Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

mands on throughput and speed. The essential functional elements for distribu-
tion and dispersion in evener roll headboxes (B) are the perforated rectifier rolls
that rotate in the suspension. The suspension passes through these rolls, thereby
generating shear forces. The air cushion above the suspension is usually under
pressure (air cushion headboxes). This headbox principle has been improved and
is still used in special cases for lower throughputs and machine speeds (C). The
state-of-the-art high-turbulence headboxes (also called hydraulic headboxes) have a
closed suspension guidance without a free surface. Here a headbox for Fourdrinier
machines (D) can have a separate pulsation damper (Fig. 6.32) or the dampening
system may be integrated in the headbox. A single-layer headbox and a two-layer
headbox, both for gapformers, will be described later in detail. Another headbox
design (E) makes use of a centrally positioned tank reducing pulsations and dis-
tributing the suspension to a plurality of flexible pipes of equal pressure loss end-
ing at the backside of the headbox equally distributed across the width.
The mean basis weight (g m
–2
) to be produced is related to the mean volumetric
flow through the nozzle and the consistency of the suspension. If the consistency
has to be lowered (or increased) for operational reasons at a given basis weight, a
higher (lower) volumetric flow is required to obtain the same basis weight. This is
reached by opening (closing) the nozzle. The headbox control device keeps the pre-
set jet velocity constant by adjusting the headbox pump motor speed.
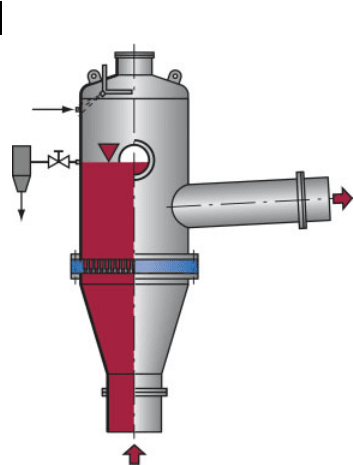
Process machines installed upstream of the headbox, for instance the fan pump
or the screen, generate pulsations which may be higher than allowed (for instance
less than 1% deviation). In such a case a pulsation damper reducing pulsations
over a wide frequency range should be installed ahead of the distributor of the
headbox or integrated into the headbox. Figure 6.32 shows an example of such a
Fig. 6.32 Pulsation damper with
perforated plate and hydro-pneumatic
tank (source: Voith).
6 Paper and Board Manufacturing
262
damper with a perforated plate to reflect incoming pulsations, the upper part of the
tank being partly filled with air thus acting as a hydro-pneumatic damping system.
This is to absorb and dissipate most of the remaining pulsation energy passing the
perforated plate.
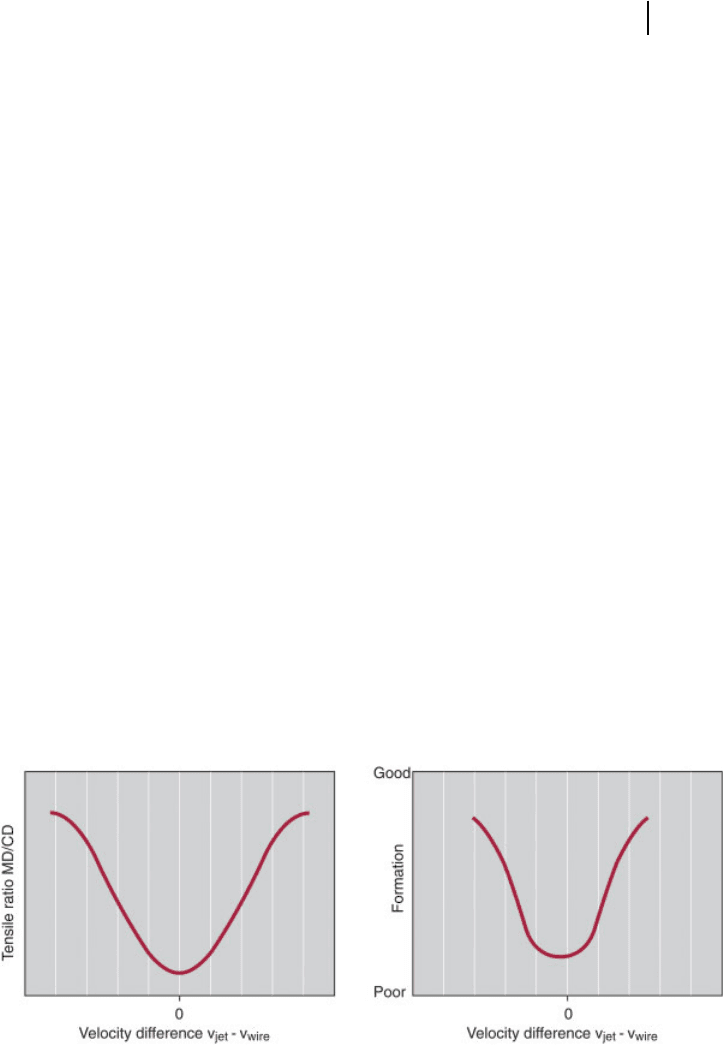
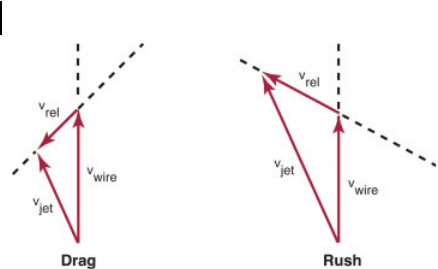
The delivery of a constant jet velocity timewise and over the machine width is a
basic paper technological requirement. The velocity ratio of suspension on the
wire and the wire itself affects web structure by the degree of fiber orientation.
Assume that the fibers in the suspension jet are randomly orientated in the three
dimensions, the suspension flow on the wire is parallel to the machine direction
and no velocity difference is given to the wire itself. The fibers then remain ran-
domly oriented on the wire. When there is a certain velocity difference between the
suspension and the wire, the amount of fibers laid down in the machine direction
during web formation is greater than in the cross machine direction. The fibers
tend to align mainly in the direction of the velocity difference between the suspen-
sion and the wire, be it drag or rush. This results, for instance, in differences in the
web characteristics, such as tensile strength or stiffness, in MD versus CD. It also
influences shrinking behavior during web drying and expansion behavior when
the finished paper sheet is exposed to heat or moisture. This might be of interest
for instance in a copy machine or during printing in the press room. Figure 6.33
gives an example of how higher (rush) or lower (drag) suspension velocity on the
wire in relation to the wire itself affects formation quality and the MD/CD tensile
strength ratio.
As today’s machine speeds exceed 2000 m min
–1
the pressure in the nozzle
chamber is about 5 bar and above. For operational reasons, especially for improved
dewatering characteristics in the wire and press sections the suspension is fed to
the headbox at elevated temperatures, for instance at 40 to 75 °C, and in special
applications up to more than 90 °C. Furthermore a headbox of more than 10 m
width has a high dead weight. All these parameters induce a strong deflection of
the originally straight structure of the headbox, and on the most sensitive parts
Fig. 6.33 Formation quality and MD/CD tensile ratio vs.
velocity difference between suspension on the wire and the
wire itself.
6.4 Forming Section
263
which are the nozzle chamber and the slice blade. These deflections would neg-
atively affect the uniformity of the suspension jet exiting the headbox. To avoid
these problems the headbox design has to overcome these influences.
Figure 6.34 shows a typical design of a state-of-the-art headbox for twin wires
meeting the high demands of fast running paper machines. It consists of
• the header redirecting the suspension flow into the machine direction and
equally distributing the suspension across the machine width
• a stilling chamber for coarse turbulence reduction and further equalizing of the
CD suspension distribution
• a turbulence generator built up in one or several rows which has to break up
fiber flocs and feed the suspension equally to the nozzle,
• the nozzle to accelerate the suspension up to the required velocity
• lamellas for optimum jet surface quality and random fiber orientation in the
suspension
• the slice blade at one of the nozzle lips to finally form the jet
• two heated chambers, one for the top lip and one for the turbulence generator, to
eliminate negative thermal influences on the CD structure uniformity of the
nozzle chamber
• two supports across the width carrying the dead weight and ensuring that the
headbox structure stability is independent of machine width
• a controlled pressurized chamber at one lip (or both lips) of the nozzle chamber
to counteract the bending impact of the nozzle chamber pressure on the CD
structure uniformity.
Fig. 6.34 State-of-the-art headbox with
dilution control for a gap former
(source: Voith).
6 Paper and Board Manufacturing
264
The deviation from the desired CD basis weight has to be a minimum, for instance
0.5%. In order to obtain such a high accuracy a control device is required. Fur-
thermore, for operational reasons, the ideal CD basis weight profile should often
have somewhat lower values at the edges. As a standard for a long time in the past
– and still today – the CD basis weight profile has been and is controlled by a slice
blade. This is equipped with a lot of spindles across the width with a standard
spacing between these spindles of about 75 mm. Adjusting one or more spindles
the nozzle opening is locally reduced or increased according to the requirements.
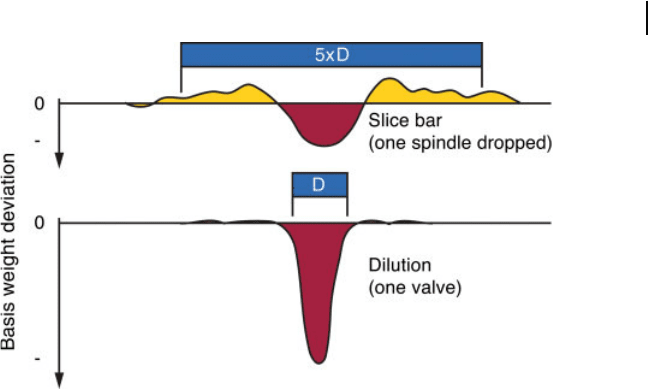
The effect on the basis weight profile is shown in Fig. 6.35. It demonstrates that at
the position of the lowered spindle the basis weight is reduced to a certain degree,
whereas in the neighborhood at both sides of the adjusted spindle the local basis
weight is increased. Furthermore a larger width in the basis weight profile is af-
fected compared with the width of slice lip adjustment. This kind of response is
induced by local cross flow of the suspension in the nozzle when adjusting the
local slice opening. The cross flow in the exiting jet also has a disadvantageous
impact on other quality parameters of the formed web such as surface markings
and out-of-plane defects.
In the last two decades a different kind of CD basis weight control principle, the
dilution principle, has been developed and has become the state-of-the-art control
device. Here a constant “high consistency” volumetric flow is fed to the headbox
where it is mixed with a “low consistency” stream. At positions across the width
where a lower basis weight is required, the “low consistency” stream is increased
at a constant local overall flow rate. If the local basis weight should be increased the
local “low consistency” stream is reduced at a constant local overall flow rate. The
minimum spacing of the control modules can be as small as the modules of the
construction, for graphic paper grades modules of about 60 mm are standard.
Thus a very narrow area can be influenced.
Fig. 6.35 Effect of local slice adjustment and local dilution on
basis weight profile (source: Voith).
6.4 Forming Section
265
A major advantage of the dilution principle is that CD profiles of main fiber
orientation can be rectified (Fig. 6.36 ). As mentioned before local slice bar adjust-
ment causes cross flow in the nozzle chamber and in the exiting jet. Even a small
angle of the jet velocity vector against the machine direction results in a large main
fiber orientation angle. The main fiber orientation angle describes the direction of
the plurality of the fibers in the paper and can be measured by laser or by ultra-
sonic devices. It has an impact on other important paper properties.
The example in Fig. 6.36 shows that a deviation of 1° in the jet at 1000 m min
–1
means a CD velocity component of 10 m min
–1
. Together with an MD velocity
difference between the suspension on the wire and the wire itself of for instance
40mmin
–1
, an angle of 14° in the resulting velocity vector on the wire occurs. This
angle of the velocity factor defines the orientation of the plurality of the fibers
which are laid down during dewatering of the suspension in the forming process.
At a jet velocity of 2000 m min
–1
and again 1° deviation in the jet the CD compo-
nent is 20 m min
–1
. With the same MD velocity difference between the suspension
and the wire it adds up to an angle of about 27° of the main fiber orientation. This
demonstrates the necessity for the application of high level fluid dynamics knowl-
edge in the design and construction of a headbox. On line control of the quality
parameter main fiber orientation is currently being developed, with a special chal-
lenge being the on line measurements.
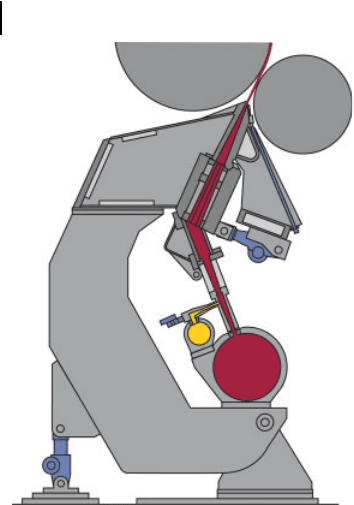
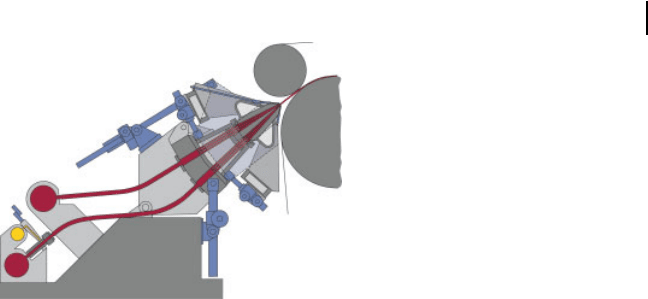
In recent years some multi-layer headboxes (Fig. 6.37) have been installed in
tissue, fluting and graphic paper production. Here two separate suspension lines
with different furnishes are fed to the headbox, which in principle consists of two
headboxes in one housing. The two suspension lines are kept separate up to the
nozzle end. Only in the jet itself and during dewatering can mixing of the two
suspensions occur. A multi-layer headbox is advantageous
• for multi-ply production by saving one of the forming sections
• in single-ply production by hiding inferior furnish under the more expensive
cover furnish.
Fig. 6.36 Influence of jet velocity, jet angle and wire speed on
main fiber orientation.
6 Paper and Board Manufacturing
266
6.4.3
Wire Section
In the wire section, a fiber web is formed out of the suspension supplied by the
headbox. The kind and quality of suspension delivery from the headbox to the wire
has a strong impact on the quality of the paper web formed. Therefore headbox
and wire section – together with the approach flow system – have always to be
regarded as one unit. The main objectives of the wire section are:
1. Extensive separation of fibers from water (drainage)
2. Well-ordered deposition of the fibers on the wire (oriented shear)
3. Prevention of too much fiber flocculation (turbulence).
The separation of the fibers from water is a combined filtration and thickening
process. During pure filtration a filter cake is built up above the auxiliary filter layer
whereas the consistency of the suspension above the filter cake remains the same
as before. Pure thickening means that the consistency of the suspension as a
whole is increased. In paper web forming filtration prevails. The water extracted
from the suspension contains fines, fillers and fibers and is called white water.
The driving forces for dewatering the fiber suspension can be hydrostatic, vac-
uum or mechanical:
• The height of the suspension above the wire including additional pressure ap-
plication.
• A vacuum behind the wire, produced by direct vacuum application or by the
hydrodynamic effect of dewatering elements.
• The pressure generated by the tension of the outer wire covering the suspension
when running in a sandwich over a curved surface which may be a roll or a
curved shoe. The pressure p exerted on the suspension is p = S/R with S repre-
senting the wire tension in N cm
–1
and R the radius in cm. p has to be larger
than the centrifugal forces acting on the suspension and on the wire. Due to the
centrifugal acceleration c = v
2
/R a suspension thickness of t represents a suspen-
sion height of c*t/g in the gravity field. The pressure acting against the inner
wire is reduced by this amount, which is remarkable at high machine speeds.
Fig. 6.37 Two-layer headbox (source:
Voith).
6.4 Forming Section
267

Since the days of Robert, Donkin and Fourdrinier a wide range of web forming
principles has been developed and used for different purposes (Fig. 6.38):
• Fourdrinier wire section, the most common forming principle in the past and
which has been continuously improved since its early invention, is a horizontal
forming wire supported by different kinds of dewatering elements.
• Mold former where the wire covers a water-permeable cylinder rotating in a vat
filled with suspension.
• Suction former, forming the web within a short section of the circumference of
an open cylinder covered with a wire.
• Inclined wire, forming the web on a straight inclined wire supported by dewater-
ing boxes with a controlled height and pressure of the suspension in the form-
ing zone.
• Twin wire hybrid former where a rotating second wire is mounted on top of the
fourdrinier wire, dewatering part of the suspension through the top wire.
• Twin wire gap former, which is the state-of-the-art wire section in high speed
web forming, mostly dewatering the suspension to both sides.
The different elements used in the wire section for wire support, dewatering
and formation improvement are:
• The forming board, positioned at the beginning of the fourdrinier wire where
the stock jet impinges. It consists of several blades or bars arranged closely
together. Thus, it performs gentle, initial drainage of water from the suspension.
Too intensive drainage at this position would increase drainage resistance in the
following drainage elements because of excessive compaction of the formed
fiber mat.
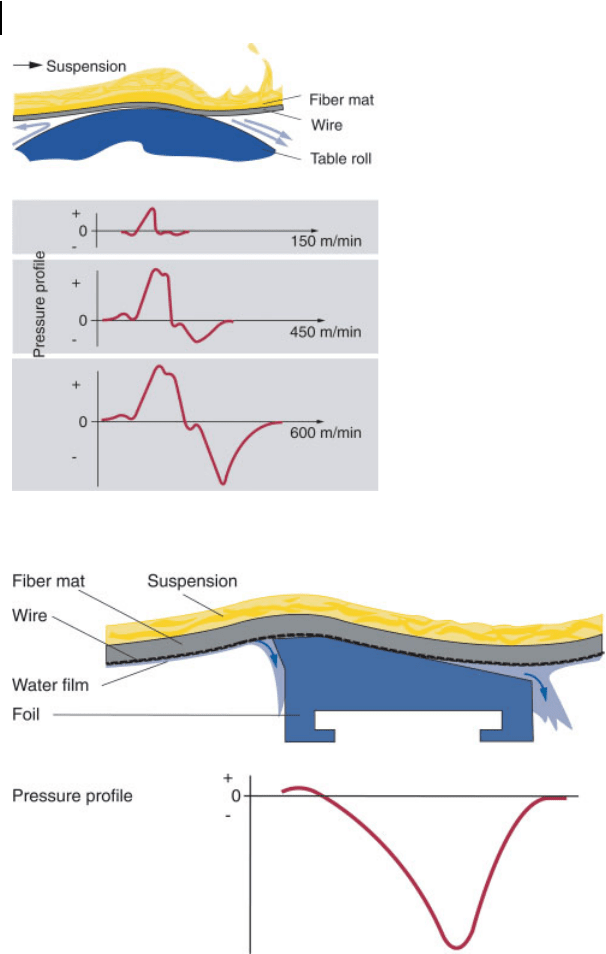
• Table rolls (Fig. 6.39), used in the fourdrinier section for drainage and to gen-
erate turbulence. Pressure is developed in the upstream wedge between the wire
and roll, and a vacuum is induced in the downstream nip. With increasing
machine speeds the pressure and vacuum pulses increase over-proportionally
and thus limit the application of table rolls to machine speeds of about
500 m min
–1
.
• Dewatering foils (Fig. 6.40), used on both the fourdrinier wire and twin wire
formers. They have an acute-angled leading edge to doctor off the water hanging
under the wire and a slope on the downstream side (foil angle of 0–3°) which
induces a vacuum for drainage. Apart from wedge-shaped foils, step foils are
also in use.
• Foil boxes which combine several foils in one unit. In addition, the foil box can
operate under controlled vacuum (vacuum foil box).
• Blades being “foils” with zero foil angle, whereas counter blades are blades
which are not fix mounted but are pressed with adjustable forces perpendicu-
larly to the wire. Their main target is to doctor off the water and to improve
formation quality.
• Wet suction boxes, which are dewatering elements that are located in front of the
water line. They operate under vacuum and, in contrast to suction boxes, they
mainly remove white water from the suspension. The water line is a line beyond
which no free water is present on the surface of the freshly formed web and that
is discernible on the fourdrinier wire by a change in light reflection.
6 Paper and Board Manufacturing268
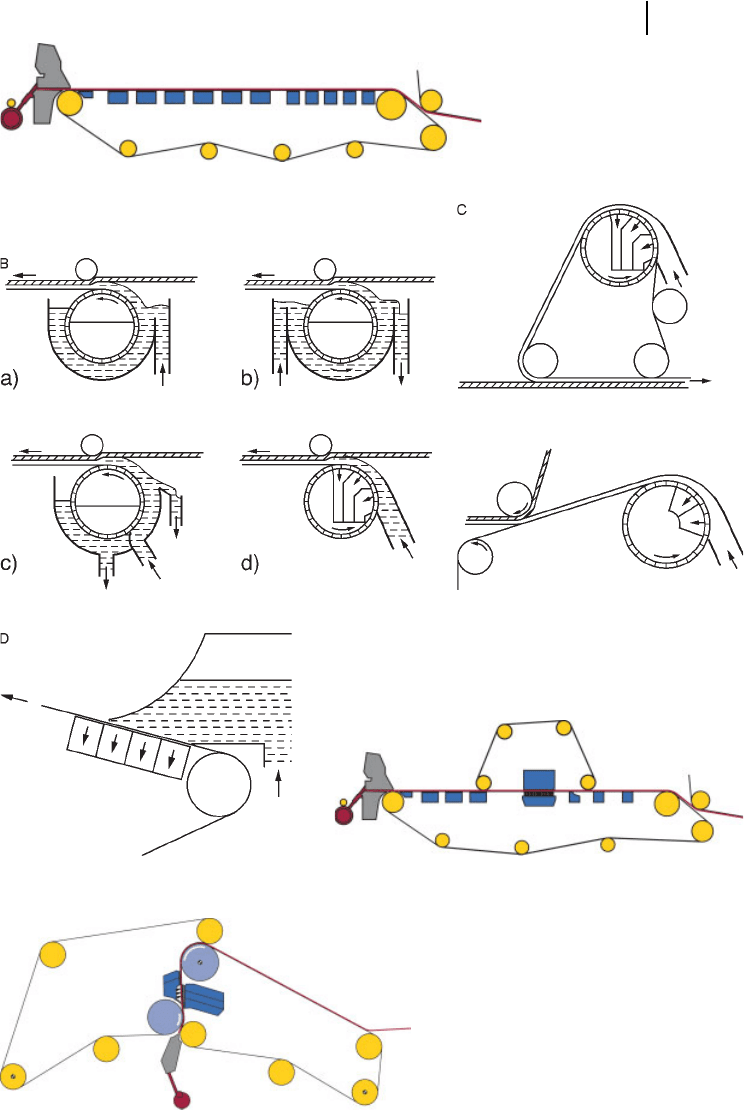
Fig. 6.38 Web forming principles:
A Fourdrinier wire section,
B cylinder formers: (a) contra-flow former,
(b) uni-flow former, (c) nonimmersed mold
former, (d) suction former,
C (a) suction former with rotating wire on a
fourdrinier, (b) Suction breast roll former in
tissue production,
D inclined wire,
E Fourdrinier with hybrid former,
F twin wire gap former (source: Voith).
a)
b)
6.4 Forming Section 269
• Suction boxes, which are dewatering elements that are generally located behind
the water line. They operate under vacuum and, in contrast to wet suction boxes,
also suck air through the paper web.
Fig. 6.39 Schematic and operation mode of table rolls.
Fig. 6.40 Schematic and operation mode of foils.
6 Paper and Board Manufacturing
270
• Suction rolls, which have an open shell of different design. Vacuum is applied
through the interior. They are used in sheet formation as suction breast rolls,
suction formers, suction forming rolls, or suction rolls at the end of the wire
section. Suction rolls accelerate drainage and increase the dry content in the
web.
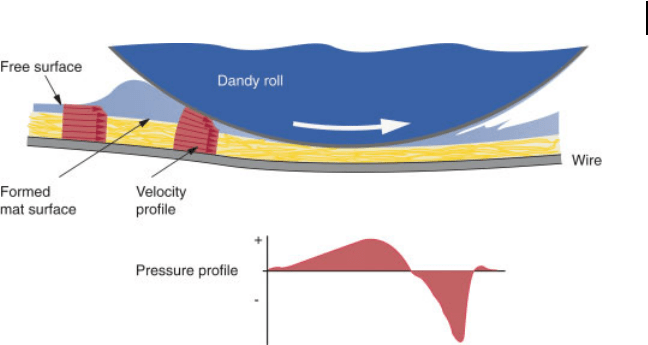
• Dandy rolls, which are highly open, wire covered rolls used on fourdrinier ma-
chines ahead of the water line, for improvement of formation quality and for
watermark application (Fig. 6.41).
Drainage is opposed by the resistance to filtration, which depends on the degree of
beating, chemical treatment, and type of stock, as well as on the amount of fines
and fillers present. The dry content after the wire section in most cases is about
18–20%. The water removed in the filtration process (white water) carries away
fibers, fines and fillers. The percentage of solids of the suspension retained on the
wire, also called retention, can be increased by the addition of retention aids. The
white water is reused to dilute the thick stock in the stock approach flow system.
Figure 6.42 shows the filler distribution in the z-direction (across the web thick-
ness) for dewatering the stock to only one side and symmetrically to both sides.
The short-wave turbulence (micro-turbulence), generated in the suspension in
the headbox to maintain fiber deflocculation, dissipates rapidly. For this reason,
good formation requires either the fiber web to be fixed very quickly or additional
turbulence to be generated in the suspension to be dewatered. This can be
achieved by means of pressure and vacuum impulses from table rolls, foils and
blades. However, impulses that are too strong are harmful, for example by table
rolls at machine speeds above approx. 500 m min
–1
or by foils with too high a foil
angle at elevated machine speeds. In special cases, on fourdrinier wires, formation
is improved by agitating the wire. A shaker vibrates the breast roll and thus the
fourdrinier wire horizontally in the cross machine direction with a frequency of up
to 10 Hz and an amplitude of up to 25 mm. It is used at low machine speeds and
Fig. 6.41 Dandy roll.
6.4 Forming Section
271