Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

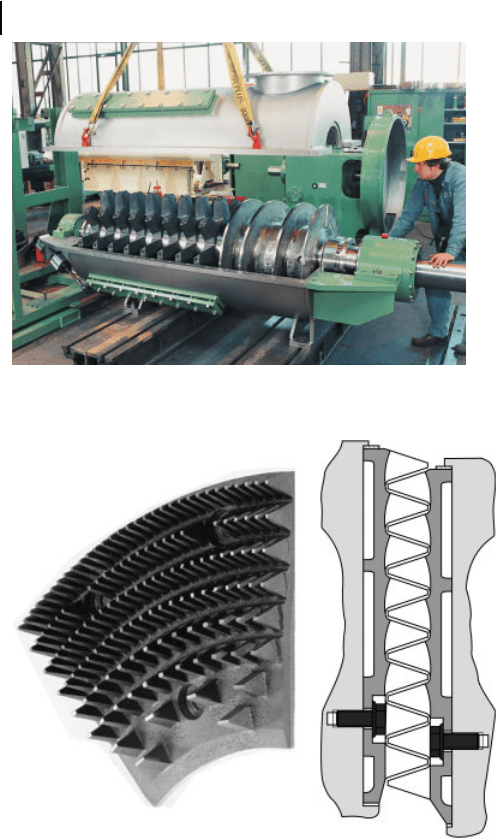
The fillings in a kneading disperger are much coarser than in a disk disperger. The
rotor/stator spacing is about 10 mm, the peripheral speed is 5–15 m/s. The design
may be 1-shaft or 2-shaft. Energy input for kneading dispergers is usually between
30 and 80 kW/t, in special cases up to 120 kW/t. They can be operated unheated at
normal process temperatures without noticeably decreasing freeness of the
stock.
Control of the transferred dispersing energy for the kneading disperger is by
adjusting the entering stock consistency. For the disk disperger energy control is
by adjusting the spacing of the rotor/stator elements.
Fig. 4.52 Kneading disperger with fillings (source: Voith).
Fig. 4.53 Disk disperger fillings (source: Voith).
4 Stock Preparation
192

The effects of the two disperger types in general are very similar with some differ-
ing tendencies:
• the disk disperger may be advantageous when good sticky and dirt speck reduc-
tion is required
• the kneading disperger is recommended when high porosity and bulk of the
finished product are a priority.
4.2.11
Mixing and Storing
Mixing has to ensure that all individual component flows entering a mixing appa-
ratus have been uniformly distributed in the exiting suspension flow. When mix-
ing is done in a chest its whole volume has to be agitated continuously. This
requires relatively high energy input.
Mixing of suspensions in chests is usually done at stock consistencies of 3 to
5%. The geometry of mixing chests should have an approximate 1:1 up to 1:1.6
diameter to height ratio for minimum energy demand and good mixing effect. The
suspension is agitated by a chest mixing propeller similar to a ship’s propeller as
shown in Fig. 4.54. Specific energy demand is 0.2 to 0.5 kW m
–3
, depending on the
size and geometry of the chest as well as on the stock type and consistency.
During storage of a suspension, demixing of water and fibers and other compo-
nents may occur at low and medium consistencies. This has to be avoided. Stirring
only a small part of the suspension at regular intervals at different positions in the
storing chest is sufficient to hinder or correct separation and reflocculation. Thus
the energy demand is limited.
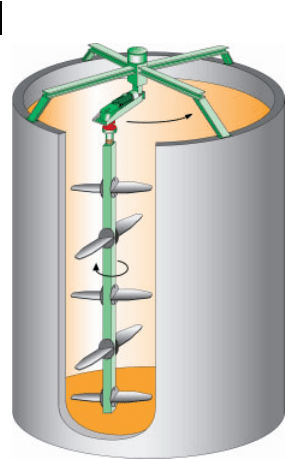
Vertically suspended stirrer shafts with pairs of propeller blades at several levels
of the shaft are used to prevent demixing. In larger diameter storing chests the
shaft rotates epicyclically. The kind of equipment in Fig. 4.55 is applied at smaller
and medium storage volumes. The energy demand is about 0.02 to 0.1 kW m
–3
.
Fig. 4.54 Chest mixing propeller with
horizontal axis (source: Voith).
4.2 Main Unit Processes and Equipment
193
For large storage volumes towers are used with reduced diameters at the bottom.
Only this lower part is agitated by a mixing propeller. In this case stock can also be
stored at higher consistencies, even above 10%.
In storing high consistency stock of about 10 to 15%, the crucial requirement is
the continuous removal of the stock. For that the stock is diluted close to the outlet.
Here demixing is usually not a problem.
4.3
Systems for Fiber Stock Preparation
Andrea Stetter
The target of fiber preparation systems is to modify the raw materials for paper
production so that the stock suits the requirements of the paper machine as well as
those of the finished paper or board. Raw materials are virgin fibers from different
sources such as chemical pulps from hard- or softwood or mechanical fibers like
SGW, PGW, TMP or CTMP. The largest portion of raw materials today is recovered
paper which is processed into secondary or recycled fibers. The recovered paper
grades differ a lot as regards fiber compostion and cleanliness levels (see Vol.1).
Therefore the processing systems have to take into account these differences as
well as the various quality requirements of the finished stock.
Fig. 4.55 Storage chest with a vertical stirrer shaft
to prevent demixing (source: Voith).
4 Stock Preparation
194
4.3.1
Systems for Primary Fiber Preparation
The systems for primary fiber preparation are less complex than a recovered paper
processing system due to the much lower level of impurities and contamination in
virgin fiber pulps. Depending on the paper type produced and the availability of
the various fiber types, a paper machine, or especially a multi-layer board machine,
may be fed by several different fiber qualities, each of them treated in separate
lines with different process steps.
Integrated paper mills have their own chemical and/or mechanical pulping
plants. Here the fibers usually are not dried before they are supplied to fiber prepa-
ration. In nonintegrated mills the primary fibers are supplied dried in bales or
flash dried in flakes. Therefore the fiber preparation in an integrated mill usually
simply consists of refining (of mainly chemical pulp), whereas nonintegrated mills
have to use more complex systems including slushing, removal of contraries and
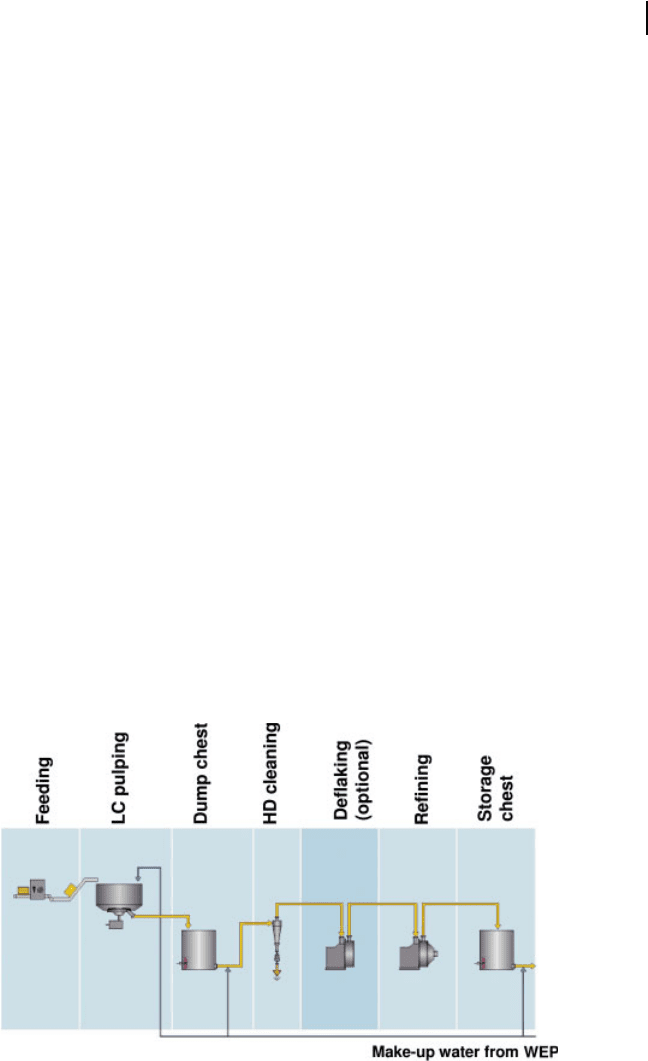
impurities ahead of deflaking and/or the refining. Fig. 5.56 shows a conventional
system for virgin fiber preparation of chemical pulp.
The virgin pulp is delivered in bales, which must be placed individually on a
conveyor belt. The wires holding the bales together are cut and removed by hand or
automatically. The bales reach the LC-pulper via a weighing device, and slushing
takes place at a consistency of 4–6%. The high consistency (HD) cleaning stage – a
hydrocyclone device – operates at the same consistency and removes heavy parti-
cles in order to protect the following deflaking and refining stages from mechan-
ical damage. The following optional intensive deflaking breaks down the remain-
ing flakes. It also has to prevent the so-called “fish-eyes” in the final paper, which
are caused by nondisintegrated fiber bundles when flash-dried pulps are used.
Subsequent refining achieves the desired final fiber properties in order to meet the
Fig. 4.56 Fiber preparation system for chemical pulp (source:
Voith).
4.3 Systems for Fiber Stock Preparation
195

quality parameters of the final product. Due to the wide variety of virgin fibers,
refining has to be adapted to each raw material and each paper quality target. By
refining, strength properties, formation, optical properties of paper and special
demands like electrical insulation or greaseproofness are influenced. The same is
true for machine runnability.
4.3.2
Systems for Secondary Fiber Preparation
Secondary fiber preparation systems are extremely diverse. This is due to the wide
variety of recovered paper grades with their different paper components and qual-
ity levels, the quantity and type of nonpaper components like fillers, debris and
other detrimental substances, the varying production ranges, and especially the
requirements of the paper machine and the final product. Furthermore, govern-
mental regulations regarding waste water, waste disposal and noise levels also have
to be considered. On the other hand it is possible to get to an optimum paper
quality at lower production costs by using recycled fibers rather than virgin fib-
ers.
4.3.2.1 Systems for Graphic Paper Grades
The raw materials for graphic paper grades mainly comprise graphical post-con-
sumer recovered papers and smaller portions of unprinted or printed pre-con-
sumer grades. Wood-containing recovered paper is generally called deinking mate-
rial and consists of old newsprints (ONP) and old magazines (OMG). Woodfree
recovered paper consists of mixed office waste (MOW) and other coated and un-
coated woodfree (CWF and UWF) printing papers. In these grades unbleached
chemical fibers and mechanical fibers have to be avoided because in systems for
white paper grades high demand is put on optical properties.
The product from a secondary fiber preparation plant for white grades is usually
called DIP (Deinked Pulp) as there is at least one process step for ink removal
integrated in the system. In most of the cases this deinking step is done by se-
lective flotation. Washers may be used for deinking in special cases when very
finely dispersed printing inks (like water-based flexo inks) are present in the re-
covered paper or when not only the ink, but also the major share of the ash content
needs to be removed, as is true e.g. for tissue grades.
The main parameters characterizing the quality of a DIP are brightness, stickies
content, dirt specks and ash content. Depending on the application, namely the
recovered paper grades used and the paper grades produced, different require-
ments are imposed on the DIP quality and thus on the system layout and effi-
ciency.
4 Stock Preparation196

4.3.2.1.1 System for Wood-containing Graphic Papers
The graphic paper grade with the highest secondary fiber content today is news-
print. There are a great number of paper mills producing newsprint, improved
newsprint or even SC-B as well as some LWC grades based on 100% recycled
fibers, especially in middle Europe. High grade SC-A and LWC papers may also
contain up to 30% recycled fibers. The main recovered paper source for these
grades is the so-called deinking grade (European grade classification: 1.11) which
represents a mix of 40–60% ONP and 60–40 % OMG. The significant quality pa-
rameters of this raw material and of the DIP for graphic paper grades are shown in
Table 4.2.
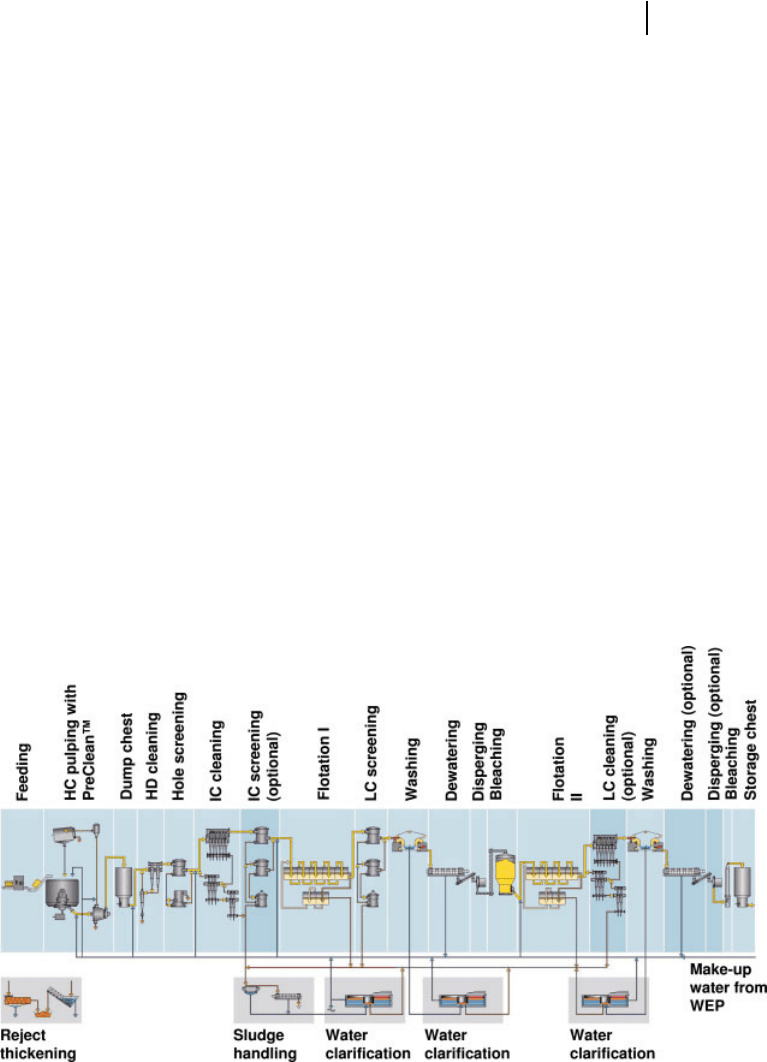
A fiber preparation system for white paper grades generally consists of the proc-
ess steps shown in Fig. 4.57.
Recovered paper is delivered in bales or loose and is fed to a conveyor belt where
the wires holding the bales together are cut and automatically removed. The raw
material gets to the pulping stage via a weighing device. From the measured
weight the necessary amount of water for slushing and dilution, as well as the
necessary amounts of deinking chemicals, are calculated and fed to the high con-
sistency (HC) pulping stage. Pulping is done at a minimum consistency of 15%
(and up to 28% in drum pulpers) for gentle fiber-fiber friction and a low degree of
contaminant break down. Operation is either batchwise in a high consistency
pulper or continuous in a drum pulper. For good ink detachment, in wood-contain-
ing systems pulping is done in an alkaline environment. Sodium hydroxide assists
the ink detachment, sodium silicate avoids redeposition of the ink on the fibers
and stabilizes hydrogen peroxide, which is added to compensate for the alkaline
induced yellowing of mechanical fibers. Deinking additives like soap and/or sur-
factants can also be added in the slushing stage (see Section 3.6.7.2).
Table 4.2 Quality parameters of European ONP/OMG mix and
DIP for different wood-containing graphical paper grades.
Grade DIP
Brightness
DIP
Dirt count > 50 mm
DIP
Stickies
a
DIP
Ash content (575 °C)
% ISO mm
2
m
–2
mm
2
/kg %
recovered paper
(Mix ONP/OMG)
45–48 1500–3000 4000–8000 20–25
newsprint 60–62 100–200 < 200 12–16
improved newsprint 65–68 100–200 < 200 12–16
supercalendered (SC) 65–68 50–100 < 100 12–16
light weight coated
(LWC)
68–72 50–100 < 100 9–13
a
According to TAPPI T277 (measurement with Somerville laboratory
screen with 0.15 mm slotted screen plate).
4.3 Systems for Fiber Stock Preparation 197
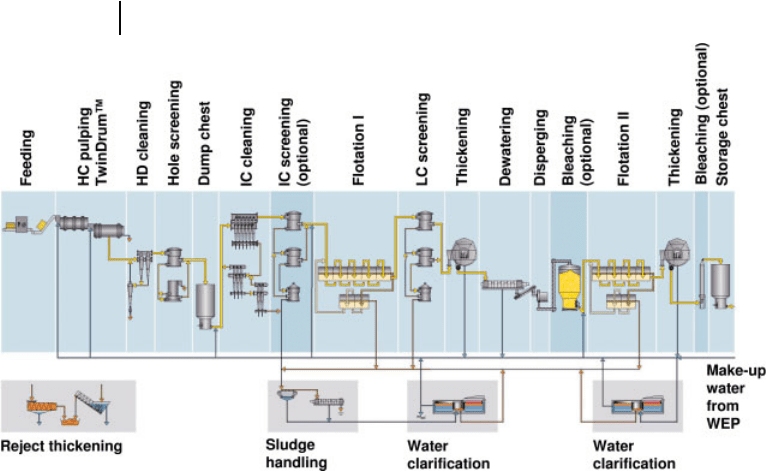
After slushing the larger contaminants are removed from the suspension by
coarse screening at a consistency of approximately 4.5% in detrashing machines
and/or sorting drums. Hole sizes here can vary from 4 to 16 mm. High con-
sistency cleaning removes major heavy contaminants like glass, stones or staples.
The following medium consistency screening is carried out with hole baskets with
a minimum hole diameter of 1.0 mm. These are especially effective for reduction
of flat particles. Medium consistency means a level of 3.5% in the first cleaning
stage and dilution in the subsequent stages.
For high quality demands an intermediate consistency (IC) slot screening stage
(with slot width a minimum of 0.20 mm) follows at 2 % consistency as the next
step for removal of stickies and other cubic or round particles. This stage is pro-
tected against mechanical damage by a cleaning stage for sand removal which also
operates at intermediate consistency.
Deinking flotation represents the “heart” of the whole deinking plant. It follows
after dilution down to a low consistency (LC) of approximately 1.2%. The main
target of the flotation stage is the removal of printing inks but small lightweight
particles, stickies and ash, are also removed in the deinking cells when these parti-
cles are hydrophobic. As mentioned above, the deinking chemicals like soap and/
or tenside are added either in the pulper or directly before the deinking stage, but
sometimes the soap dosage is split between both stages (see Section 3.6.7.2).
The multistage fine screening system operates with slot widths of 0.15 mm. If
the fine screening stage is the only slot screening stage in the system, a cleaner
plant ahead of it for sand removal is recommended for protection against wear.
Fig. 4.57 Fiber preparation system for wood-containing
deinked pulp production (source: Voith).
4 Stock Preparation
198
Table 4.3 Effect of the process stages on quality parameters of wood-containing DIP.
Quality
parameters
Process stage
Brightness Dirt specks
content
Stickies
content
a
Ash content Debris content Fiber
design
pulping
coarse
screening
detachment
and dispersion
of smaller
printing ink
particles
detachment
and dispersion
of larger
printing ink
particles
saving
screen-ability
removal of
coarse
contaminants
HC cleaning removal of
heavy particles
MC hole
screening
reduction removal of flat
particles
IC cleaning removal of sand
and debris
IC screening reduction removal of
cubical/round
particles
flotation 1 increase by
removal of
printing inks
reduction reduction reduction
HW cleaning reduction removal of sand,
debris and dirt
specks
fine screening reduction reduction removal of
cubical/round
particles
washing/
thickening/
dewatering
increase by
removal of
printing inks
b
reduction
b
dispersion 1 reduction by
detachment
and dispersion
of smaller
printing ink
particles
particle size
reduction
particle size
reduction
flotation 2 increase by
removal of
printing inks
reduction reduction reduction
dispersion 2 reduction by
detachment
and dispersion
of smaller
printing ink
particles
particle size
reduction
particle size
reduction
4.3 Systems for Fiber Stock Preparation 199
Fine screening is followed by thickening of the suspension with disk filters and
subsequent dewatering by wire or screw presses to a minimum consistency of
30%. This is the precondition for dispersing. Dispersion takes place at elevated
temperatures. The temperature increase is realized by steam injection, either in a
heating screw or directly in the disperser. In the dispersion stage further ink de-
tachment as well as reduction of the size of dirt specks and stickies takes place.
In addition, if bleaching of the fibers is necessary to meet the brightness targets,
the dispersion stage is the optimum dosing point for oxidative bleaching chem-
icals (e.g. peroxide), because of favorable consistency and high mixing efficiency
(see Section 3.3). If bleaching chemicals are added, a high consistency bleaching
tower for adequate retention time at 30% consistency is installed after disper-
sion.
All the above described process stages can be installed in the first water loop of a
wood-containing DIP system. State of the art nowadays are DIP systems with two
loops, where, in the second loop, the residual ink, as well as ash, stickies and other
hydrophobics are removed by a second flotation stage. The stock is then thickened
again in disk filters to a consistency of approximately 12%. For the high quality
demands of SC or LWC papers, it is dewatered once more to 30% consistency,
heated and sent to a second dispersion stage for further break down of stickies,
printing inks and dirt specks to sizes under the visibility limit. Optional reductive
bleaching is involved either after the disk filter or, if installed, after the second
dispersion stage. Chemicals used for reductive bleaching are hydrosulfite/sodium-
dithionite or FAS (see Section 3.3)
Finally the stock is pumped into the storage tower. As a summary Table 4.3
shows the effect of the process stages on the quality parameters [1–5].
For high grade DIP, an additional fiber design stage, consisting of a minimum
one low consistency refining stage is often implemented between the storage
Table 4.3 (continued).
Quality
parameters
Process stage
Brightness Dirt specks
content
Stickies
content
a
Ash content Debris content Fiber
design
oxidative
bleaching
increase (fibers)
reductive
bleaching
increase
(fibers and
color stripping)
refining increase in
strenghth
properties
and fiber
flexibility
a
According to TAPPI T277. b Only, when filtrates are clarified.
4 Stock Preparation200
tower and the approach flow system of the paper machine. This is to modify the
fiber characteristics in order to improve the final paper quality, namely strength
and surface properties.
4.3.2.1.2 System for Woodfree Graphic Paper Grades and Market DIP
Woodfree recovered paper, such as MOW, CWF and/or UWF, is used as raw mate-
rial to produce woodfree DIP grades for tissue, woodfree graphic paper grades or
market DIP as a chemical pulp substitute. Table 4.4 shows the raw material quality
parameters and the quality demands on woodfree DIPs for named applications.
A typical fiber preparation plant for woodfree DIP production basically uses
nearly the same process stages as a plant for wood-containing DIP (Fig. 4.58).
The main differences from the wood-containing process in Fig. 4.57 are found
in the thickening stages. In order to be able to achieve the required low ash con-
tents of 2% in tissue production, a washing stage is used instead of the otherwise
standard disk filter in both loops for thickening. The washer filtrates contain a
large amount of ash and fines. These solids are removed from the filtrate in a
subsequent dissolved air flotation unit (DAF) and the ash is thereby removed from
the process. Of course in these applications, the yield will be significantly lower
than the wood-containing DIP. For woodfree graphic papers or as a chemical pulp
substitute, the DIP should not have more than 5% ash content and a maximum of
20–40 mm
2
kg
–1
stickies (according to TAPPI T277, measured in a Somerville lab-
oratory screen with 0.15 mm slotted screen plate) and 100 mm
2
m
–2
dirt count
Fig. 4.58 Fiber preparation system for woodfree deinked pulp
production (source: Voith).
4.3 Systems for Fiber Stock Preparation
201