Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.


HEIDENHAIN iTNC 530 391
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
392 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
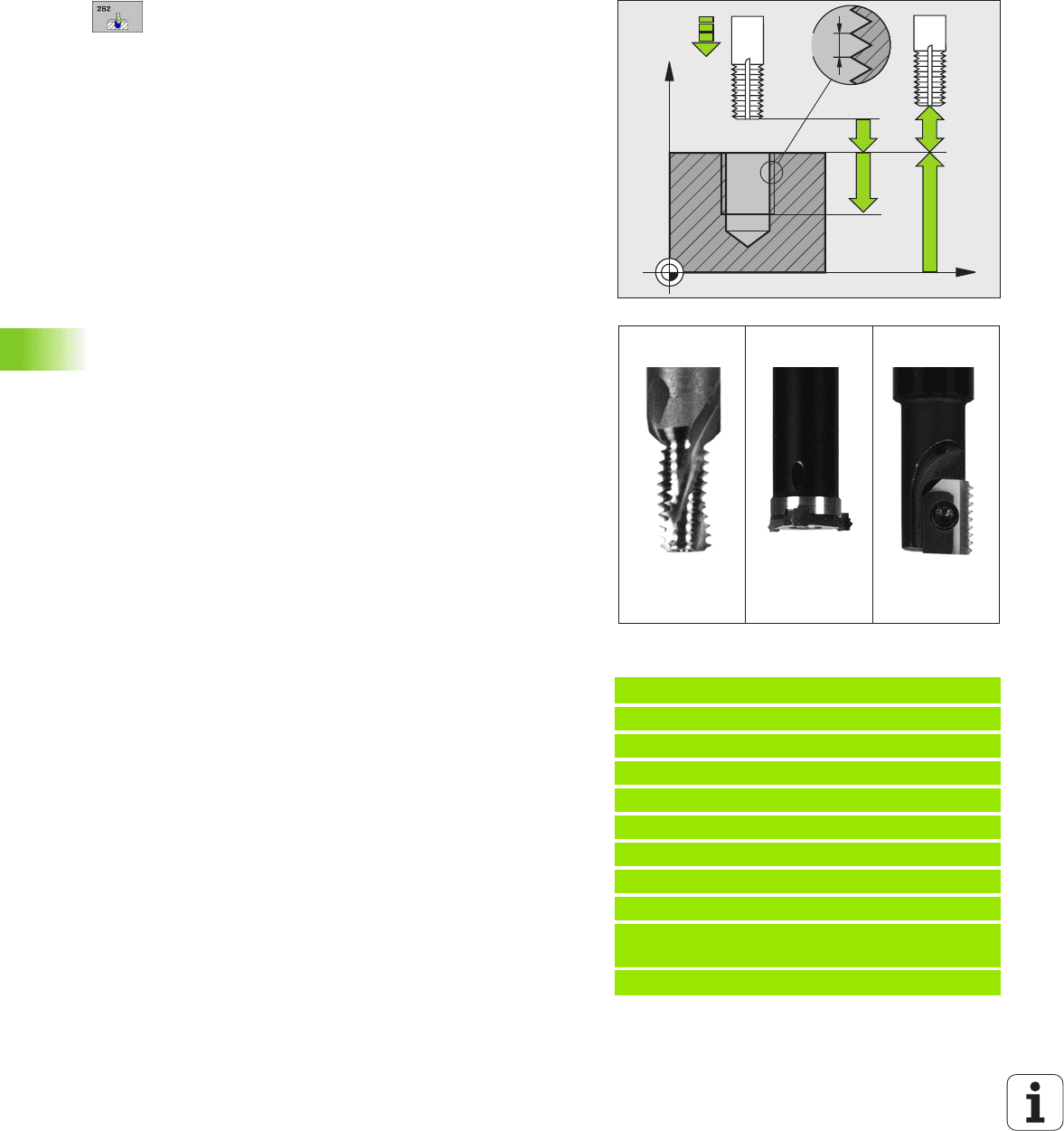
Заданный диаметр Q335: номинальный диаметр
резьбы
Шаг резьбы Q239: шаг резьбы. Знак числа
определяет правую или левую резьбу:
+= правая резьба
– = левая резьба
Глубина резьбы Q201 (инкрементно): расстояние
между поверхностью заготовки и дном резьбы
Смещение Q355: Количество витков резьбы, на
которые смещается инструмент:
0 = 360° винтовая линия на глубину резьбы
1 = непрерывная винтовая линия по всей длине
резьбы
>1 = несколько Helix-траекторий с подводом и
отводом, между ними УЧПУ смещает инструмент
на Q355 умножить на шаг
Подача предпозиционированя Q253: скорость
перемещения инструмента при врезании в
заготовку или при выводе из заготовки в мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3
+1 = попутное фрезерование
–1 = встречное фрезерование
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента – поверхность
заготовки
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Пример: ЧУ-кадры
25 CYCL DEF 262 ФРЕЗЕРОВАНИЕ РЕЗЬБЫ
Q335=10 ;ЗАДАННЫЙ ДИАМЕТР
Q239=+1.5;ШАГ
Q201=-20 ;ГЛУБИНА РЕЗЬБЫ
Q355=0 ;ДОПОЛ.ОБРАБОТКА
Q253=750 ;ПОДАЧА ПРЕДПОЗИЦ.
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+30 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
Q355 = 1
Q355 > 1Q355 = 0

HEIDENHAIN iTNC 530 393
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
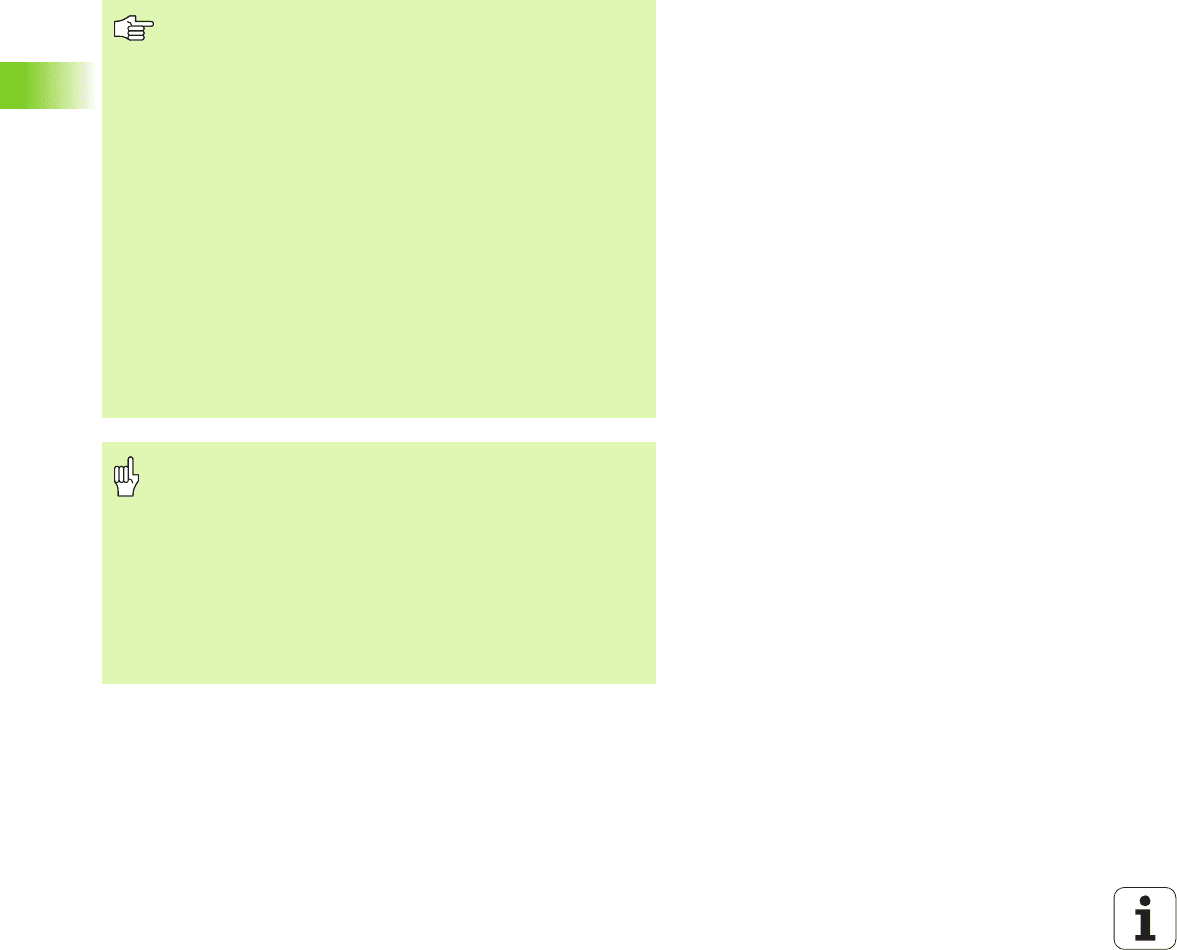
ФРЕЗЕРОВАНИЕ ЗЕНКРЕЗЬБЫ (цикл 263)
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подаче FMAX на заданное безопасное расстояние
над поверхностью заготовки
Зенковка
2 Инструмент перемещается с подачей предпозиционирования
на глубину зенкования минус безопасное расстояние и затем
с подачей зенкования на глубину зенкования
3 Если ввели безопасное расстояние, то УЧПУ позиционирует
инструмент сразу с подачей предпозиционирования на
глубину зенкования
4 Затем УЧПУ выводит в зависимости от соотношений места
инструмент из центра или позиционируя со стороны наезжает
"мягко" внутренний диаметр резьбы и выполняет круговое
движение
Зенкование с торцовой стороны
5 Инструмент перемещается с подачей предпозиционирования
на глубину зенкования с торцовой стороны
6 УЧПУ позиционирует инструмент без коррекции из центра
через полуокруг на значение
смещения с торцовой стороны и
выполняет круговое движение с подачей зенкования
7 Затем УЧПУ перемещает инструмент обратно по полуокругу в
центр отверстия
394 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Резьбофрезерование
8 УЧПУ перемещает инструмент с программированной подачей
предпозиционирования на плоскость старта для резьбы,
возникающей из знака числа шага резьбы и вида
фрезерования
9 Потом инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы и фрезерует
резьбу 360°- движением по винтовой линии
10 Потом инструмент перемещается назад по касательной от
контура к точке старта на плоскости
обработки
11 В конце цикла TNC перемещает инструмент на ускоренной
подачи на безопасное расстояние или - если введено - на 2-
ое безопасное расстояние
Обратите внимание перед программированием
Программировать кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией на радиус R0.
Знаки параметров Глубина резьбы, Глубина зенковки и
Глубина торцовая сторона определяют направление
обработки. Направление обработки решается
согласно следующей последовательности:
1. Глубина резьбы
2. Глубина зенковки
3. Глубина торцовая сторона
Если один из параметров глубины вводится с 0,
то
УЧПУ не выполняет этого шага обработки.
Если следует зенковать с торцовой стороны, то надо
определить параметр Глубина зенковки с 0.
Программировать глубину резьбы как минимум на
треть шага резьбы меньше глубины зенкования.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
HEIDENHAIN iTNC 530 395
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
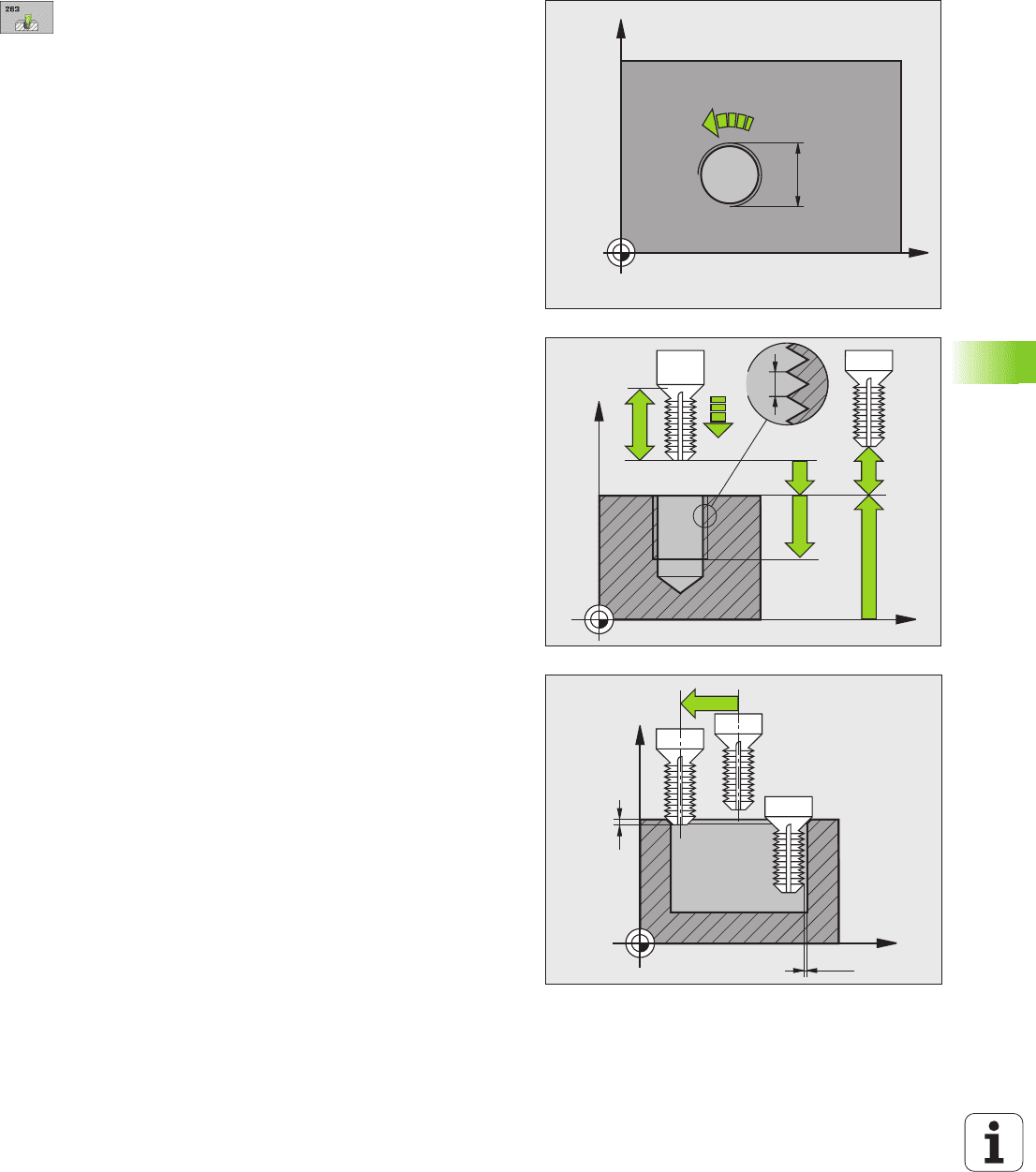
Заданный диаметр Q335: номинальный диаметр
резьбы
Шаг резьбы Q239: шаг резьбы. Знак числа
определяет правую или левую резьбу:
+= правая резьба
– = левая резьба
Глубина резьбы Q201 (инкрементно): расстояние
между поверхностью заготовки и дном резьбы
Глубина зенкования Q356: (инкрементно):
расстояние между поверхностью заготовки и
вершиной инструмента
Подача предпозиционированя Q253: скорость
перемещения инструмента при врезании в
заготовку или при выводе из заготовки в мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3
+1 = попутное фрезерование
–1 = встречное фрезерование
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента – поверхность
заготовки
Безопасное расстояние Q357 (инкрементно):
расстояние лезвие инструмента – стенка
отверстия
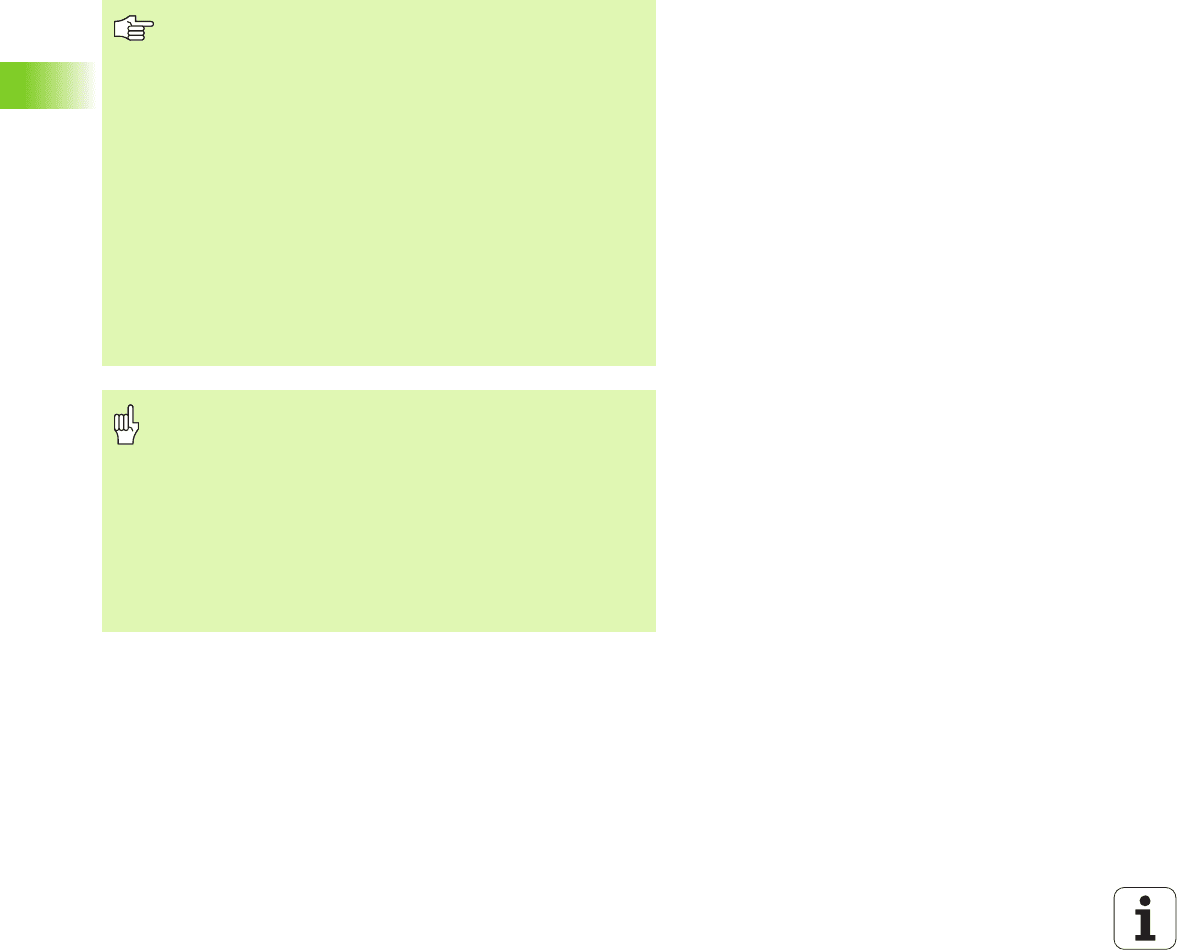
Глубина с торцовой стороны Q358
(инкрементно): расстояние между поверхностью
заготовки и вершиной инструмента при операции
зенкования с торцовой стороны
Смещение зенкования с торцовой стороны
Q359 (инкрементно): расстояние, на которое
УЧПУ смещает центр инструмента из центра
отверстия
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q356
X
Z
Q359
Q357
Q358

396 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Подача зенкования Q254: скорость перемещения
инструмента при зенковании в мм/мин
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Пример: ЧУ-кадры
25 CYCL DEF 263 ФРЕЗЕР.ПОТАЙНОЙ
РЕЗЬБЫ
Q335=10 ;ЗАДАННЫЙ ДИАМЕТР
Q239=+1.5;ШАГ
Q201=-16 ;ГЛУБИНА РЕЗЬБЫ
Q356=-20 ;ГЛУБИНА ЗЕНКОВАНИЯ
Q253=750 ;ПОДАЧА ПРЕДПОЗИЦ.
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q357=0.2 ;БЕЗ.РАССТ.СО СТОРОНЫ
Q358=+0 ;ГЛУБИНА ТОРЕЦ
Q359=+0 ;СМЕЩЕНИЕ ТОРЕЦ
Q203=+30 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q254=150 ;ПОДАЧА ЗЕНКОВАНИЯ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ

HEIDENHAIN iTNC 530 397
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
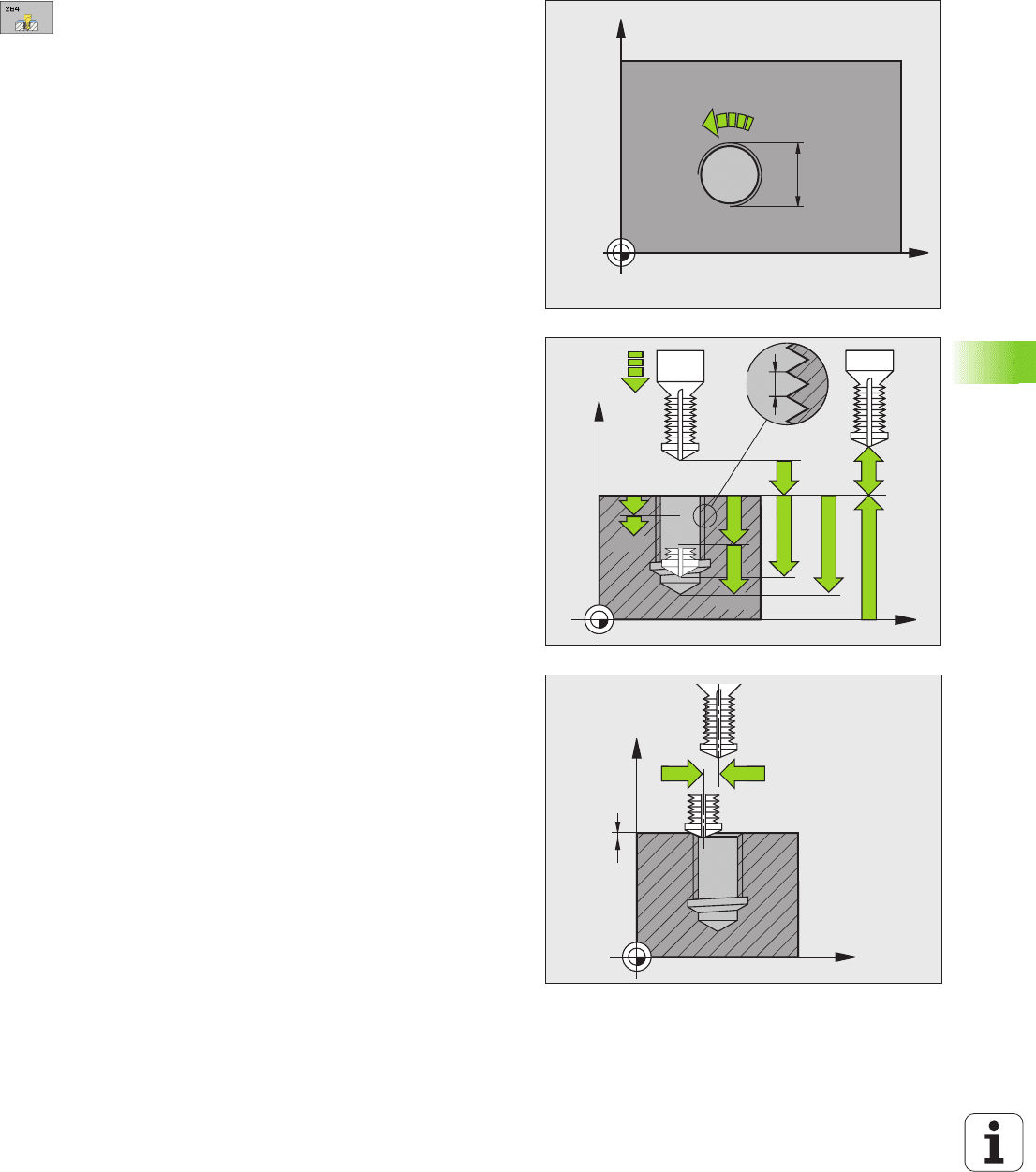
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ ПО ВИНТОВОЙ
ЛИНИИ (цикл 264)
1 УЧПУ позиционирует инструмент на оси шпинделя на
ускоренной подаче FMAX на заданное безопасное расстояние
над поверхностью заготовки
Сверление
2 Инструмент сверлит с введённой подачей врезания на глубину
до первой глубины врезания
3 Если введено ломание стружки, то УЧПУ перемещает
инструмент обратно на заданное значение возврата. Если
работаете без ломания стружки, то УЧПУ перемещает
инструмент
на ускоренной подачи на безопасное расстояние и
перемещает снова с FMAX на расстояние опережения над
первую глубину врезания
4 Затем инструмент сверлит с подачей на следующую глубину
врезания
5 УЧПУ повторяет эту операцию (2-4), пока будет достигнута
глубина сверления
Зенкование с торцовой стороны
6 Инструмент перемещается с подачей предпозиционирования
на глубину зенкования с торцовой стороны
7 УЧПУ
позиционирует инструмент без коррекции из центра
через полуокруг на значение смещения с торцовой стороны и
выполняет круговое движение с подачей зенкования
8 Затем УЧПУ перемещает инструмент обратно по полуокругу в
центр отверстия
398 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Резьбофрезерование
9 УЧПУ перемещает инструмент с программированной подачей
предпозиционирования на плоскость старта для резьбы,
возникающей из знака числа шага резьбы и вида
фрезерования
10 Потом инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы и фрезерует
резьбу 360°- движением по винтовой линии
11 Потом инструмент перемещается назад по касательной от
контура к точке старта на плоскости
обработки
12 В конце цикла TNC перемещает инструмент на ускоренной
подачи на безопасное расстояние или - если введено - на 2-
ое безопасное расстояние
Обратите внимание перед программированием
Программировать кадр позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией на радиус R0.
Знаки параметров Глубина резьбы, Глубина зенковки и
Глубина торцовая сторона определяют направление
обработки. Направление обработки решается
согласно следующей последовательности:
1. Глубина резьбы
2. Глубина сверления
3. Глубина торцовая сторона
Если один из параметров глубины вводится с 0,
то
УЧПУ не выполняет этого шага обработки.
Программировать глубину резьбы как минимум на
треть шага резьбы меньше глубины сверления.
С помощью параметра станка 7441 бит 2
настраивается, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столковения!
Учесть, что УЧПУ при положительно введенной
глубине реверсирует расчет предпозиции.
Инструмент перемещается на оси инструмента на
ускоренной подачи на безопасное расстояние ниже
поверхности обрабатываемой детали!
HEIDENHAIN iTNC 530 399
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Заданный диаметр Q335: номинальный диаметр
резьбы
Шаг резьбы Q239: шаг резьбы. Знак числа
определяет правую или левую резьбу:
+= правая резьба
– = левая резьба
Глубина резьбы Q201 (инкрементно): расстояние
между поверхностью заготовки и дном резьбы
Глубина сверления Q356: (инкрементно):
расстояние между поверхностью заготовки и дном
отверстя
Подача предпозиционированя Q253: скорость
перемещения инструмента при врезании в
заготовку или при выводе из заготовки в мм/мин
Вид фрезерования Q351: вид обработки
фрезерованием при M3
+1 = попутное фрезерование
–1 = встречное фрезерование
Глубина врезания Q202 (инкрементно): размер,
на который каждый раз врезается инструмент.
Глубина не объязательно является
многократностью глубины врезания. УЧПУ
перемещаестя одним рабочим ходом на глубину
если:
глубина врезания и глубина равны друг другу
глубина врезания больше глубины
Расстояние опережения вверху Q258
(инкрементно): безопасное расстояние для
позиционирования на ускоренном ходе, если
УЧПУ перемещает инструмент после вывода из
отверстия обратно на актуальную глубину
врезания
Глубина сверления до ломания стружки Q257
(инкрементно): подвод, после которого УЧПУ
проводит ломание стружки. Ломание стружки не
производится, если ввели 0.
Возврат при ломании стружки Q256
(инкрементно): значение, на которое УЧПУ
отводит инструмент при ломании стружки
Глубина с торцовой стороны Q358
(инкрементно): расстояние между поверхностью
заготовки и вершиной инструмента при операции
зенкования с торцовой стороны
Смещение зенкования с торцовой стороны
Q359 (инкрементно): расстояние, на которое
УЧПУ смещает центр инструмента из центра
отверстия
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q359Q359
Q358

400 8 Программирование: циклы
8.5 Циклы для сверления, нарезания внутренней резьбы и
фрезерования резьбы
Безопасное расстояние Q200 (инкрементно):
расстояние вершина инструмента – поверхность
заготовки
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
2-ое безопасное расстояние Q204 (в
прирощениях): координата оси шпинделя, на
которой не может произойти столкновение
инструмента и заготовки (зажимного
приспособления)
Подача врезания Q206: скорость перемешения
инструмента при сверлении в мм/мин
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин
Пример: ЧУ-кадры
25 CYCL DEF 264 ФРЕЗЕРОВ.РЕЗЬБЫ ПО
ВИНТОВОЙ ЛИНИИ
Q335=10 ;ЗАДАННЫЙ ДИАМЕТР
Q239=+1.5;ШАГ
Q201=-16 ;ГЛУБИНА РЕЗЬБЫ
Q356=-20 ;ГЛУБИНА СВЕРЛЕНИЯ
Q253=750 ;ПОДАЧА ПРЕДПОЗИЦ.
Q351=+1 ;ВИД ФРЕЗЕРОВАНИЯ
Q202=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q258=0.2 ;ДИСТАНЦИЯ
ОПЕРЕЖАЮЩЕГО
ОСТАНОВА
Q257=5 ;ГЛУБИНА СВЕРЛ. ЛОМАНИЕ
СТРУЖКИ
Q256=0.2 ;ВОЗВРАТ ПРИ ЛОМАНИИ
СТРУЖКИ
Q358=+0 ;ГЛУБИНА ТОРЕЦ
Q359=+0 ;СМЕЩЕНИЕ ТОРЕЦ
Q200=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q203=+30 ;КООРД. ПОВЕРХ.
Q204=50 ;2-ОЕ БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q206=150 ;ПОДАЧА ВРЕЗАНИЯ
Q207=500 ;ПОДАЧА ФРЕЗЕРОВАНИЯ