Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.


• A force to release the web from a surface, which is dependent on the surface
properties and on the moisture content and other properties of the web.
• A vacuum force is built up in the vicinity of the detachment line which is de-
pendent on the detachment angle as well as on the machine speed.
• A dynamic pressure force acting in a free draw results from any air flows and is
dependent on their velocity and the size of the impinged unsupported area.
• A force due to the dead weight of the web is dependent on the total web weight,
the length of and the sag in the free draws.
• The centrifugal force in the free draws is a function of the total web weight and
the machine speed.
• A dynamic pressure due to the entrained air builds up in the gap where the web
is going to contact the next surface (the actual friction forces of the air may be
neglected here) and is mainly a function of the machine speed.
• The mechanical draw force which has to be applied must at least overcome the
above acting forces to ensure safe web run.
The applied draw force must be well below the strength of the web to avoid web
breaks. Force application results in web stretch, so the web should run faster.
During drying the web shrinks, which means that the web runs more slowly if
there is no force to counteract the shrinking forces. This force, again, has to be well
below the web strength. At low sheet dryness the strength is lower whereas at
higher dryness the shrinkage is greater. The stretch potential of the paper web at
different dryness varies correspondingly and is lowest at high dryness. In these
most sensitive areas of low strength or low stretch potential the felt speed differ-
ential between the individual press nips as well as the size and speed of dryer
groups have to be adjusted accordingly. Furthermore free draws of the web have to
be avoided at higher machine speeds. Local nonuniformities such as poor profiles
of basis weight or moisture in CD and MD further raise the web break risk.
After a web break (or at the machine start up) the web has to be threaded
through the machine as fast as possible to reduce production downtime. This is
done by feeding either the web at full width or just a “tail”, a web strip of about
20 cm, at the machine tender side which is then widened to the full machine width
after completion of tail threading. The equipment for web or tail feeding includes
air blowing nozzles, suction rolls, wires and felts, rope guides or vacuum-sup-
ported transfer belts.
The web width changes during the run through the paper machine by:
• edge trim at the end of the forming section reducing the wet web width by about
150 to 200 mm,
• running the web under tension (draw) and
• shrinkage in the dryer section reducing the web width by about 2–8%.
A paper machine comprises a framework at the tending side and one at the drive
side of the paper machine supporting different kinds of rolls and stationary ele-
ments like dewatering elements or beams for sensors. Almost throughout the
whole paper machine the paper web is in contact with forming wires, press felts
6 Paper and Board Manufacturing222

and dryer fabrics. When worn fabrics are to be replaced, the front framework is
opened (“cantilevered”) and an endless forming wire or press felt is installed. Al-
ternatively, in the press and dryer section a non-endless fabric is first thread
throughout the machine part and then closed inside the machine with a seam.
6.2
Rolls in Paper and Board Machines
6.2.1
General Aspects
Different types of rolls are used throughout the paper or board machine as well as
in off-line machines and fulfill a variety of functions:
• Guide rolls give a stable run either to the paper web or to wires, felts or belts.
They are about 400 to 1000 mm in diameter and are covered with coatings (Sec-
tion 6.2.4). They are also used in tension control devices to ensure that the
fabrics operate at adequate tension in the machine direction and in wire and felt
guide systems for continuous control of the fabric position in the cross machine
direction.
• Suction rolls apply controlled vacuum at a certain angle to the roll circumference
to dewater the web or for pick up and transfer (Section 6.2.2).
• Press rolls form a loaded press nip for mechanical dewatering of the paper
web.
• Calender rolls equipped with special covers and coatings generate web smooth-
ness and gloss (Sections 6.2.4 and 6.9).
• Spreader rolls spread the paper web or fabrics in the width direction in order to
avoid wrinkling or flutes. They consist of several short cylindrical roll sections
which are covered by one common flexible hose. The overall axis can be bent for
spreading.
• Deflection control rolls (Section 6.2.3) overcome the disadvantages of deflection
of the conventional rolls resulting from internal and external forces.
Depending on their application these rolls are made from steel, cast iron, bronze
or fiber reinforced plastics. Each roll may be driven by its individual drive, and thus
may drive in turn the paper web, the wire, felt or belt. Alternatively, the rolls are
driven through friction by a wire, felt or belt. Depending on their application the
rolls are equipped with varying covers and coatings (Section 6.2.4). Increased ma-
chine speeds make good roll balancing ever more important in order to avoid
machine vibrations with their negative effect on paper quality and machinery.
6.2 Rolls in Paper and Board Machines 223
6.2.2
Perforated Rolls
Perforated rolls are used in the wire section as well as in the press and dryer
sections. Their open area (2 to 85%, total area of the openings/holes related to the
overall roll surface) and their design vary considerably. Their tasks are
• to dewater the paper web
• to store the water and to release it in a controlled way
• to remove the air between web and felt ahead of the press nip
• to hold the web to the roll surface for a certain circumference.
So perforated rolls are used under various operating conditions:
• Without vacuum application, just storing water when it is pressed into the voids
of the roll and releasing it afterwards. These rolls are used at lower machine
speeds. A special application of such a roll type is the Dandy roll for formation
improvement.
• With vacuum application in the wire section and dryer sections.
• With vacuum application and line load as suction press rolls in press nips.
Most rolls with vacuum application emit a loud noise due to the siren effect when
the holes under vacuum are suddenly refilled with ambient air. The noise level
may be so high as to make ear protection measures necessary. The actual noise
level depends on the roll drilling pattern, the vacuum level, machine speed and the
design of the sealing of the vacuum chamber inside the roll. Some typical perfo-
rated rolls are described in more detail below.
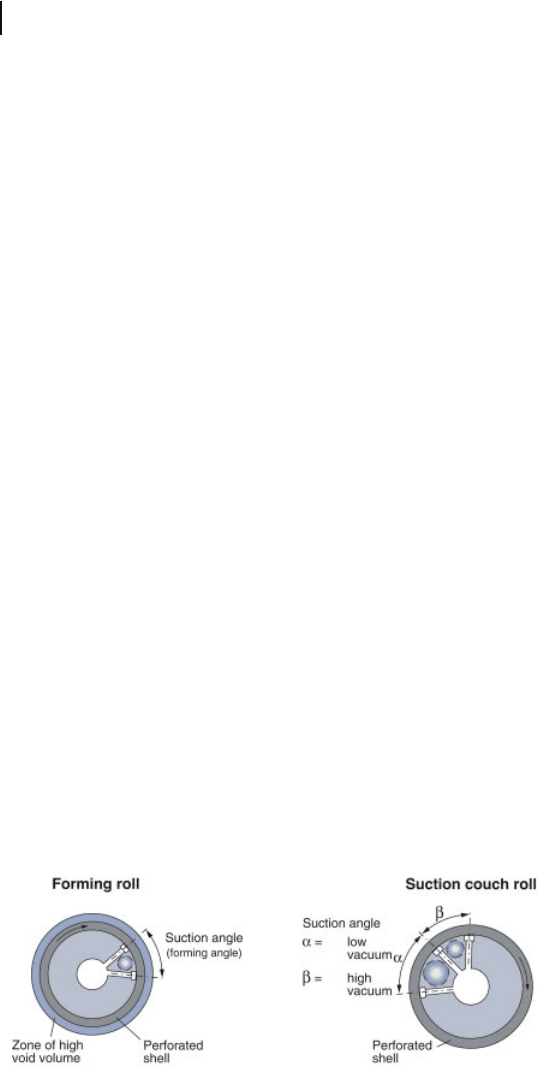
6.2.2.1 Forming Roll
The forming roll (Fig. 6.3) is a suction roll positioned at the beginning of the wire
section e.g. in high speed twin wire formers. Here a high amount of white water
has to be stored and low vacuum is applied (up to about 0.15 bar). The forming roll
has a two-layered shell with an outer ring of high void volume (about 85%) and a
perforated inner ring. A sealed vacuum chamber inside the shell defines the suc-
Fig. 6.3 Schematic of a forming roll and a suction couch roll
(source: Voith).
6 Paper and Board Manufacturing
224

tion angle where the vacuum is applied. This is used for web formation control as
regards for instance web symmetry in the z-direction.
6.2.2.2 Suction Couch Roll
This roll (Fig. 6.3) is placed at the end of the wire section where the web is already
formed. It further increases the density of the web and increases its dry content. A
small amount of white water is removed and the operating vacuum is about 0.3 to
0.7 bar. The vacuum chamber is divided into two zones with stepwise increase in
vacuum. Shadow marking may occur on sensitive papers with too high vacuum
application or inadequate drilling pattern. The open area is about 60%.
6.2.2.3 Suction Press Roll
This type of roll is an open press roll with vacuum application at part of the
circumference. The vacuum removes the air between the web and the felt ahead of
the press nip and holds the web on the felt. It enables the water squeezed out in
the press nip to flow from the web and felt to the roll void volume where it is stored
and released after leaving the vacuum zone.
These rolls are very sensitive with regard to their stressing and material
strength. Their main load is the linear force (up to about 120 N mm
–1
) in the press
nip for dewatering. Additional loading occurs from the forces due to vacuum, felt
tension and dead weight. These forces result in a dynamic stressing of the shell.
Stress concentration due to the drilling pattern and open area as well as the shell
thickness has an impact on the actual maximum stress which may be either more
“beam bending” (rolls with small diameter, high wall thickness) or more “shell
deflection” (rolls with large roll diameter, low wall thickness).
Suction press rolls run in a corrosive ambience, so corrosion fatigue strength is
the important material property. Corrosion fatigue strength decreases with the
number of cycles and time. As a rule of thumb it can be stated that 10% more
stress (or less corrosion fatigue strength) leads to a factor of about ten in lifetime
reduction, which can be translated into a lifetime of either 10 years or 1 year. Suc-
tion press rolls are designed for a lifetime of at least 10
9
cycles. The material
applied is bronze or special alloys exhibiting good corrosion fatigue character-
istics.
Shell thickness and open area define the amount of air to be removed constantly
during vacuum build up which affects the amount of energy consumption. Hole
diameters (about 4 mm, open area about 15 to 30 %) in the metal shell are larger
than those in the cover (about 2.5 to 4 mm, open area about 10 to 20%). The holes
in the cover are drilled after the coating has been applied. The coating holes have to
match the pattern in the shell which is easier with smaller hole diameters in the
coating.
6.2 Rolls in Paper and Board Machines 225

6.2.2.4 Dandy Roll
These rolls are driven and are used in fourdrinier wire sections, the aim being to
improve formation and surface smoothness or to generate watermarks. Dandy
rolls are wire covered rolls with a very open structure behind the wire, either built
up of rings and bars or of a honeycomb design. They are placed between two flat
suction boxes a short distance ahead of the “water line” (where there is no more
free water on top of the web surface). Here the structure of the freshly formed web
is still weak enough to be partly rearranged without being completely destroyed.
The dandy roll dips into the wet web, dewaters it for a short moment during the
contact and “rewets” the web on leaving the nip. At higher speeds more and more
water is thrown out at the exit in the form of droplets. The application of these rolls
is limited to machines speeds of below about 1000 m min
–1
(see section 6.4.3).
6.2.3
Deflection Control Rolls
Rolls undergo a deflection under forces which may be due to roll dead weight, wire
or felt tension, linear load in press or calender nips or low inside pressure at a
certain circumference angle of the shell. However, most often a straight press nip
or a uniform nip load in the cross machine direction is required with only small
deviations allowed. One simple means of achieving this is to crown the roll. This is
done by grinding a curve onto the originally cylindrical shell with larger diameter
at the roll center than at the edges, thus compensating for the deflection and
resulting in a uniform nip load across the width. One disadvantage of roll crown-
ing is that the local circumferential speed of the roll is different across the width
due to the varying diameters. This may create problems in paper quality or in
fabric operation.
The above nip conditions also have to be reached for different operating condi-
tions, such as varying linear loads in press nips. A given crown only really precisely
fits for instance one line load. So changing operating conditions result in devia-
tions from a constant line load in the nip over the width or from a straight press
nip. With increasing width of the paper machines the problem gets worse as de-
flection increases by the cube of the roll face.
With the introduction of deflection control rolls this general flaw can be over-
come. The principle of all such rolls is that the bending deflection is taken by an
axial beam which supports the shell by means of a kind of hydraulic “cushion”, be
it just one or several “cushions” across the width of the roll. This “cushion” presses
the shell to the counteracting roll.
6.2.3.1 One-zone Rolls
6.2.3.1.1 Swimming Roll
The swimming roll (Fig. 6.4) was introduced into the paper industry in 1960 by
Küsters (Germany). In principle the shell rotates around a fixed axial beam with
6 Paper and Board Manufacturing226
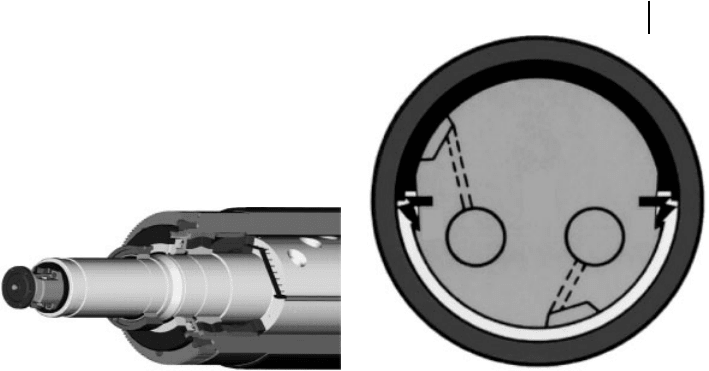
bearings at each end. A pressurized oil chamber is placed between the shell and
the beam which is sealed along the axis against the rest of the inside shell volume
and against the roll ends. The oil pressure can deform the shell towards the coun-
teracting roll. The forces acting on the shell are carried by the axis supporting the
oil chamber. High oil pressure tends to “blow up” the shell, resulting in more local
load at the center of the press nip whereas reduced oil pressure will reduce the
local load at the center compared to that at the edges. Loading of the roll to gen-
erate the nip pressure is done by external loading devices. A further example of
this type of roll is the Voith Econip Roll.
6.2.3.1.2 CC Roll
Introduced by Beloit in 1960, the shell of this crown control (CC) roll is supported
by one shoe with hydrodynamic lubrication. The shoe can move in the nip direc-
tion in the fixed axial beam which takes the line load forces and deflects. Loading is
external as with the swimming roll.
6.2.3.1.3 Profile Roll
Introduced by Voith in 1980, the shell support of this roll is similar to that of the
CC roll. One main feature is that the distance between its end bearings equals the
distance of the bearings of the counteracting roll, therefore it is also called the
equidistance roll. Loading is external.
Fig. 6.4 Swimming roll, an example of a one-zone roll
(source: Voith).
6.2 Rolls in Paper and Board Machines
227
6.2.3.2 Multi-zone Rolls
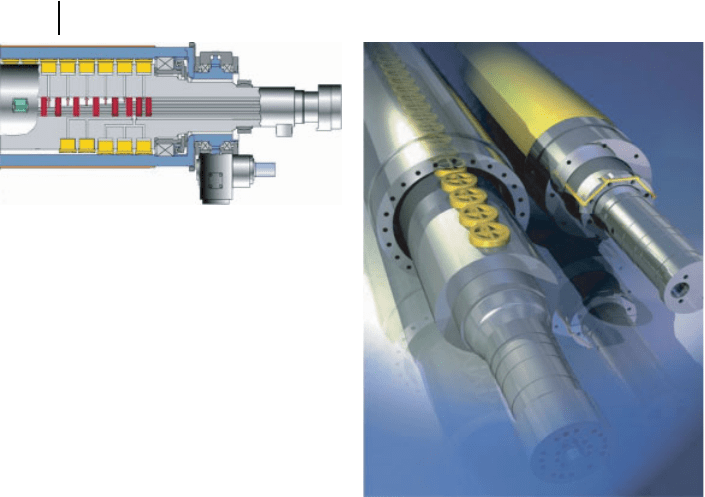
6.2.3.2.1 Nipco Roll
The Nipco roll (Fig. 6.5) was introduced in 1971 by Escher Wyss. It not only com-
pensates for deflection but also allows one to control the line load in the press nip
locally. Here the shell is supported by a number of hydrostatic pistons, which are
grouped in at least six or eight zones with two counteracting zones at the edges. All
zones are pressurized separately in order to “design” the CD line load curve. The
pistons are supported by a fixed beam which takes the press force and deflects.
One special feature of the Nipco roll is the self-loading characteristic of the F-type.
Self-loading means that no external loading devices are required to load the press
nip. The movement for loading or opening the nip is performed by the before
mentioned hydrostatic pistons. This movement is made possible by special bear-
ings which allow the shell to move in the nip direction only.
6.2.3.2.2 Hydrein Roll
Introduced by Kleinewefers in 1979, the roll principle is similar to the Nipco Roll
with the special feature of having “double pistons” in a circumferential direction.
6.2.3.2.3 Hydro Vario Roll
This roll was introduced by Küsters in 1980. It consists of a shell, a fixed axial beam
and in between these a pressurized oil chamber. For local line load control hollow
Fig. 6.5 Nipco roll, an example of a
multi-zone roll (source: Voith).
6 Paper and Board Manufacturing
228

pistons placed inside the oil chamber are tightly pressed to the shell to eliminate
the oil pressure and thus reduce the press force at that position. In addition these
pistons can be applied with a higher oil pressure than in the pressure chamber
itself which increases the line load locally.
6.2.3.2.4 Nipcorect Roll
Voith introduced the Nipcorect roll in 1994. These fine control rolls have been
developed to control the line load profile in a much finer pattern, e.g. with a roll
having more than 30 and up to 60 zones. In order to make this fine control effec-
tive the rigidity of the shell has to be reduced dramatically, for instance by using
very thin metal or nonmetal shells. Further examples of this kind of roll are the
multi-HV-roll of Küsters and the Sym CD roll of Metso.
6.2.3.2.5 Controls
Complicated calculations are needed to define the optimum oil pressure in the
different zones in order to give the best approximation to the desired CD line load
profiles. These have to take into account all elastic bending characteristics not only
of the deflection control roll itself but also the whole roll system involved. A control
system based on these models assists the operator or closes the control loop in
automatic operation.
6.2.4
Roll Covers/Coatings
Norbert Gamsjäger
6.2.4.1 Objectives and Basic Design Criteria
Depending on their application, roll covers or coatings in the paper machine have
to fulfill various functions. The main objective of roll coverings or coatings may
be:
• to protect the roll body against corrosion in a corrosive environment
• to protect the roll against wear from doctors or wires or felts
• to generate a soft – and thus wide – nip compared to a hard – and thus narrow –
nip
• to reduce the hydraulic pressure in a press nip
• to ensure good release of the paper web
• to transfer coating or sizing to the paper
• to provide elastic support for the paper in calendering
• to avoid the agglomeration of deposits
• to support the paper in winding operations.
The various applications in the paper industry require a considerable variety in the
design and materials of roll covers and coatings. The materials used range from
very hard metallic coatings to very soft elastomeric covers, the surface geometry
6.2 Rolls in Paper and Board Machines 229
from plain polished to profiled with a highly open surface. In the following the
term cover is used for cover thicknesses of approximately 10 to 30 mm, the term
coating is used for coating thicknesses of less than 1 mm. This is not a standard-
ized nomenclature, but is established in the industry.
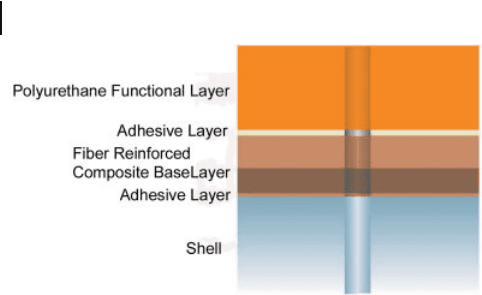
The design of a cover or coating is either defined by the application or by the
design needs of the cover material used. Covers and coatings for the paper in-
dustry normally have a multilayer design (see Fig. 6.6) where the outermost layer
provides the function of the cover for the papermaking process and the innermost
layer ensures the bonding to the metal roll body. The use of additional intermedi-
ate layers is often required in order to withstand the shear stresses within the cover
in loaded positions. A gradual adjustment of material properties like hardness,
Young’s modulus, thermal expansion etc. in the radial direction is also desirable in
order to avoid residual stresses in the cover. These residual stresses are caused by
the differences in material properties of the metallic roll shell and the cover/
coating.
Covers/coatings have to reach extremely high load cycles during their opera-
tional lifetime. In double nip installations, where the cover is loaded twice per
revolution of the roll, the number of load cycles goes up to 10
9
. This dynamic load,
in combination with temperature and the, eventually wet, chemical environment,
requires high fatigue resistance of the cover/coating. Covers are usually ground
several times before recovering is required. Depending on the application, opera-
tion lives of a cover of between 18 months and several years are standard.
6.2.4.2 Application and Function
6.2.4.2.1 Corrosion and Wear Protection
Covers for paper, wire or felt guide rolls have to protect the metallic roll body
against corrosion or wear. In general, these covers are plain and relatively hard
materials are used. In drive roll applications the cover has to transfer the torque to
Fig. 6.6 Multilayer design for suction press roll cover
(source: Voith).
6 Paper and Board Manufacturing
230
the driven wire or felt, depending on machine design, softer elastomeric covers are
also applied.
6.2.4.2.2 Nip Design in the Press Section
In the press section the individual rolls are hard or soft covered. The press nip
(Fig. 6.7) is created either by two profiled rolls or by a combination of one profiled
and one plain roll. Covers with high open surface area, similar to tyre technology,
offer the necessary storage capacity for the water squeezed out in the press nip.
The various surface designs include grooves, blind drilled holes or suction holes as
well as combinations of these.
The press nip geometry is mainly defined by the diameters of the press rolls, the
deformation characteristics of their covers and the compressibility of the felts. The
deformation characteristics depend on the dynamic Young’s Modulus of the cover
material, the thickness of the cover and its surface design. The press nip geometry
defines the nip pressure profile, which in turn affects dewatering in the press nip
and thus the final paper sheet properties. Optimization of press dewatering means
optimum press nip geometry as well as optimum water storage capacity and in-
cludes the rolls with their covers and surface geometries as well as the felts.
6.2.4.2.3 Release Properties
In some press designs with hard plain press rolls, the paper web comes into direct
contact with a cover or coating. It needs to be pulled off the roll surface uniformly
with preferably low force as it exhibits low strength due to its high water content.
Web elongation in the machine direction also needs to be reduced to a minimum.
Therefore, easy release of the paper web from the cover or coating is required for
good paper quality and high machine runnability. This can be achieved by a special
cover or coating material design, which has been optimized with regard to hydro-
philic/hydrophobic areas and defined surface porosity.
Fig. 6.7 Press nip.
6.2 Rolls in Paper and Board Machines
231