Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

where consistencies are still low, i. e. at the front end of the wire section of four-
driniers and hybrid formers.
The difference between the velocity of the jet and the wire is decisive for the
controlled deposition of the fibers on the wire. If the jet and the wire have the same
velocity, the fibers are deposited with random orientation or due to a possible pre-
orientation in the headbox nozzle. If the jet is slower or faster than the wire, more
fibers are aligned in the machine direction. The highest value for the tensile
strength of paper is observed in the direction of the main fiber orientation. The
relationship between the properties in the longitudinal and cross directions is
often important in the processing and use of paper. So, depending on the various
paper grades, a range in jet to wire velocity difference of 15 to 70 m min
–1
is run. If
the jet is not directed exactly in the machine direction, this angular deflection is
magnified on the wire many times over (Section 6.4.2). The main fiber orientation
is then no longer in the machine direction, which can lead to problems (diagonal
sheet stress) in certain types of paper (e.g., copying paper).
The properties of the wire, which acts as a filtering auxiliary layer, influence the
surface properties of the web (wire mark), fiber orientation, retention, dewatering
velocity, and machine operation. Important parameters are the topography of the
wire surface, resistance to fluid flow, free volume, cross stability (so that the wire
remains level), and the wear characteristics of the wire. Therefore high require-
ments are put on the design and the maufacture of the wires as well as on their
uniformity. An example of dimensions will give a good idea of the process during
initial dewatering: The wire, as the auxiliary filter layer, has a weft yarn diameter of
about 120 mm, the distance between neighboring weft yarn centers is about
150 mm, the “hole” in between the yarns is then 60 mm deep, converging to about
30 V 30 mm. A fiber may have a length of 2000 mm and 30 mm thickness, a clay
particle a size of about 2 mm.
Today, mainly multi-layer wires are used. The material now employed is plastic
but in some cases bronze or steel are still used (Section 6.3.1). A good wire should
have over its whole area and for its whole lifetime
• low resistance to z-direction water flow
• low misting (white water entrainment)
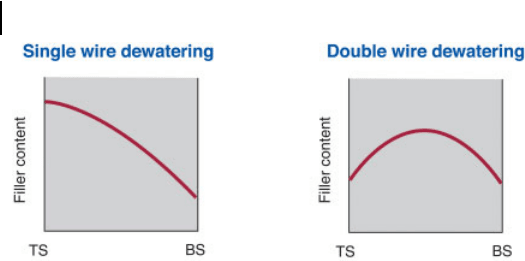
Fig. 6.42 Filler distribution in the z-direction for one- and
two-sided dewatering (TS: top side, BS: bottom side).
6 Paper and Board Manufacturing
272
• flat topography of the paper touching surface
• high wear resistance against wear at the reverse side in contact with the dewater-
ing elements and rolls and against wire cleaning devices.
Thorough wire cleaning is of the utmost importance to ensure uniform dewater-
ing and to prevent or reduce formation interference and sheet breaks as well as
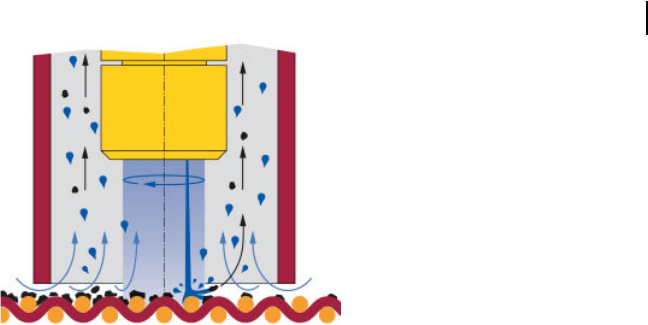
fines deposits in the machine. An example of a state-of-the-art cleaning device is
shown in Fig. 6.43. It consists of a traversing head with one or more rotating
nozzles, operating at a water pressure of up to 250 bar to generate high-impact
drops for cleaning the wire. Dirt and water are sucked away.
During the forming process, the suspension is guided between either the wire
and air (fourdrinier wire), between the wire and a solid wall (former), or between
two wires (twin wire formers). Drainage can occur on one or both sides of the web
(Fig. 6.38). Two-sided drainage produces a more symmetrical paper and reduces
drainage time and the length of the dewatering zone. Typical figures for four-
drinier wire sections are web forming lengths of about 20 m, at 800 m min
–1
this
means a drainage time of about 1.5 s. A hybrid former 20 m in length and operat-
ing at 1200 m min
–1
has a drainage time of about 1 s, whereas the drainage time
for a twinwire gap former of 5 m length at 2000 m min
–1
operating speed is about
0.15 s. The different principles involved in sheet formation shown schematically in
Fig. 6.38 are explained below in more detail.
6.4.3.1 The Fourdrinier Wire Section
The fourdrinier wire (Fig. 6.38A) is the classical method of sheet formation.
Speeds up to about 1200 m min
–1
are achieved with the fourdrinier. This is a
reasonable limit due to excessive turbulence on the free suspension surface and
dewatering capacity. Normally, the fourdrinier is equipped with a forming board,
foils and/or table rolls, suction boxes, wet suction boxes, and suction rolls. Drain-
age proceeds in the direction of gravity. A dandy roll is often used just in front of
the water line to improve formation. This is a wire-covered open roll, with a honey-
Fig. 6.43 State-of-the-art wire cleaning
device (source: Voith).
6.4 Forming Section
273

comb structure, which dips into the suspension and distributes the fibers in the
web more uniformly. The dandy roll is also used to produce watermarks in the web
through displacement and compression of fibers. These marks are visible in the
finished paper in transmitted light. They are generated by a raised pattern soldered
onto the roll.
6.4.3.2 Cylinder Former
In the cylinder former family (Fig. 6.38B), web formation occurs on a wire-cov-
ered, water-permeable cylinder. The uni-flow and contra-flow former with an im-
mersed mold represents the oldest design. These were later replaced by the non-
immersed mold former and finally by the suction former. In suction formers,
drainage is further increased by vacuum in the interior of the forming cylinder.
The suspension is led between the wire cylinder and a solid wall (lip, former box).
Suction formers are employed in the manufacture of single layers of board at
speeds up to more than 400 m min
–1
. Higher speeds (up to 1500 m min
–1
) are
only achieved with the suction breast roll former in the production of tissue
(Fig. 6.38C). A similar forming unit can also be placed e.g. on a fourdrinier wire in
multi-ply packaging paper production.
6.4.3.3 Inclined Wire
Sheet formation on an inclined wire section is performed in the area where the
wire is covered by a box filled with the suspension and is usually under pressure
(Fig. 6.38D). Here the wire is supported by some type of forming board. The pres-
sure under the forming board can be controlled. This type of forming unit is for
low machine speeds and operates with low consistencies of down to about 0.01%.
It is used for the production of special papers and nonwovens.
6.4.3.4 Hybrid Former
The first section of the hybrid former consists of a fourdrinier, which is followed by
a twin wire section in which dewatering also occurs through the top wire
(Fig. 6.38E). This increases the drainage capacity of the base forming unit and
improves symmetry in the z-direction of the paper web. For good formation results
the free suspension height entering to the top wire/fourdrinier wedge has to be
optimized by adjusting dewatering conditions ahead. In the past a large variety of
configurations of hybrid formers has been developed with applying rolls, foils,
blades and suctionboxes in different sequences.
6.4.3.5 Gap Former
In a twin wire gap former (Fig. 6.38F), the suspension from the beginning is led
between two wires operating at the same speed, and is drained through one side,
or mostly both sides. One of the driving forces in gap former dewatering is the
6 Paper and Board Manufacturing274
drainage force due to wire tension, which counteracts the centrifugal force of the
suspension. Open rolls, suction rolls, forming blades, and vacuum shoes are used
to increase drainage capacity and improve formation. In the gap former, the jet is
injected directly into the gap between the two wires. Also in gap former develop-
ment a large variety of configurations have been and still are on the market. Todays
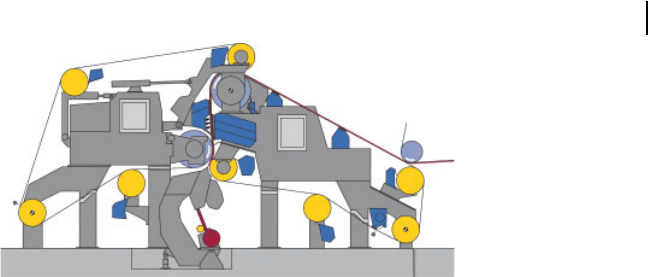
standard of a high-speed gap former is a roll-blade-roll configuration (Fig. 6.44).
This means that the forming roll is followed by a curved forming shoe, usually
with counteracting forming blades (counter blades), and by the couch roll. The
dewatering zone is S-shaped with the forming roll in contact with the outer wire
and the couch roll contacting the transfer wire. This helps to adjust the z-direction
symmetry of the sheet. The main direction of the wires in the dewatering zone is
vertical. This eases white water handling as well as maintenance and changing the
rolls and wires. With machines of this kind or of similar configuration, speeds of
more than 1900 m min
–1
are achieved for newsprint, 1800 m min
–1
with SC and
LWC papers, and 1550 m min
–1
for wood-free writing and printing grades pro-
duction.
6.5
Press Section
The purpose of the press section is to increase the dry content of the paper web as
much as possible by compression. This kind of mechanical dewatering reduces
steam consumption in the dryer section and increases the strength of the web in
order to avoid web breaks during production.
The wet paper web is picked up from the wire section and is transported by felts
through the press section which contains one or more press nips to be passed. The
so-called press nip is formed between two opposing rolls pressed together. The
paper web today is usually transported either on one felt in the top or bottom
position or between two felts as a sandwich. In some cases, when the paper web is
strong enough compared with the applied stress in operation, the web is trans-
Fig. 6.44 State-of-the-art gap former for high-speed paper
production (source: Voith).
6.5 Press Section
275
ported towards the next press nip or to the dryer section without any felt support.
This is called an open draw. The water removed from the web is stored and carried
away in the felt and, in the case of high water extraction, also in grooves or perfora-
tions in the surfaces of the rolls behind the felt. With suction press rolls, storage
and transportation of water are improved and rewetting of the paper web is re-
duced.
The felt has to be designed to meet high demands as regards large storage
capacity under pressure, good water retention behavior on leaving the nip which
reduces rewetting of the web, and the smoothest possible felt surface for uniform
pressure transfer to the web and to avoid felt marking. For the latter, e. g., the
staple fiber diameter at the web contacting felt surface goes down to 20 mm which
is even less than the paper fiber thickness (about 30 to 40 mm). Different types of
felts are selected for the top or bottom positions in the individual nip as well as for
the different press nips, taking into account the press water flow and the target of
sheet transfer. The dewatering of the felts is performed with suction pipes. Con-
stant or intermittent treatment with a fine, high-pressure water jet and/or wetting
facilities (felt conditioning) keeps the felt clean and maximizes its working life.
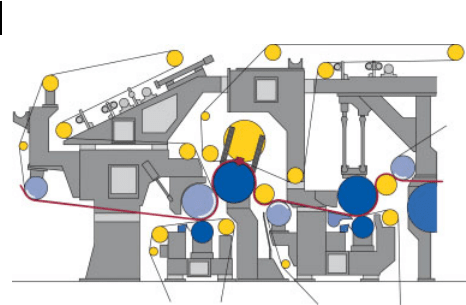
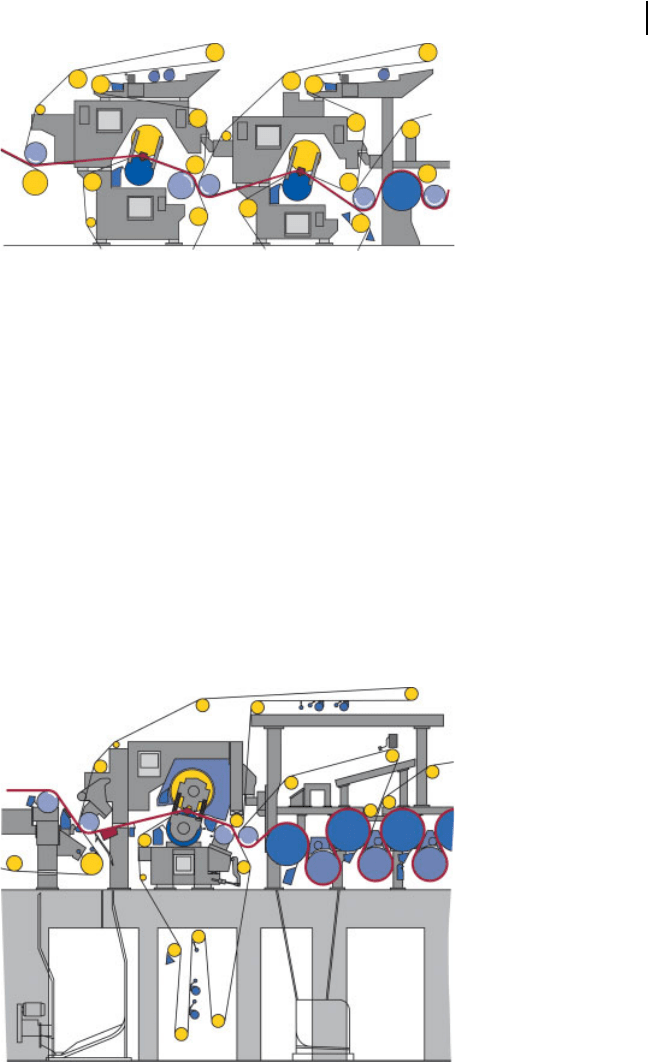
A conventional press section usually consists of three to four successive press
nips (Fig. 6.45). The rolls are pressed against each other with linear forces of
20–150 N mm
–1
and up to more than 300 N mm
–1
in some special designs. For
conventional press rolls the magnitudes of the resulting pressure and nip length
mainly depend on the diameter of the roll, the elastic characteristics of the material
and the geometry of the shell and of the coating (steel, or bronze, rubber or plastic;
plain, grooved or perforated), as well as on the felts; for high basis weights the
visco-elastic properties of the paper web are also important.
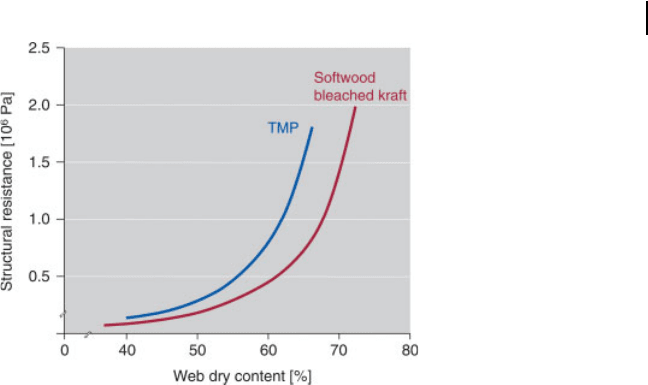
Generally the applied nip pressure must first overcome the fiber structure re-
sistance of the web before it can generate the hydraulic pressure required for web
dewatering (see Fig. 6.7 in Section 6.2.4). Fiber structure resistance at the begin-
ning is low and increases with higher dry content which is shown in Fig. 6.46 for
static conditions. This means that the dewatering pressure must be elevated with
increasing dry content to overcome the higher structure resistance. However,
Fig. 6.45 Conventional four nip press section (source: Voith).
6 Paper and Board Manufacturing
276
when the hydraulic pressure is too high the paper web may be damaged (“crush-
ing”), especially at higher moisture content. The higher the hydraulic pressure and
the longer the time of action (both factors resulting in the “press impulse”), the
better the dewatering performance. The flow resistance of the water in the web is
determined by the type of stock, the fiber treatment, and the amount of fines and
fillers. Increasing the web temperature by steam or infrared heating facilitates
dewatering by lowering the viscosity of the water and the structural strength of the
web. The actual nip pressure is increased from nip to nip, corresponding to the
decreasing water content. For symmetry in both densification and fines and ash
content of the top and bottom web surface symmetrical dewatering has to be
aimed for.
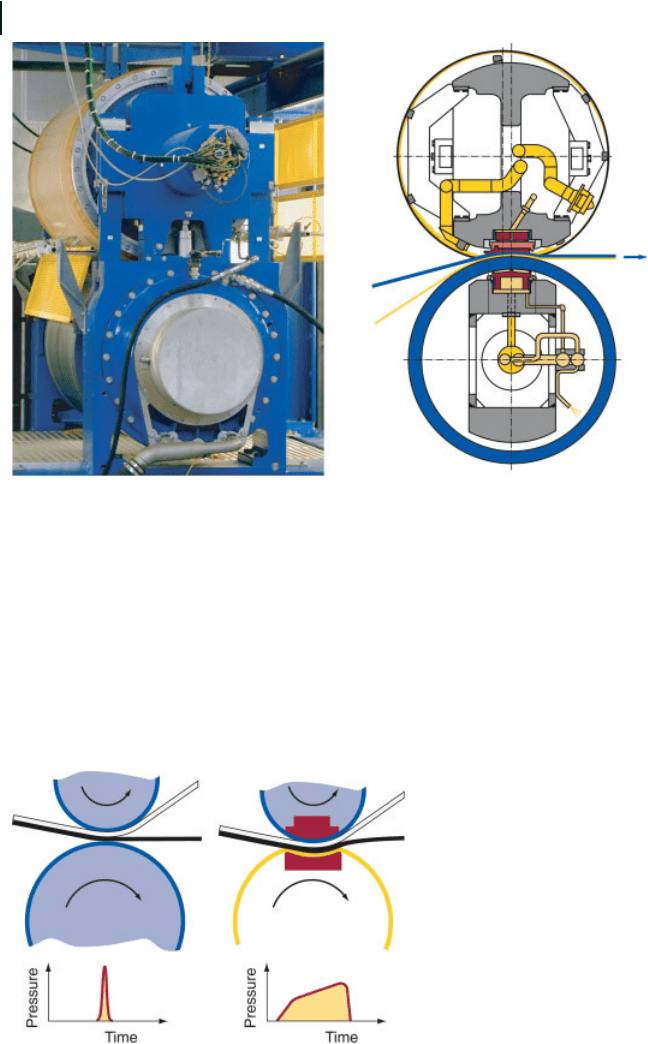
The time during which the pressure acts on the web can be prolonged up to
about tenfold compared to conventional presses by using shoe presses. In this
press type, a concave shoe presses a flexible revolving plastic sleeve or belt against
the counteracting press roll (Fig. 6.47). The shoe works on the hydrostatic/hydro-
dynamic lubrication principle. The increase in pressure along the press nip is by
far not as steep as in conventional presses, the maximum nip pressure is lower (up
to about 90 bar). Furthermore the shape of the pressure curve along the press nip
can be adjusted in a certain range. Figure 6.48 shows the total pressure distribu-
tion in the machine direction in a conventional two-roll press nip and in a shoe
press nip.
Nowadays, the dry content after a shoe press section reaches about 50 to 55%,
depending on the product and the raw material used. Because of these high dry
contents, less thermal energy is required in the dryer section, and the resulting
increased web strength results in fewer breaks.
Fig. 6.46 Fiber structure resistance as a function of web dry
content under static loading conditions for two different
stocks (source: V. Lobosco, see references).
6.5 Press Section
277
Shoe presses have been standard in press sections for board and packaging
grades since the 1980s. Later, they have also become state-of-the-art presses for
graphic paper machines. Today modern press sections of high-speed paper ma-
chines consist of only two nips. They have for instance two double-felted nips or
one double-felted nip followed by a second nip with a felt and a transfer belt
Fig. 6.47 Shoe press consisting of a top roll with sleeve and
concave shoe and a bottom roll with iron shell supported by
hydrostatic bearings (source: Voith).
Fig. 6.48 Pressure distribution in the machine direction in a
conventional two-roll press nip and a shoe press (source:
Voith).
6 Paper and Board Manufacturing
278
(Fig. 6.49). A press system with two single-felted nips is mainly applied for graphic
paper production. These types of press operate at line loads of up to 1250 N mm
–1
.
A steam box ahead of the second press nip for enhanced dewatering effect and CD
moisture control is optional. The sandwich felt-paper-felt in the press nip assists
symmetrical dewatering providing a good z-direction symmetry of the sheet. Dur-
ing press dewatering the web layers towards the felt are more densified. So one-
sided dewatering means for instance nonsymmetrical surface characteristics such
as printability of top and bottom side.
The newest development is a single nip press section where the web is dewa-
tered in just one nip (Fig. 6.50). With a shoe of more than 300 mm length a dry-
ness of about 52% is reached in woodfree paper production at more than
Fig. 6.49 State-of-the-art press section with a double-felted
first press nip and a second nip with felt and transfer belt
(source: Voith).
Fig. 6.50 Newly developed press section with a single double-
felted nip (source: Voith).
6.5 Press Section
279
1300 m min
–1
. The requirements placed on the felt quality and uniformity are
correspondingly high. Due to the nonexisting second nip investment costs, energy
requirement (vacuum and drive), press sleeve and felt costs as well as machine
shutdown time for their changing are lower.
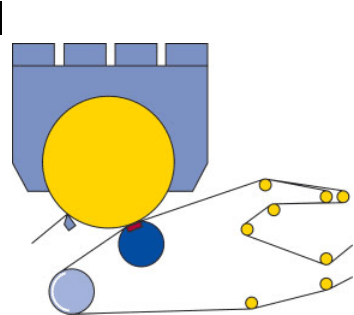
Shoe presses are also used in tissue production. Here the advantages are higher
bulk and sheet dryness after the press. In this application the shoe press replaces
the suction press roll of a conventional machine acting against the Yankee dryer
(Fig. 6.51).
A uniform moisture profile in the cross machine direction on the reel is very
important for reasons of quality and economy. This requires a uniform nip pres-
sure as well as a uniform dewatering effect of the felts in CD. Preconditions for
that are uniform felt design, structure, and conditioning. For CD moisture profile
correction press rolls are in use which can vary the line force selectively across the
width (in conventional press sections) and sectionalized steam boxes which heat
the web to varying extents across the width.
A reliable web guidance system is important to prevent web breaks, especially at
high machine speeds, low basis weights, and at low dry contents of the web, as
found after the first press nip. In modern paper machines, especially in the press
section, the web is not conveyed freely, but is nearly always supported by a felt, belt
or wire, or by the surface of a roll (closed draw).
6.6
Dryer Section
6.6.1
Overview
The purpose of the dryer section is to increase the dry content of the paper web,
usually to 90 to 98%, by evaporation. During drying the fibers develop hydrogen
bonds which provide the natural strength of the paper. Drying is a coupled heat
Fig. 6.51 Shoe press in tissue produc-
tion (source: Voith).
6 Paper and Board Manufacturing
280
and mass transfer process so heat has to be transferred from a heat source to the
paper and the evaporated water has to be carried off. During drying, the paper web
which has been picked up from the press section has to be guided safely through-
out the dryer section to the reel where it is wound up. Some dryer sections include
a size press for paper strength improvement and/or a breaker stack for pre-cal-
endering. Depending on the type of paper machine different heat transfer and
drying principles as well as their combinations are applied.
6.6.2
Drying Principles
6.6.2.1 Contact Drying by Steam Heated Cylinders
With this most common principle in paper drying steam condenses at the inner
surface of the cylinder wall, the heat is transferred through the wall to the paper
web, the web is heated and water is evaporated. Air flow takes up the evaporated
water. The heat transfer rate from the steam to the cylinder shell depends on the
flow pattern of the condensate motion. This flow pattern is mainly dependent on
the machine speed, and to a lower degree on the amount of condensate volume in
the cylinder and on the cylinder diameter. At low speeds of up to about 300 to
500 m min
–1
a pond of condensate is found in the cylinder. At higher speeds –
above the “rimming speed” – the condensate builds up a ring. Acceleration during
“ascending” of the condensate ring is against the rotating direction, and in the
rotation direction when descending. This results in a swinging condensate motion
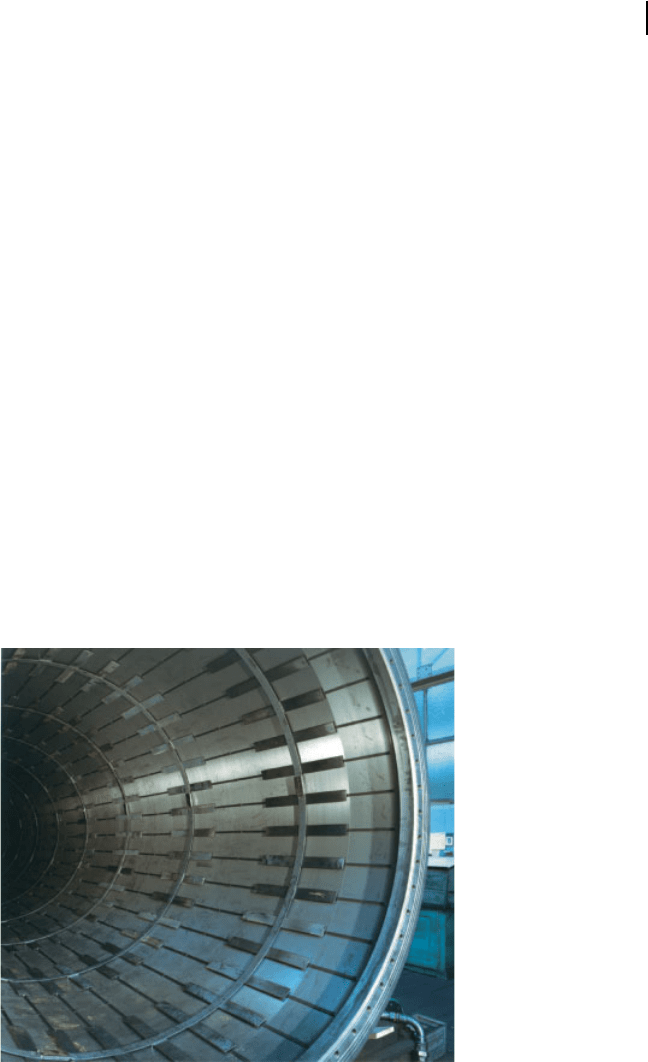
Fig. 6.52 View inside a drying cylinder equipped with spoiler
bars (source: Voith).
6.6 Dryer Section
281