Инструкция для оператора HEIDENHAIN - диалог с открытым текстом iTNC 530
Подождите немного. Документ загружается.

HEIDENHAIN iTNC 530 651
11.10 Параметры строки
Сравнение альфавитной
последовательности
Используя функцию STRCOMP можно сравнивать альфавитную
последовательность параметров строки.
Выбор функций Q-параметров
Выбрать функцию ФОРМУЛА.
Ввести номер параметра Q, под которым ЧПУ
должно сохранить результат сравнения, нажимая
клавишу ENT подтвердить
Переключить линейку softkey
Выбрать функцию для сравнивания параметров
строки
Ввести номер первого параметра QS, который
должно сравнивать ЧПУ, с помощью клавиши ENT
подтвердить
Ввести номер второго параметра QS, который
должно сравнивать ЧПУ, с помощью клавиши ENT
подтвердить
Выражение в скобках закрыть с помощью клавиши
ENT и завершить ввод нажимая клавишу END.
Пример: сравнение алфавитной последовательности QS12 и
QS14
ЧПУ выдает следующие результаты:
0: сравненные параметры QS идентичные
+1: первый параметр QS лежит в алфавитном
порядке перед вторым параметром QS
-1: первый параметр QS лежит в алфавитном
порядке за вторым параметром QS
37 Q52 = STRCOMP ( SRC_QS12 SEA_QS14 )
652 11 Программирование: Q-параметры
11.11 Предзанятые Q-параметры
11.11 Предзанятые Q-параметры
Q-параметры от Q100 до Q199 загружаются ЧПУ разными
значениями. Q-параметрам подчиняются:
Значения из PLC
Данные об инструментах и шпинделе
Данные о состоянии эксплуатации
Результаты измерений из циклов импульсной системы итд.
Значения из PLC: Q100 до Q107
ЧПУ использует параметры от Q100 до Q107, для переписания
значений из PLC в ЧУ-программу.
WMAT-кадр: QS100
ЧПУ записывает определенный в кадре WMAT материал в
параметре QS100.
Активный радиус инструмента: Q108
Активное значение радиуса инструмента подчиняется Q108. Q108
состоит из:
Радиус инструмента R (табилца инструментов или TOOL DEF-
предложение)
Значение дельта DR из таблицы инструментов
Значение дельта DR из TOOL CALL-кадра
Предзанятые параметры Q (QS-параметры) между
Q100 и Q199 (QS100 и QS199) не должны
использоваться в программе ЧУ в качестве
параметров расчетов, так как могут появится
нежелаемые последствия.
HEIDENHAIN iTNC 530 653
11.11 Предзанятые Q-параметры
Ось инструментов: Q109
Значение параметра Q109 зависить от актуальной оси
инструментов:
Состояние шпинделя: Q110
Значение параметра Q110 зависить от последней
программированной M-функции для шпинделя:
Ось инструмента
Значение
параметра
Определение оси инструмента
отсутствует
Q109 = –1
Ось X Q109 = 0
Ось Y Q109 = 1
Ось Z Q109 = 2
U-ось Q109 = 6
V-ось Q109 = 7
W-ось Q109 = 8
M-функция
Значение
параметра
Состояние шпинделя не определено Q110 = –1
M3: шпиндель ВКЛ, по часовой стрелке Q110 = 0
M4: шпиндель ВКЛ, против часовой
стрелки
Q110 = 1
M5 после M3 Q110 = 2
M5 после M4 Q110 = 3
654 11 Программирование: Q-параметры
11.11 Предзанятые Q-параметры
Снабжение охлаждающей жидкостью: Q111
Коэффицент перекрытия: Q112
ЧПУ подчиняет Q112 коэффицент перекрытия при фрезеровании
карманов (MP7430).
Данные о размерах в программе: Q113
Значение параметра Q113 зависит с случае подпрограмм с PGM
CALL от размерных данных программы, вызывающей как первая
другую программу.
Длина инструмента: Q114
Актуальное значение длины инструмента подчиняется Q114.
M-функция
Значение
параметра
M8: охлаждающая жидкость ВКЛ Q111 = 1
M9: охлаждающая жидкость ВЫКЛ Q111 = 0
Размерные данные главной
программы
Значение
параметра
Метрическая система (мм) Q113 = 0
Дюймовая система (дюйм,inch) Q113 = 1
HEIDENHAIN iTNC 530 655
11.11 Предзанятые Q-параметры
Координаты после ощупывания во время
прогона программы
Параметры Q115 до Q119 содержат после запрограммированного
измерения с помощью 3D-зонда координаты положения
шпинделя в момент ощупывания. Координаты относятся к
опорной точке, активной в режиме работы Вручную.
Длина щупа и радиус наконечника щупа не учитываются для этих
координат.
Отклонение Факт-Заданного-значения при
автоматическом измерении инструмента с
помощью TT 130
Наклонение поверхности обработки с
помощью углов загатовки: расчитанные ЧПУ
координаты для осей поворота
Ось координат
Значение
параметра
Ось XQ115
Ось YQ116
Ось ZQ117
IV-ая ось
зависить от MP100
Q118
V-ая ось
зависить от MP100
Q119
Фактическое-Заданное-отклонение
Значение
параметра
Длина инструмента Q115
Радиус инструмента Q116
Координаты
Значение
параметра
A-ось Q120
B-ось Q121
Ось С Q122
656 11 Программирование: Q-параметры
11.11 Предзанятые Q-параметры
Результаты измерения циклов импульсной
системы (смотри также инструкцию
обслуживания Циклы импульсной системы)
Измерённые действительные значения
Значение
параметра
Угол прямой Q150
Центр на главной оси Q151
Центр на вспомогательной оси Q152
Диаметр Q153
Длина выемки (кармана)Q154
Ширина выемки (кармана)Q155
Длина избранной в цикле оси Q156
Положение средней оси Q157
Угол A-оси Q158
Угол B-оси Q159
Kоордината избранной в цикле оси Q160
Установлённое отклонение
Значение
параметра
Центр на главной оси Q161
Центр на вспомогательной оси Q162
Диаметр Q163
Длина выемки (кармана)Q164
Ширина выемки (кармана)Q165
Измерённая длина Q166
Положение средней оси Q167
Установленные пространственные
углы
Значение
параметра
Поворот вокруг оси А Q170
Поворот вокруг оси BQ171
Поворот вокруг оси CQ172
HEIDENHAIN iTNC 530 657
11.11 Предзанятые Q-параметры
Состояние заготовки
Значение
параметра
Хорошо Q180
Дополнительная обработка Q181
Отходы (брак)Q182
Измерённое отклонение с помощью
цикла 440
Значение
параметра
Ось XQ185
Ось YQ186
Ось ZQ187
Замер инструмента с помощью лазера
BLUM
Значение
параметра
Резервирован Q190
Резервирован Q191
Резервирован Q192
Резервирован Q193
Зарезервированный для внутреннего
применения
Значение
параметра
Отметка для циклов (графические
изображения обработки)
Q197
Номер активного в последнем цикла
измерения
Q198
Статус измерение инструмента с
помощью TT
Значение
параметра
Инструмент в пределах допуска Q199 = 0,0
Инструмент изнесён (LTOL/RTOL
превышен)
Q199 = 1,0
Инструмент изломан (LBREAK/RBREAK
превышен)
Q199 = 2,0
658 11 Программирование: Q-параметры
11.12 Примеры программирования
11.12 Примеры
программирования
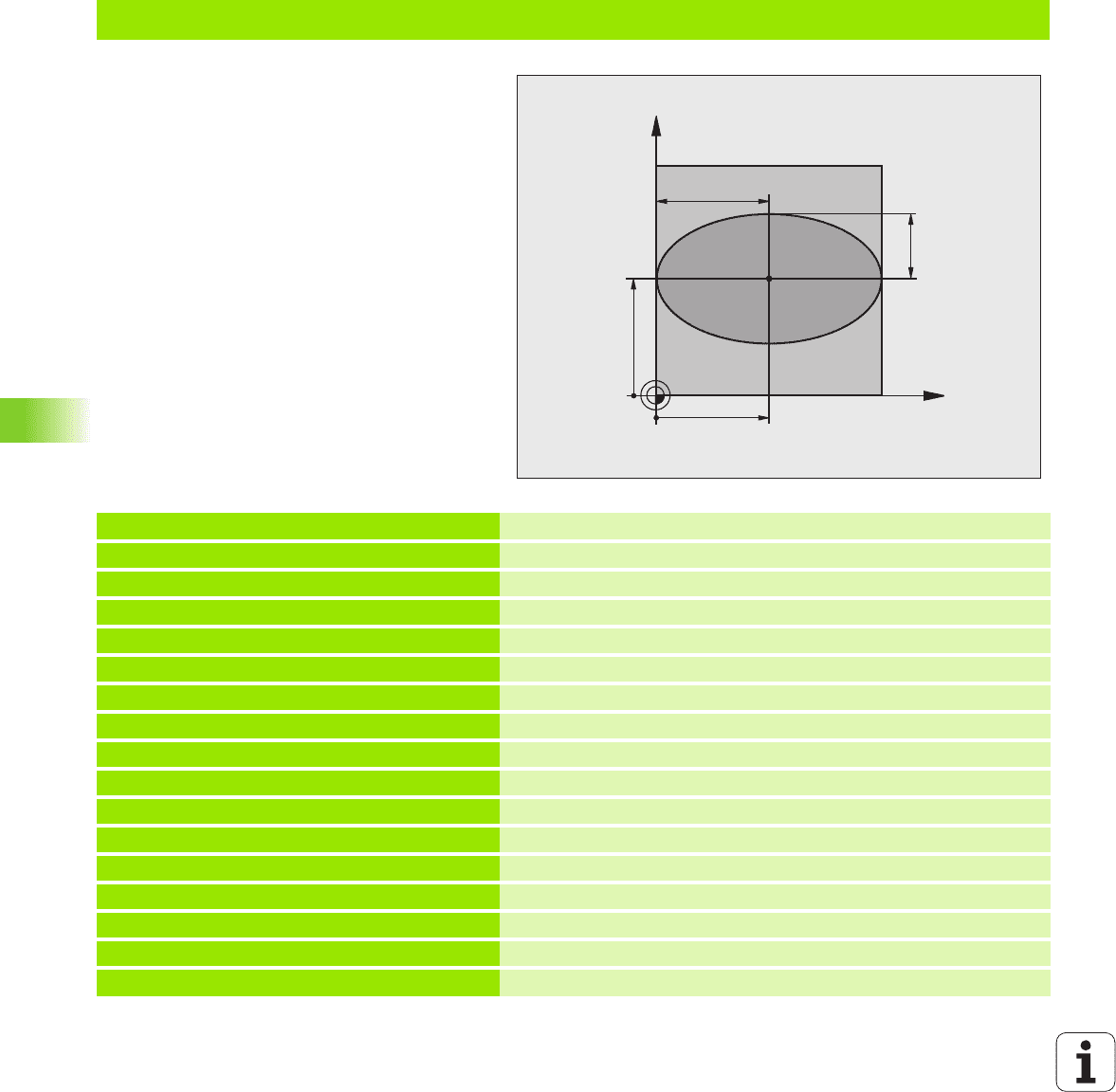
Пример: эллипс
Порядок отработки программы
Контур эллипса создан с помощью многих
небольшихотрезков прямой (определяемый
через Q7). Чем больше установленных шагов
расчёта, тем более гладким будет контур.
Направление фрезерования
установливается с помощью угла старта и
конечного угла на поверхности:
Направление обработки по часовой стрелке:
Угол старта > конечный угол
Направление обработки против часовой
стрелки:
Угол старта
< конечный угол
Радиус инструмента не учитывается
0 BEGIN PGM ELLIPSE MM
1 FN 0: Q1 = +50
Центр X-оси
2 FN 0: Q2 = +50
Центр Y-оси
3 FN 0: Q3 = +50
Полуось X
4 FN 0: Q4 = +30
Полуось Y
5 FN 0: Q5 = +0
Угол старта на поверхности
6 FN 0: Q6 = +360
Конечный угол на поверхности
7 FN 0: Q7 = +40
Количество шагов расчёта
8 FN 0: Q8 = +0
Угловое положение эллипса
9 FN 0: Q9 = +5
Глубина фрезерования
10 FN 0: Q10 = +100
Подача на глубину
11 FN 0: Q11 = +350
подача фрезерования
12 FN 0: Q12 = +2
Безопасное расстояние для предпозиционирования
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Дефиниция заготовки
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2.5
Определение инструмента
16 TOOL CALL 1 Z S4000
Вызов инструмента
X
Y
50
50
30
50

HEIDENHAIN iTNC 530 659
11.12 Примеры программирования
17 L Z+250 R0 FMAX
Отвод инструмента от загатовки
18 CALL LBL 10
Вызов обработки
19 L Z+100 R0 FMAX M2
Свободный ход инструмента, конец программы
20 LBL 10
Подпрограмма 10: обработка
21 CYCL DEF 7.0 НУЛЕВАЯ ТОЧКА
Перемести нулевую точку в центр эллипса
22 CYCL DEF 7.1 X+Q1
23 CYCL DEF 7.2 Y+Q2
24 CYCL DEF 10.0 ПОВОРОТ
Пересчет положения после поворота на плоскости
25 CYCL DEF 10.1 ROT+Q8
26 Q35 = (Q6 - Q5) / Q7
Рассчитать шаг угла
27 Q36 = Q5
Копировать угол старта
28 Q37 = 0
Установить счётчик проходов
29 Q21 = Q3 * COS Q36
Расчитать X-координату точки старта
30 Q22 = Q4 * SIN Q36
Расчитать Y-координату точки старта
31 L X+Q21 Y+Q22 R0 FMAX M3
Наезд на точку старта на поверхности
32 L Z+Q12 R0 FMAX
Предпозиционировать на безопасное расстояние на оси
шпинделя
33LZ-Q9R0FQ10
Перемещение на глубину обработки
34 LBL 1
35 Q36 = Q36 + Q35
Актуализовать угол
36 Q37 = Q37 + 1
Актуализовать счётчик проходов
37 Q21 = Q3 * COS Q36
Расчёт актуальной X-координаты
38 Q22 = Q4 * SIN Q36
Расчёт актуальной Y-координаты
39 L X+Q21 Y+Q22 R0 FQ11
Наезд следующей точки
40 FN 12: IF +Q37 LT +Q7 GOTO LBL 1
Запрос: готов или нет, если да то возврат к LBL 1
41 CYCL DEF 10.0 ПОВОРОТ
Сброс поворота
42 CYCL DEF 10.1 ROT+0
43 CYCL DEF 7.0 НУЛЕВАЯ ТОЧКА
Сброс смещения нулевой точки
44 CYCL DEF 7.1 X+0
45 CYCL DEF 7.2 Y+0
46 L Z+Q12 R0 FMAX
Проезд на безопасное расстояние
47 LBL 0
Конец подпрограммы
48 END PGM ЭЛЛИПС MM
660 11 Программирование: Q-параметры
11.12 Примеры программирования
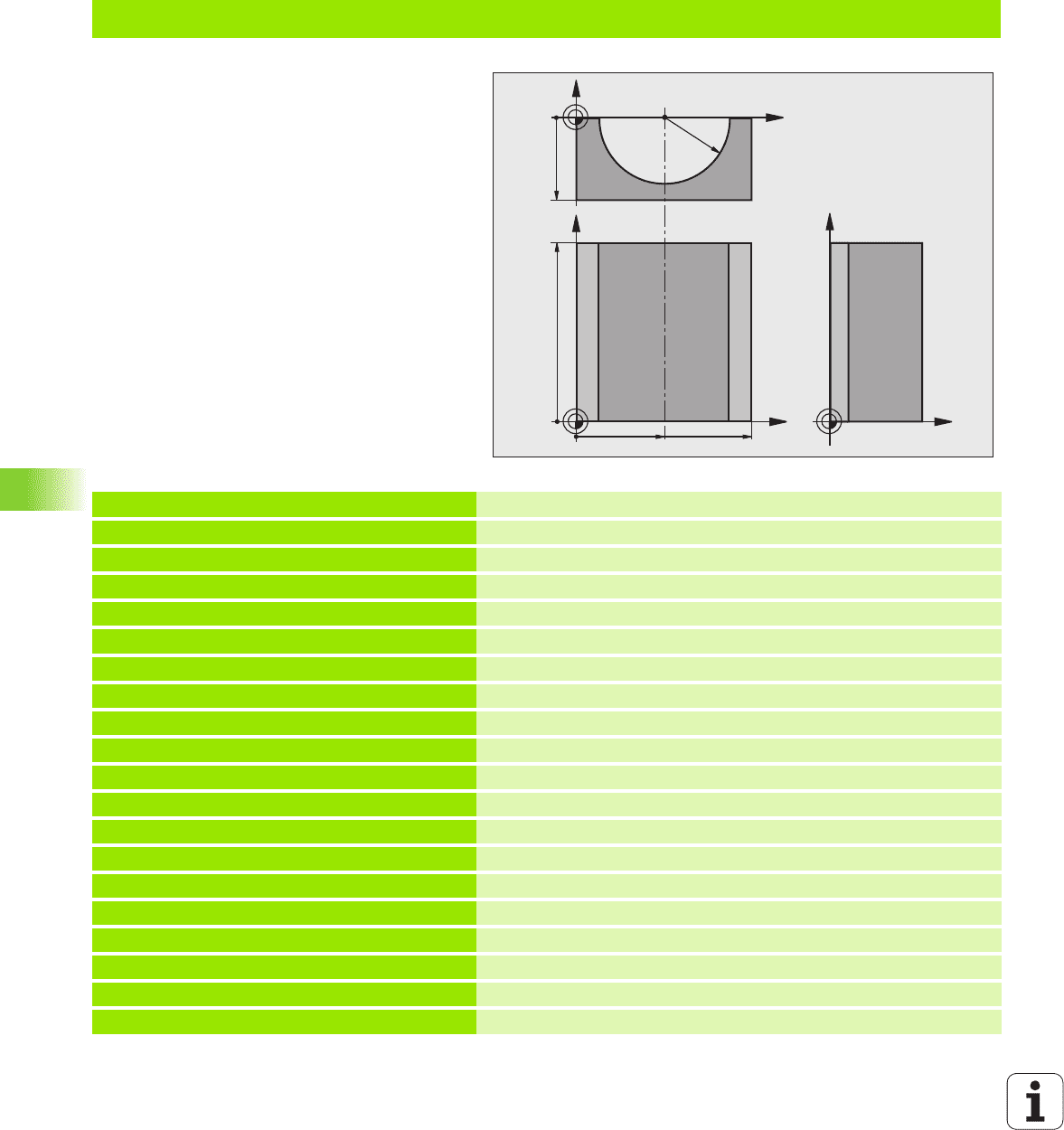
Пример: цилиндр вогнутый с помощью радиусной фрезы
Порядок отработки программы
Программа функционирует только с
применением радиусной фрезы, длина
инструмента относится к центру шара
Контур цилиндра состоит из многих
небольших отрезков прямой (определяемый
через Q13). Чем больше установленных
шагов, тем более гладким будет контур.
Цилиндр фрезеруется продольным резанием
(здесь: параллельно к Y-оси)
Направление фрезерования определяется
через угол старта
и конечный угол в
пространстве:
Направление обработки по часовой стрелке:
Угол старта > конечный угол
Направление обработки против часовой
стрелки:
Угол старта < конечный угол
Радиус инструмента корригируется
автоматически
0 BEGIN PGM ZYLIN MM
1 FN 0: Q1 = +50
Центр X-оси
2 FN 0: Q2 = +0
Центр Y-оси
3 FN 0: Q3 = +0
Центр Z-оси
4 FN 0: Q4 = +90
Угол старта пространство (плоскость Z/X)
5 FN 0: Q5 = +270
Конечный угол пространство (плоскость Z/X)
6 FN 0: Q6 = +40
Радиус цилиндра
7 FN 0: Q7 = +100
Длина цилиндра
8 FN 0: Q8 = +0
Угловое положение на плоскости X/Y
9FN 0:Q10 = +5
Припуск радиус цилиндра
10 FN 0: Q11 = +250
Подача при врезании на глубину
11 FN 0: Q12 = +400
Подача фрезерования
12 FN 0: Q13 = +90
Количество резаний
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Дефиниция заготовки
15 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Определение инструмента
16 TOOL CALL 1 Z S4000
Вызов инструмента
17 L Z+250 R0 FMAX
Отвод инструмента от загатовки
18 CALL LBL 10
Вызов обработки
19 FN 0: Q10 = +0
Сброс припуска
X
Y
50
100
100
Z
Y
X
Z
-50
R40