Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.

9.2.2.1.1 Basis Weight MD Control
Basis weight controllers adjust the stock valve, and adjust the amount of blended
stock to achieve a constant basis weight at the reel. Basis weight is the total weight
per square meter. Thus it includes not only fibers but also water and fillers. To
avoid too much coupling with other controls means mostly “basis weight oven
dry”, which consists only of fiber and fillers, is controlled. Advanced basis weight
controls are in fact “dry fiber weight controls”, which leave fillers and moisture to
other control loops which run almost independently.
9.2.2.1.2 Moisture MD Control
Moisture controllers usually adjust a heating device, such as
• steam pressure in drying cylinders
• infrared radiation devices
• valves to control the air flow in contactless air impingement drying hoods.
In some cases moisture at the reel is controlled by adjusting rewetting devices
having a series of spray nozzles across the web.
9.2.2.1.3 Filler MD Control
The filler control adjusts an ash valve, to meter i.e. to add fillers within the ap-
proach flow of the paper machine. Filler control is needed because of filler varia-
tions in the blended stock, especially if DIP is used.
9.2.2.1.4 Wet End Control
Wet end control is not a classical MD control but it belongs nowadays to the
category of MD quality controls as it stabilizes the process in the MD direction.
In the past quality was mainly assured by quality tests after the manufacturing
process. i.e. quality controls looked only at the outcoming paper at the end of the
machine.
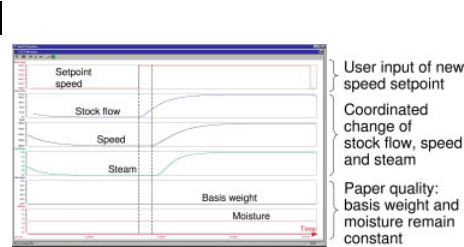
Fig. 9.3 Coordinated machine speed change control
(source: Voith).
9 Control Systems for Paper Machines
412
Nowadays the process itself is the target of improvement, assuming that a good
and stable process ensures good quality production by itself. So intermediate con-
trollers ensure process stability and the traditional quality controllers achieve their
target more easily.
Wet end control comprises the following parts:
• Retention control: In reality this is a white water consistency control. The
amount of retention aid is controlled to ensure that the white water consistency
stays constant. This means that the percentage of fibers, fines and fillers remain-
ing on the wire after the filtration process in the former stays constant. Reten-
tion control is linked to filler control, as adding fillers means that more retention
aid is needed to keep retention in the forming process constant.
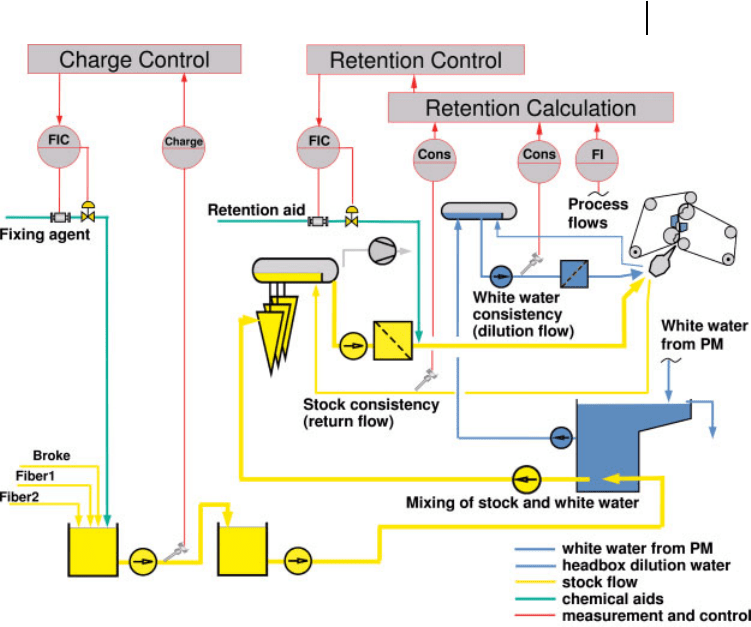
• Charge control: Fixatives are added to the stock to keep the charge constant. This
is important because charged particles influence the effectiveness of retention
aids. Therefore retention control and charge control are frequently used simulta-
neously (Fig. 9.4).
• Gas control: Defoamers are added to keep the air content in the stock constant at
a low level. Using gas control reduces the amount of defoamer needed. Air in
Fig. 9.4 Retention and charge control (source: Voith).
9.2 Quality Control System (QCS)
413

the stock has many side effects, e.g. it alters the calibration of consistency me-
ters.
• Consistency sensor calibration: Measurement of fiber or filler consistency is one
of the most demanding process measurements. Accuracy has to be very high for
control purpose but consistency meters are sensitive to a lot of process parame-
ters like gas content, flow rates, etc. Therefore wet end control comprises a
means to improve the calibration of consistency meters, by taking other process
parameters into account. Thus the advanced consistency sensor calibration uses
a soft sensor calibration technique.
• Basis weight prediction: When a paper machine starts up, it takes a while until
the paper is fed through the machine and finally passes the scanning measure-
ment device. After starting the scanner it takes another 20 to 30 s to get the first
measurements. To shorten the time until on-grade production is reached, basic
controls like basis weight have to start earlier. Therefore basis weight is pre-
dicted based on wet end measurements. MD control can adjust basis weight
even before the scanner starts measuring. This prediction is again realized using
soft sensor technology.
9.2.2.2 Cross Direction Control
Cross directional control uses measured CD profiles to adjust actuators which are
spaced across the machine width. The goal of CD controls is to ensure even quality
in the CD. The challenges of CD control are:
• The effect of an actuator adjustment can also be seen in adjacent zones. From a
control point of view the zones are coupled with their neighboring zones. A
spatial decoupling controller is required for good CD control.
• Sometimes more than one actuator controls the same quality profile. For exam-
ple both a steam box and a moisturizer control the CD moisture profile at the
reel. The two actuators have to be coordinated in their actions.
• Sometimes one actuator has an effect on more than one paper quality. For exam-
ple a headbox actuator has effect on the basis weight profile and, as a side effect,
also on the moisture profile.
9.2.2.2.1 CD Basis Weight Control
Actuators at the headbox are used to control the CD basis weight profile. Two
principles are widely used:
• Slice lip actuators: Linear displacement actuators with a spacing of between
75 mm and 150 mm deflect the slice lip of the headbox nozzle.
• Dilution actuators: Motorized valves feed dilution water into the stock distrib-
utor, which is located upstream of the headbox nozzle. Typical spacing between
actuators is 35 to 100 mm.
The advantage of dilution actuators is, that the headbox nozzle is not changed
mechanically. Local changes in the headbox nozzle result in a nonuniform jet
9 Control Systems for Paper Machines414

velocity and jet direction. This leads to CD components in the jet flow, which
widens up the response of an actuator movement and reduces the capability to
control narrow streaks.
The uneven jet velocity also has negative side effects on other paper properties
like the fiber orientation profile.
9.2.2.2.2 CD Moisture Control
For CD moisture control different actuators can be used:
• Steam box actuators: A steambox in the press section is used to increase the
temperature of the web and hence decrease the viscosity of the water in the web.
Thus zonal heating results in a zonal effect of improved press dewatering.
The dryness of the sheet entering the drying section should be as uniform as
possible or the profile should have a certain shape. Deviations in CD dryness
profiles before the dryer section result e.g. in uneven shrinkage, curl, overdried
edges, edge cracks, paper web breaks or poor moisture profile at the reel.
To ensure uniform dryness after the press, moisture profile measurement after
the press is required to control the steam box CD actuator settings. For good CD
profile control capability steamboxes can have an actuator spacing down to
75 mm and quite small overlapping responses of neighboring actuators in the
paper.
However, as steam boxes are often used to increase production, the mean value
of all CD actuators should be as high as possible. The remaining potential to
change the actuators is sometimes no longer sufficient for good high resolution
CD control performance. In these cases the steam box may control only long
wave profile deviations, whereas the correction of short wave deviations is left to
the moisturizers. Thus, for steamboxes an actuator spacing of 150 mm or larger
is in many cases completely sufficient, especially if moisturizers are also availa-
ble in the machine.
• Moisturizers: Moisturizers with spray nozzles are used to rewet the paper to
adjust the moisture CD profile. The spray nozzles can be controlled individually
by a CD control computer. Rewetting for profiling purposes is usually kept as
low as possible. Rewetting is in fact a waste of drying energy, if it is not needed
for other reasons, like curl control. Moisturizers usually have an actuator spac-
ing of about 100 mm. A typical design is where each actuator consists of four
pairs of valves and nozzles. Thus the amount of water added to a CD location is
defined by which valves are opened. Thus, for the amount of water added in a
given control zone, 2
4
= 64 different combinations can be chosen.
To avoid streaks, the nozzles have a defined spray angle and a defined distance to
the sheet. Spray angle and distance are chosen to ensure an overlapping spray
pattern. Thus, each nozzle sprays 50% of the water into neighboring control
zones. This avoids moisture streaks in the rewetting process.
• Air water moisturizers: Air water moisturizers are used to control droplet size
and droplet speed over a wide operating range. Droplets are much finer and
faster than with pure hydraulic moisturizers. This allows one to apply more
water.
9.2 Quality Control System (QCS) 415

Air water moisturizers usually have only one nozzle per CD control zone, which
is controlled continuously. This avoids the limitation to the 64 control steps of
the moisturizer and gives better controllability. Additionally the CD spacing of
the nozzles is much less. In some applications more than 300 nozzles are con-
trolled individually, having a CD distance of 25 mm.
Air water moisturizers are used
• in sensitive applications, where too large droplets have a negative impact on
paper quality, e. g. on printability.
• in applications, where paper is for quality reasons overdryed in the drying sec-
tion, and then rewetted e.g.
– to control curl
– to reduce mottling
– to reduce two-sidedness of roughness and gloss
– to achieve the best possible moisture CD profiles, down to a 26 deviation of
0.1% relative moisture.
• Infrared heating: Zonal infrared heating corrects moisture profile deviations
within the drying section and has the additional advantage of improving the
drying capacity of the machine, instead of reducing it as do moisturizers. Infra-
red heaters use either gas or electric energy. Both are more expensive than dry-
ing by steam which limits the number of applications in industry. The zone
width of the infrared heating system is usually around 150 mm, but half this
size is possible.
9.2.2.2.3 CD Caliper Control
For CD caliper control in on-line calenders, off-line calenders or supercalenders
their nip pressure is zonal controlled by local change of the roll shell diameter or
shape.
• Zone-controlled calender rolls: The roll shell is internally supported by an oil
cushion or a series of oil hydraulic pistons which can be controlled individually.
The number of CD control zones per roll varies, usually between 8 and 60,
depending on the construction. Limiting factors are for example the number of
pipes inside the roll, which are needed to allow individual oil pressures in the
various zones. Additionally counter zones are frequently used. They are on the
opposite side of the nip. The purpose is to get more degrees of freedom in the
zonal nip adjustment.
The mechanics of roll shell together with nip pressure zones and counter zones
are quite complex. For example, if only an edge zone is loaded, the whole shell is
affected. Therefore the control is done in two steps:
1. The CD control algorithm calculates the required line load profile in the
nip.
2. A simulation model of the roll is used to calculate the required zonal pres-
sures to achieve the line load profile. This model of the roll is generated by
the machine builder and also takes safety limits into account, to avoid roll
damage by profile control actions.
9 Control Systems for Paper Machines416

• Zonal heating of rolls using eddy current: The principle is similar to eddy cur-
rent breaks. A magnetic field generates current in the moving metal roll. The
current heats the roll. With increased temperature the roll diameter increases as
well. The advantages of using eddy current are:
– high energy efficiency
– heating may have a positive side effect, if higher gloss is required at that
position
– zone spacing can be smaller than with calender rolls and is typically around
100 to 120 mm.
The downsides are:
– A zone cannot actively decrease the roll diameter. This limits the ability to
react on small streaks in the profile.
– The heat flow in the roll does not allow short wave profile corrections. For
example, if every second zone is heated, heat also flows to the nonheated zone
in between from both sides. In narrow spaced applications its temperature
tends to be like that of its neighbours.
• Zonal heating/cooling of rolls using hot/cold air: This kind of equipment is
usually applied at heated rolls, to control the surface temperature profile of the
roll. The advantages are:
– Less energy consumption and less investment than eddy current actuators.
– Compared to the eddy current solution, short wave profile corrections are
much easier to achieve, as between two heated zones the middle zone can be
actively cooled. Only cold air can actively decrease roll diameter i.e. between
two heated zones.
– Smaller zone spacing can be achieved due to the active cooling principle.
Usual applications have 75 mm zonal spacing, 38 mm spacing is possible if
the demands on caliper profile are very high.
– If the actuator is used together with a zone controlled calender roll, it is bene-
ficial if the smallest possible zone width is used. In this case CD control
activities are split: Long wave corrections are done with the calender roll,
whereas the hot/cold air device takes care of the short wave deviations, which
cannot be handled by the calender roll itself.
9.2.2.2.4 CD Gloss Control
CD gloss control uses actuators in on-line calenders, off-line calenders or superca-
lenders. Gloss is affected by heat, line load and surface moisture in the nip. As the
CD line load and CD roll temperature also affect caliper, CD gloss control usually
uses zone controllable steam boxes to change surface moisture. As steam affects
the paper very locally, controllability of gloss profiles is very good. Zone spacing is
not less than 150 mm, due to space restrictions in the calender, and each zone in
the steambox requires its own steam chamber with a steam valve.
9.2 Quality Control System (QCS) 417

9.3
Information Systems
9.3.1
Importance of Information Systems
Information systems in the paper mill exist mainly at two different levels:
1. Enterprise level: To collect all information concerning the material flow in the
paper mill, including e.g. quality parameters of the produced paper. The in-
formation is usually collected in a very rough time scale, i.e. reel based. The
purpose is to derive figures which are required for commercial control of the
mill.
2. Process level: To collect quality and process data in quite high time resolution to
be able to analyse and track process problems, to find the technical reasons for
poor/excellent production, or to summarize the data in reports as needed by the
enterprise level systems.
Whereas enterprise level systems deal mainly with production quantities (amount
of good/bad production) process level systems include tools to analyse reasons for
good/bad production.
Comprehensive collection of process data is more and more widely used but in
many older mills is still not available. This is due to
• lack of communication standards in automation systems
• strict border between QCS and DCS/PLC type of systems when those mills were
built.
The earliest information systems were:
• QCS quality reports: summarizing production and quality over reel, shift, day or
grade
• DCS process trending: trend of important process variables.
Until recently there was no simple means to show in a flexible way on one screen
e.g. how press settings (DCS data) affect moisture profile quality (QCS data). One
obvious reason is, that DCS systems are (still) not built to handle “array based”
information like CD profiles. They can deal only with single values like a steam
pressure. On the other hand QCS systems are not built to handle thousands of
process values, which requires totally different engineering and configuration
tools.
Modern information systems bridge the gap, by using history data bases which can
deal with tens of thousands of tags (variables), with single values and with profile
data as well. Additionally they provide simple access to the data via a web browser
and also from the operating screens on the production floor.
Besides QCS and DCS there exist more systems at a paper mill, which have the
main task to collect information for diagnostic purposes:
• Machine condition monitoring system: These systems collect information via
vibration sensors, to analyse bearings, and drive components. Advanced systems
9 Control Systems for Paper Machines418

include an expert system for quite detailed analysis of the drive component. A
machine condition monitoring system can e.g. detect whether the outer ring or
the inner ring of a bearing is damaged and is likely to fail within the next weeks.
Based on this information the mill personnel can arrange countermeasures and
exchange the bearing during the next planned shutdown.
Typically a few 100 vibration sensors are connected to such a system. They are
scanned one by one. Scanning occurs about every hour. The signal analysis uses
known geometrical bearing and roll data and relates them to the actual meas-
ured signals to diagnose the condition of the bearings. The measurements have
to be taken with a sampling rate of about 10 kHz to be able to diagnose bearings
in detail and to give a prediction of the remaining lifetime of the bearing.
• Process condition monitoring system (sometimes also called technological mon-
itoring system): These systems collect information from QCS sensors, vibration
sensors, pressure sensors, triggers at rolls and fabrics, etc. to analyse the reasons
for periodic quality disturbances. All collected signals are taken simultaneously
with sample rates from 100 Hz to 4 kHz, depending on sensor type and applica-
tion. The required measurement frequency is given by the revolution time of the
machine elements which can cause quality variations, like felts, rolls, pumps,
etc.
The correlation results are calculated using time synchronous averaging. A proc-
ess condition monitoring system can e.g. detect whether an applicator roll is
responsible for periodic coat weight deviations, or whether a moisture variation
is correlated with the revolution time of a press felt.
• Barring monitoring system: This system identifies calender rolls which cause
barring. Technically it works similarly to a process condition monitoring sys-
tem.
• Web inspection system: A series of cameras arranged in the CD inspect 100 % of
the produced paper. Image analysis technologies are used to automatically clas-
sify the paper defects into different categories, like bright spot, dark spot, wrin-
kle, hole, etc. The web inspection systems generate reports, independently from
QCS. Based on the camera based measurement and the image analysis, areas
with serious defects can be marked on-line. A special winder control can stop the
winder precisely at these positions, to cut off the low quality production.
• Web break monitoring: A couple of cameras are installed at the front side and
drive side of the machine to supervise positions where the web is not guided by
wires or felts, and where the paper risks to break. Optical light barriers detect
paper breaks. In the case of a paper break, the last minute of the camera read-
ings are stored to a hard disk for later analysis by the production personnel.
Based on the camera recordings it can be analysed at which position of the
machine e.g. an edge crack started to be seen, and how it evolved to a paper
break, or it can be seen whether paper clipped to a roll and caused a web break.
This allows the mill personnel to analyse the reasons for breaks and to optimize
the runnability of the machine.
9.3 Information Systems 419
9.3.2
Process Analysis using Information Systems
Current development of information systems aims to automatically derive knowl-
edge from historical data (Fig. 9.5). When analysing difficult technological prob-
lems such systems still need off-line analysis by technological experts to interpret
the results. In a typical application 6 to 12 months of recorded quality and process
data are analysed with respect to given technological questions, like: “Most of the
production in the last 6 months showed average printability but sometimes print-
ability was excellent. Why? Which are the machine settings to achieve best qual-
ity?”
Such questions are difficult to answer, as several hundred machine settings and
raw material parameters have to be taken into account as potential influencing
factors. Data mining technologies based on neuronal networks, expert systems or
algebraic methods are used to find the requested answers. Algebraic methods are
in many cases not sufficient, as these can deal only with numbers (process values)
but not with cardinal data like felt supplier, ash supplier, etc. which are also of high
importance.
Simpler, but still difficult applications can run online and give information of a
produced paper quality which is not measurable online. Those applications are
called soft sensors. The paper quality property is estimated based on historical
data. For example: Basis weight can be predicted quite well based on some process
parameters in the wet end section. Historical data can be used to “learn” the rela-
tion between the measured process parameters and the produced basis weight.
The learning takes place iteratively to adapt to slowly changing production condi-
tions. Such a prediction is useful during start up of the machine, while the paper is
still not through the drying section and still not measured by a quality scanner.
Having a basis weight predictor the user can still adjust basis weight and therefore
achieve good quality, even before the quality measurement starts scanning.
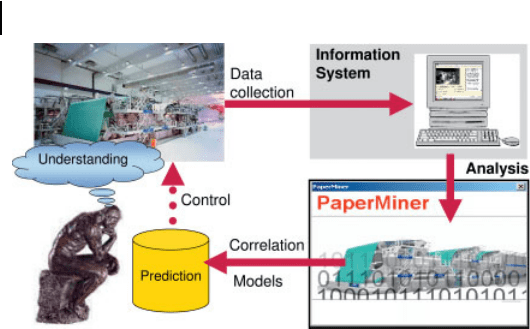
Fig. 9.5 Data mining in the paper manufacturing process
(source: Voith).
9 Control Systems for Paper Machines
420

The challenge of soft sensors is to automatically reject data which are not ade-
quate in order to learn relationships between the quality parameter concerned and
the process data, e.g. because a sensor was wrong, the machine settings were just
in the process of being changed, the press felt was worn out and just before re-
placement. This is especially challenging in applications where a hundred or more
process data are required to really predict a given paper quality. An example is the
prediction of strength parameters. Influences on strength are e.g. the furnish
composition, the jet/wire ratio, retention, dryness after press section, tension in
the draws, and calendering conditions.
9.3 Information Systems 421