Coker A.K. Fortran Programs for Chemical Process Design, Analysis, and Simulation
Подождите немного. Документ загружается.

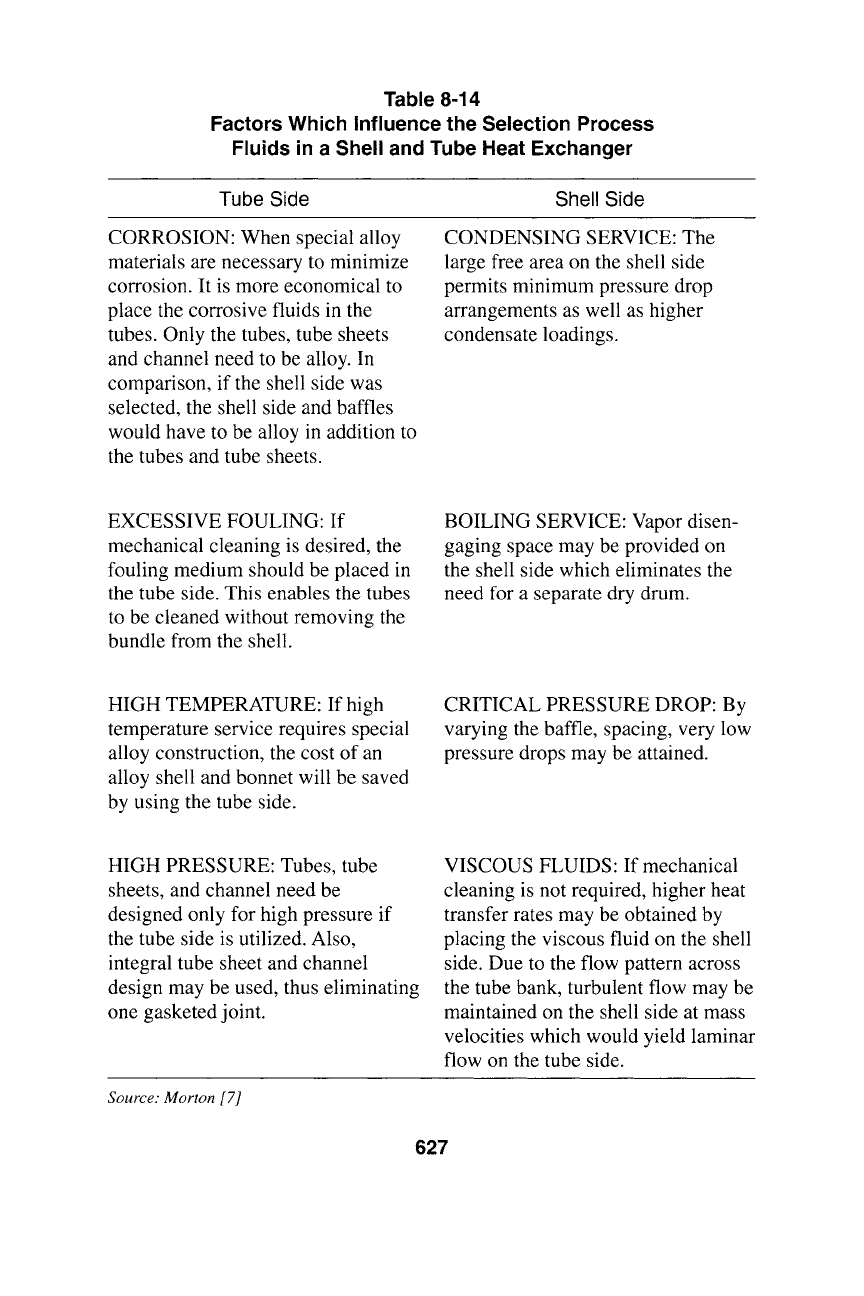
Table 8-14
Factors Which Influence the Selection Process
Fluids in a Shell and Tube Heat Exchanger
Tube Side Shell Side
CORROSION: When special alloy
materials are necessary to minimize
corrosion. It is more economical to
place the corrosive fluids in the
tubes. Only the tubes, tube sheets
and channel need to be alloy. In
comparison, if the shell side was
selected, the shell side and baffles
would have to be alloy in addition to
the tubes and tube sheets.
CONDENSING SERVICE: The
large free area on the shell side
permits minimum pressure drop
arrangements as well as higher
condensate loadings.
EXCESSIVE FOULING: If
mechanical cleaning is desired, the
fouling medium should be placed in
the tube side. This enables the tubes
to be cleaned without removing the
bundle from the shell.
BOILING SERVICE: Vapor disen-
gaging space may be provided on
the shell side which eliminates the
need for a separate dry drum.
HIGH TEMPERATURE: If high
temperature service requires special
alloy construction, the cost of an
alloy shell and bonnet will be saved
by using the tube side.
CRITICAL PRESSURE DROP: By
varying the baffle, spacing, very low
pressure drops may be attained.
HIGH PRESSURE: Tubes, tube
sheets, and channel need be
designed only for high pressure if
the tube side is utilized. Also,
integral tube sheet and channel
design may be used, thus eliminating
one gasketed joint.
VISCOUS FLUIDS: If mechanical
cleaning is not required, higher heat
transfer rates may be obtained by
placing the viscous fluid on the shell
side. Due to the flow pattern across
the tube bank, turbulent flow may be
maintained on the shell side at mass
velocities which would yield laminar
flow on the tube side.
Source: Morton [7]
627
628
Fortran Programs for Chemical Process Design
(text continued from page 623)
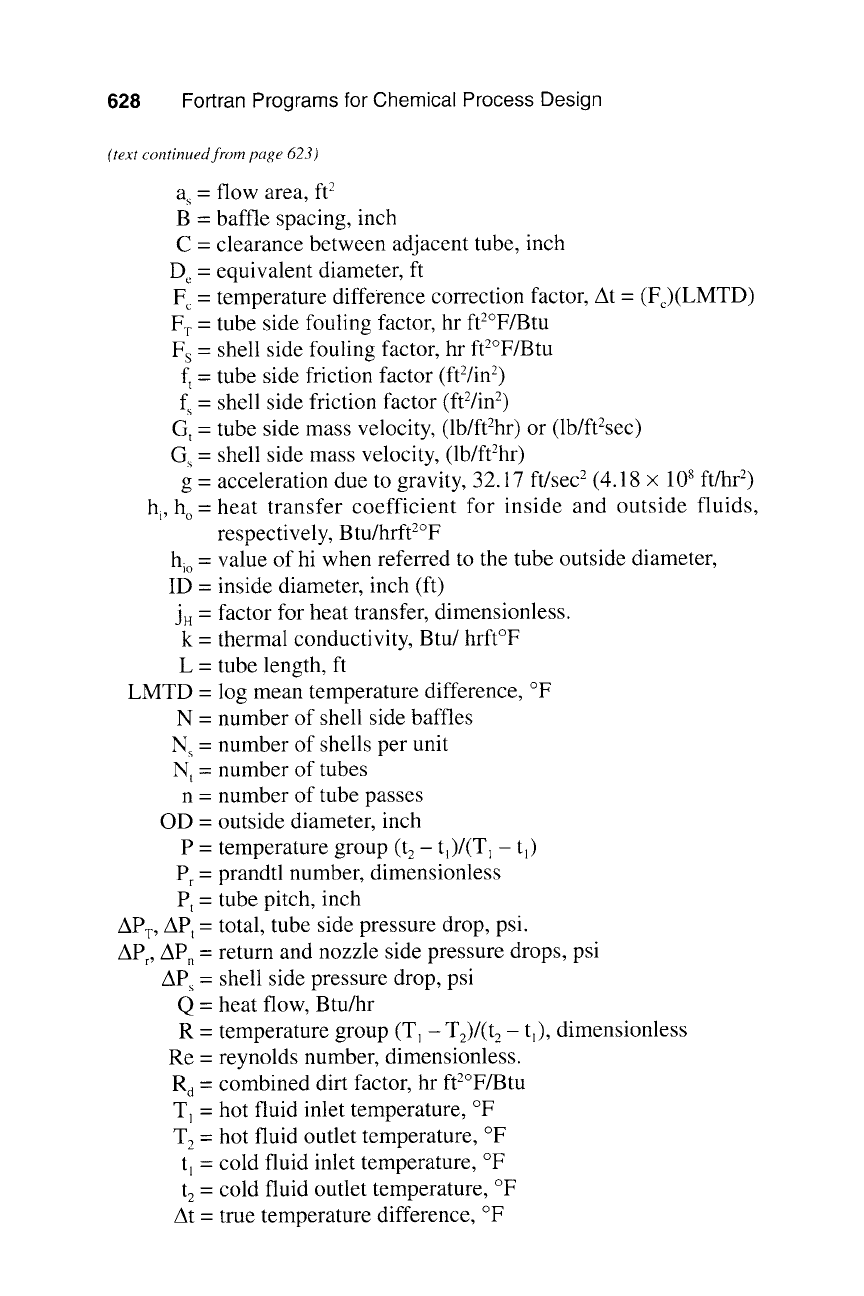
a s = flow area, ft 2
B = baffle spacing, inch
C = clearance between adjacent tube, inch
D~ = equivalent diameter, ft
F c = temperature difference correction factor, At = (Fc)(LMTD)
F T = tube side fouling factor, hr ft2~
F s = shell side fouling factor, hr ft2~
f~ = tube side friction factor (ft2/in 2)
fs = shell side friction factor (ft2/in 2)
G t = tube side mass velocity, (lb/ft2hr) or (lb/ft2sec)
G~ = shell side mass velocity, (lb/ft2hr)
g = acceleration due to gravity, 32.17 ft/sec 2 (4.18 x l0 s ft/hr 2)
h i, h o = heat transfer coefficient for inside and outside fluids,
respectively, Btu/hrft2~
h~o = value of hi when referred to the tube outside diameter,
ID = inside diameter, inch (ft)
JH = factor for heat transfer, dimensionless.
k = thermal conductivity, Btu/hrft~
L = tube length, ft
LMTD = log mean temperature difference, ~
N = number of shell side baffles
N~ = number of shells per unit
N t =
number of tubes
n = number of tube passes
OD = outside diameter, inch
P = temperature group
(t 2 -- tl)/(T 1 -
t~)
P~ = prandtl number, dimensionless
Pt =
tube pitch, inch
AP T, AP t = total, tube side pressure drop, psi.
AP~, AP. = return and nozzle side pressure drops, psi
AP~ = shell side pressure drop, psi
Q = heat flow, Btu/hr
R = temperature group (T~-
Tz)/(t 2 -tl),
dimensionless
Re = reynolds number, dimensionless.
R d = combined dirt factor, hr ftZ~
Tj = hot fluid inlet temperature, ~
Y 2 =
hot fluid outlet temperature, ~
t~ = cold fluid inlet temperature, ~
t 2 =
cold fluid outlet temperature, ~
At = true temperature difference, ~
Heat Transfer 629
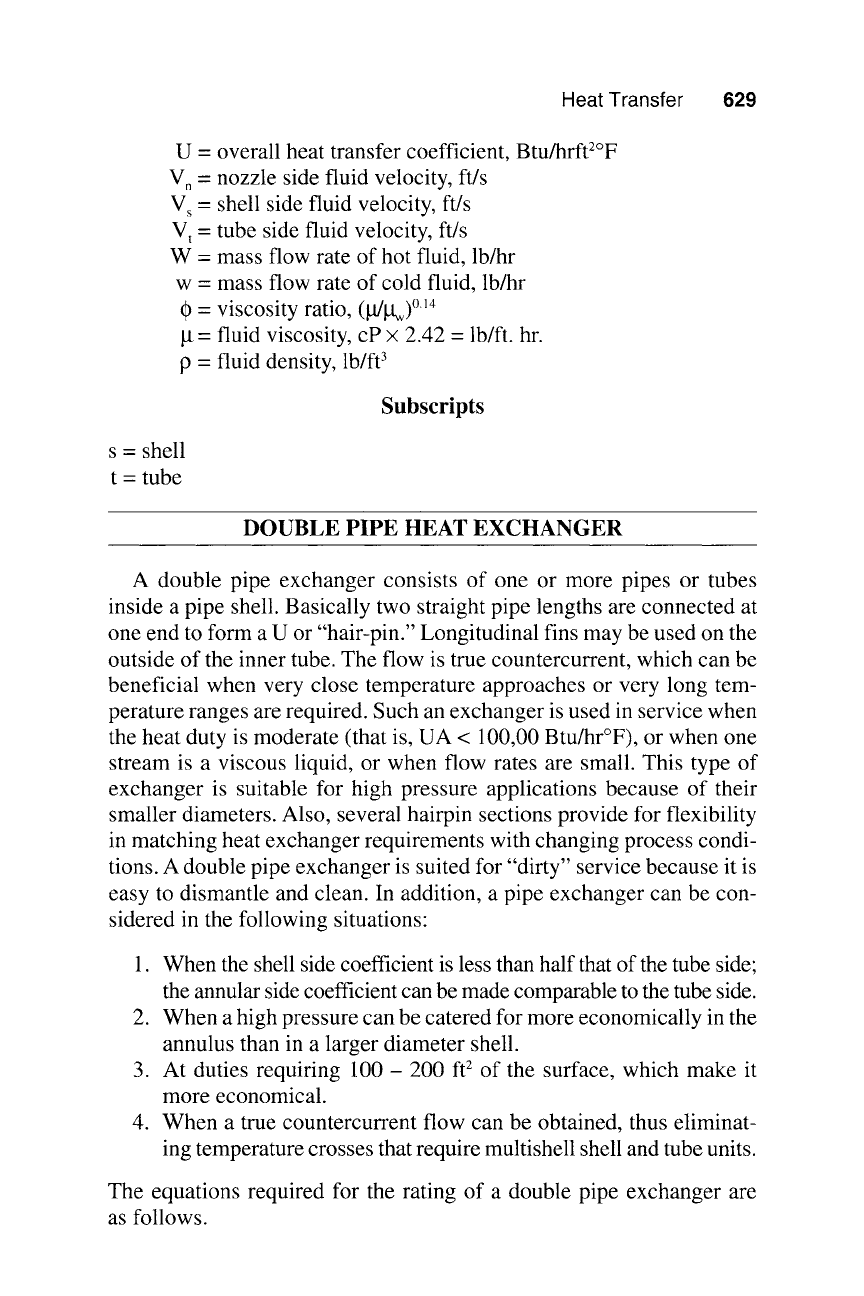
U = overall heat transfer coefficient, Btu/hrft2~
V n = nozzle side fluid velocity, ft/s
V~ = shell side fluid velocity, ft/s
V, = tube side fluid velocity, ft/s
W = mass flow rate of hot fluid, lb/hr
w = mass flow rate of cold fluid, lb/hr
~) = viscosity ratio, (~)0 ~4
~t = fluid viscosity, cP x 2.42 = lb/ft, hr.
P = fluid density, lb/ft 3
Subscripts
s = shell
t = tube
DOUBLE PIPE HEAT EXCHANGER
A double pipe exchanger consists of one or more pipes or tubes
inside a pipe shell. Basically two straight pipe lengths are connected at
one end to form a U or "hair-pin." Longitudinal fins may be used on the
outside of the inner tube. The flow is true countercurrent, which can be
beneficial when very close temperature approaches or very long tem-
perature ranges are required. Such an exchanger is used in service when
the heat duty is moderate (that is, UA < 100,00 Btu/hr~ or when one
stream is a viscous liquid, or when flow rates are small. This type of
exchanger is suitable for high pressure applications because of their
smaller diameters. Also, several hairpin sections provide for flexibility
in matching heat exchanger requirements with changing process condi-
tions. A double pipe exchanger is suited for "dirty" service because it is
easy to dismantle and clean. In addition, a pipe exchanger can be con-
sidered in the following situations:
1. When the shell side coefficient is less than half that of the tube side;
the annular side coefficient can be made comparable to the tube side.
2. When a high pressure can be catered for more economically in the
annulus than in a larger diameter shell.
3. At duties requiring 100 - 200 ft 2 of the surface, which make it
more economical.
4. When a true countercurrent flow can be obtained, thus eliminat-
ing temperature crosses that require multishell shell and tube units.
The equations required for the rating of a double pipe exchanger are
as follows.
630
Fortran Programs for Chemical Process Design
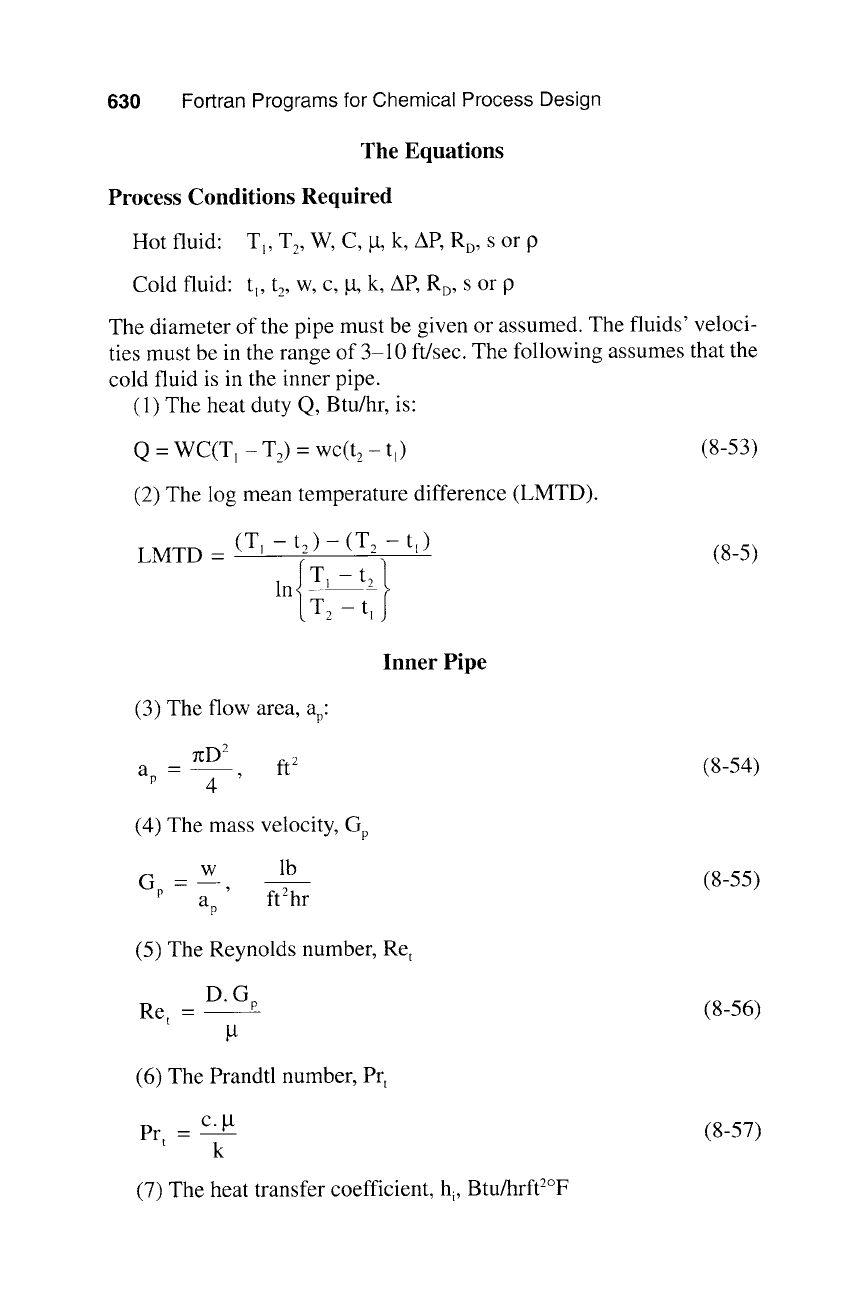
The Equations
Process Conditions Required
Hot fluid: T~,
T2, W, C,
ILk k, AR
R D, s
or 9
Cold fluid:
t~,
t 2, W, C, ~
k, AR
R D, s or
p
The diameter of the pipe must be given or assumed. The fluids' veloci-
ties must be in the range of 3-10 ft/sec. The following assumes that the
cold fluid is in the inner pipe.
(1) The heat duty Q, Btu/hr, is"
Q
- WC(T l - T2) - wc(t 2 - tl)
(8-53)
(2) The log mean temperature difference (LMTD).
LMTD - (T, - t 2 )
- (T 2 -
t, ) (8-5)
ln{T~
- t 2
Z 2 -il}
Inner Pipe
(3) The flow area, ap:
a z
p
71;D 2
ft 2 (8-54)
(4) The mass velocity, Gp
w lb
Gp - ~, (8-55)
ap ft2hr
(5) The Reynolds number, Re t
D. Gp
Re~ = (8-56)
(6) The Prandtl number, Pr t
Pr~ = c.g (8-57)
k
(7) The heat transfer coefficient, h~, Btu/hrft2~
Heat Transfer 631
DG
hi'D =C "
k lLt
)o.,4 w
(8-58)
h i can be expressed by
k) 08 r'~ 033
h i -C. -~ Re t t'r t
(8-59)
where Wgw- 1
C - 0.021 for gases
C - 0.023 for non-viscous fluids
C - 0.027 for viscous fluids
converting
h i to h
io,
the heat transfer coefficient referred to the pipe
outside diameter, Btu/hrft2~
inside dia. of inner pipe /
hio
--
hi
outside dia. of inner pipe
ID (8-60)
= hi.oD
Annulus
(8) The flow area, a a"
a a =
~(D2o
-
D 2
,)
f12 (8-61)
(9) The equivalent diameter, D e
De
4 x flow area
wetted perimeter
D~
- D 2
__ i
Di
ft (8-62)
(10) The mass velocity, G,
w lb
G a = -- (8-63)
a a ' ft:hr
632
Fortran Programs for Chemical Process Design
(11) The Reynolds number, Rea
Re a --
De ~ Ga
(8-64)
(12) The Prandtl number, Pr a
Pr a -
c. la
(13) The heat transfer coefficient, h o
If Re a < 2100
(8-65)
ho _ 1.8 6 k
De
o33 pr:33( / ~
ea" -
(8-66)
If Re a > 2100
ho - C. k RepS
t.ra.r~
0
33
De
(14) The overall coefficient, U, Btu/hr.
ft. 2
~
1 1 1
= -I- +RD+R w
U hio
h o
(15) The heat transfer area, A,
ft 2
A
Q
U D . LMTD
(8-67)
(8-68)
(8-69)
Vapor Service
(16) The heat transfer coefficient, h~, Btu/hrft 2~ F
hi
0.0144CpG ~
D~ .2
(8-70)
and
1
hif
1
hi
+ Fol (h i is corrected for fouling) (8-71)
Heat Transfer 633
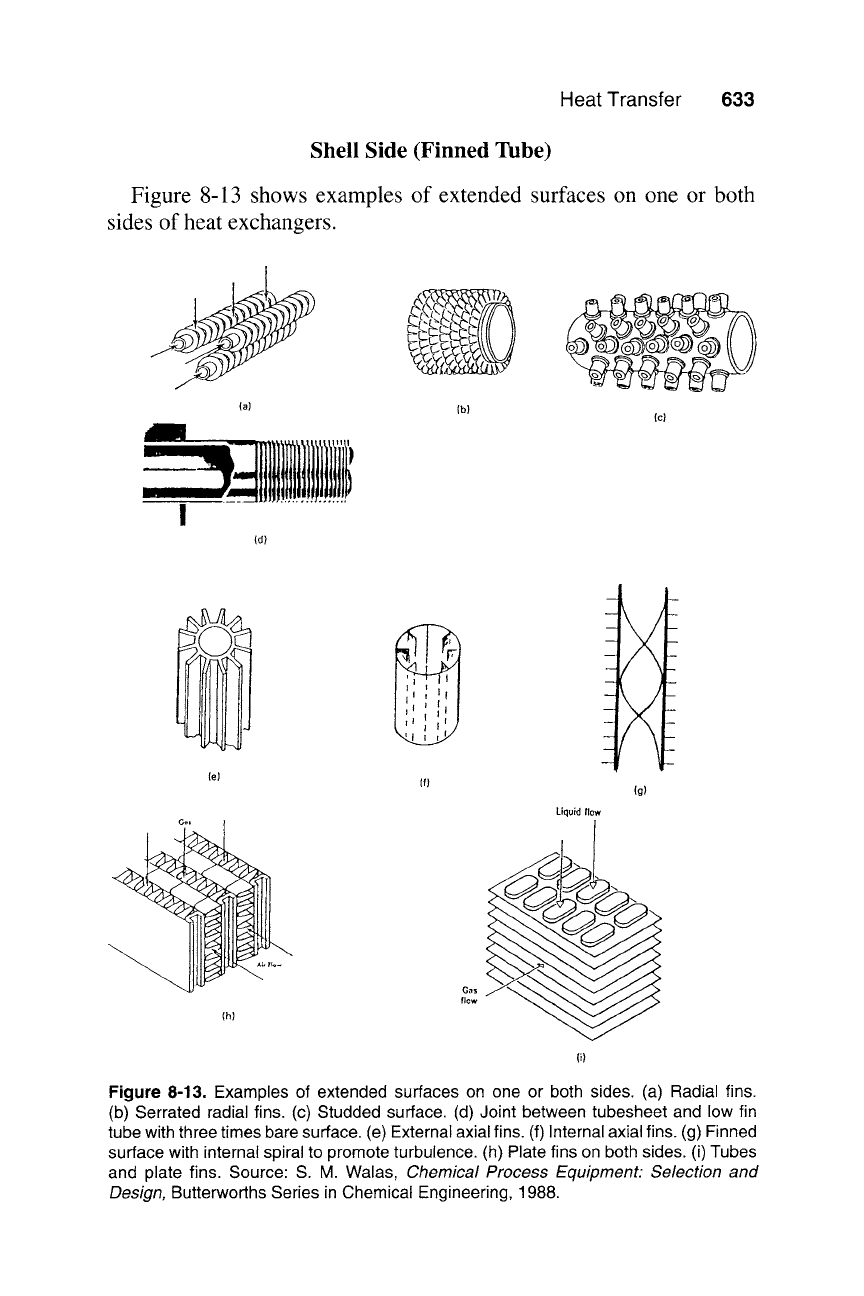
Shell Side (Finned Tube)
Figure 8-13 shows examples of extended surfaces on one or both
sides of heat exchangers.
(a) (b) (e)
i'i LI
I
(d)
Ga~
flow
(g)
Liquid flow
Figure 8-13. Examples of extended surfaces on one or both sides. (a) Radial fins.
(b) Serrated radial fins. (c) Studded surface. (d) Joint between tubesheet and low fin
tube with three times bare surface. (e) External axial fins. (f) Internal axial fins. (g) Finned
surface with internal spiral to promote turbulence. (h) Plate fins on both sides. (i) Tubes
and plate fins. Source: S. M. Walas,
Chemical Process Equipment: Selection and
Design,
Butterworths Series in Chemical Engineering, 1988.
634
Fortran Programs for Chemical Process Design
(17) The equivalent diameter,
De,
ft
4NFA
D e = (8-72)
rc(D,,~ + D~,o) - NO + 2HN
(18) The net free cross-sectional area, NFA, shell side,
ft 2
NFA- CSA- NH0
(19) The cross-sectional area without fins, CSA,
ft 2
(8-73)
CSA -
rc (D 2 _
D2 ) (8-74)
4
s,i t,o
(20) Finned surface area, ft 2
A t. - 2HN (8-75)
(21) Outside heat transfer area of tube,
ft2/ft
(for finned tubes in-
cludes fin area)
A o - rcD~, o + Af (8-76)
(22) Parameter for fin efficiency, X
)0.5
X - H hif
6Kt0
(8-77)
(23) The fin efficiency, e
e- tanhX = 11exp(X)-exp(-X) 1 (8-78)
X X exp(X) + exp(-X)
(24) The effective surface efficiency for fins, eel f,
/
eel f - e + 1- Ao
(8-79)
2 o
(25) The corrected film heat transfer coefficient,
hifd,
Btu/ft hr F
h~f d
- (hif)(eeff)
(8-80)
(26) The overall heat transfer coefficient, U, Btu/ft2hr~
Heat Transfer 635
1/ w /
U -- -~t tube wall
1
+
/a/
hi ~ tube
1
+
( h ira )shell
where
Ai _
m
Ao
~'cDt, i
reD + 2HN
t,O
Pressure Drop, AP
(27) The pressure drop in tubes is:
4fG2L
AF - (ft of liquid)
2gp2D
where
16
f - for Re < 2,300
Re
Using, Wilson
et al.
[15] correlation for commercial pipe
f - 0.0035 +
0.264
Re 0.42
for Re < 2,300
APp-
(AF'P/'144
psi
Annulus
For an annulus, D~ is:
P
D e -
4~(D 2 o - D~)
4 rt(Do + D~ )
=Do-D i
Reynolds number, Re a
m
Re a -
D;Ga
(8-81)
(8-82)
(8-83)
(8-84)
(8-85)
(8-86)
(8-87)
(8-88)
636
Fortran Programs for Chemical Process Design
Pressure drop, AF., ft
_ f 2
AF. - 4 G L ft (8-89)
2gpZD~ '
The pressure drop due to the reversal of flow in the annulus for each
hairpin is:
2
V
AF r = ~, fl/hair
pin (8-90)
2g
The total annulus pressure drop is"
AP-I (AF~ +AFr)9]
'
psi (8-91)
Nomenclature
A = cross-sectional area, f12
Ai = inside heat transfer area-tube,
ft2/ft
A o = outside heat transfer area-tube, ft2/ft (for finned tubes includes
fin area)
Ar-
finned transfer area, f12
ap- flow area, ft 2
C = specific heat of hot fluid, Btu/lb~
c = specific heat of cold fluid, Btu/lb~
CSA = cross-sectional area, shell side without fins, ft 2
D = inside diameter, fl
D~, D o = for annuli, D~ is the outside diameter of inner pipe, D o is the
inside diameter of the outer pipe, inch
Dt, ~ = tube inside diameter, inch
Dt, o =
tube outside diameter, inch
D~,~ = shell inside diameter, inch
D e = equivalent diameter for heat-transfer, ft
D e = equivalent diameter for pressure drop, ft.
e = fin efficiency
e" = effective surface efficiency for fins
FOL = fouling factor, hrfl2~
f- friction factor, dimensionless
AF = pressure drop, ft