Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.


6.2.4.3.5 Chromium Coatings
Galvanic chromium coatings are used in special applications for coating the hard
calender rolls. The supreme surface finish of an extremely dense homogeneous
coating stays is balanced by its sensitivity to damage and limited doctorability. This
is why thermal coatings compete in these applications.
6.2.4.3.6 Thermoplastic Covers, Sleeves and Coatings
Pure thermoplastic materials are applied only in niche applications.
Cast or extruded polyamide tubes are used as counter rolls in marking presses,
e.g. for cigarette papers, thin PTFE sleeves are applied as hoses on bow rolls. High
performance thermoplastic covers are applied in niche calendering applications.
Limitations of thermoplastic materials are their moderate wear resistance and
the dimensional instability of thermoplastics under load.
Combinations of thermoplastic coatings with an extremely open layer of a hard
metal coating combine the properties of both material classes. Release coatings of
PTFE sintered on thermally sprayed hard metal coatings for good release proper-
ties are examples of these hybrid coatings. The hard metal underlayer ensures
wear resistance, the thermoplastic PTFE layer fills the pores and creates the good
release. This type of coating is applied e.g. in the dryer section for the first drying
cylinders after the press or size press, as well as for critical guide roll applica-
tions.
6.2.4.3.7 Granite Rolls and Calender Paper Shafts
Granite rolls and paper or cotton filled paper shafts are not roll covers or coatings
in the usual sense. Here the material which is providing the function is also part of
the load bearing structure of the roll itself.
Certain properties of granite rolls or of cotton filled paper bowls were of great
advantage to the paper maker and these were also targets for the steadily improved
coatings and covers which in turn could provide additional advantages. Granite
rolls, for instance, have become history, regardless of their excellent release charac-
teristics, due to the operational risks at high machine speeds or the technical and
economic problems encountered when building this equipment for modern paper
machines of 10 m width or more. The release properties in the meantime were
matched by ceramic coatings or synthetic composite or rubber covers.
In existing supercalenders the competition from composite covers is increasing
due to the limited marking resistance of paper bowls.
These roll types have been replaced in most cases by rolls with modern coatings
and covers.
6 Paper and Board Manufacturing242

6.3
Fabrics for Paper and Board Production
Herbert Holik
Almost throughout the whole paper machine the paper web is in contact with
fabrics on one or both sides. Hereby quality issues such as surface characteristics
of the paper or board are influenced as well as economic parameters, e. g. by
ensuring continuous production by secure web guiding throughout the paper
machine:
• In the forming section the forming wire is the auxiliary means of filtration when
the suspension is dewatered, resulting in a wet web largely showing the surface
characteristics of the wire.
• In the press section this formed web is mechanically dewatered under pressure
which can be more than 100 bar. Here low flow resistance of the felt and mini-
mized rewetting are economic factors. Again the surface of the press felt and its
local elastic behavior will show up on the web surface.
• In the dryer section the dryer fabric has to ensure the undisturbed web transfer
through the section, to enhance contact heat transfer from the cylinder surface
to the web and to reduce web shrinkage in CD.
6.3.1
Forming Fabrics
Arved Westerkamp
6.3.1.1 Requirements
Forming fabrics are used in the forming section of the paper machine to dewater
the fiber suspension and hence build up a continuous paper web. As web forming
is the most critical phase in paper manufacturing, specialised fabrics have to be
used to achieve the required paper sheet properties such as smoothness, filler
distribution, or printability. The fabrics used for forming are woven on looms,
where the machine direction yarns (warps) and cross direction yarns (weft) are
interlaced with each other. Dependent on the paper machine, forming fabrics have
a length between approximately 25 and 105 m, typically in a gap former the length
of the wires would be between 25 and 30 m. As paper machine width has been
increasing significantly in the past 10 years, the widest fabrics nowadays would be
up to 11 m. The lifetime is between 30 and 120 days, most typically between 30 and
50 days.
The main requirements forming fabrics have to meet are:
• uniform dewatering of suspension exiting the headbox and uniform build up of
the paper web
• gentle and uniform web support during intensified web dewatering at foils and
vacuum suction boxes
• safe web transport to the couch position
• easy web release
• sufficient hold up, controlled transport and release of the filtrate, the so-called
white water.
6.3 Fabrics for Paper and Board Production 243

This means that the forming fabrics have in part to meet contradictory require-
ments, as for instance:
• the wire surface should be very smooth for uniform paper web support whilst
having a large open area for uniform dewatering with low flow resistance
• the free volume in the wire should be large, resulting from thick weft diameters,
but this leads to severe water carrying.
All these properties should be constant over the width and length of the individual
fabric and over the whole lifetime, which should be as long as possible.
6.3.1.2 Forming Fabric Design and History
Historically phosphor-bronze and stainless steel were used to weave forming fab-
rics. Increasing paper machine speeds as well as demand for improved paper
properties led to a change in the raw materials employed which started in the early
1960s with the use of synthetic materials, primarily polyester and polyamide.
By using plastics, product lifetimes increased significantly, while at the same
time problems arose such as stretching of the fabric in the machine direction
(MD) and narrowing in the cross machine direction (CD). So it became necessary
to introduce new manufacturing processes such as heatsetting of the woven struc-
ture. Due to the change to plastic materials, welding technology could no longer be
used so an entirely new seaming technology also had to be developed .
Since this time, the fundamental manufacturing process chain has remained
the same.
It consists of:
• warping (winding up MD yarns on sectional warp beams)
• weaving (interlacing MD and CD yarns)
• heatsetting (locking the knuckles in the weave)
• seaming (forming an endless loop)
• finishing/packing (sanding the surface, width determination, marking).
Increasing paper quality demands (such as improved printability) as well as eco-
nomical reasons (such as lifetime) and operational reasons (such as water carry-
ing) led to a variety of new forming fabric designs, mainly during the 1970s and
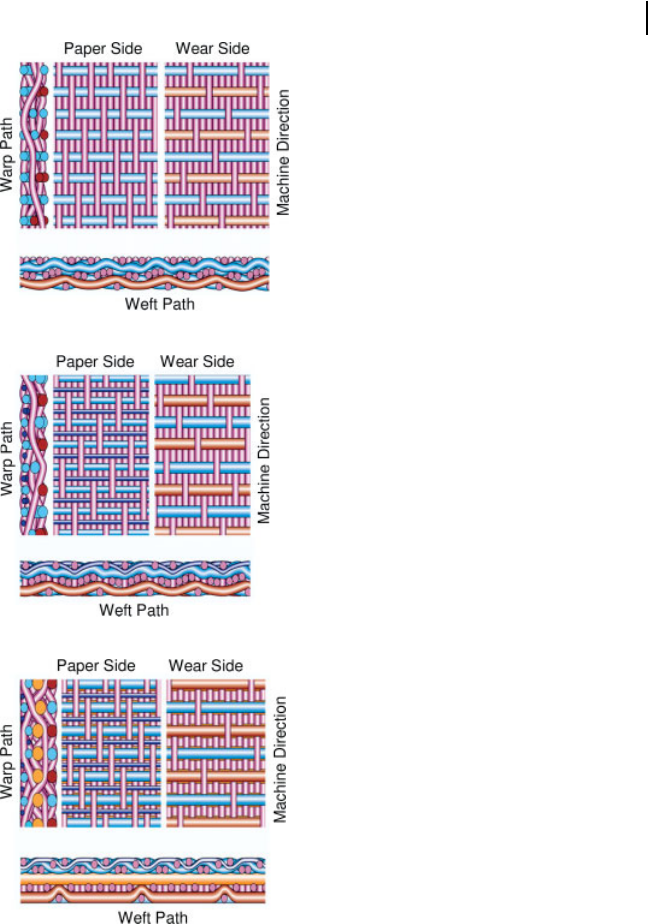
1980s. Starting from the original single layer forming fabrics (forming fabrics with
only one warp and one weft system in only one layer), the growing demand for, in
particular, increased lifetime led to more sophisticated constructions having a
highly abrasion-resistant wear side and a fine paper side (see Fig. 6.15).
As the quality requirements of papermakers were increasing, an improved
weave was developed having an additional weft on the paper side, giving more
support to the paper fiber (see Fig. 6.16).
Extended width and increased speed of paper machines called additionally for
higher cross-direction fabric stability. This was provided by adding another weft
system in the center of the fabric (see Fig. 6.17).
6 Paper and Board Manufacturing244
As printing technology and quality demands were advancing rapidly this con-
struction was no longer sufficient to fulfill the printability requirements of the
paper industry’s customers. Consequently even finer surfaces were developed (see
Table 6.2), by using two or more warp systems with a fine top warp and a thicker
bottom warp yarn to facilitate sufficient crimping of the wear side weft yarns
during heatsetting. This development gave improved printability with similar or
even longer fabric life.
Fig. 6.15 8-Shaft forming fabric with 1:1 paper
side/wear side weft ratio and 1 warp system
(source: Voith).
Fig. 6.16 8-Shaft forming fabric with 2:1 paper
side/wear side weft ratio and 1 warp system
(source: Voith).
Fig. 6.17 14-Shaft forming fabric with 2:1:1
paper side/center/wear side weft ratio and 1
warp system (source: Voith).
6.3 Fabrics for Paper and Board Production
245
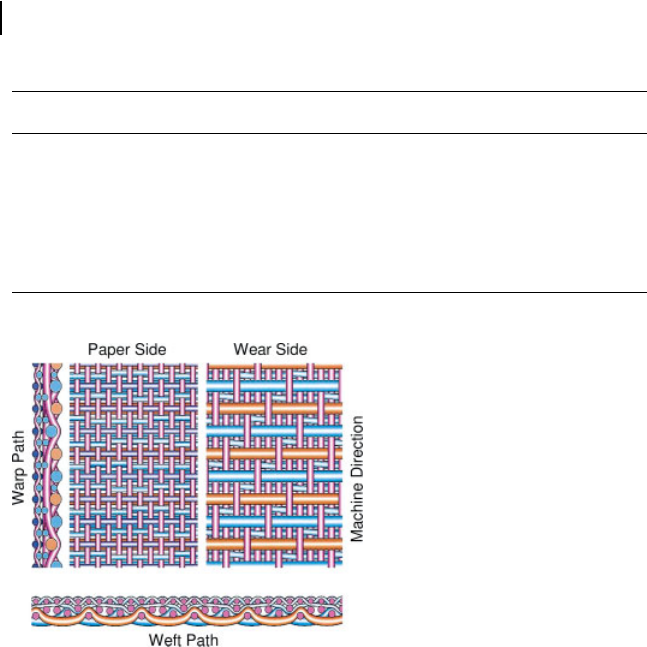
Nowadays modern forming fabrics for use on twinwire formers need to have a
low void volume to reduce water carrying, extremely fine and planar surfaces for
reduction of surface marking and a homogenous structure to give uniform dewa-
tering across the whole width of the fabric. These designs use weft diameters on
the paper side which are between 0.12 and 0.15 mm, on wear side diameters be-
tween 0.20 and 0.30 mm. The weft count per cm exceeds 70 as does the warp count
(see Fig. 6.18).
6.3.1.3 Manufacturing Technology
Forming fabrics are manufactured on weaving looms with a width of up to 15 m,
where CD yarns (wefts) and MD yarns (warps) are interlaced with each other. The
weft insertion is typically made by using shuttles, projectiles or band rapier sys-
tems.
The weft insertion speed on the looms is up to 1200 m min
–1
. The working
principle of a loom is shown in Fig. 6.19.
After the fabrics are woven they are heatset. Here their final properties are deter-
mined by applying heat to the fabric while simultaneously stretching it in the MD
Table 6.2 Sales development of forming fabric types by
product type – global (source PCA report March 2004).
1990 (%) 1995 (%) 2000 (%) 2002 (%) 2003 (%)
Triple weft, SSB
(sheet support binders)
–272130
Triple layer 5 12 16 12 10
Double layer 69 77 70 61 55
Single layer 26 10 8 6 5
Fig. 6.18 20-Shaft forming fabric with
1:1 paper side/wear side weft ratio and
2 warp systems (source: Voith).
6 Paper and Board Manufacturing
246
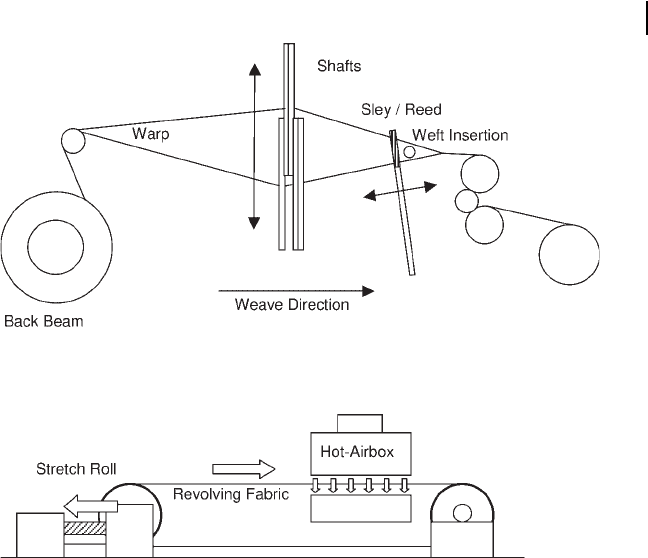
and allowing a controlled CD shrinkage (see Fig. 6.20). The temperatures depend
on the materials used but are usually between 180 and 210 °C. During heatsetting
the temperature is increased following a time sequence. The stretch achieved in
the machine direction is normally between 8 and 12%, narrowing is up to 9 %. As
the fabric is only partially heated in the heating zone, total dwell time depends on
the speed (2–4 m min
–1
) and the number of revolutions.
After being cut for seaming, the fabric is made endless by using a single thread
selection weaving technology called the Jacquard system, where the weave is re-
built in the seam area by turning it through 90°.
In the final finishing, moderate temperature is applied to the fabric in order to
stretch out creases. After any protruding yarn ends in the seam area are cut off, the
fabric will usually be sealed at the edges (and sometimes ground to enhance
smoothness) before it is packed for dispatch as defined by the customers (usually
wound on poles in wooden boxes).
Usually forming fabrics are quality checked during manufacture, following the
manufacturing process. As scrapping a completed fabric would be far too ex-
pensive, qualifying criteria are defined for each manufacturing step. Typical tests
would be hysteresis/stress strain tests, profile testing (i.e. mass distribution, cfm,
calliper).
Fig. 6.19 Weaving principle.
Fig. 6.20 Forming fabric heatsetting machine (source: Voith).
6.3 Fabrics for Paper and Board Production
247

During development, other criteria such as bending stiffness, sheer, warp burial,
abrasion resistance, etc. are tested.
Comparability of data from all competitors is achieved by using similar test/
calculation methods as defined in the standard test procedures by PCA (Paper
Machine Clothing Association).
6.3.2
Press Felts
Matthias W. Schmitt
6.3.2.1 Requirements
Press felts are used in the press section of the paper machine and are tailor-made
for every particular position in the different press nips. They are in direct contact
with the paper surface and strongly influence both the quality of the paper and the
economy of the papermaking process. Press felts are porous laminates, composed
of a base weave layer with nonwoven layers on either side, which are assembled by
a needling process. The caliper of a press felt is in the range of 3 to 4 mm, the
length between 15 and 75 m, the weight per area between 800 and 1500 g m
–2
, and
the air permeability between 15 and 450 l dm
–2
min
–1
(5 and 150 cfm). The total
production of press felts in Western Europe is about 4000 to 5000 tons per year
(2003). The average value of press felts is in the range of 55 to 85 € kg
–1
(2003),
depending on the design. The lifetime of a press felt e.g. in a graphical paper
machine is between 3 and 4 weeks.
The functions of press felts are
• to pick up the formed paper web from the wire in the forming section and guide
it through the press section of the machine
• to support the wet paper web in the press nip and to store the water squeezed
out of the web.
The resulting requirements press felts have to meet are as follows:
• smooth paper side surface for good printability of the produced paper and low
rewetting (rewetting: water flows back from the press felt into the paper web
after the press nip)
• low abrasion at roll side surface
• high storage volume to store the water removed from the paper web
• “constant” dewatering behavior over lifetime including quick start-up behavior
(full operating capability within a short time after installation)
• very uniform distribution of nonwoven layers (base weave) in MD and CD for
uniform dewatering conditions and in MD to prevent vibrations
• good dimension stability (no width change, no permanent elongation) over life-
time (12 m wide press felts running with a speed of close to 2000 m min
–1
and
with a press load of 120 bar).
The actual requirements put on each individual felt depend on the particular posi-
tion of its application in the press section and thus focus and felt design may vary.
6 Paper and Board Manufacturing248
All press nips in modern paper machines are single or double felted. Shoe presses
are mainly double felted. The pick-up felt is in the first press felt position; it has to
transfer the wet paper web from the forming wire to the press section. Whilst the
loads of the press nips increase from press position to press position of the press
section, the diameter of the felt fibers on the paper side surface decreases. Chang-
ing from a coarser press felt surface to a finer one enables the transfer of the paper
web, due to the increased adhesion by capillary forces and larger contact area.
During its lifetime the press felt runs several million times through the press
nip. Reduction in felt thickness, abrasion and contamination are the main reasons
why a press felt has to be replaced. Fillers such as calcium carbonate, clay/kaolin,
other papermaking additives, and adhesives e.g. from recovered paper deposit in
the press felt structure, impeding or even locally preventing water flow. In some
cases not even alkaline and acids can re-open the press felt structure.
6.3.2.2 Press Felt Design and History
At the beginning of industrial paper making, simple cloths made out of wool were
used. In the early sixties these felts were replaced by improved designs based on
high-tech textiles. This replacement was necessitated due to the increasing de-
mands (life time more than six days, use of abrasive fillers, higher machine
speed).
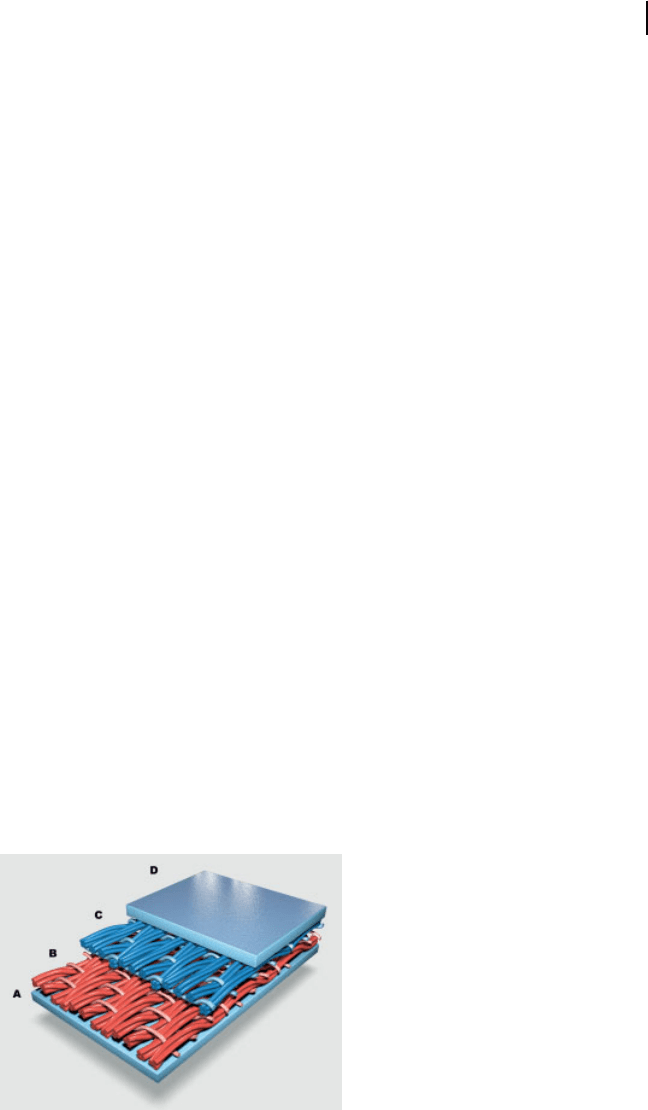
Figure 6.21 illustrates the principle of a typical press felt structure. The base
weave is found in the middle layer of the structure. The base weave is circularly
woven; this means that the weft yarn during weaving is the yarn in the length
direction of the finished press felt. The warp yarn is the yarn in the cross direction.
The weaving loom produces a seamless hose, which can be up to 12 m in width
and 70 m in length. Weaving looms can be up to 33 m in width. These endless felts
are also called seamless felts and can be used in all applications.
Seamed felts, in contrast, are used mainly in the production of board and pack-
aging and are not endless. They are closed in the paper machine with a seam,
produced in a special variation of the weaving process. They are very common in
North America (about 60% of all press felts in NA are seamed felts) and are easier
Fig. 6.21 Principle structure of a double-
layer press felt A: roll side fiber layer;
B: first base weave, C: second base
weave, D: paper side fiber layer (source:
Voith).
6.3 Fabrics for Paper and Board Production
249

and safer to install in the paper machine. A disadvantage is the marking of the
seam, a small stripe in the cross machine direction which may negatively affect the
printability of the produced packaging paper or board.
The nonwoven layers on the top and bottom of the base weave consist of staple
fibers with different yarn count (3.3 to 100 dtex which means a diameter of 20 to
100 mm). The nonwoven layer on the bottom is in contact with the roll covers and
protects the press felt against abrasion. The nonwoven layer on top is in contact
with the paper surface and ensures a low and uniform water flow resistance dur-
ing dewatering of the paper web. A coarser nonwoven layer is used in the first
press nips with a higher amount of water removed from the paper web, finer
nonwoven layers have use in the further press nips with a lower amount of water
extraction.
Polyamide 6 and polyamide 66 are the raw materials used for both the base
weave and nonwoven layers. In some cases polyamide 6.10 is used to increase the
cross machine stability during the felt lifetime, due to its reduced water absorp-
tion.
6.3.2.3 Manufacturing
The fiber batt for the nonwoven layers on both sides of the base weave is produced
from compressed staple fibers by carding lines. The fiber batt is stabilized in a pre-
needling machine which makes it manageable for the further production steps.
On the finishing needling machine (Fig. 6.22), the top and the bottom fiber batt
are connected to the stretched base weave. After 5 to 15 revolutions in the needling
stage, the press felt is washed to remove the spin finishing, and decontaminated.
The following hot air drying causes both base weave and fibers to shrink, which
results in a dense and stable press felt.
Fig. 6.22 Finishing needle machine (source: Voith).
6 Paper and Board Manufacturing
250
Some press felts have additional special layers, like membranes or punched
plastic films as one of the middle layers. These have been introduced to control the
water flow and to prevent rewetting or to act as an elastic damper against vibra-
tions (Fig. 6.23).
Quality control during production includes caliper, weight per area and air per-
meability. As the allowed tolerances are small high production accuracy and uni-
formity are required.
6.3.2.4 Transfer Belts
Transfer belts are a specialty used in the second bottom position of a double shoe
press replacing a press felt. These transfer belts guide the paper web from the
press section to the dryer section. The requirements transfer belts have to meet are
as follows:
• smooth paper side surface for good printability of the produced paper
• impermeable to water to prevent rewetting
• easy pick-up and release behavior of the paper web
• long lifetime (90 to 180 days)
The manufacture of a transfer belt is based on an endless press felt which is
covered with a polyurethane or rubber layer on the paper or both sides. Figure 6.24
shows the SEM image of the cross section of a transfer belt with a smooth paper
side.
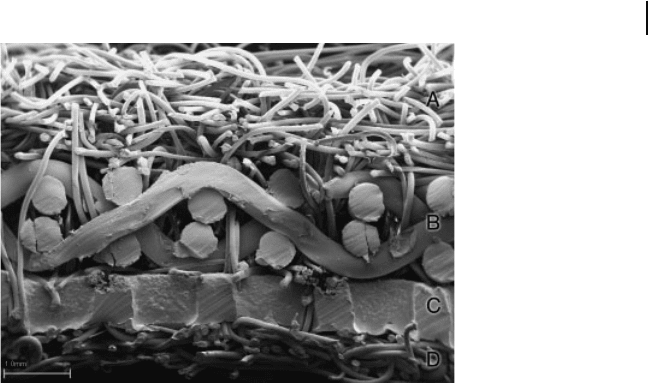
Fig. 6.23 SEM-Image of a press felt cross section A: Top fiber
layer, B: Base weave, C: Punched plastic film, D: Bottom fiber
layer (source: Voith).
6.3 Fabrics for Paper and Board Production
251