Holik H. (ed.) Handbook of Paper and Board
Подождите немного. Документ загружается.


be stopped by the MCS in less than 20 ms. The cycle time of a MCS is therefore
in the 5 to 20 ms range.
• DCS, distributed control system:
– Analog process controls
Analog process controls are mainly simple standard controllers. Examples are
level controllers in chests, pressure controllers in pipes, etc. Most process con-
trollers act much more slowly than the MCS controls. Actions happen in sec-
onds to minutes. The cycle time of typical DCS functions is therefore in the 1 to
4 s range.
– Wet end controls
Some controls in the process are more complex than just PID control loops. One
example is the wet end control which ensures uniform process conditions in the
approach flow of the paper machine and in the forming section by maintaining
constant consistencies, gas content, charge and other parameters. It involves
e.g. special software tools (soft sensors) using wet end data instead of direct
measurements to predict basis weight during start up of the machine, when the
paper has not yet reached the reel or the quality measurements. Such, wet end
controls not only reduce the start up time of the process, but also minimize the
consumption of chemicals, i.e. only as much retention aid is used as is really
needed to reach a required retention level in the forming section.
• QCS, quality control system:
– Paper quality measurement
The QCS has on-line sensors for basis weight, ash content, moisture content,
gloss and other paper quality parameters. The sensors are mounted on measure-
ment frames, which allow the sensors to move (scan) within 20 to 40 s across the
paper width. These sensors measure the paper quality parameters in cross ma-
chine direction (CD) and machine direction (MD). Each scan typically gives
about 1000 measurement values (databoxes), equally spaced across the web
width. An array of CD measurement values is also called a CD quality profile or
CD profile.
The average measurement of each scan gives one MD quality value. A time
series of MD measurement values is also called an MD quality profile or MD
profile.
MD measurement values and CD profile measurements are available only every
20 to 30 s.
– Paper quality control in the machine direction
The first target of quality control in MD is to keep the main quality parameters of
the produced paper within the limits defined for the current production. As an
example, basis weight control is achieved by continuously adjusting the stock
valve, which feeds the blended stock to the machine.
The second target is to ensure fast grade changes, i. e. to ensure a fast change of
basis weight, moisture and ash content to meet the specification of the next
produced grade with a short transition time.
The third target is to allow the operator to change machine settings without too
large an impact on paper quality. The most important example is the coordinated
9 Control Systems for Paper Machines402

speed change control. This is a tool to allow machine speed changes without
disturbing paper quality during the transition period. The effect of a speed
change is compensated by coordinated adjustments of stock valve, ash valve and
drying energy, based on a dynamic process model.
MD controls are slow but complex control loops. Only two to three measure-
ments are available per minute. Using interpolation techniques or Kalman fil-
ters, control steps can be performed every 5 to 10 s. MD controls are complex
because of the considerably large transport dead time between actuators (i.e.
stock valve) and measurement (i.e. scanner at the reel), which is typically larger
than 1 min.
Additionally the quality parameters have some influence on each other. Opening
the ash valve increases not only the ash content but also the basis weight and
moisture. Increasing the basis weight leads to higher moisture content at the
reel, if the drying energy is not increased simultaneously. Thus, a decoupling
controller with dead time compensation is required.
– Paper quality control in cross machine direction
Many paper properties can be controlled in small control zones across the ma-
chine, to ensure uniform quality in CD. Such actuators are located e. g. in the
headbox to control basis weight, in the press and in the dryer section to control
moisture content, and in the calender section to control caliper across the paper
width.
CD controls act even more slowly than MD controls: The measurement noise on
zonal measurements is much higher than the noise on MD measurements. The
measurement time of one zonal measurement (databox) is around 20 ms,
whereas MD measurements are averages of typically 1000 databoxes (1 scan).
The special complexity of CD controls is the coupling of adjacent control zones.
Each control zone affects the quality of some neighboring control zones. The
controller needs to know exactly the spatial response of actuator movements in
the CD. On the other hand the exact location of the response of a CD actuator in
the paper may change over time e.g. due to changing shrinkage of the paper in
the drying section, or by web wander to the left or right.
– Paper quality reports
The QCS not only controls quality, but also documents the achieved quality,
which is required according to ISO 9000 and other quality regulations.
The quality reports also serve internally within the paper mill as a means of
supervising the efficiency of the production process, by reporting per week, per
day or per shift how much paper of which quality has been produced.
• MCC, motor control center:
– From these cabinets hundreds of motors on the machine are controlled.
These are motors for pumps, movements of machine parts or others. The MCC
is additionally used to control a few other consumers of electrical power, for
example heating devices for oil in calenders.
– The MCC is not responsible for the roll drives in the paper machine. The
drive system is usually an independent package, which is delivered by the ma-
chine drive supplier, and which receives its setpoints from the DCS.
9.1 Objective and General Terms of PM Control Systems 403

• Monitoring systems:
– Bearing and vibration monitoring
Acceleration sensors are attached to bearings and close to roll shafts, to detect
bearings at risk of failing and roll roundness abnormalities before they have a
negative impact on the process. Thus bearing and roll changes can be done
during the next planned shutdown of the machine, and do not cause extra
downtime.
– Monitoring of periodic paper quality variations
Typically 30 to 100 process data are measured in parallel. The measured signals
include important quality data, taken from the QCS sensors. The target is to
detect the occurrence and the reasons for periodic paper quality variations.
– Web break monitoring
Web break monitoring is a camera-based tool to find the reason for paper breaks,
and as a consequence to improve efficiency of the production process.
– Web inspection system
Web inspection systems are also camera based. Cameras are mounted in the CD
direction across the web, and check the complete production for defects like
holes, dark spots, white spots.
– Information system:
An information system mainly fulfils three tasks:
1. It collects on-line data of MCS, DCS, QCS and monitoring systems into a
central data storage.
2. It provides a user interface to view the historical data of these systems, allow-
ing one to compare and correlate the data from the various origins. The most
convenient user interface is based on web browser technology, similar to the
Internet. Some of the data are presented to the user as time trends, others as
statistical reports over a defined production period.
3. It provides tools for data analysis. This usually includes the capability of show-
ing the fourier transform or the cross correlation of selected data. More sophisti-
cated information systems contain expert systems or data mining tools, to auto-
matically detect relationships between data.
• Automation system:
All the systems above together form the complete automation system of a paper
machine (Fig. 9.1). The automation systems are grouped around a fiber optical
data network, which has a ring topology for redundancy reasons. The connected
systems are operating stations, engineering stations for configuration or main-
tenance work, DCS cabinets, server computers and dedicated control computers
for various monitoring and control purposes. The dashed lines indicate the dif-
ferent locations with automation equipment, such as control rooms for opera-
tors, electrical control rooms (rack rooms) with DCS or QCS computers, or the
paper machine.
9 Control Systems for Paper Machines404
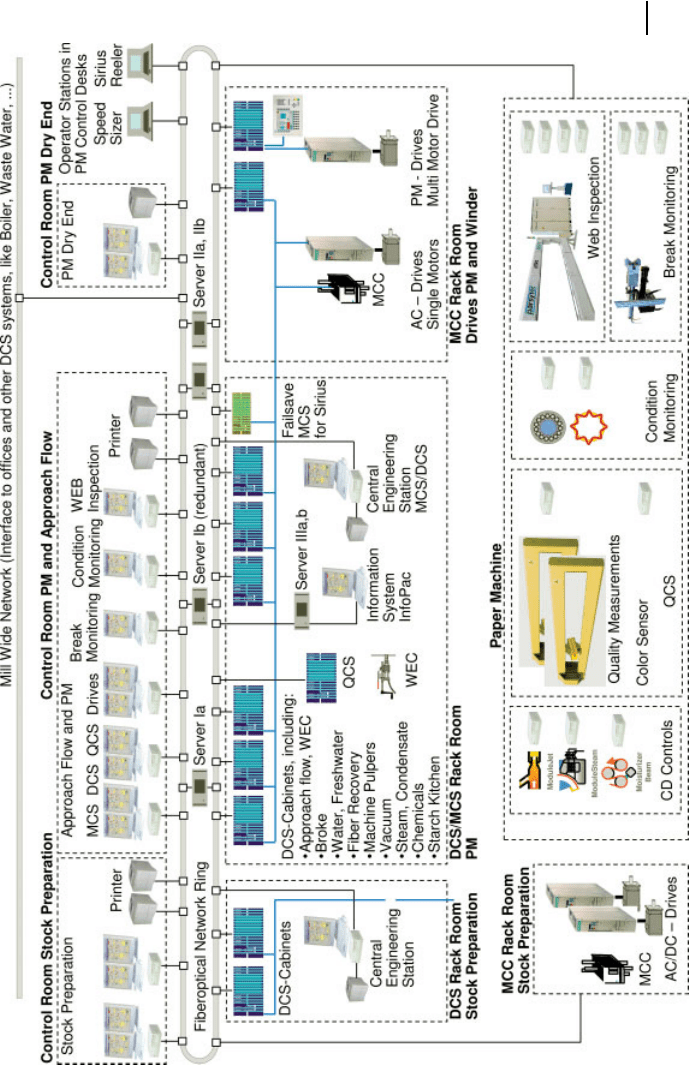
Fig. 9.1 Example of an automation system – overview (source: Voith).
9.1 Objective and General Terms of PM Control Systems 405

To summarize, nowadays systems can be divided into the following categories
• DCS/MCS
– Control systems for analog and digital controls
– Capable of implementation of advanced model based controls which are
needed for e.g. soft sensor or QCS applications
• QCS
– Quality measurements for paper properties (direct measurements)
– Measurements for felt and wire condition
– Indirect measurements of paper properties, also called soft sensors
– Quality controls (sometimes integrated into DCS systems)
• Monitoring systems
– Bearing and vibration monitoring
– Monitoring of periodic paper quality variations
– Web break monitoring
• Information system
– Process history database
– User interface
– Diagnostic tools
• Automation system
– Includes all of the above systems
In the following chapters some elements of a paper machine automation system
are discussed in more detail. The focus is on QCS and information systems, as
they are mainly responsible for the ability of the mill to maximize quality tons on
the reel.
9.2
Quality Control System (QCS)
9.2.1
Quality Measurements
9.2.1.1 Scanning Measurement
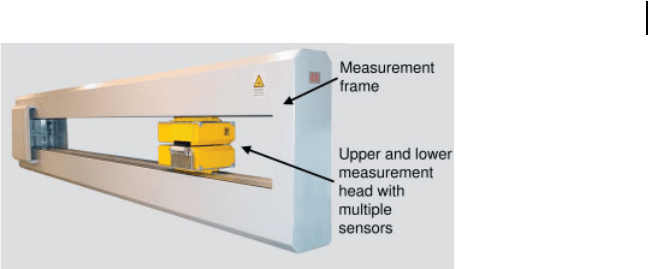
Most paper quality measurements in the paper machine are scanning measure-
ments. In various locations so called “scanners” with usually one upper and one
lower measurement head are found (Fig. 9.2). Both measurement heads move
synchronously across the paper width. One scan takes about 20 to 30 s. The paper
moves much faster than the scanning measurement. While the paper is moving
e.g. 500 m the scanner moves across the web only 7 to 10 m. Thus, the scanning
sensors can be seen as a system which measures paper quality in MD and which is
moved slowly across the web.
During each scan hundreds of measurement values are collected. The resolution
in CD is typically 10 mm. Each scan contains information of MD and CD variation
of the measured paper quality. MD and CD information are used for different
purposes and have to be separated from each other.
9 Control Systems for Paper Machines406
• The stable CD profile is given by a weighted average of multiple scans. Typically
the displayed CD profiles on an operator screen correspond to an average of
9 scans. Averaging is needed to suppress the MD variation and the residual
variation of the process. Thus a CD profile contains the average of the last 3 to
5 min.
• The MD profile is the time series of average values of the individual scans.
Advanced methods use e.g. Kalman filters to generate a best estimate of the
current MD value every 5 s, by assuming, that the CD profile has less dynamics
than the MD profile.
9.2.1.2 Fixed Point Measurement
Besides scanning measurements there are also a few fixed point measurements
for paper properties which are assumed to be constant across the web width. For
example color measurements are sometimes fixed point measurements as color
should not vary across the web width.
9.2.1.3 Basis Weight
Basis weight is measured in g m
–2
and it is the total mass of 1 m
2
of paper, includ-
ing all components, like fibers, fillers and water. The sensors consist of a radio-
active source and a radiation detector on the opposite side of the paper. The absorp-
tion of radioactive radiation is a measure of the total mass of the paper. Radioactive
sources are usually promethium, krypton or strontium. Promethium provides the
signal with the highest sensitivity and can be used for basis weights up to
250gm
–2
. Strontium is used only in very heavy board applications.
Nowadays detectors are either ion chambers or solid state detectors. Ion cham-
bers are gas filled tubes and require a high voltage to detect electrons. Solid state
detectors use the photovoltaic effect to detect electrons.
There are also other possible ways to measure basis weight, such as X-ray tubes
to generate radiation, or spectroscopic methods, but currently they cannot compete
with the sensors based on radioactive radiation.
Fig. 9.2 Quality measurement – scanner (source: Voith).
9.2 Quality Control System (QCS)
407

The accuracy of a basis weight measurement is typically 0.1 g m
–2
. To get a
better understanding what this figure really means, it is good to know that the
surface of the detector is smaller than 10 cm
2
. Thus, if a sample is fixed between
the sensor heads with a size of 10 cm
2
, the weight of this sample is measured with
a precision of 0.0001 g.
9.2.1.4 Moisture
Moisture is measured in per cent of basis weight. The measurement is usually
performed by analysing absorption of infrared light at three to four different wave-
lengths. Two of the wavelengths match the absorption peaks of water and fiber.
The other wavelengths are taken for reference purposes. Modern moisture meas-
urements have internally four detectors to make sure that all wavelengths are
measured simultaneously, whereas older measurements used only one detector
and a spinning filter wheel.
For high weights above 300 g m
–2
infrared radiation can no longer pass the
sheet. Therefore in this case microwave radiation is used instead. The measured
physical effect is that moisture slows down the speed of microwaves, which can be
detected by e.g. evaluating the phase shift of the signal.
The best achievable accuracy of moisture sensors in a PM today is 0.25% relative
moisture content.
9.2.1.5 Fillers
Fillers or “ash” mean the amount of inorganic material within the paper. The
measurement output is either g m
–2
or % of basis weight. Typical inorganic com-
ponents are:
• clay
• calcium carbonate (CaCO
3
)
• titanium dioxide (TiO
2
)
Filler content is measured by absorption of radioactive radiation or by absorption
of X-ray radiation. Thus the principle of filler measurement is similar to basis
weight.
Radioactive radiation is monochromatic and stable. The radiation has one ex-
actly defined wavelength. Clay, CaCO
3
and TiO
2
have different absorption coeffi-
cients for radiation of the given wavelength. Thus,
• for measurement with radioactive radiation, the percentage of each filler compo-
nent has to be known beforehand. With deinked pulp (DIP) an additional meas-
urement of the ratio of the different components is required. This can be carried
out by using XRF (X-ray fluorescence)
• for X-ray radiation the spectrum of the radiation source has to be tuned by filters
to compensate for the different absorption characteristics of the different fill-
ers.
9 Control Systems for Paper Machines408

The accuracy of ash measurement today is typically 0.1 g m
–2
, similar to basis
weight.
9.2.1.6 Caliper
Caliper is measured in micrometers. There are three main ways to measure cal-
iper:
1. Contacting caliper measurement: Two measurement fingers contact the paper
from both sides. The distance between the fingers is measured using electromag-
netic fields. This method is used when accuracy demands are high. For high speed
paper machines the contacting measurement has many disadvantages:
• At the contacting point the paper becomes polished. A small glossy stripe may
be visible on the paper surface.
• If the stock is not of best quality and if for example a small hard or sticky piece
happens to be at the paper surface, the contacting sensor will tear it out. This
may result in a hole in the paper or even in a web break.
• The fingers are subject to wear as minerals in the paper grind the measurement
fingers when passing by at high speed.
The accuracy of this method depends on the application and is between 1 and
0.5 microns. The relative accuracy, which is needed to measure the shape of a cross
profile, can be better than 0.25 microns.
2. Air bearing caliper measurement: The sensors are mounted onto flat meas-
urement plates with a diameter of roughly 60 mm. Those plates are drilled, with
pressurized air coming out of the tiny holes. The plates are pressed towards the
paper from both sides. The distance of the plates from the paper is controlled by
the air flow. The distance between the plates is measured using an electromagnetic
field.
The thickness of the paper is calculated by subtracting the thickness of the air
bearings from the distance of the sensor plates. As the thickness of the air bearings
is not known precisely, this method is mainly used as a relative measurement to
detect MD and CD profile variations of very sensitive papers, where a contacting
measurement is not applicable. But also the relative accuracy is much less than the
accuracy of the contacting sensor.
3. Optical caliper measurement: Due to the deficiencies of the air bearing sensor
and the need for a precise noncontacting caliper measurement, most sensor man-
ufacturers currently push the development of optical noncontacting measurement
methods. They consist of three sensors:
• An electromagnetic distance measurement which measures the distance be-
tween the two sensor plates on opposite sides of the paper.
• Two optical distance measurements which measure the distance between each
sensor plate and the paper.
The difficulty here is, that the paper surface is optically not well defined. The outer
layer of the paper is less dense or may even be transparent. Thus optical measure-
9.2 Quality Control System (QCS) 409

ments “see” the paper surface as being about 5 microns beneath the real physical
surface. Therefore, the accuracy of the existing optical measurements is for most
applications still not sufficient.
9.2.1.7 Coat Weight
Coat weight measurement usually requires two measurements, one before and
one after the coater, which are subtracted from each other. These measurements
can be basis weight measurements or ash measurements. Coat weight is meas-
ured in g m
–2
.
Nowadays in some cases single sided infrared coat weight measurements are
used, as both sides of the paper are coated simultaneously, and the paper maker
wants to know the amount of coat on each side. Such infrared coat weight meas-
urements are hard to calibrate, as the infrared beam penetrates through the coat-
ing color into the paper, and the paper also contains minerals and pigments. Thus
the accuracy of this kind of coat weight measurement varies a lot, depending on
the application.
9.2.1.8 Color
Color measurement is a collection of optical measurements. The basic measure-
ment is color itself and is presented to the user in a color coordinate system. A
common color coordinate system is for example CIELAB, where the parameters a*
and b* define the color space and L* defines the brightness.
Paper color is usually defined as the reflection of the surface of a pile of paper in
defined light conditions, where all paper sheets in the pile have the same color.
Thus the following difficulties arise in an on-line measurement:
• In a paper machine there is a running web, i.e. one single layer of paper. The
background of the paper is visible. Thus, the on-line measurement has to com-
pensate for the opacity of the paper. This is performed by two measurements in
sequence, one with a white background, one with a black background.
• Fluorescence transforms UV light into visible light. Thus the fluorescence effect
changes the appearance of the paper e.g. in daylight. Fluorescence has to be
measured separately when optical brighteners are added to the paper.
This explains why brightness and opacity measurements are usually part of a color
measurement.
9.2.1.9 Gloss
Gloss is a measure of the reflectance of the paper at a given angle. The measure-
ment is calibrated:
• The appearance of black velvet corresponds to the measurement value, i.e. a
gloss value of zero.
• The appearance of black glass corresponds to the gloss measurement value of
100%.
9 Control Systems for Paper Machines410

9.2.1.10 Others
Other available sensors include the measurement of formation, roughness, and
porosity.
Further sensors are still in the process of development and cannot be treated as
standard sensors. These include sensors for fiber orientation, strength properties,
etc.
However, there still remain many important paper properties which are not yet
measurable on-line, and where on-line measurements will probably not be availa-
ble in the near future. Most important to note in this category is printability. A
printability sensor, e. g., would be able to predict “missing dots” in a real printing
test.
Some of those properties will be measurable using so called “soft sensors”. For
example a soft sensor for porosity would “measure” porosity based on a calibration
of about 100 process data against corresponding laboratory measurements of po-
rosity.
9.2.2
Quality Control
9.2.2.1 Machine Direction Control
Machine direction control uses MD measurement values to control the down-
stream quality of the paper. Advanced MD controls are based on physical process
models of the papermaking process. This means, mathematical models describe
the physical process and are able to predict the effect of control actions on the
process and on paper quality. Such model-based controls are especially essential to
achieve
• Start up control: to control the paper quality as fast as possible during start up of
the machine. This is a topic for machines which restart quite often during the
day, as for example off-machine coaters.
• Coordinated speed change control: to keep quality constant even during speed
changes. This requires a coordinated change of at least stock, ash, drying ca-
pacity and speed. For example: If the stock valve is turned it takes a while until
the consistency change arrives at the headbox. This is due to the transport delay
time between the stock valve and the headbox, and also to the mixing time in the
chests. The increase in machine speed should start when the consistency at the
headbox changes (Fig. 9.3). Control of ash content and the settings of the dryer
section have to be done in a similar way.
• Production maximization control: to increase the machine speed when the proc-
ess is not at the limit, for instance when drying capacity is still left, and machine
speed is below a user defined maximum speed. In fact this involves a series of
coordinated speed changes.
• Grade change control: to keep the time for a grade change as short as possi-
ble.
9.2 Quality Control System (QCS) 411