Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 381
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
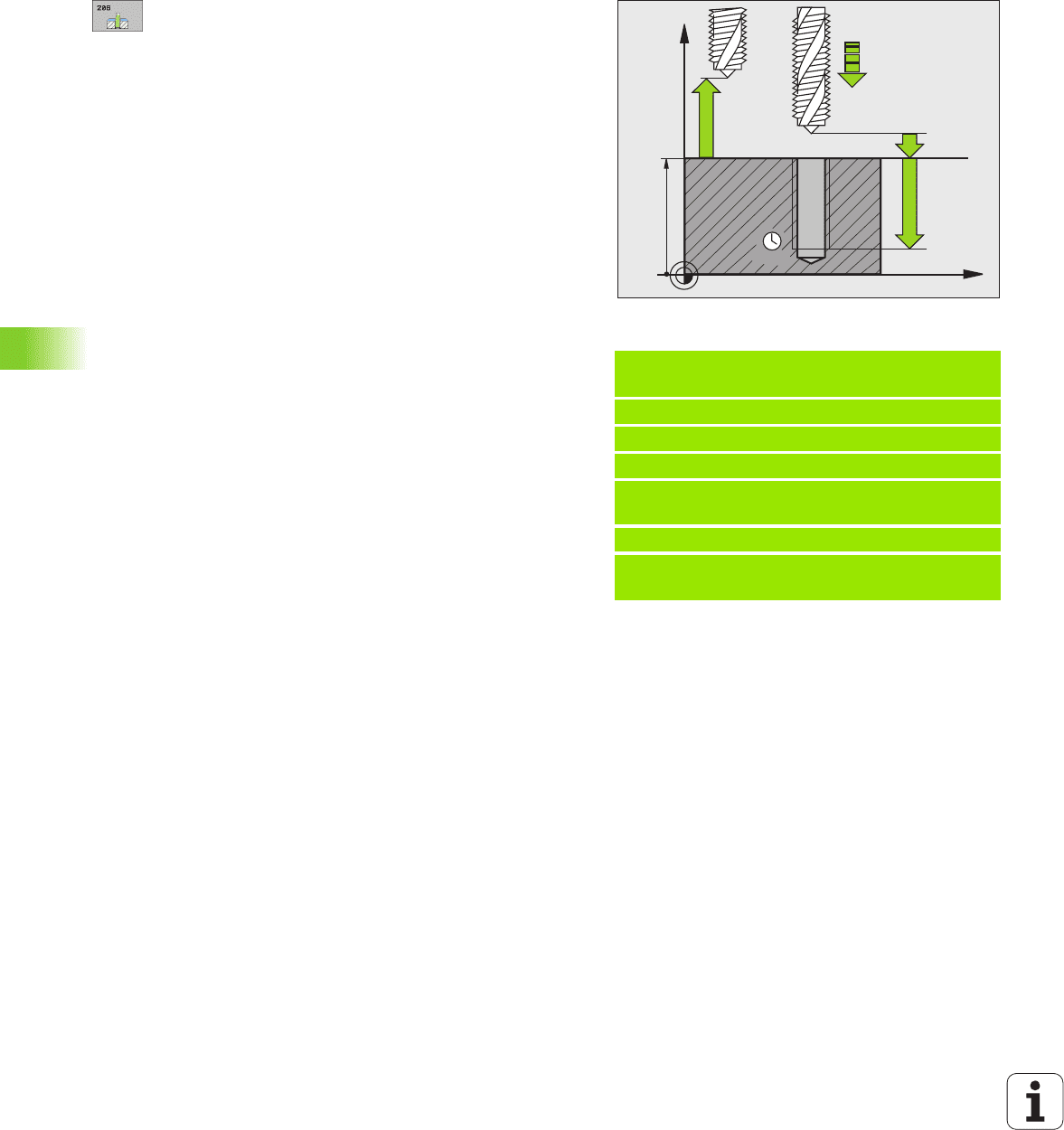
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ НОВОЕ с
компенсатором (цикл 206)
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подаче FMAX на заданное безопасное расстояние
над поверхностью заготовки
2 УЧПУ перемещаестя одним рабочим ходом на глубину
сверления
3 После этого направление вращения шпинделя обращается и
инструмент отводится после выдержки времени обратно на
безопасное расстояние. Если ввели 2-ое безопасное
расстояние, то УЧПУ перемещает инструмент с FMAX
туда
4 На безопасном расстоянии направление вращения шпинделя
снова обращается
Обратите внимание перед программированием
Программировать кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией на радиус R0.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Инструмент должен быть закреплён в плавающим
патроне. Плавающий патрон компенсирует допуски
подачи и частоты вращения во время обработки.
Когда цикл отрабатывается, поворотная ручка для
корректировки частоты вращения не действует. Ручка
для корректировки (Override) подачи активна только в
ограниченной степени (установленно производителем
станков, обратите внимание на инструкцию
обслуживания).
Для правой резьбы активировать шпиндель с M3, для
левой резьбы с M4.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
382 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента (позиция
старта)– поверхность заготовки; ориентировочное
значение: 4x шаг резьбы
Глубина сверления Q201 (длина резьбы,
инкрементно): расстояние поверхность заготовки
– конец резьбы
Подача F Q206: скорость перемещения
инструмента при нарезании внутренней резьбы
Выдержка времени внизу Q211: ввести значение
между 0 и 0,5 секунды, чтобы избежать
заклинивания инструмента при возврате
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Устанавливание подачи: F = S x p
Выход из материала при прервании программы
Если во время нарезания внутренней резьбы нажмите внешнюю
клавишу Стоп (Stop), УЧПУ указывает Softkey, с помощью которой
можете вывести инструмент из материала.
Пример: ЧУ-кадры
25 CYCL DEF 206 НАРЕЗАНИЕ ВНУТРЕННОЙ
РЕЗЬБЫ НОВОЕ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-20 ;ГЛУБИНА
Q206=150 ;ПОДАЧА ВРЕЗАНИЯ
Q211=0.25 ;ВЫДЕРЖКА ВРЕМЕНИ
ВНИЗУ
Q203=+25 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Z
X
Q203
Q200
Q201
Q211
Q206
Q204
F: подача мм/мин)
S: частота вращения шпинделя (об/мин)
p: шаг резьбы (мм)
HEIDENHAIN iTNC 530 383
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
НАРЕЗАНИЕ РЕЗЬБЫ без компенсатора GS
НОВОЕ (цикл 207)
УЧПУ режет резьбу либо одним либо несколькими рабочими
ходами без плавающего патрона.
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подаче FMAX на заданное безопасное расстояние
над поверхностью заготовки
2 УЧПУ перемещаестя одним рабочим ходом на глубину
сверления
3 После этого направление вращения шпинделя обращается и
инструмент отводится после выдержки времени обратно на
безопасное расстояние. Если ввели 2-ое безопасное
расстояние, то УЧПУ перемещает инструмент с FMAX туда
4 На безопасном расстоянии УЧПУ остановливает шпиндель
Станок и УЧПУ должны быть подготовлены
производителем станков.
Цикл используется только на станках с управляемым
шпинделем.
Обратите внимание перед программированием
Программировать кадры позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией радиуса R0.
Знак числа параметра Глубина сверления определяет
направление работы.
УЧПУ рассчитывает подачу в зависимости от частоты
вращения. Если изменяется частота вращения при
использовании ручки корректировки оборотов, то
УЧПУ согласовывает автоматически подачу.
Ручка для корректировки подачи
не является активной.
В конце цикла шпиндель стоит. Перед следующей
обработкой включить снова шпиндель с M3 (или M4).
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!

384 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента (позиция
старта) – поверхность заготовки
Глубина сверления Q201 (инкрементно):
расстояние поверхность заготовки – конец резьбы
Шаг резьбы Q239
Шаг резьбы. Знак числа определяет правую или
левую резьбу:
+= правая резьба
– = левая резьба
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Выход из материала при прервании программы
Если во время операции резьбонарезания нажмите клавишу Стоп
(Stop), УЧПУ высвечивает Softkey РУЧНОЙ ВЫХОД ИЗ
МАТЕРИАЛА . Если нажимается РУЧНОЙ ВЫХОД ИЗ
МАТЕРИАЛА, можно вывести инструмент из материала
используя управление. Нажать для этого положительную
клавишу направления активной оси шпинделя.
Пример: ЧУ-кадры
26 CYCL DEF 207 НАР.ВНУТР.РЕЗЬБЫ GS
НОВОЕ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-20 ;ГЛУБИНА
Q239=+1 ;ШАГ РЕЗЬБЫ
Q203=+25 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Z
X
Q203
Q204
Q200
Q201
Q239
HEIDENHAIN iTNC 530 385
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
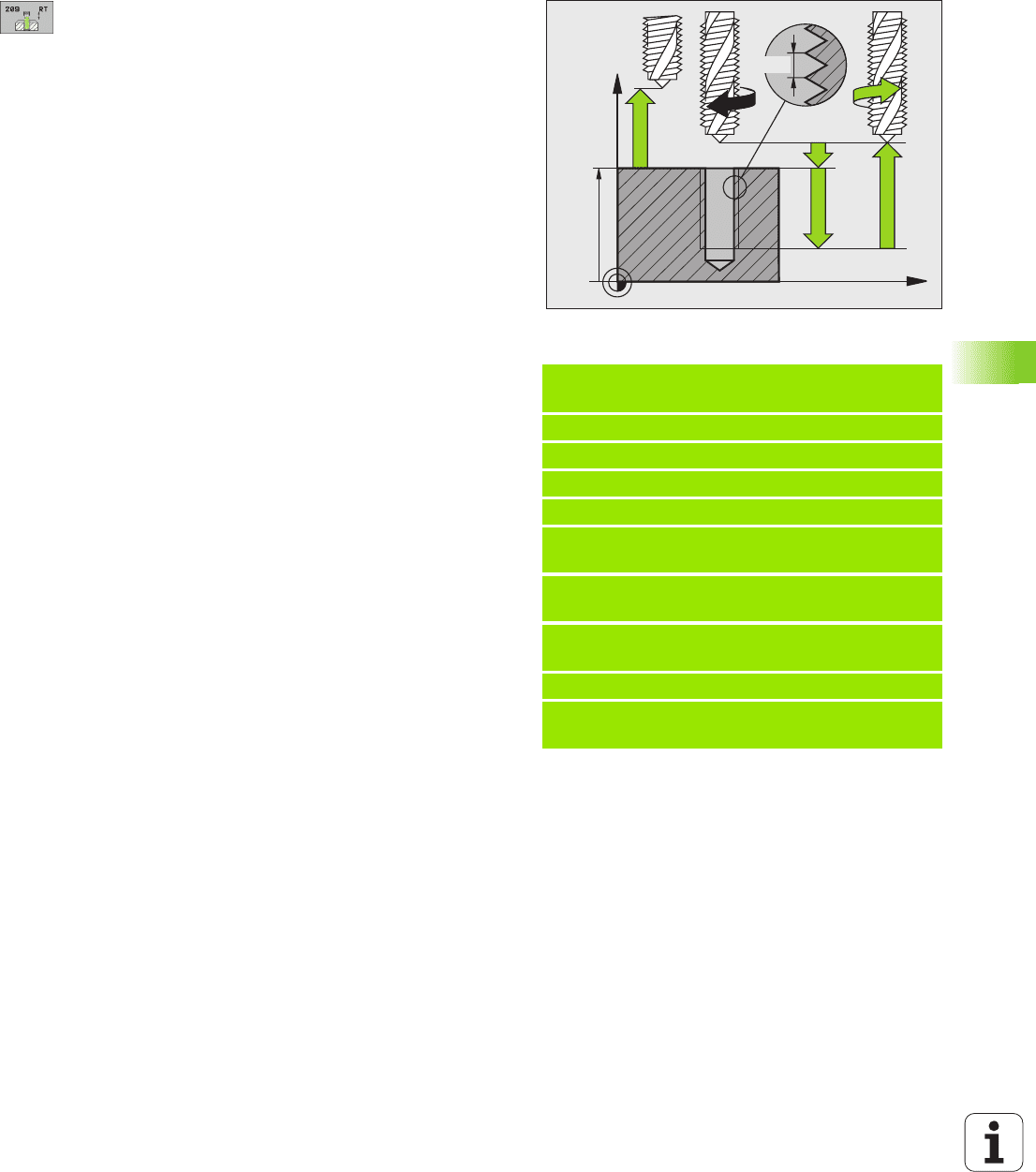
НАРЕЗАНИЕ ВНУТРЕННОЙ РЕЗЬБЫ
ЛОМАНИЕ СТРУЖКИ (цикл 209)
УЧПУ режет резьбу с несколькими врезаниями на заданную
глубину. С помощью параметра можно определить, должен ли
инструмент полностью выводиться из отверстия при ломании
стружки или нет.
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подачи FMAX на заданное безопасное расстояние
над поверхностью заготовки и выполняет там угловую
ориентацию шпинделя
2 Инструмент перемещается
на заданную глубину врезания,
обращает направление вращения шпинделя и передвигается
–в зависимости от дефиниции– на определённое значение
назад или для удаления стружки из отверстия. Если оператор
дефинировал коэффицент увеличения скорости вращения, то
ЧПУ выходит с соответсвенной скоростью вращения
шпинделя из отверстия
3 После этого направление вращения шпинделя обращается и
подводится на
следующую глубину врезания
4 УЧПУ повторяет эту операцию (2 до 3), пока будет достигнута
глубина резьбы
5 Затем инструмент отводится на безопасное расстояние. Если
ввели 2-ое безопасное расстояние, то УЧПУ перемещает
инструмент с FMAX туда
6 На безопасном расстоянии УЧПУ остановливает шпиндель
Станок и УЧПУ должны быть подготовлены
производителем станков.
Цикл используется только на станках с управляемым
шпинделем.
386 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Обратите внимание перед программированием
Программировать кадры позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией радиуса R0.
Знак числа параметра цикла Глубина резьбы
определяет направление обработки.
УЧПУ рассчитывает подачу в зависимости от частоты
вращения. Если изменяется частота вращения при
использовании ручки корректировки оборотов, то
УЧПУ согласовывает автоматически подачу.
Ручка для корректировки
подачи не является активной.
В конце цикла шпиндель стоит. Перед следующей
обработкой включить снова шпиндель с M3 (или M4).
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
HEIDENHAIN iTNC 530 387
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента (позиция
старта) – поверхность заготовки
Глубина сверления Q201 (инкрементно):
расстояние поверхность заготовки – конец резьбы
Шаг резьбы Q239
Шаг резьбы. Знак числа определяет правую или
левую резьбу:
+= правая резьба
– = левая резьба
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Глубина сверления до ломания стружки Q257
(инкрементно): врезание, после которого УЧПУ
осуществляет ломание стружки.
Возврат при ломании стружки Q256: УЧПУ
умножает шаг Q239 через введённое значение и
перемещает инструмент при ломании стружки на
это расчитанное значение назад. Если вводится
Q256 = 0, то УЧПУ выходит полностью из
отверстия для удаления стружки (на безопасное
расстояние)
Угол для ориентации шпинделя Q336
(абсолютный): угол, на который УЧПУ
позиционирует инструмент перед операцией
резьбонарезания. Таким образом можно
выполнить дополнительное резьбонарезание при
необходимости
Фактор изменения скорости вращения при
возврате Q403: коэффицент, на который УЧПУ
увеличивает обороты шпинделя и заодно подачу
возврата при выходе из отверстия. Диапазон
ввода 0,0001 до 10
Выход из материала при прервании программы
Если во время операции резьбонарезания нажмите клавишу Стоп
(Stop), УЧПУ высвечивает Softkey РУЧНОЙ ВЫХОД ИЗ
МАТЕРИАЛА . Если нажимается РУЧНОЙ ВЫХОД ИЗ
МАТЕРИАЛА, можно
вывести инструмент из материала
используя управление. Нажать для этого положительную
клавишу направления активной оси шпинделя.
Пример: ЧУ-кадры
26 CYCL DEF 209 НАР.ВНУТР.РЕЗЬБЫ
ЛОМ.СТРУЖКИ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-20 ;ГЛУБИНА
Q239=+1 ;ШАГ РЕЗЬБЫ
Q203=+25 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q257=5 ;ГЛУБИНА СВЕРЛ. ЛОМАНИЕ
СТРУЖКИ
Q256=+25 ;ВОЗВРАТ ПРИ ЛОМАНИИ
СТРУЖКИ
Q336=50 ;УГОЛ ШПИНДЕЛЯ
Q403=1.5 ;КОЭФФ.СКОРОСТИ
ВРАЩЕНИЯ
Z
X
Q203
Q204
Q200
Q201
Q239
388 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Основы фрезерования резьбы
Условия
Станок должен быть оснащён внутренним охлаждениеи
шпинделя (СОЖ мин. 30 бар, сжатый воздух мин.6 бар)
Так как при фрезеровании резьбы возникают как правило
искажения профиля резьбы, требуются тогда специфические,
связанные с инструментом исправления, которые можно найти
в каталоге инструментов или запросить у производителя
станков. Исправление осуществляется при TOOL CALL с
помощью дельта-
радиус DR
Циклы 262, 263, 264 и 267 применяются только с инструментами
правово вращения. Для цикла 265 можете использовать
инструменты правово и левово вращения
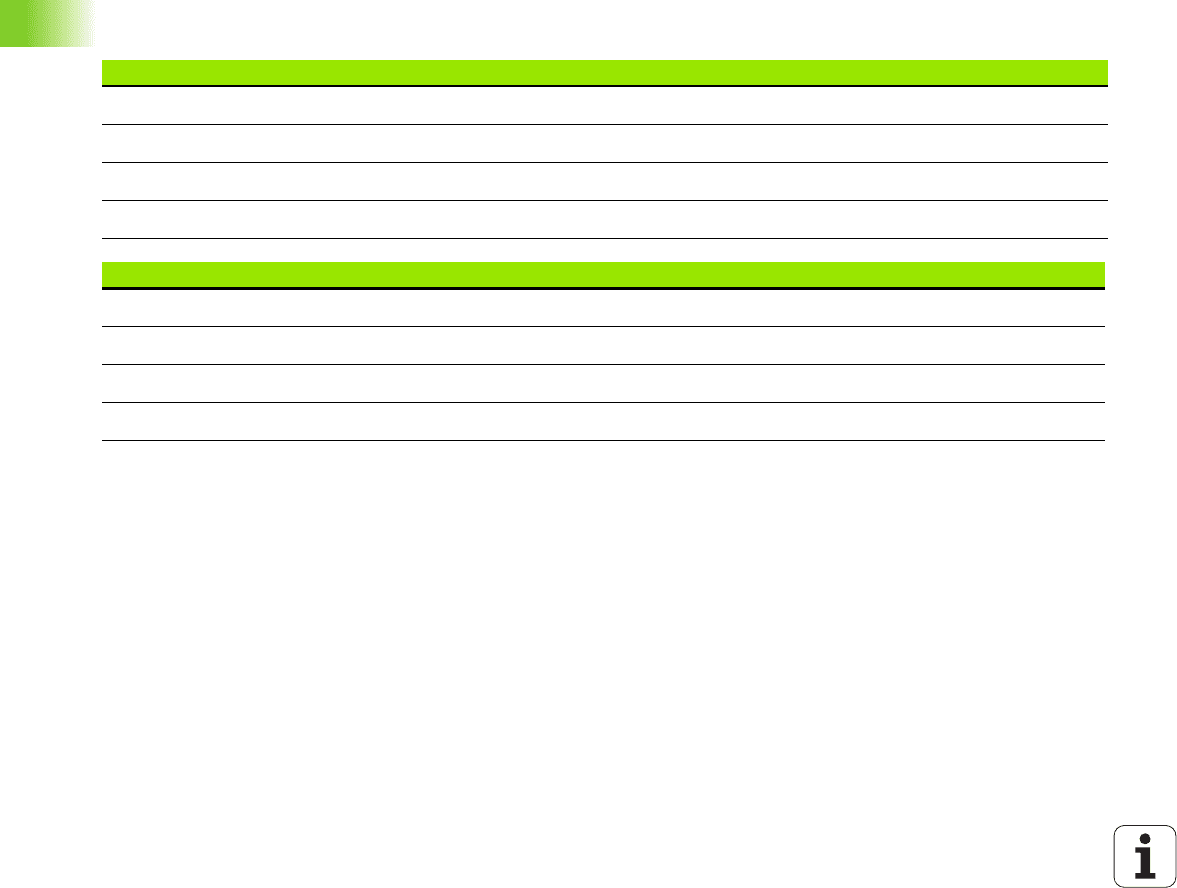
Направление обработки возникает из следующих параметров
ввода: знак числа шага резьбы Q239 (+ = правая резьба /– =
левая резьба) и вида фрезерования Q351 (+1 = попутное /–1 =
встречное). В последующей таблицы видна связь между
параметрами ввода для инструментов правово вращения.
Внутренная резьба Шаг резьбы Вид фрезерования Направление обработки
правая ++1(RL)Z+
левая – –1(RR) Z+
правая + –1(RR) Z–
левая –+1(RL)Z–
Наружная резьба Шаг резьбы Вид фрезерования Направление обработки
правая ++1(RL)Z–
левая – –1(RR) Z–
правая + –1(RR) Z+
левая –+1(RL)Z+
HEIDENHAIN iTNC 530 389
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Опасность столкновения!
Программировать для врезаний всегда те же самые
знаки числа, так как циклы содержат несколько
операций, независимых друг от друга. Приоритет по
которому решается направление обработки,
описывается в соответственном цикле. Хотите нпр.
повторить цикл только с операцией зенкования, то
следует ввести тогда 0 для глубины резьбы,
направление обработки определяется через глубину
зенкования.
Поведение при сломании инструмента!
Если во время резьбонарезания произойдёт поломка
инструмента, то следует остановить выполнение
программы, выбрть режим работы Позиционирование
с ручным вводом и переместить инструмент линейным
движением в центр отверстия. Затем можно
переместить свободно инструмент на оси врезания и
заменить его.
УЧПУ относит программированную подачу при
фрезеровании резьбы к лезвию инструмента. А так как
УЧПУ индицирует подачу в отнесении к траектории
центра, то указанное значение не совпадает с
программированным значением.
Направление резьбы изменяется, если отрабатываете
цикл фрезерования резьбы вместе с циклом 8
ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ только на одной оси.

390 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ (цикл 262)
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подаче FMAX на заданное безопасное расстояние
над поверхностью заготовки
2 Инструмент перемещается с программированной подачей
предпозиционирования на плоскость старта, возникающую из
знака числа шага резьбы, вида фрезерования и количества
проходов для дополнительной обработки
3 Затем инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы. При этом
выполняется перед подводом по винтовой линии еще
компенсационное движение на оси инструмента, чтобы начать
траекторию резьбы на программированной плоскости
4 В зависимости от параметра Дополнительная обработка
инструмент фрезерует резьбу одним, несколькими
смещенными движениями по винтовой линии или одним
непрерывным движением по винтовой линии
5 Потом инструмент перемещается назад по касательной от
контура к
точке старта на плоскости обработки
6 В конце цикла TNC перемещает инструмент на ускоренной
подачи на безопасное расстояние или - если введено - на 2-
ое безопасное расстояние
X
Y
Q207
Q335
Обратите внимание перед программированием
Программировать кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией на радиус R0.
Знак числа параметра цикла Глубина резьбы
определяет направление обработки. Если
программируется Глубина резьбы = 0, то УЧПУ не
отрабатывает цикла.
Перемещение подвода к номинальному диаметру
резьбы осуществляется по полукругу, начиная с
центра . Если диаметр инструмента
на 4 раза шага
резьбы меньше чем номинальный диаметр резьбы, то
выполняется боковоепредпозиционирование.
Учесть, что УЧПУ выполняет выравнивающее
движение на оси инструментов перед движением
подвода. Величина выравнивающего движения
состовляет максимально половину шага резьбы.
Обратитите внимание на достаточно места в
отверстии!
Если изменяется глубина резьбы, ЧПУ изменяет
автоматически точку пуска движения по винтовой
линии.