Чейз, Ричард, Б., Эквилайн, Николас, Дж., Якобе, Роберт, Ф. Производственный и операционный менеджмент
Подождите немного. Документ загружается.

261
Пример 6д.З. Построение карт Х и R
Предположим, нужно построить карты X и R для конкретного процесса. В табл. 6д.З
перечислены результаты замеров 25 выборок. В двух последних столбцах приведены
средние значения выборки X и разбросов R.
Таблица бд.2. Коэффициенты для определения трех-сигмовых контрольных границ
для карт типов X и R
Коэффициенты для карты R
Количество замеров
в подгруппе
Коэффициенты для
карты X
Нижняя контрольная
граница
Верхняя контрольная
граница
n Аz D
3
D
4
2 1,88 0 3,27
3 1,02 0 2,57
4 0,73 0 2,28
5 0,58 0 2,11
6 0,48 0 2,00
7 0,42 0,08 1,92
8 0,37 0,14 1,86
9 0,34 0,18 1,82
10 0,31 0,22 1,78
11 0,29 0,26 1,74
12 0,27 0,28 1,72
13 0,25 0,31 1,69
14 0,24 0,33 1,67
15 0,22 0,35 1,65
16 '0,21 0,36 1,64
17 0,20 0,38 1,62
18 0,19 0,39 1,60
19 0,19 0,40 1,61
20 0,18 0,41 1,59
Для карты X:
Верхняя контрольная граница UCL = X + A
2
R (6д.9)
Нижняя контрольная граница LCL
X
= X-A
2
R (6д. 10)
Для карты R.
Верхняя контрольная граница LCL
R
= D
4
R (6д. 11)
Нижняя контрольная граница LCL
R
= D
3
R (6д.12)
Примечание. Расчеты всех коэффициентов основаны на нормальном распределении.
Значения для А
2
, D
3
и D
4
возьмем из табл. 6д.2 и получим следующее.
Для карты X:
Верхняя контрольная граница
Х + А
2
R = 10,21 + 0,58(60) = 10,56.
Нижняя контрольная граница
Х- A
2
R = 10,21–0,58(60) = 9,86.
Для карты R: Верхняя контрольная граница D
4
R = 2,11(0,60) = 1,27.
Нижняя контрольная граница D
3
R = 0(0,60) = 0.
262
Таблица 6д.З. Замеры выборок, состоящих из пяти единиц, сделанные по ходу процесса
Номер выборки
Размер каждой единицы в
выборке
Среднее значение
X
Разброс R
1 10,60 10,40 10,30 9,90 10,20 10,28 0,70
2 9,98 10,25 10,05 10,23 10,33 10,17 0,35
3 9,85 9,90 10,20 10,25 10,15 10,07 0,40
4 10,20 10,10 10,30 9,90 9,95 10,09 0,40
5 10,30 10,20 10,24 10,50 10,30 10,31 0,30
6 10,10 10,30 10,20 10,30 9,90 10,16 0,40
7 9,98 9,90 10,20 10,40 10,10 10,12 0,50
8 10,10 10,30 10,40 10,24 10,30 10,27 0,30
9 10,30 10,20 10,60 10,50 10,10 10,34 0,50
10 10,30 10,40 10,50 10,10 10,20 10,30 0,40
11 9,90 9,50 10,20 10,30 10,35 10,05 0,85
12 10,10 10,36 10,50 9,80 9,95 10,14 0,70
13 10,20 10,50 10,70 10,10 9,90 10,28 0,80
14 10,20 10,60 10,50 10,30 10,40 10,40 0,40
15 10,54 10,30 10,40 10,55 10,00 10,36 0,55
16 10,20 10,60 10,15 10,00 10,50 10,29 0,60
17 10,20 10,40 10,60 10,80 10,10 10,42 0,70
18 9,90 9,50 9,90 10,50 10,00 9,96 1,00
19 10,60 10,30 10,50 9,90 9,80 10,22 0,80
20 10,60 10,40 10,30 10,40 10,20 10,38 0,40
21 9,90 9,60 10,50 10,10 10,60 10,14 1,00
22 9,95 10,20 10,50 10,30 10,20 10,23 0,55
23 10,20 9,50 9,60 9,80 10,30 9,88 0,80
24 10,30 10,60 10,30 9,90 9,80 10,18 0,80
25 9,90 10,30 10,60 9,90 10,10 10,16 0,70
X =10,21
R =0,60
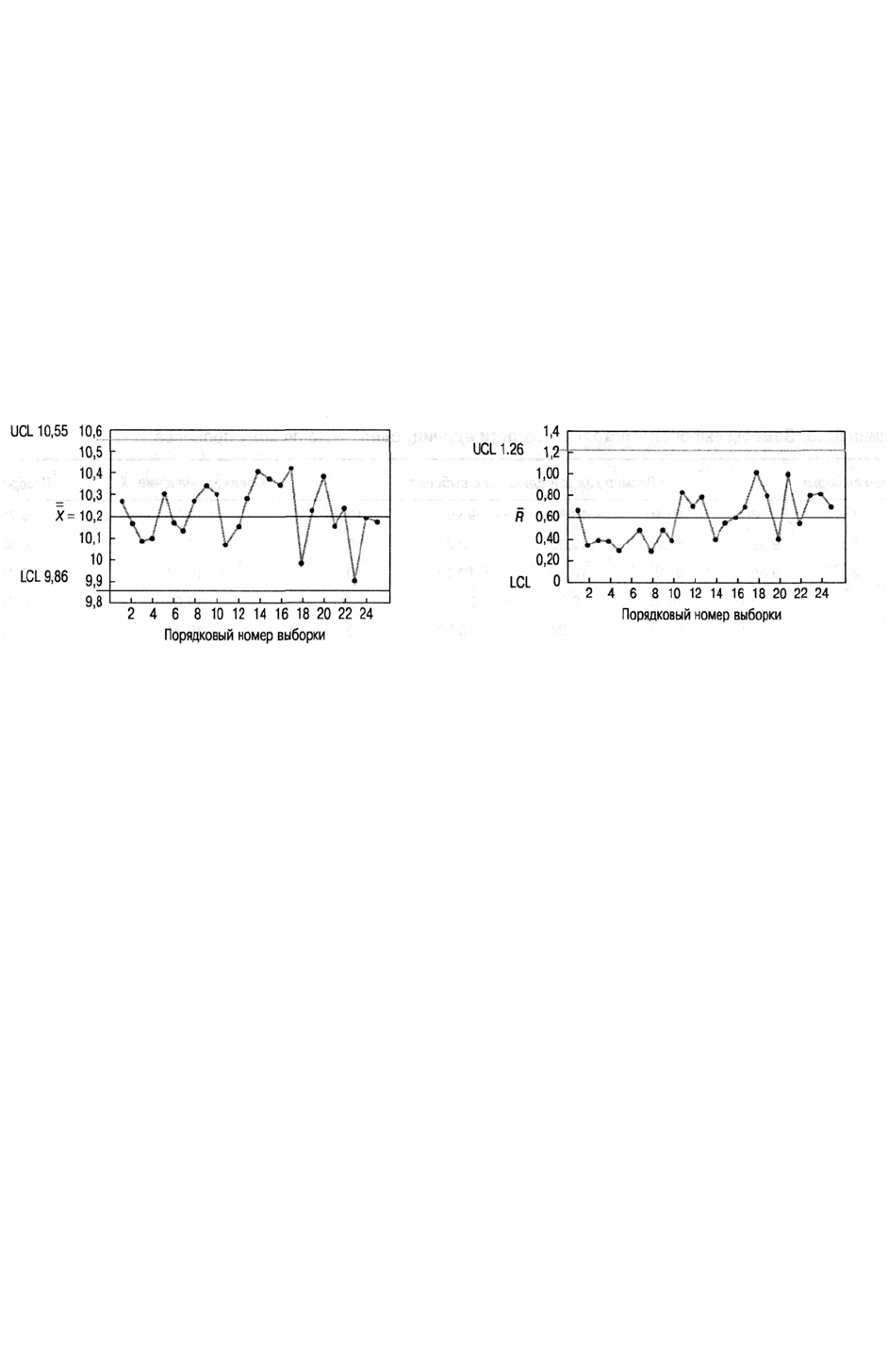
На рис. 6д.З изображены карты X и R с указанием всех средних значений выборок и
разбросов выборок.
Обратите внимание, что все точки находятся в пределах контрольных границ, однако
точка 23 расположена очень близко к нижней контрольной границе карты X.
Производственные возможности процесса
Приняв в свое время ставшие сегодня широко известными шестисигмовые
контрольные границы (Six-Sigma Limits), т.е. пределы, соответствующие шести
среднеквадратическим отклонениям, компания Motorola связала такие аспекты, как
производственные возможности процесса (Process Capability) и проектирование
продукции. Шестисигмовые границы — это сокращенный вариант термина "границы,
соответствующие шести среднеквадратическим отклонениям". При проектировании той
263
или иной детали всегда оговаривается, что ее конкретные размеры должны оставаться в
определенном диапазоне допусков. Соответствующие проектные границы называют
верхними и нижними техническими допусками (Upper and Lower Specification Limits)
или верхними и нижними допустимыми границами (Upper and Lower Tolerance Limits
— UTL, LTL). Обратите внимание, что эти границы — не одно и то же, что верхние и
нижние контрольные границы, определяемые для производственного процесса.
Приведем простой пример. Предположим, мы занимаемся проектированием
подшипника для вращающегося вала, скажем, для оси автомобильного колеса. При этом
нам необходимо принимать во внимание целых ряд технических характеристик как
подшипника, так и оси: ширину подшипника, размер его роликов, размер оси, ее длину,
способ ее подвески и т.д. Чтобы все комплектующие точно соответствовали друг другу,
проектировщик указывает допуски для каждого размера. Предположим, что в
законченном проекте указано, что диаметр подшипника должен быть 1,250 + 0,005 см. Это
означает, что качественными будут считаться детали с диаметром от 1,245 до 1,255 см
(что и является нижней и верхней допустимыми границами).
Рис. 6д.З. Карты типов X и R для примера 6д.З
Далее проанализируем производственный процесс выпуска подшипников.
Предположим, проведя несколько тестов, мы определили, что объем продукции,
выпущенной на станке, характеризуется среднеквадратическим отклонением, равным
0,002 см. Если мы воспользуемся для данного процесса трехсигмовой контрольной
границей, то подшипники будут иметь отклонения ±0,006 см. Учитывая, что мы
производим детали с диаметром 1,250 см, это означает, что мы будем выпускать
подшипники, диаметр которых будет изменяться в диапазоне от 1,244 до 1,256 см.
Очевидно, что границы нашего процесса шире допустимых границ, установленных
проектировщиком. Это плохо, поскольку при таких условиях будет выпускаться много
деталей, не удовлетворяющих предъявляемым к ним техническим требованиям.
Применяя свой шестисигмовый критерий, компания Motorola предлагает, чтобы
процесс, используемый для изготовления детали, протекал таким образом, чтобы в
проектные допуски вкладывался диапазон отклонений, равный шести сигмам. Для нашего
примера с подшипником это означает, что отклонение процесса должно быть не больше
0,00083 см (вспомните, что наш допуск был ±0,005 и это значение, разделенное на 6, дает
показатель 0,00083). Чтобы уменьшить отклонение в процессе, нам потребуется найти
какой-то более эффективный метод контроля размеров подшипника. Конечно, в нашем
распоряжении есть и еще одна альтернатива: можно перепроектировать узел оси таким
образом, чтобы для нее уже не требовался подшипник с такими точными размерами.
Шестисигмовые контрольные границы можно продемонстрировать графически.
Предположим, мы изменили наш технологический процесс так, что он работает с
отклонением 0,00083 см. Теперь проектные границы и возможности процесса приемлемы
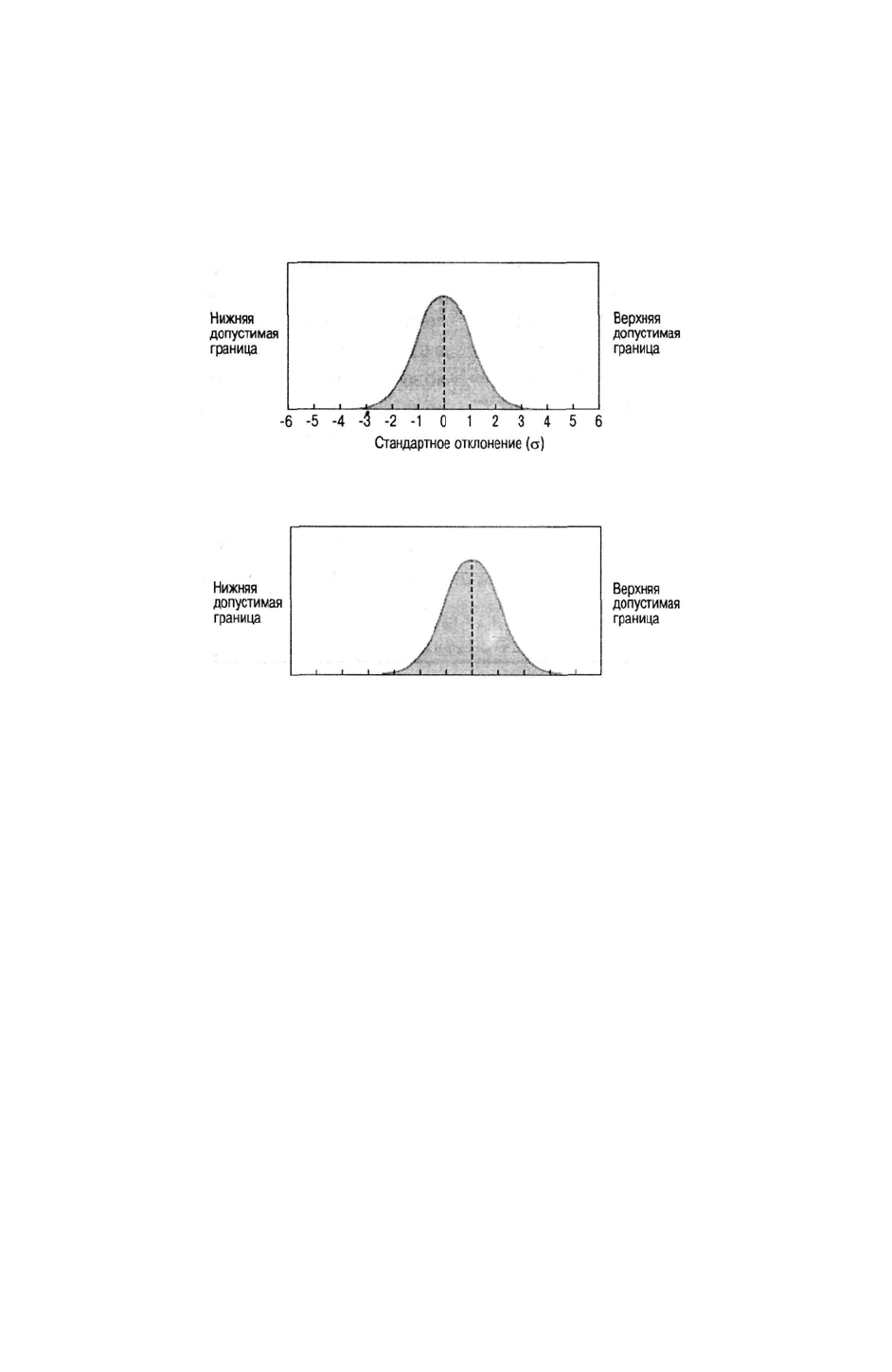
по стандартам компании Motorola. Предположим также, что отклонения диаметра
подшипника описывается колоколообразным нормальным распределением, как показано
на рис. 6д.4.
264
Известно, что при нормальном распределении 99,7% колоколообразной кривой
попадает в интервал ±Зσ. Таким образом, мы можем ожидать, что всего три детали из 1000
выйдут за трехсигмовые контрольные границы. А допустимые границы отклоняются от
этих контрольных границ еще на 3 сигмы! В этом случае мы можем ожидать, что
фактическое число выпускаемых нами деталей, выходящих за допустимые границы, будет
всего 2 штуки на миллиард!
Предположим, центральное значение анализируемого процесса смещается в сторону
от среднего значения. На рис. 6д.5 показано такое смещение среднего значения на одну
сигму к верхнему техническому допуску.
Рис. 6д.4. Производственные возможности процесса
Рис. 6д.5. Производственные возможности процесса при смещении среднего значения
Это приводит к незначительному увеличению количества ожидаемых дефектных
единиц продукции, т.е. 4 бракованные детали на миллион. По представлениям
большинства людей, это очень неплохой показатель. Для определения того, насколько
точно производственный процесс способен при выпуске продукции соблюдать проектные
допуски, используется специальный индекс производственных возможностей (Capability
Index). О том, как вычисляется этот индекс, рассказывается в следующем разделе.
Индекс производственных возможностей процесса
Индекс производственных возможностей процесса С
рк
показывает, насколько точно
разброс технических характеристик произведенной продукции соответствует допускам,
определенным проектными границами. Если проектные границы шире трех сигм,
принятых для процесса, то среднее значение может немного сдвигаться по отношению к
центру, не требуя какое-то время проведения корректировок процесса, и при этом будет
продолжаться выпуск большого процента качественных деталей.
Если вернуться к рис. 6д.4 и 6д.5, то в первом случае индекс производственных
возможностей процесса С
рк
соответствует совпадению положения среднего значения
процесса и проектного среднего значения технических характеристик. В случае появления
смещения между ними (см. рис. 6д.5) повышается вероятность выпуска бракованных
деталей.
Поскольку среднее значение процесса может смещаться в любом направлении,
направление сдвига и его расстояние от проектных характеристик определяют предел
265
возможностей процесса, что и отражает индекс производственных возможностей. С
формальной точки зрения, индекс производственных возможностей С
рк
вычисляется как
меньшее число из двух, определяемых по следующей формуле:
Для простоты примера предположим, что среднее значение нашего процесса один
сантиметр, а σ = 0,001. Предположим также, что среднее значение процесса находится
точно в центре, как показано на рис. 6д.4. Тогда при X = 1,000 получим
Поскольку среднее значение расположено по центру, оба вычисления дают
одинаковый результат 2. Если бы оно сдвинулось на ±1,5й (т.е. на 0,0015), то при X =
1,0015 мы получили бы
Индекс С
рк
в данном случае будет 1,5, поскольку это меньшее из двух чисел. Этот
индекс говорит нам, что среднее значение нашего процесса сдвинулось вправо, как
показано на рис. 6д.5, но детали и теперь выпускаются в пределах проектных границ.
Предположив, что процесс производит продукцию в границах ±3σ и среднее
значение процесса расположено точно по центру между двумя проектными границами,
как показано на рис. 6д.5, Дэвид Берч (David Birch) вычислил доли бракованной
продукции, выходящей за пределы различных проектных границ
4
:
Проектные
границы
Число забракованных единиц
продукции
Доля бракованной продукции
±1й 317 на тысячу 0,3173
+2й 45 на тысячу 0,0455
±3й 2 на тысячу 0,0027
±4й 63 на миллион 0,000063
±5й 574 на миллиард 0,000000574
±6й 2 на миллиард 0,000000002
±7й 0,3 на миллиард 0,0000000000003
±8й 0,001 на миллиард 0,0000000000000001
Шестисигмовые проектные границы компании Motorola со смещением процесса от
среднего значения на 1,5а (С
рк
= 1,5) дают 3, 4 дефекта на миллион изделий. Из
приведенной выше таблицы видно, что, если среднее значение находится точно по центру
(С
рк
= 2), то можно ожидать два бракованных изделия на один миллиард изделий.
4
David Birch, "The True Value of 6 Sigma", Quality Progress, April 1993, p. 6.

266
Методы Тагуши
Мы обсудили проблему контроля качества с точки зрения корректировки
технологического процесса. Японский ученый Джениши Тагуши (Genichi Taguchi)
предложил нововведение, которое сегодня многими считается настоящей революцией в
управлении качеством. По его предложению вместо непрерывной наладки и переналадки
производственного оборудования, необходимо позаботиться о том, чтобы проект
продукции был достаточно хорош для достижения высокого уровня качества в условиях
возможных колебаний производственного процесса. Эта простая идея принята на
вооружение такими крупными компаниями, как Ford Motor, ITT и IBM, которые в
результате сэкономили миллионы долларов, значительно сократив издержки
производства.
Методы Тагуши (Taguchi Methods) — это в основном статистические методы,
предназначенные для поиска наилучшего сочетания количественных признаков
продукции и производственного процесса. Наилучшее сочетание означает самые низкие
издержки при самой высокой однородности характеристик продукции. Поиск такого
наилучшего сочетания может быть запутанным и длительным. Так, например, при
проектировании технологического процесса для выпуска какой-либо новой продукции
можно обнаружить, что только на одном этапе обработки всего восемь количественных
характеристик процесса (например, скорость работы станка, угол резца и т.д.) могут
объединяться в 5000 различных комбинаций. Следовательно, определить комбинацию, в
результате которой продукция будет характеризоваться наивысшей степенью
однородности при самых низких издержках, невозможно, не прибегая к методу проб и
ошибок. Г-н Тагуши нашел способ решения этой проблемы, предложив сосредоточить
внимание на нескольких комбинациях, представляющих весь спектр результатов
объединения характеристик продукции и процесса.
Сегодня г-н Тагуши широко известен также разработкой концепции функции потери
качества (Quality Loss Function — QLF) для прямой привязки затрат на обеспечение
качества к непостоянству производственного процесса. Эта концепция подробно описана
в статье другого ученого Джозефа Тернера (Joseph Turner), которую мы обсудим в
следующем разделе
5
.
5
Адаптировано по статье Joseph Turner, "Is an Out-of-Spec Product Really Out of Spec?", Quality Progress,
December 1900, p. 57-59.
Действительно ли продукция, не соответствующая требованиям, им не
соответствует?
Непостоянство качества
Общепринято, что по мере уменьшения непостоянства процесса качество
повышается. Это можно понять даже на чисто интуитивном уровне. Если поезд всегда
приходит вовремя, можно составить более точный график его движения. Если размеры
одежды точно соблюдаются, покупатель может сэкономить время при заказе товаров по
каталогу. Однако о таких вещах редко думают с точки зрения стоимости низкой степени
непостоянства качества. Намного скрупулезнее это отражается в инженерной сфере.
Поршень должен точно подходить к цилиндру, дверь должна соответствовать дверному
проему, электрические компоненты должны быть совместимы, а в коробке с сухим
завтраком должно содержаться конкретное количество изюминок — в противном случае
качество продукции будет недостаточным, а потребитель разочаруется.
267
И все же именно инженерам отлично известно, что добиться нулевых отклонений
показателей невозможно. По этой причине проектировщики устанавливают конкретные
физические величины и приемлемые границы их отклонений. Так, например, если
заданная величина какой-либо технической характеристики продукции составляет 10 см,
проектная величина может быть указана как 10,00 см ± 0,02 см. Таким образом
производственный цех получает информацию, что, хотя их целью и является выпуск
продукции с размером точно 10 см, приняты будут все изделия в диапазоне от 9,98 до
10,02 см.
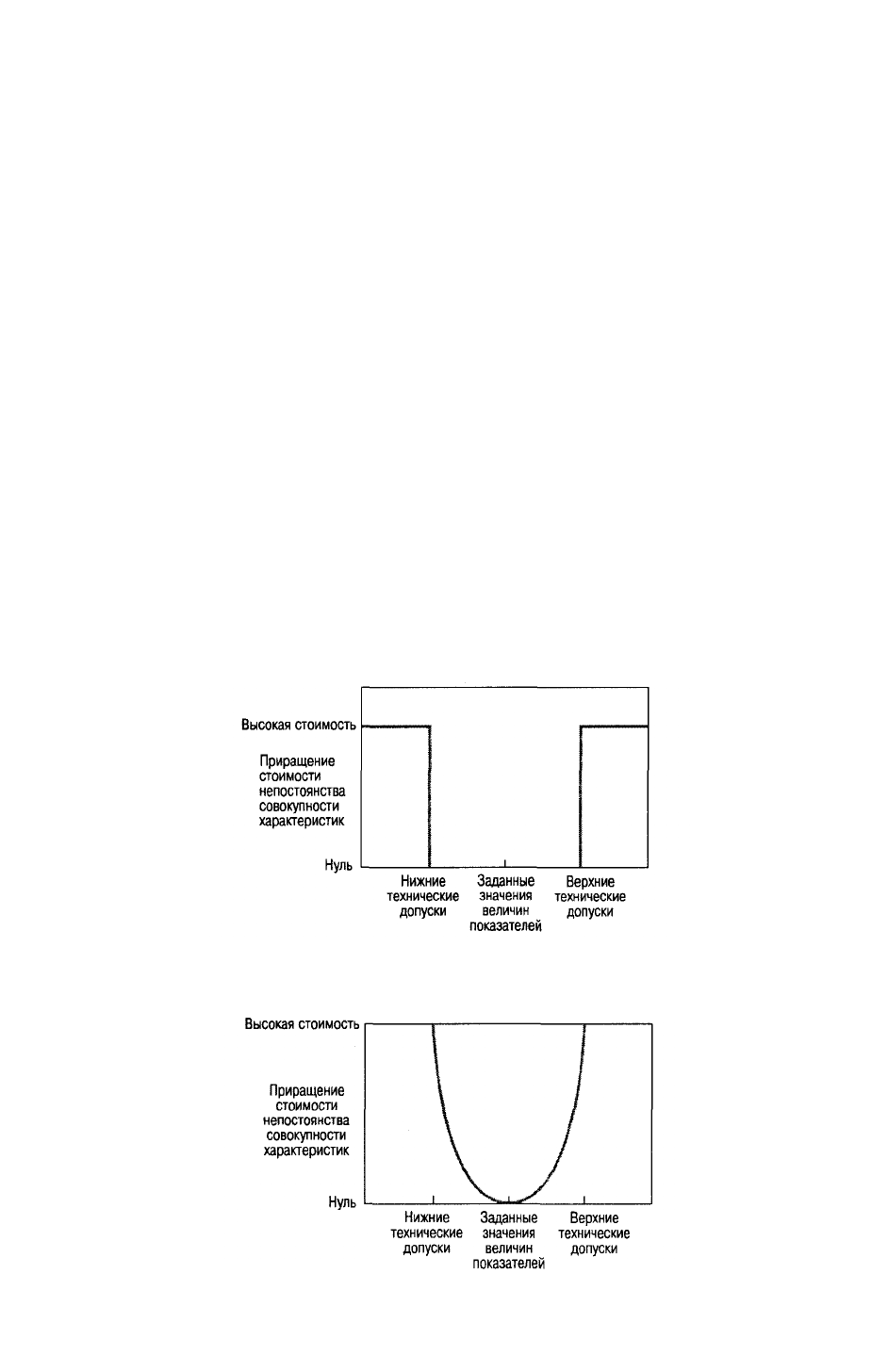
Традиционно подобные требования трактуются так: любая деталь, попадающая в
дозволенный диапазон, считается в равной степени качественной, в то время как все
детали, выходящие за рамки дозволенных границ, являются некачественными. Этот
подход наглядно отображен на рис. 6д.6. Обратите внимание, что в пределах указанного
диапазона технических допусков стоимость непостоянства характеристик нулевая, а при
выходе за его пределы происходит количественный скачок стоимости.
По мнению г-на Тагуши, такой подход совершенно лишен смысла по двум
причинам.
1. С точки зрения потребителя часто практически не существует разницы между
продукцией, точно соответствующей определенным для нее границам технических
допусков, и продукцией, немного выходящей за рамки этих допусков. И наоборот,
существует значительное различие между качеством продукции в середине диапазона
допуска и качеством продукции, близкой к границам допуска.
2. По мере того как потребитель становится все более требовательным,
необходимость сокращения степени непостоянства качества увеличивается. Однако рис.
6д.6 данной закономерности не отображает.
Г-н Тагуши предлагает намного более правильную картину потерь (рис. 6д.7).
Рис. 6д.6. Традиционное видение стоимости непостоянства совокупности характеристик
Рис. 6д. 7. Так г-н Тагуши видит стоимость непостоянства совокупности характеристик
Обратите внимание, что на этом графике стоимость представлена в виде плавной
268
кривой функции потерь. Существуют десятки примеров, подтверждающих существование
такой функции: сцепление колес зубчатой передачи в коробке передач, частота смены
кадров пленки в фотоаппарате, температура на рабочем месте или в магазине.
Практически по поводу любой измеряемой характеристики потребитель ощущает не
резкий перепад, а постепенное изменение возможности принять эту продукцию при
приближении к допустимым пределам, следовательно, его отношение к функции потерь
более точно характеризуется графиком, изображенным на рис. 6д.7, а не на рис. 6д.6.
Из каких элементов состоят эти потери от непостоянства качества? Разные
авторитетные источники отвечают на этот вопрос по-разному, однако вначале
представляется целесообразным отделить внутренние издержки от внешних. Что касается
внутренних издержек, то чем выше нестабильность производственного процесса, тем
больше отходов получается в результате производства и тем больше средств затрачивает
компания на проведение тестов и проверку продукции на соответствие техническим
требованиям. Когда речь идет о внешних издержках, то, если качество продукции не
приближается к заданному при проектировании уровню, потребители быстро убеждаются,
что продукция не так долговечна или работает не так уж хорошо. Возможно, что при
использовании в неблагоприятных условиях продукция вообще не будет выполнять
функций, для которых она предназначена, даже если изделие полностью соответствует
техническим требованиям, разработанным для нормальных условий.
Несмотря на то, что фактическая форма кривой потерь может варьироваться
довольно сильно, в первом приближении ей наиболее соответствует простая парабола,
подобная изображенной на рис. 6д.7, особенно если технические допуски симметричны
относительно заданной величины. Из этой параболы видно, что потери относительно
невелики, если мы предельно близки к заданной величине, и увеличиваются с
возрастающей скоростью по мере отклонения от заданной величины.
Если продукция, не соответствующая установленным техническим требованиям,
постоянно отправляется на свалку, изгиб кривой потерь в районе заданных величин, как
правило, становится более крутым, отражая потери на отходы и то, что такая продукция
никогда не будет продана.
Однако во многих практических ситуациях либо в ходе производственного процесса
выпускается очень высокий процент продукции в пределах технических допусков, либо
компания проводит 100%-ную проверку продукции, либо продукцию, не
соответствующую техническим требованиям, можно переработать и исправить. В любом
из этих случаев наиболее разумным допущением обычно является параболическая
функция потерь.
В таких случаях применима следующая формула:
где
L — потери компании, связанные с единицей продукции, произведенной со
значением параметра х;
α — заданная величина показателя; предположим, что при а потери L = 0;
К — константа.
Затем добавляем следующие переменные для определения К:
с — потери, связанные с единицей продукции, произведенной в пределах
технических допусков, при условии, что потери на единицу при заданной величине
показателя равны нулю;
d — расстояние от заданной величины показателя до установленного технического
допуска.
Таким образом, константа определяется как:
При количестве единиц продукции п средние потери на единицу составят
269
Эта формула позволяет оценить средние потери, но она достаточно сложна,
поскольку данные обычно собираются такими способами, при которых вычисления на
основе формулы Σ (х – а) очень неудобны. Однако в распоряжении аналитиков часто есть
данные о статистическом среднем и среднеквадратическом отклонении для
интересующего вас показателя. Если они известны, среднее значение потерь можно с
большой степенью точности вычислить по формуле:
где
х — среднее значение процесса;
σ — среднеквадратическое отклонение процесса.
Единственная сложность применения этой формулы в практических ситуациях
связана с правильной оценкой значения с, т.е. приростного показателя потерь компании на
единицу продукции, произведенной в соответствии с граничными техническими
допусками, по сравнению с потерями на единицу продукции, произведенной в
соответствии с заданной величиной показателя. Хотя это значение в лучшем случае может
быть только предположением, опытные специалисты способны делать такие
предположения с большой точностью. Одна группа инженеров предположила, что это
значение должно соответствовать одной десятой от продажной цены конкретной единицы
продукции. Это означает, что, если технические характеристики изделия очень близки к
граничным допускам, существует высокая вероятность, что вследствие непостоянства
условий тестирования данное изделие может не пройти выходной контроль. Более того,
велика вероятность того, что потребитель столкнется с большими проблемами, пользуясь
изделием с граничными характеристиками, чем изделием с характеристиками,
соответствующими заданным величинам показателей, и это приведет к потере данного
потребителя и к возможным возвратам товаров по гарантийным обязательствам
производителя. Хотя такая оценка предположительно носила несколько произвольный
характер, она представлялась вполне разумной исходной точкой для выбора методом
минимального числа и в результате давала на удивление точный показатель потерь.
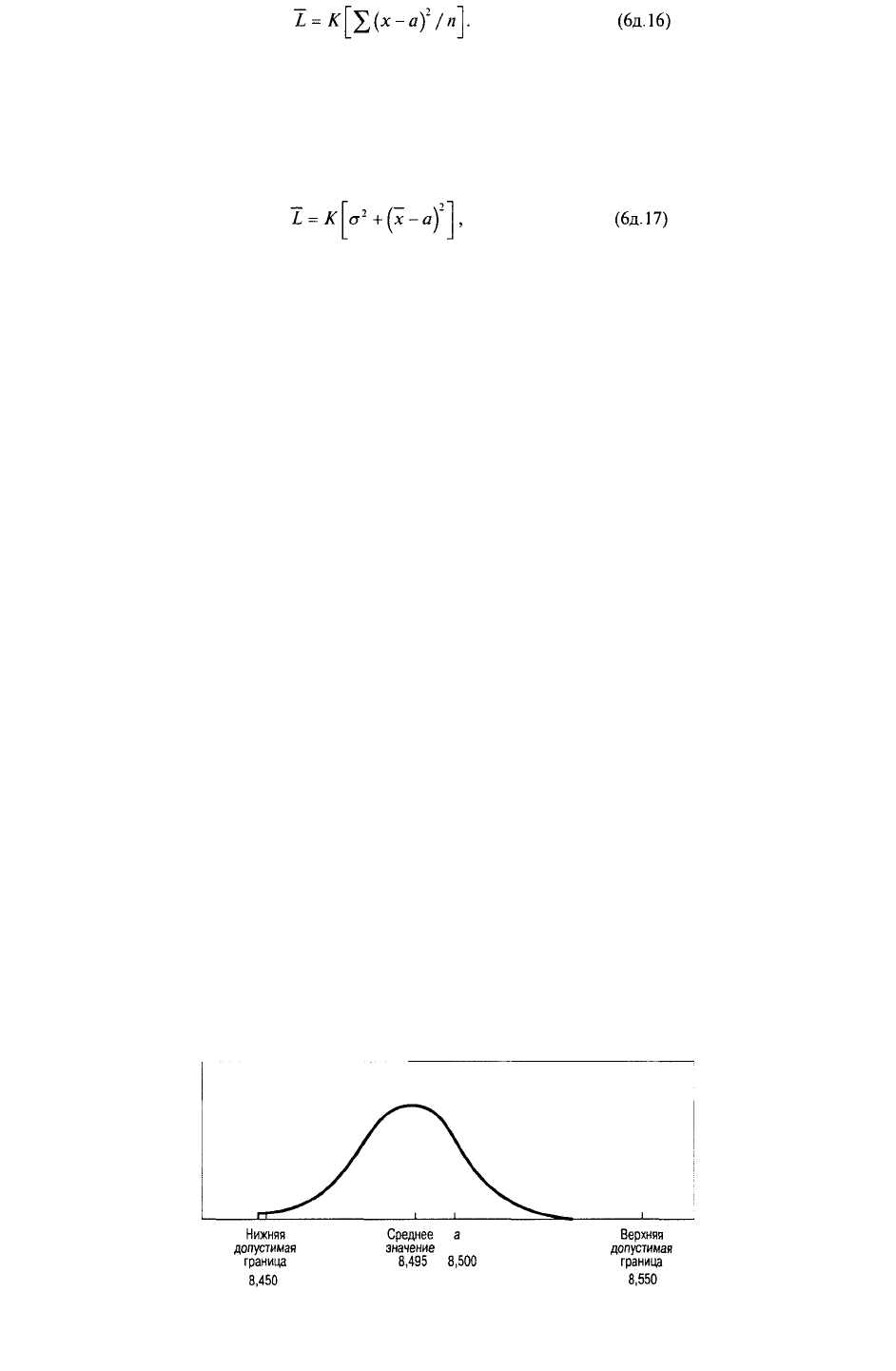
Данный метод можно проиллюстрировать следующим примером: для размеров
автомобильной детали были определены следующие основные технические допуски: 8,5
см ±0,05. На основе статистических данных известно, что за последних несколько месяцев
средний показатель этого размера составлял 8,492 см, а среднеквадратическое отклонение
0,016 см. Данная деталь продается компанией по цене 20 долл. за штуку, и, по оценке
инженеров, если ее технические характеристики соответствуют нижней или верхней
допустимой границе, потери компании на единицу продукции составляют 2 долл.
Компания выпускает 250 тысяч деталей в год. Описанная ситуация наглядно отображена
на рис. 6д,8.
Рис. 6д.8. Пример распределения для автомобильной детали

270
Применив уравнение (6д.17), получаем следующий средний показатель потерь на
одну деталь:
При условии ежегодного выпуска 250 тысяч единиц продукции получаем, что общие
потери в год составят 64 000 долл. Если инженеры примут решение понизить эти потери,
они могут сделать это тремя способами.
1. Сдвинуть среднее значение и сделать его заданной величиной (т.е. 8,5 см).
2. Сократить диапазон отклонений (например, сделать σ = 0,01).
3. Одновременно предпринять две описанные выше меры. Воспользовавшись
уравнением (6д.17) для трех описанный выше ситуаций, получаем.
1. При сдвиге среднего значения к заданному (L = 20,5 центов), общие потери в год
составят 51 250 долл.
2. При сокращении диапазона отклонений до σ = 0,01 см получим L = 13,1 центов и
общие потери в год составят 32 750 долл.
3. При выполнении обоих мероприятий получим L = 8 центов и общие потери в год
— 20 000 долл.
Обратите внимание, что если для с указать большее или меньшее значение,
полученные в результате показатели изменятся пропорционально. Таким образом, мы
имеем простую и удобную возможность провести анализ чувствительности для
определенного диапазона значений с. Так, например, если бы значение с было не 2 долл., а
4, все итоги вычислений были бы в два раза больше.
Резюме
Статистический контроль качества — тема очень важная. Мы выделили ее в
дополнение к главе 6, а не включили в саму главу вовсе не затем, чтобы подчеркнуть ее
второстепенную роль. Вопросы качества приобрели в последнее время такое большое
значение, что статистические процедуры обеспечения качества, как правило, являются
неотъемлемой частью деятельности любой преуспевающей фирмы. Сегодня схемы
выборочного контроля и статистический контроль процесса рассматриваются
руководством компаний как нечто само собой разумеющееся, и внимание уделяется более
широкому спектру аспектов (например, отказ от входного выборочного статистического
контроля вследствие надежного качества продукции поставщиков; расширение
полномочий служащих, что заменило многие аспекты контроля производственного
процесса). Все современные производственные компании мирового класса требуют от
своих работников понимания основных концепций, описанных в данном дополнении.
Обзор формул
Контроль процесса по качественным признакам. Контрольная карта типа р: