a very useful paper demonstrating this
point. This also presents an opportunity for
studying the size—mordant—fiber interaction by
using a variety of different solutions to test sizing.
For example, fluoride (a strong ligand that reacts
with aluminum) in water destroys alum—rosin
sizing quickly, but has little effect on ASA or
AKD size (Chen and Biermann, 1995).
Practical aspects of
rosin
sizing
Rosin sizing with dispersed rosin requires the
use of cationic starch to help with its retention.
Dispersed size is more expensive than soap size,
but it is said to be more effective and does not
decrease the strength of paper to the same extent
that soap size does. Dispersed rosin size is less
sensitive to the presence of calcium ions than soap
size.
At stock temperatures above 40—45°C, soap
sizes may be more effective than dispersed sizes.
Neutral rosin sizing with dispersed rosin size
and PAC should be used with headbox stock at pH
7 ± 0.2. The overall charge (as measured by
colloidal titration) should be near zero and is
controlled by the addition of cationic polymers.
Retention above 85% is ideal.
Rosin fortified with fumaric acid (trans-
isomer) has better chelating properties than that
fortified with maleic acid (cw-isomer), and most
rosin is fortified with fumaric acid. Traditionally
fumaric acid has been cheaper than maleic acid.
Casein is often used with (anionic or neutral)
dispersed rosin sizes (e.g., Neuphor) to stabilize
the rosin product; the casein itself may improve
the final sheet (as a usefiil binder) but probably
plays a minor role in the size anchoring process in
the final sheet. Cationic dispersed rosin formula-
tions (e.g.. Hi—pHase)are emulsified with various
cationic polymers. In either case the rosin is not
chemically linked to the casein or the cationic
polymer.
Some mills add rosin and alum prior to
refining. The discussion on page 156 indicates
that alum interferes with refining.
Practical
aspects
of
alkaline
sizing
Some of the advantages of AKD and ASA
are the low melting temperatures of 40—45° that
make them easy to emulsify. The high melting
temperature of stearic anhydride and its relatively
high reactivity make it much harder to use than
ASA or AKD. ASA is more reactive than AKD,
which partially explains why it develops sizing on
machine rather than off machine. There is not a
good theoretical explanation as to how AKD is
able to give improved sizing with time.
One application of ASA size is on newsprint
machines that operate below pH 7. As many
newspaper presses switch to offset printing, some
degree of sizing in the newsprint is required.
Many mills find using alum with mechanical pulps
causes pitch to deposit (by precipitation). Since
ASA is more reactive than AKD, and since lower
pH results in a slower reaction rate for
transesterification reactions, ASA size proves to be
more effective than AKD under these conditions as
AKD takes too long to develop sizing.
INTERNAL SIZING 451
Williams (1991) gives one mill's experience
with conversion to alkaline papermaking with
AKD sizing. AKD slipperiness gave poor
runnability on the winder and converting opera-
tions even though paper gives a higher coefficient
of friction. (Perhaps the coefficient of static
friction is higher, but the coefficient of dynamic
friction is lower; see Tappi Standard T 549 pm-
90).
AKD caused static electricity to build up on
the paper. Size reversion over days and weeks
was also a problem depending on the PCC used,
with larger PCC particles causing fewer problems
but giving lower opacity. A bentonite
microparticle retention system worked better here
than the dual polymer retention aid system of
anionic poly aery lamide with cationic promoter.
Higher retention was achieved with a high level of
retention control without overflocculation; im-
proved drainage and drying are also noted.
The use of alum with AKD provides a reten-
tion aid and detackifying agent for hydrolyzed
AKD to decrease press picking. Improvements
without problems should be possible with addition
up to 2.5 kg/t (5 lb/ton) (on pulp). The alum can
be added to the thin stock when AKD is added to
thick stock. It seems that more mills use alum
with AKD than do not, especially with the dual
polymer retention system.
In alkaline papermaking one will get im-
proved sizing by using higher levels of high DS
cationic starch. Starch at 30 lb/ton will give much
better sizing than 10 lb/ton and 0.35% N will give
much better results than 0.18% N in the starch.
Also,
higher drainage rates are realized. A high
cationic charge also helps with the starch used to
emulsify the ASA or AKD. The molecular weight
of the starch used to emulsify the ASA or AKD is
not critical if adequate emulsification is achieved.
Hexanedioic (adipic) acid (1 to 3% on starch) has
been used to help stabilize ASA emulsions. Chen
and Biermann (1995) show the mechanism of
anchoring for AKD and rosin/alum sizing.
Practical aspects of
retention
systems
The dual retention aid system usually works
with a high molecular weight anionic polyacryl-
amide that is added as a flocculent to the stock
after the pressure screens and a low molecular
weight cationic polymer that is added in the thin
stock as a charge neutralizer/coagulation agent.
A bentonite microparticle retention system
with AKD size (Dixit et al., 1991) works with a
medium to high molecular weight cationic polymer
(starch or polyacrylamide) added early to the
thinstock system. A high surface area anionic
microparticle [2.5 kg/t (5 lb/ton) bentonite] is
injected near the headbox so that microflocs form.
About 0.75 kg/t (1.5 lb/ton) high molecular weight
cationic polymer and 7.5 kg/t (15 lb/ton) cationic
starch with tertiary amines was an effective system
on a machine making 50 g/m^ (34 lb/ream) paper
at 610 m/min (2000 ft/min).
Optimization of this retention system on a
machine making 44 g/m^ (30 lb/ream) paper with
11.25%
UFGC and 2.5% PCC at 600 m/min used
1 kg/t (2.1 lb/ton) HMW cationic polymer added
at the primary fan pump, 9 kg/t (18 lb/ton) cation-
ic starch with tertiary amines, and 2.5 kg/t (5
lb/ton) modified bentonite. The headbox consis-
tency was 0.42%, the FPR was 71% and the
FPAR was 35 %. In mills using clay, one wonders
if clay could be modified to act like bentonite in
the microparticle retention system.
22.6 WET AND DRY STRENGTH
Sections 17.8 and 17.9 describe how fibers
flocculate or bond as a function of consistency in
water. Chapter 6 (aspects of refining) is also rele-
vant since paper strength properties are developed
by refining. Possible mechanisms for fiber to
fiber bonds include mechanical entanglement,
covalent bond formation, and secondary chemical
bonding including ionic, hydrogen, and van der
Waals bonding.
In most paper, hydrogen bonding is the most
important of all of these. Hydrogen bonds are
stronger than the other weak chemical bonds. The
facts that starch and hemicellulose increase the
strength of paper and that paper loses it strength
when wet both indicate hydrogen bonding. Also,
paper made from nonpolar materials has very little
strength. Dry strength additives promote hydro-
gen bonding between fibers (through a polymeric
adhesive such as starch).
Wet strength implies a sheet will maintain a
high level of its strength (usually between 20% to
40%) even when it is saturated with water. Wet
strength additives work by forming covalent bonds
between fibers (through an adhesive) or by form-
452 22. PAPERMAKING CHEMISTRY
ing their own crosslinked network of covalent
bonds. They increase the dry strength as well.
Since these materials are necessarily resistant to
water, they are not used on tissue and other papers
that must be repulped or be water dispersible.
Even small molecules like butane tetracar-
boxylic acid (useful in durable or permanent press
treatments for textiles) can give a wet tensile
strength that is 67% of the dry value, although the
fold strength is lost (Horie and Biermann, 1994).
Dry strength additives
Reynolds (1974) showed that dry strength
additives have a more pronounced effect on inter-
nal bonding in paper at relatively low degrees of
refining. With increased refining, pulp fibers
effectively "make" their own bonding agents by
increased hydration of fibers and increased fiber
flexibility. Dry strength additives can help make
bulky, porous sheets since lower levels of refining
are required. Dry strength aids may allow the use
of higher levels of recycled or hardwood fibers.
Unmodified starch is difficult to retain on the
paper, so cationic starches (with DS of 0.02 to
0.04) have replaced them as the most common dry
strength additive now used. It is typically used at
2 to 4% on pulp.
Polyacrylamide for dry strength development
can be of molecular weight 100,000 to 500,000
(usually with a charge density of 5—10%), while
that used for retention is one to five million.
Consequently, this parameter provides the
papermaker with a degree of control over the
product. Linke (1962) showed 500,000 to be ideal
(for this study's particular conditions), with higher
weights actually decreasing the strength somewhat.
This work also showed that a charge density of
10—12%
(if acrylic acid is used) was ideal for
strength development. PAM had a high effect on
the fold strength.
Anionic PAM is used with
1 %
alum at a pH
of 4 to 4.8. Once PAM is added to the stock
refining must be avoided if alum is present,
otherwise moderate refining is possible. PAM is
not very effective with furnishes containing 50%
or more of mechanical pulps.
Cationic dry strength resins that are
self-
substantive (do not need an alum or polymer pro-
moter for retention) work over a pH of 4 to 8.5
depending on the particular formulation. If rosin
is used it should be set with alum prior to the
addition of the cationic dry strength resin.
Fillers interfere with dry strength resins.
Dry strength resins may not be necessary if wet
strength resins are also used.
Wet strength resins
Anionic PAM dry strength resin can be used
with a cationic polymer (such as a polyamide-
polyamine that is added first) to make wet strength
resins up to a pH near 7. The cationic polymer
decreases the alum requirements.
Wet strength resins have been discussed. In
some systems a partially polymerized material is
added to the wet end during papermaking. (A
second material, such as monomer, may be used
to saturate the paper.) Curing in the dryer section
produces the final polymer. This system,
aminoplasts, is used with urea— or melamine—
formaldehyde (UF or MF), and epoxidized poly-
amine-polyamide resins (Unbehend, 1987).
UF resins have been modified by replacing
some of the urea with amine groups that become
cationic. These are self—substantive. The curing
can continue off—machine for several weeks.
Low pH (« 4.5) helps UF resins cure more
quickly. Like UF, MF must be used under acidic
papermaking conditions. MF tends to impart a
high level of sizing to paper. The dry paper is
also stiffer and stronger in tensile strength. Paper
with MF resin is repulped at pH 4.5 or lower at
elevated temperature.
Epoxidized polyamine—polyamide (EPP or
PPE) resins work from pH 4 to 10 but are best
suited for use at pH 6 to 8. Their cationic nature
means they are well retained without the use of
retention aids. They are more effective than MF
per given level of addition and do not impede
water absorption appreciably. The dry paper is
not much stiffer or stronger. Repulping is done at
pH 10 or above at ambient temperatures. The
epoxy groups of this and other molecules that use
it (such as materials used to prepare cationic
starch) are stored in a stable form and made
reactive before using them (Fig. 22-9). Kymene
is a widely used wet strength resin that is formu-
lated from diethylenetriamine, adipic acid, and
epichlorohydrin to help anchor it to the fibers.
MONITORING WET END CHEMISTRY 453
22.7 MONITORING WET END CHEMISTRY
The properties of all of the materials used in
wet end chemistry should be known as appropri-
ate.
Therefore, most of the quality control tests
and methods discussed in other areas of this book
are applicable. Methods of particular interest to
wet end chemistry will be explored in this section.
They are summarized in Table 22-1.
The large number of tests in this table indi-
cates that only a few of all of
the
possible tests can
be done routinely. If one deals with only one
filler, then an ash content is all that is required to
follow the filler. Some tests might be done to
determine if a certain material is causing a prob-
lem, but is then no longer used. Much ingenuity
must be provided as each mill is different and no
standard outlines exist.
It is well known (Koethe and Scott, 1993)
that cationic polymers cause maximum flocculation
shortly (within a few seconds) after their addition
to fiber slurries. With time (on the order of 10 to
100 or more minutes) zeta potential decreases. It
is thought the cationic polymers diffuse into the
fibers since the decrease in zeta potential is small-
er with higher molecular weight polymers. There-
fore,
cationic polymers should be added relatively
late into the papermaking system.
The composition of the stock includes dis-
solved and suspended solids. Dissolved solids
include polymers, inorganic electrolytes, and
contaminants such as carryover from recycled
fiber and pulping operations. Suspended solids
include fillers and the fibers and fiber fines.
The types of pulps (hardwood or softwood;
mechanical or chemical; CTMP or TMP; size
distribution of materials) are also important. CSF
should be used to monitor refining, but has little
application to papermaking chemistry; CSF is
dominated by fines content, which does not ad-
versely affect paper machine speed to a large
degree. One of the drainage tests should be used
instead. (Industry standardization in this area
would be helpftil.) Other additives are also in-
cluded. First—pass retention of the three main
groups (fibers, fines, and ash) is important.
The properties of the electrolytes include pH,
buffer capacity (often a measure of alum content),
types of ions present (such as aluminum, sulfate,
and water hardness from calcium and magnesium).
HO CI
i,
OK"
H—CHj
0
-CH—CHj
Stable form Reactive form
Fig. 22-9. Formation of epoxide group.
overall conductivity, and zeta potential of each
type of particle. The properties of each additive
should potentially be monitored separately to
verify that there is no change from batch to batch.
At least some viscosities and colloidal titrations
should be considered.
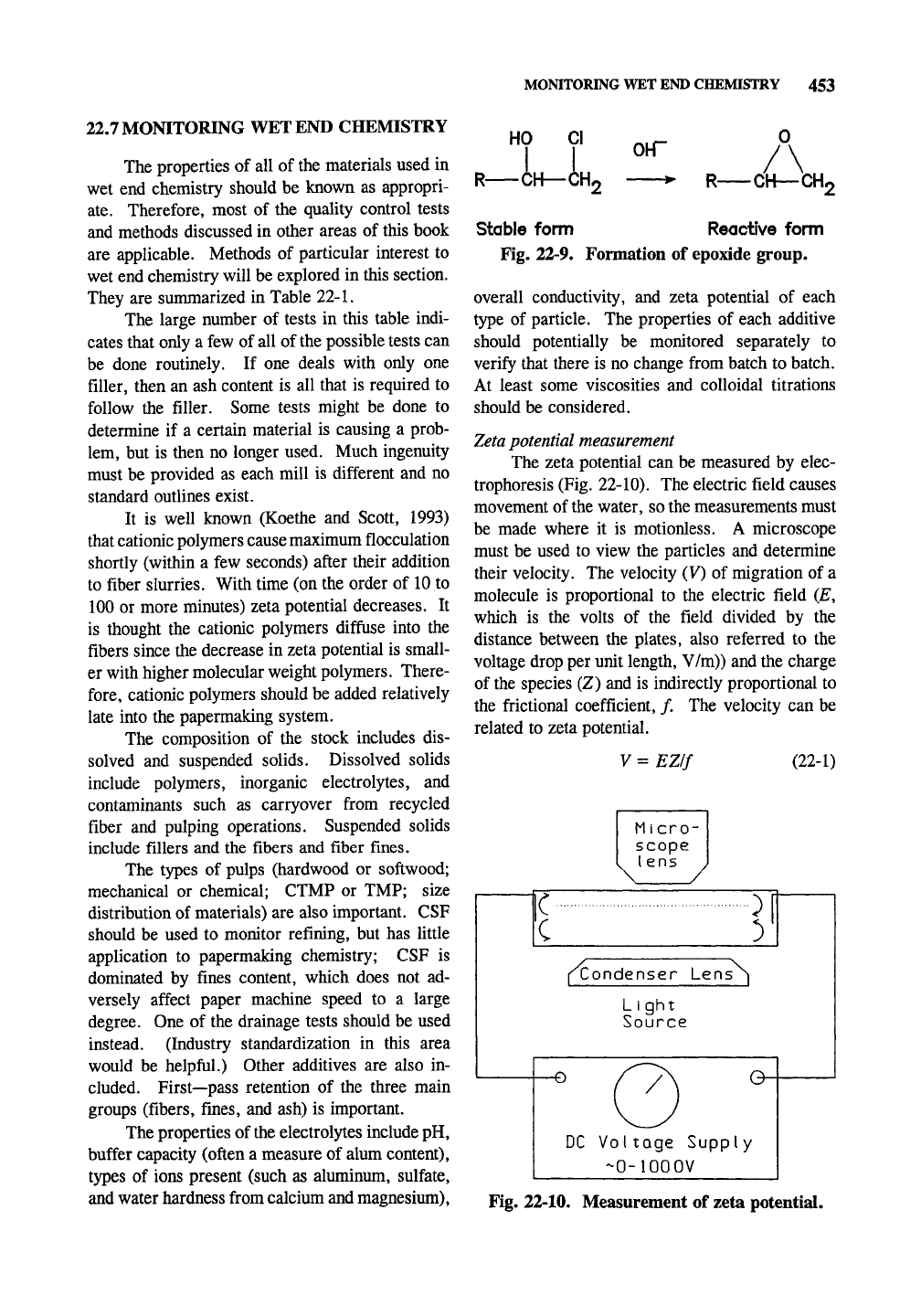
Zeta potential measurement
The zeta potential can be measured by elec-
trophoresis (Fig. 22-10). The electric field causes
movement of the water, so the measurements must
be made where it is motionless. A microscope
must be used to view the particles and determine
their velocity. The velocity (V) of migration of a
molecule is proportional to the electric field (£,
which is the volts of the field divided by the
distance between the plates, also referred to the
voltage drop per unit length, V/m)) and the charge
of the species (Z) and is indirectly proportional to
the frictional coefficient, /. The velocity can be
related to zeta potential.
y = Ezif
(22-1)
M
I
cro"
scope
I ens
\C
^
r
c r
fCondenser Lens^
L ight
Source
n /^ !X n\
0
DC Voltage Supply
-0-lOOOV
Fig. 22-10. Measurement of zeta potential.