Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.


HEIDENHAIN iTNC 530 471
8.8 SL-циклы
Обратите внимание перед программированием
В первом кадре ЧУ подпрограммы контура
программировать всегда обои координаты оболочки
цилиндра.
Память для SL-цикла ограничена. Оператор может
прогарммировать в цикле SL максимум 8192
элементов контура.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Использовать фрезу с режущим по середине
торцовым
зубом (ДИН 844).
Цилиндр должен быть закреплённым соосно на
поворотном столе.
Ось шпинделя должна пробегать перпендикулярно к
оси поворотного стола. Если такое не имеет места, то
УЧПУ выдаёт сообщение об ошибках.
Этот цикл можно выполнить также при наклонённой
плоскости обработки.
УЧПУ проверяет, лежит в пределах индикации оси
вращения корригированная или некорригированная
траектория
инструмента (установлено в параметре
станка 810.x). В случае сообщения об ошибках
“Ошибка программирования контура” установить тогда
MP 810.x = 0.
472 8 Программирование: циклы
8.8 SL-циклы
Глубина фрезерования Q1 (инкрементно):
расстояние между оболочкой цилиндра и дном
контура
Припуск для чистовой обработки со стороны
Q3 (инкрементно): припуск для чистовой
обработки на стенке паза. Припуск для чистовой
обработки уменьшает ширину паза вдвое
записанного значения
Безопасное расстояние Q6 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью оболочки цилиндра
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается
Подача врезания Q11: подача при движениях
перемещения на оси шпинделя
Подача фрезерования Q12: подача при
движениях перемещения на плоскости обработки
Радиус цилиндра Q16: радиус цилиндра, на
котором должен обрабатываться контур
Вид простовления размеров? Градусы =0 ММ/
INCH (ДЮЙМЫ)=1 Q17: программировать
координаты оси вращения в подпрограмме в
градусах или мм (inch/дюймах)
Ширина паза Q20: ширина производимого паза
Допуск? Q21: Если используется инструмент,
меньше программированной ширины паза Q20 то
возникают обусловленные перемещением
искажения на стенках паза в случае окружностей и
наклоненных прямых. Если дефинируется допуск
Q21,тогда УЧПУ выполняет канавку путем
дополнительного прохода фрезерования так, как
будто канавка фрезеровалась бы с помощью
инструмента, величиной соотвествующего
ширине канавки. С Q21 определяется
допускаемое отклонение
от этой идеальной
канавки. Количество дополнительеных проходов
зависит от радиуса цилиндра, используемого
инструмента и глубины канавки. Чем меньше
определяется допуск, тем точнее изготовляется
канавка, тем дольше однако продолжается также
дополнительная обработка. Рекомендуется:
использовать допуск в 0.02 mm. Функция не
активная: 0 ввести (стандартная настройка)
Пример: NC-кадры
63 CYCL DEF 28 ОБРАЗУЮЩАЯ ЦИЛИНДРА
Q1=-8 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q3=+0 ;ПРИПУСК СО СТОРОНЫ
Q6=+0 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q10=+3 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q16=25 ;РАДИУС
Q17=0 ;ВИД ПРОСТ.РАЗМЕРОВ
Q20=12 ;ШИРИНА ПАЗА
Q21=0 ;ДОПУСК
HEIDENHAIN iTNC 530 473
8.8 SL-циклы
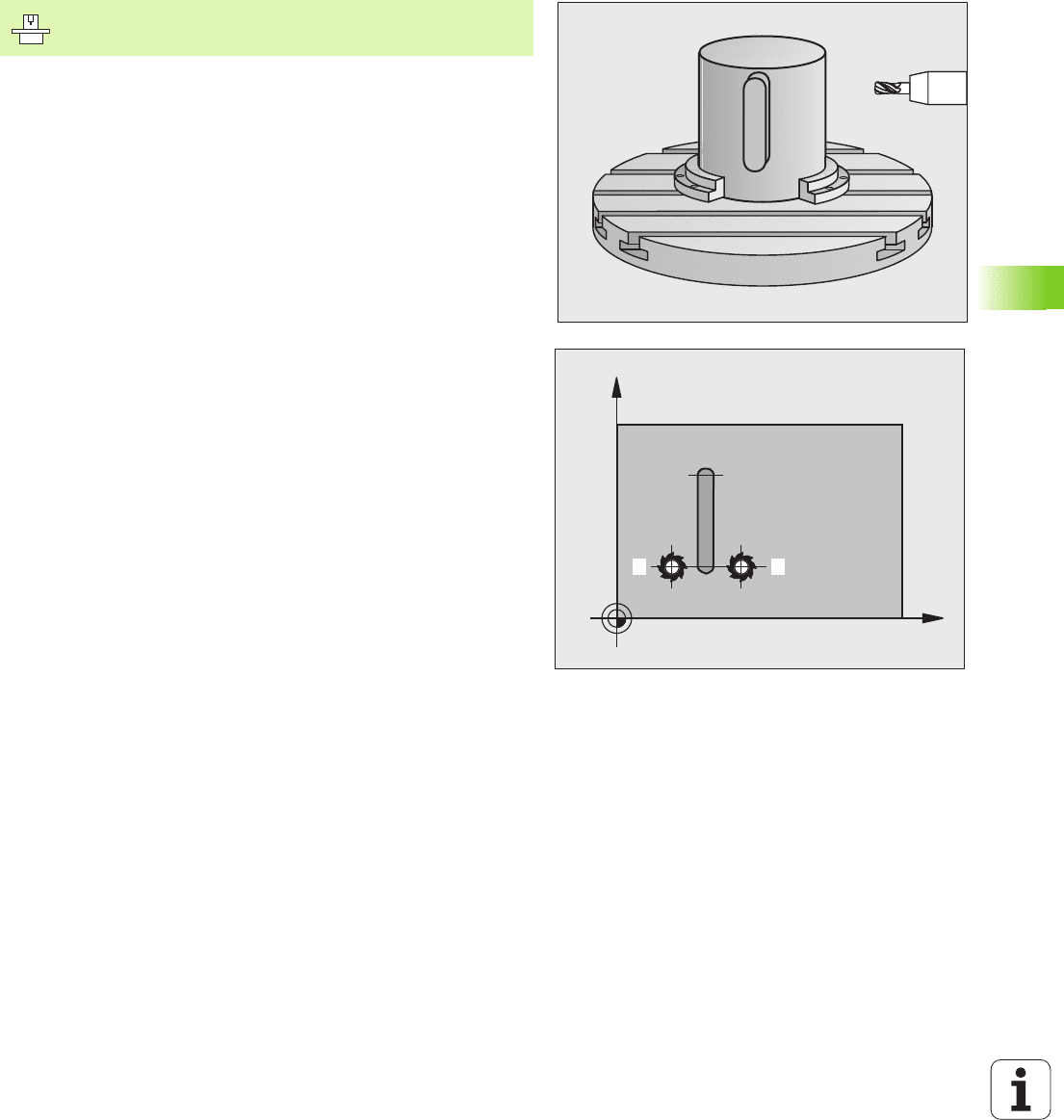
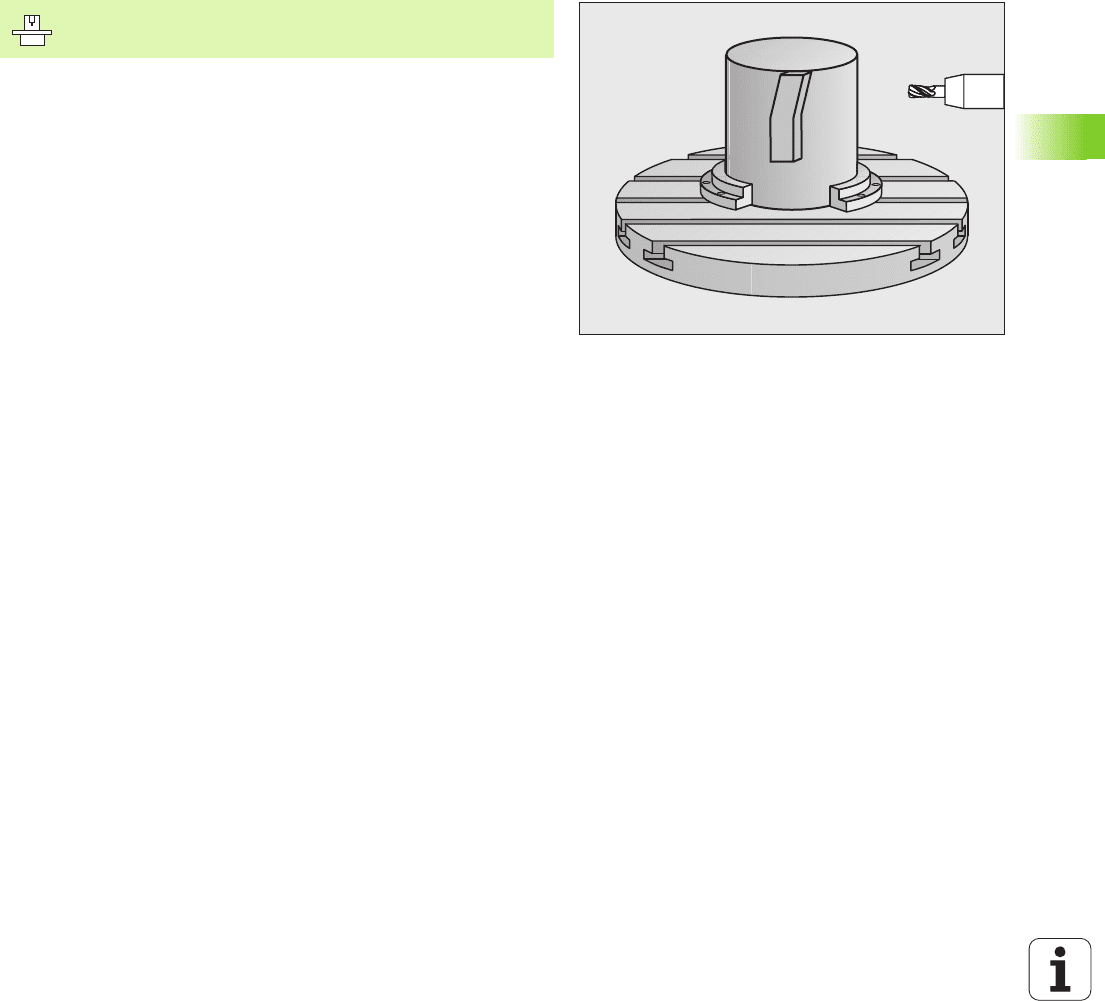
ОБРАЗУЮЩАЯ ЦИЛИНДРА фрезерование
прутка (цикл 29, ПО-опция 1)
С помощью этого цикла можно перенести определённый на
развёртке пруток на оболочку цилиндра. УЧПУ так установливает
инструмент в этом цикле, что стенки пробегают всегда
паралелльно друг к другу при активной коррекции на радиус.
Программировать траекторию центра прутка с указанием
коррекции на радиус инструмента. C помощью коррекции на
радиус определяется, изготовляет ли УЧПУ
пруток попутно или
поперечно.
В конечных точках прутка УЧПУ прибаляет принципиально всегда
полуокружность, которой радиус соответствует половине ширины
прутка.
1 УЧПУ позиционирует инструмент над точкой старта
обработки. Точку старта УЧПУ раcсчитывает из ширины
прутка и диаметра инструмента. Эта точка лежит со
смещением на половину ширины прутка и диаметрa
инструмента раядом
с первой, определенной в подпрограмме
контура точкой. Коррекция на радиус определяет, запускается
ли обработка с левой (1, RL=попутно) или с правой стороны
прутка (2, RR=встречно)
2 После позиционирования на первую глубину врезания УЧПУ,
инструмент перемещается по дуге окружности с подачей
фрезерования Q12 тангенциально к стенке прутка. При
необходимости учитывается припуск для чистовой
обработки
со стороны.
3 На первой глубине врезания инструмент фрезерует с подачей
Q12 вдоль стенки прутка, до полного изготовления стойки
4 Затем инструмент перемещается тангенциально от стенки
прутка обратно к точке старта обработки
5 Эти шаги 2 до 4 повторяются, до достижения
программированной глубины фрезерования Q1
6 Затем инструмент возвращается на оси инструментов на
безопасную высоту или
на программированную в последнем
перед циклом позицию (зависит от параметра станка 7420)
C
Z
1 2
Станок и УЧПУ должны быть подготовлены
производителем станков.
474 8 Программирование: циклы
8.8 SL-циклы
Глубина фрезерования Q1 (инкрементно):
расстояние между оболочкой цилиндра и дном
контура
Припуск для чистовой обработки со стороны
Q3 (инкрементно): припуск для чистовой
обработки на стенке прутка. Припуск на чистовую
обработку увеличивает ширину прутка вдвое
записанного значения
Безопасное расстояние Q6 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью оболочки цилиндра
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается
Подача врезания Q11: подача при движениях
перемещения на оси шпинделя
Подача фрезерования Q12: подача при
движениях перемещения на плоскости обработки
Радиус цилиндра Q16: радиус цилиндра, на
котором должен обрабатываться контур
Обратите внимание перед программированием
В первом кадре ЧУ подпрограммы контура
программировать всегда обои координаты оболочки
цилиндра.
Обратите внимание, чтобы инструмент всегда
распологал достаточным местом для движения
подвода и отвода со стороны.
Память для SL-цикла ограничена. Оператор может
прогарммировать в цикле SL максимум 8192
элементов контура.
Знак числа параметра цикла Глубина определяет
направление обработки.
Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Цилиндр должен быть закреплённым соосно на
поворотном столе.
Ось шпинделя должна пробегать перпендикулярно к
оси поворотного стола. Если такое не имеет места, то
УЧПУ выдаёт сообщение об ошибках.
Этот цикл можно выполнить также при наклонённой
плоскости обработки.
УЧПУ проверяет, лежит в пределах индикации
оси
вращения корригированная или некорригированная
траектория инструмента (установлено в параметре
станка 810.x). В случае сообщения об ошибках
“Ошибка программирования контура” установить тогда
MP 810.x = 0.
Пример: NC-кадры
63 CYCL DEF 29 ОБРАЗ.ЦИЛИНДРА ПРУТОК
Q1=-8 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q3=+0 ;ПРИПУСК СО СТОРОНЫ
Q6=+0 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q10=+3 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q16=25 ;РАДИУС
Q17=0 ;ВИД ПРОСТ.РАЗМЕРОВ
Q20=12 ;ШИРИНА ПРУТКА
HEIDENHAIN iTNC 530 475
8.8 SL-циклы
Вид простовления размеров? Градусы =0 ММ/
INCH (ДЮЙМЫ)=1 Q17: программировать
координаты оси вращения в подпрограмме в
градусах или мм (inch/дюймах)
Ширина прутка Q20: ширина производимого
прутка
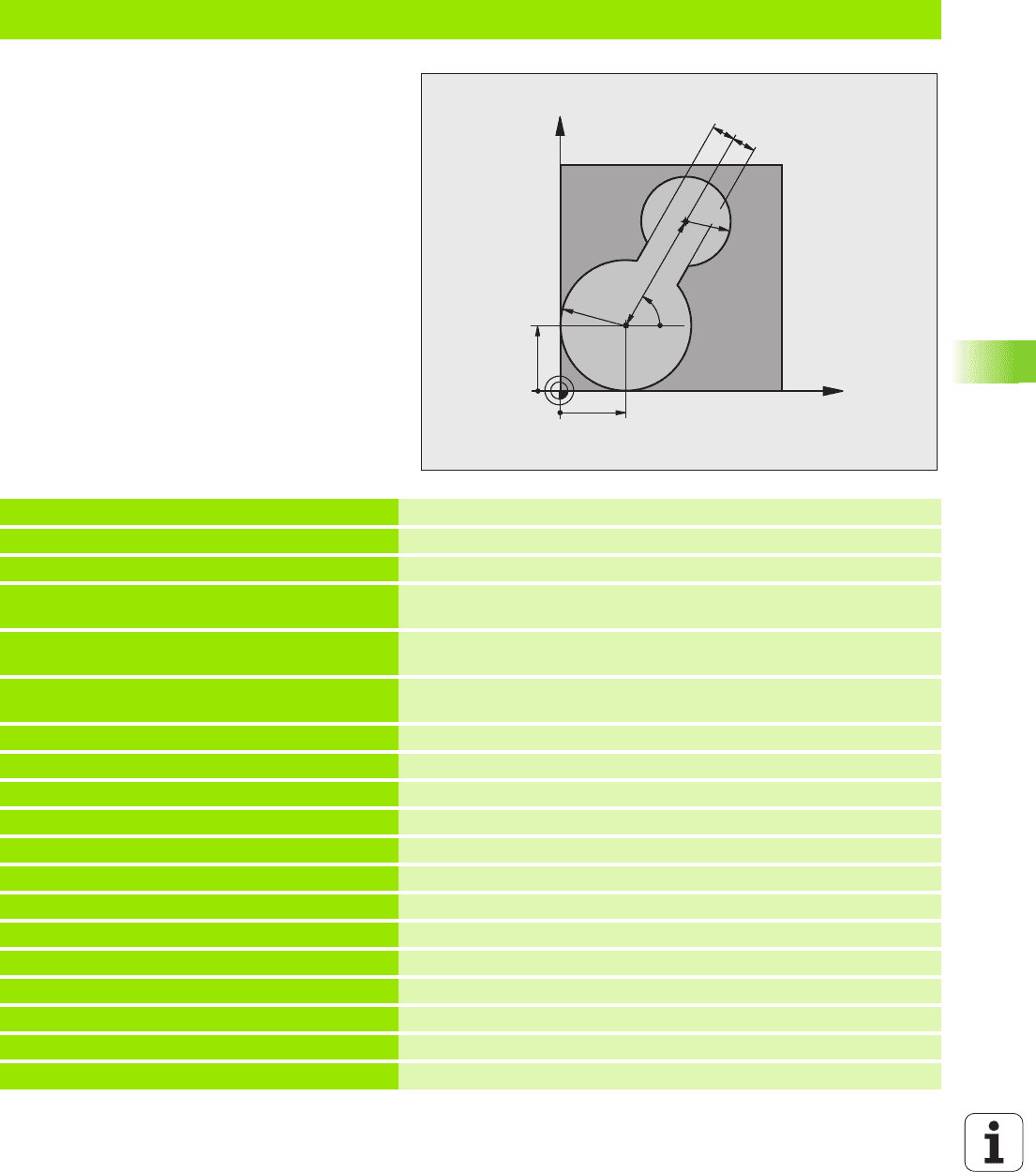
ОБОЛОЧКА ЦИЛИНДРА фрезерование
внешнего контура (цикл 39, опция ПО 1)
С помощью этого цикла можете определённый на развёртке
открытый контур перенести на оболочку цилиндра. УЧПУ так
установливает инструмент в этом цикле, что стенка
фрезерованного контура пробегает всегда паралелльно к оси
цилиндра при актиной коррекции радиуса.
В отличие от циклов 28 и 29 определяете в подпрограмме контура
действительно производимый контур.
1 УЧПУ позиционирует инструмент
над точкой старта
обработки. Точку старта УЧПУ установливает со смещением
на диаметр инструмента раядом с первой, определенной в
подпрограмме контура точкой
2 После позиционирования на первую глубину врезания УЧПУ,
инструмент перемещается по дуге окружности с подачей
фрезерования Q12 тангенциально к контуру. При
необходимости учитывается припуск для чистовой обработки
со стороны.
3 На первой
глубине подвода инструмент фрезерует с подачей
Q12 вдоль контура, пока дефинированная линия контура не
будет полностью изготовлена.
4 Затем инструмент перемещается тангенциально от стенки
прутка обратно к точке старта обработки
5 Эти шаги 2 до 4 повторяются, до достижения
программированной глубины фрезерования Q1
6 Затем инструмент возвращается на оси инструментов на
безопасную высоту или на программированную
в последнем
перед циклом позицию (зависит от параметра станка 7420)
Станок и УЧПУ должны быть подготовлены
производителем станков.
476 8 Программирование: циклы
8.8 SL-циклы
Глубина фрезерования Q1 (инкрементно):
расстояние между оболочкой цилиндра и дном
контура
Припуск для чистовой обработки со стороны
Q3 (инкрементно): припуск для чистовой
обработки на стенке контура.
Безопасное расстояние Q6 (инкрементно):
расстояние между лобовой стороной инструмента
и поверхностью оболочки цилиндра
Глубина врезания Q10 (инкрементно): размер, на
который инструмент каждый раз врезается
Подача врезания Q11: подача при движениях
перемещения на оси шпинделя
Подача фрезерования Q12: подача при
движениях перемещения на плоскости обработки
Радиус цилиндра Q16: радиус цилиндра, на
котором должен обрабатываться контур
Вид простовления размеров? Градусы =0 ММ/
INCH (ДЮЙМЫ)=1 Q17: программировать
координаты оси вращения в подпрограмме в
градусах или мм (inch/дюймах)
Обратите внимание перед программированием
В первом кадре ЧУ подпрограммы контура программ-
ировать всегда обои координаты оболочки цилиндра.
Обратите внимание, чтобы инструмент всегда
распологал достаточным местом для движения
подвода и отвода со стороны.
Память для SL-цикла ограничена. Оператор может
прогарммировать в цикле SL максимум 8192
элементов контура.
Знак числа параметра цикла Глубина определяет
направление
обработки. Если программируется
глубина = 0, то УЧПУ не отрабатывает цикла.
Цилиндр должен быть закреплённым соосно на
поворотном столе.
Ось шпинделя должна пробегать перпендикулярно к
оси поворотного стола. Если такое не имеет места, то
УЧПУ выдаёт сообщение об ошибках.
Этот цикл можно выполнить также при наклонённой
плоскости обработки.
УЧПУ проверяет, лежит в пределах
индикации оси
вращения корригированная или некорригированная
траектория инструмента (установлено в параметре
станка 810.x). В случае сообщения об ошибках
“Ошибка программирования контура” установить тогда
MP 810.x = 0.
Пример: NC-кадры
63 CYCL DEF 39 ОБРАЗ.ЦИЛИНДРА КОНТУР
Q1=-8 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q3=+0 ;ПРИПУСК СО СТОРОНЫ
Q6=+0 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q10=+3 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q16=25 ;РАДИУС
Q17=0 ;ВИД ПРОСТ.РАЗМЕРОВ
HEIDENHAIN iTNC 530 477
8.8 SL-циклы
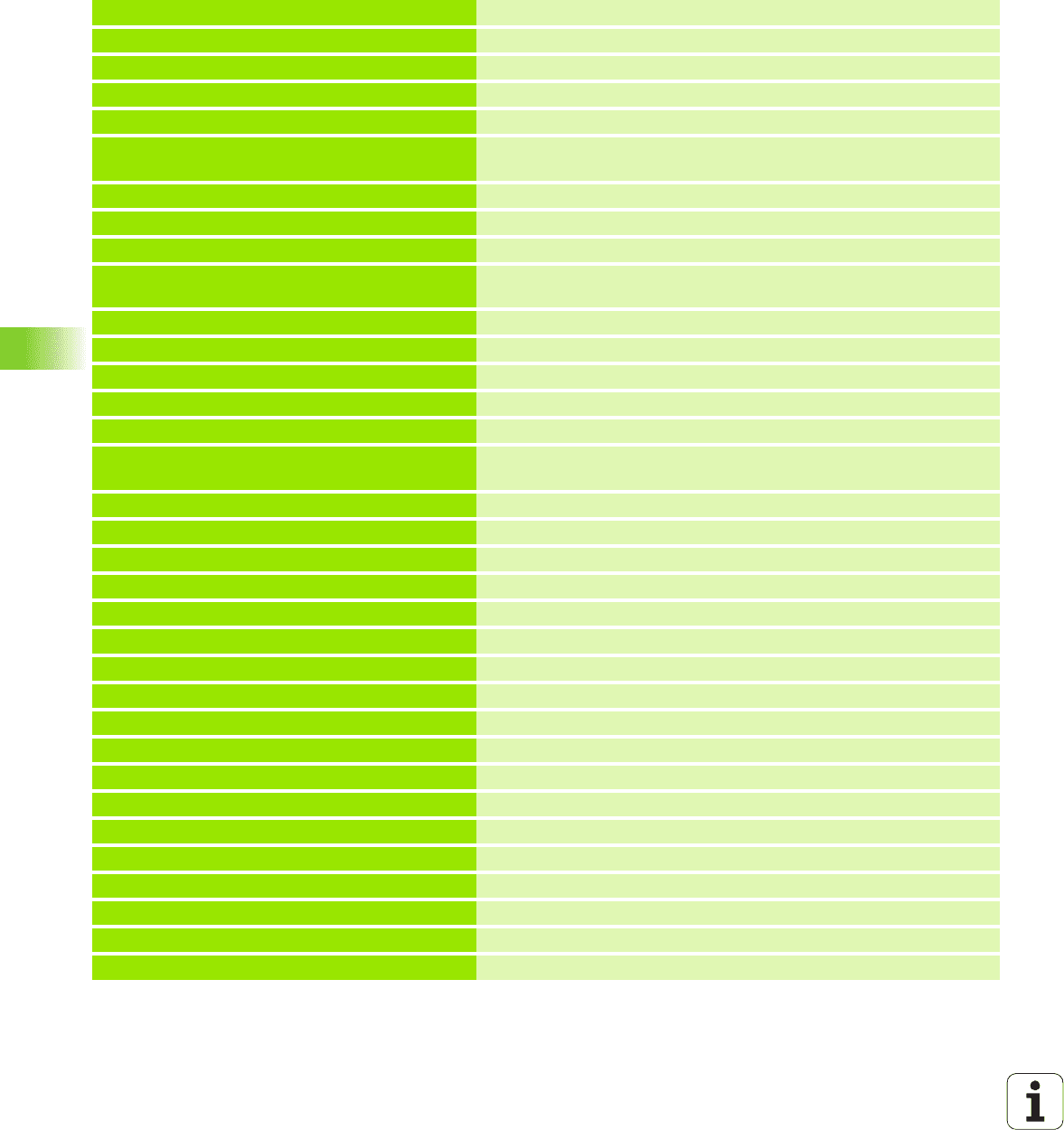
Пример: протягивание и вторичное протягивание кармана
0 BEGIN PGM C20 MM
1 BLK FORM 0.1 Z X-10 Y-10 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
Дефиниция заготовки
3TOOL DEF 1L+0R+15
Определение инструмента протяжной инструмент для
предварит.протягивания
4TOOL DEF 2L+0R+7.5
Определение инструмента протяжной инструмент для
вторичного протягивания
5 TOOL CALL 1 Z S2500
Вызов инструмента протяжной инструмент для
предварительного протягивания
6LZ+250R0FMAX
Отвод инструмента от загатовки
7 CYCL DEF 14.0 КОНТУР
Определить подпрограмму контура
8 CYCL DEF 14.1 МЕТКА КОНТУРА 1
9 CYCL DEF 20 ДАННЫЕ КОНТУРА
Определение общих параметров обработки
Q1=-20 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q2=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q3=+0 ;ПРИПУСК СО СТОРОНЫ
Q4=+0 ;ПРИПУСК НА ГЛУБИНЕ
Q5=+0 ;КООРД. ПОВЕРХ.
Q6=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q7=+100 ;БЕЗОПАСНАЯ ВЫСОТА
Q8=0.1 ;РАДИУС ЗАКРУГЛЕНИЯ
Q9=-1 ;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
30
30
R30
R20
60°
55
10
10
478 8 Программирование: циклы
8.8 SL-циклы
10 CYCL DEF 22 ЧЕРН.ОБРАБОТКА
Дефиниция цикла Предпротягивание
Q10=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ЧЕ РН.ОБР.
Q18=0 ;ИНСТР.ЧЕРНОВОЙ ОБРАБ.
Q19=150 ;ПОДАЧА МАЯТНИКОВЫМ
ДВИЖЕНИЕМ
Q208=30000;ПОДАЧА ВОЗВРАТА
11 CYCL CALL M3
Вызов цикла Предпротягивание
12 L Z+250 R0 FMAX M6
Смена инструмента
13 TOOL CALL 2 Z S3000
Вызов инструмента протяжной инструмент вторичного
протягивания
14 CYCL DEF 22 ЧЕРН.ОБРАБОТКА
Дефиниция цикла Вторичное протягивание
Q10=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ЧЕ РН.ОБР.
Q18=1 ;ИНСТР.ЧЕРНОВОЙ ОБРАБ.
Q19=150 ;ПОДАЧА МАЯТНИКОВЫМ
ДВИЖЕНИЕМ
Q208=30000;ПОДАЧА ВОЗВРАТА
15 CYCL CALL M3
Вызов цикла Вторичное протягивание
16 L Z+250 R0 FMAX M2
Свободный ход инструмента, конец программы
17 LBL 1
Подпрограмма контура
18 L X+0 Y+30 RR
смотри „Пример: FK-программирование 2”, страница 284
19 FC DR- R30 CCX+30 CCY+30
20 FL AN+60 PDX+30 PDY+30 D10
21 FSELECT 3
22 FPOL X+30 Y+30
23 FC DR- R20 CCPR+55 CCPA+60
24 FSELECT 2
25 FL AN-120 PDX+30 PDY+30 D10
26 FSELECT 3
27 FC X+0 DR- R30 CCX+30 CCY+30
28 FSELECT 2
29 LBL 0
30 END PGM C20 MM
HEIDENHAIN iTNC 530 479
8.8 SL-циклы
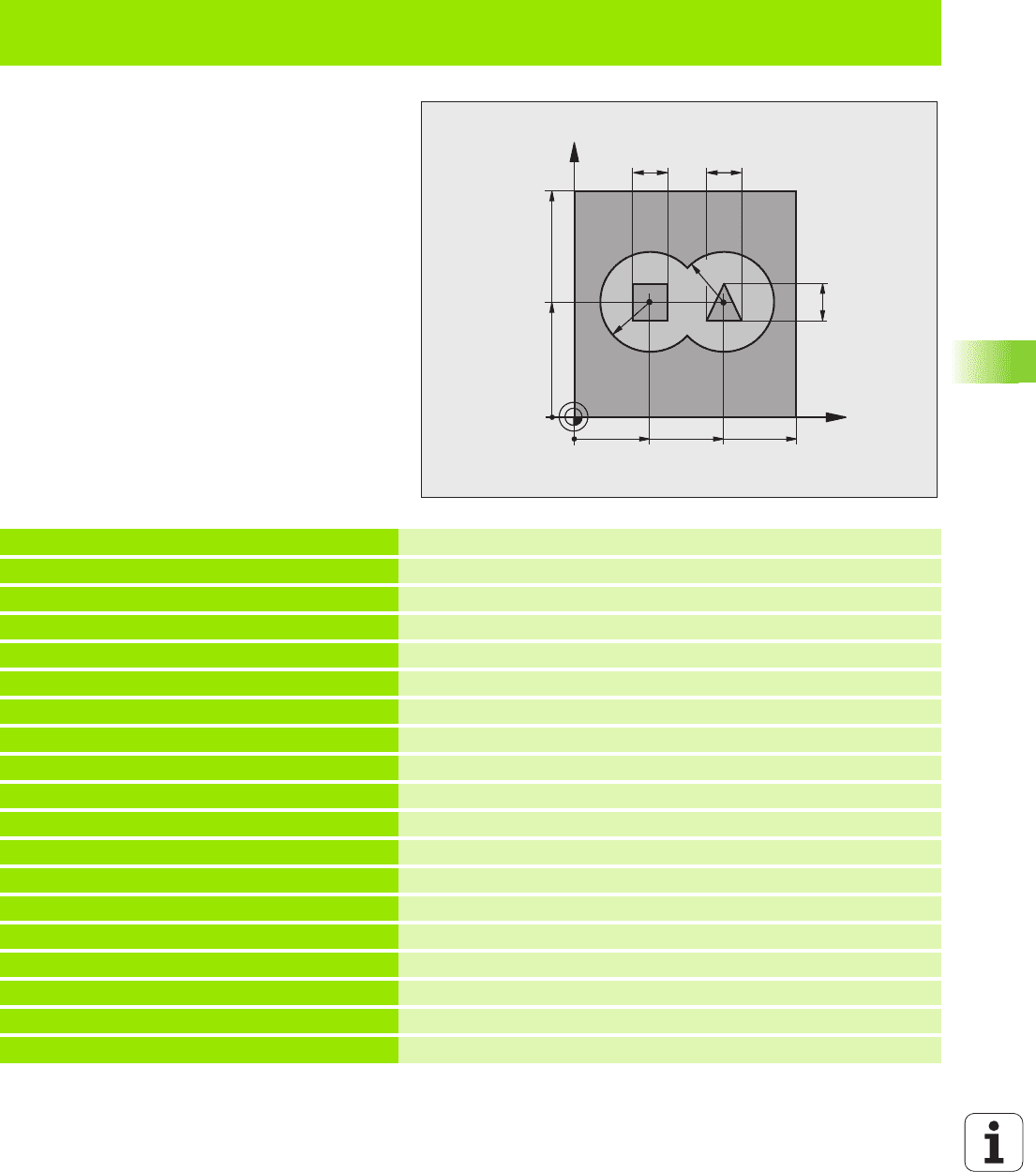
Пример: предсверление, черновая и чистовая обработка накладывающихся на
себя контуров
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Дефиниция заготовки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3TOOL DEF 1L+0R+6
Определение инструмента сверло
4TOOL DEF 2L+0R+6
Дефиниция инструмента черновая/чистовая обработка
5 TOOL CALL 1 Z S2500
Вызов инструмента: сверло
6LZ+250R0FMAX
Отвод инструмента от загатовки
7 CYCL DEF 14.0 КОНТУР
Определение подпрограмм контура
8 CYCL DEF 14.1 МЕТКА КОНТУРА 1/2/3/4
9 CYCL DEF 20 ДАННЫЕ КОНТУРА
Определение общих параметров обработки
Q1=-20 ;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q2=1 ;ПЕРЕКРЫТИЕ ТРАЕКТОРИИ
Q3=+0.5 ;ПРИПУСК СО СТОРОНЫ
Q4=+0.5 ;ПРИПУСК НА ГЛУБИНЕ
Q5=+0 ;КООРД. ПОВЕРХ.
Q6=2 ;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q7=+100 ;БЕЗОПАСНАЯ ВЫСОТА
Q8=0.1 ;РАДИУС ЗАКРУГЛЕНИЯ
Q9=-1 ;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
35
50
100
100
16
16
R25
65
16
R25

480 8 Программирование: циклы
8.8 SL-циклы
10 CYCL DEF 21 ПРЕДСВЕРЛЕНИЕ
Дефиниция цикла Предсверление
Q10=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=250 ;ПОДАЧА ВРЕЗАНИЯ
Q13=2 ;ИНСТР.ЧЕРНОВОЙ ОБРАБ.
11 CYCL CALL M3
Вызов цикла Предсверление
12 L +250 R0 FMAX M6
Смена инструмента
13 TOOL CALL 2 Z S3000
Вызов инструмента черновая/чистовая обработка
14 CYCL DEF 22 ЧЕРН.ОБРАБОТКА
Дефиниция цикла Протягивание
Q10=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=350 ;ПОДАЧА ЧЕ РН.ОБР.
Q18=0 ;ИНСТР.ЧЕРНОВОЙ ОБРАБ.
Q19=150 ;ПОДАЧА МАЯТНИКОВЫМ
ДВИЖЕНИЕМ
Q208=30000;ПОДАЧА ВОЗВРАТА
Q401=100 ;КОЭФФ.ПОДАЧИ
Q404=0 ;СТРАТЕГИЯ
ДОП.ОБРАБОТКИ
15 CYCL CALL M3
Вызов цикла Протягивание
16 CYCL DEF 23 ЧИСТ.ОБРАБ.ДНА
Дефиниция цикла Чистовая обработка на глубине
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=200 ;ПОДАЧА ЧЕ РН.ОБР.
Q208=30000;ПОДАЧА ВОЗВРАТА
17 CYCL CALL
Вызов цикла Чистовая обработка на глубине
18 CYCL DEF 24 ЧИ СТ.ОБРАБ.СО СТОРОНЫ
Дефиниция цикла Чистовая обработка со стороны
Q9=+1 ;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
Q10=5 ;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА ВРЕЗАНИЯ
Q12=400 ;ПОДАЧА ЧЕ РН.ОБР.
Q14=+0 ;ПРИПУСК СО СТОРОНЫ
19 CYCL CALL
Вызов цикла Чистовая обработка со стороны
20 L Z+250 R0 FMAX M2
Свободный ход инструмента, конец программы